Изобретение относится к обработке металлов давлением и может быть использовано при производстве труб широкого сортамента, изготавливаемых из нержавеющих марок стали.
Известен способ производства труб, согласно которому заготовку подвергают многоцикличной обработке, каждый цикл которой включает холодную деформацию заготовки и ее термическую обработку, после которой осуществляют ультразвуковой контроль толщины стенки, величины зерна и наличия нарушений сплошности (п.1 в списке литературы).
Недостатком данного способа является то, что контроль осуществляют только на готовом размере, и проверка качества выпускаемых труб сводится к обнаружению отклонений величины зерна и толщины стенки, а также к обнаружению нарушений сплошности. Результаты такого контроля уже никак не влияют на передельные трубы.
Наиболее близким по технической сущности к предлагаемому является способ производства тонкостенных труб (п.2 в списке литературы), согласно которому заготовку подвергают многоцикличной обработке, каждый цикл которой включает холодную деформацию заготовки и ее термическую обработку, а контроль наличия нарушений сплошности осуществляют перед окончательной термообработкой, что позволяет выявлять недопустимые дефекты, превышающие величину зерна металла. Однако и этот способ не позволяет активно влиять на качество изготавливаемых труб в процессе производства, так как осуществляется, в основном, на трубах готового размера.
Цель изобретения - повышение качества производимых труб в процессе их производства за счет обеспечения возможности контроля нарушений сплошности, величины зерна и отклонений толщины стенки от номинального значения.
Поставленная цель достигается тем, что согласно способу производства нержавеющих труб, включающему многократную холодную деформацию с промежуточными термообработками и окончательной термообработкой, ультразвуковой контроль толщины стенки, величины зерна и наличия нарушений сплошности осуществляют непосредственно в процессе изготовления труб, начиная от заготовки и далее на первом и последнем цикле деформации и термической обработки.
Возможность ультразвукового контроля труб в нагартованном и ненагартованном состоянии получена на основе исследований поведения ультразвуковых колебаний при обнаружении нарушений сплошности продольной и поперечной ориентации, при контроле величины зерна металла, толщины стенки и ее отклонений (продольной и поперечной разностенности) (пп.3-6 в списке литературы). Эти исследования позволили установить корреляционную зависимость между перечисленными параметрами качества.
На фиг.1 и 2 представлена схема реализации предлагаемого способа.
На фиг.1 (А) изображен первый цикл обработки, где обозначены:
1 - прокатка заготовки (стан холодной прокатки);
2 - химическая обработка (обезжиривание);
3 - термообработка труб в защитной атмосфере (печь);
4 - ультразвуковой контроль нарушений сплошности, величины зерна, толщины стенки;
5 - готовые трубы.
На фиг.2 (П) изображен последний цикл обработки, где обозначены:
1 - прокатка заготовки (стан холодной прокатки);
2 - химическая обработка (обезжиривание);
3 - термообработка труб в защитной атмосфере (печь);
4 - ультразвуковой контроль нарушений сплошности, величины зерна, толщины стенки;
5 - готовые трубы.
Перед началом холодной деформации труб заготовки подвергаются ультразвуковому контролю с целью исключения труб с недопустимыми дефектами, а также частичного ремонта нарушений сплошности продольной и поперечной ориентации. Контроль заготовок осуществляется посредством мобильной ультразвуковой установки (УДТТ-11), включающей два ультразвуковых прибора для контроля нарушений сплошности и величины зерна, работающих в эхо-импульсном режиме, и третьего прибора, предназначенного для контроля толщины стенки и ее отклонений от номинального значения (продольной и поперечной разностенности), работающего в теневом варианте импульсного режима. Все ультразвуковые датчики крепятся в следящих за кривизной контролируемых труб головках, располагающихся непосредственно над поверхностью трубы. По условию контроля заготовки и передельные трубы должны иметь поступательно-вращательное движение в локальной ультразвуковой ванночке. На этой же мобильной установке располагается многоканальный самописец, на котором и осуществляется запись полученных результатов контроля.
Способ производства холоднодеформированных труб широкого сортамента (с соотношением S/D от 0.5 до 0.008 и менее) осуществляется следующим образом. Заготовки труб перед первым циклом деформации и термообработки подвергаются ультразвуковому контролю на наличие недопустимых дефектов и недопустимых отклонений от номинального значения толщины стенки. Заготовки с недопустимыми дефектами по указанным параметрам исключаются из дальнейшего цикла обработки.
На первом цикле обработки, включающем деформацию трубы на стане холодной прокатки, химическую обработку в щелочных ваннах для обезжиривания и термообработку в печах с защитной атмосферой или же в вакууме, ультразвуковой контроль осуществляют по перечисленным параметрам качества и удаляют трубы, которые не соответствуют указанным требованиям.
После каждого такого цикла трубы вновь подвергают деформации, химической обработке и термообработке, и так до получения нужного размера. На каждом цикле деформация на стане достигает 30-36%. Количество таких циклов зависит от конечного размера заданной трубы. Чем меньше требуемый диаметр трубы и толщина стенки, тем проводится большее количество указанных циклов.
При этом для каждой новой марки стали и типа размера трубы, с помощью тех же ультразвуковых приборов мобильного типа (УДТТ-11), определяют зависимость роста среднего размера зерна металла в баллах от степени деформации каждой рассчитанной величины калибровки и температуры начала рекристаллизации (в градусах Цельсия), то есть получают реальную диаграмму рекристаллизации обработки для этой новой марки стали.
Из полученной зависимости окончательно устанавливают необходимые оптимальные параметры самой технологической деформации и термообработки для получения требуемой структуры с минимальными колебаниями величины зерна и минимальной продольной и поперечной разностенностью, а следовательно, и с высокими и равномерными физико-механическими свойствами металла трубы.
На основе проведенных исследований разработаны и частично внедрены методика и автоматизированная аппаратура комплексного контроля нарушений сплошности, величины зерна и изменения толщины стенки (продольной и поперечной разностенности), позволяющие осуществлять не только сдаточный контроль труб, но и активно способствовать улучшению технологии производства труб (корректировать режим термообработки и деформации труб путем правильного выбора самого способа и маршрутов деформации). Так, например, на ЮТЗ на готовых трубах ⌀6.8×0.4 мм получили разнозернистость в 1-2 балла (10-11 баллов по шкале ГОСТ 5639, при допуске 7-11 баллов), благодаря контролю исходной заготовки ⌀25×1.5 мм и переноса безоправочного волочения с малых размеров на размер ⌀14×0.6 - 8.3×0.68 мм, с последующей деформацией до готового размера труб только на стане ХПТР.
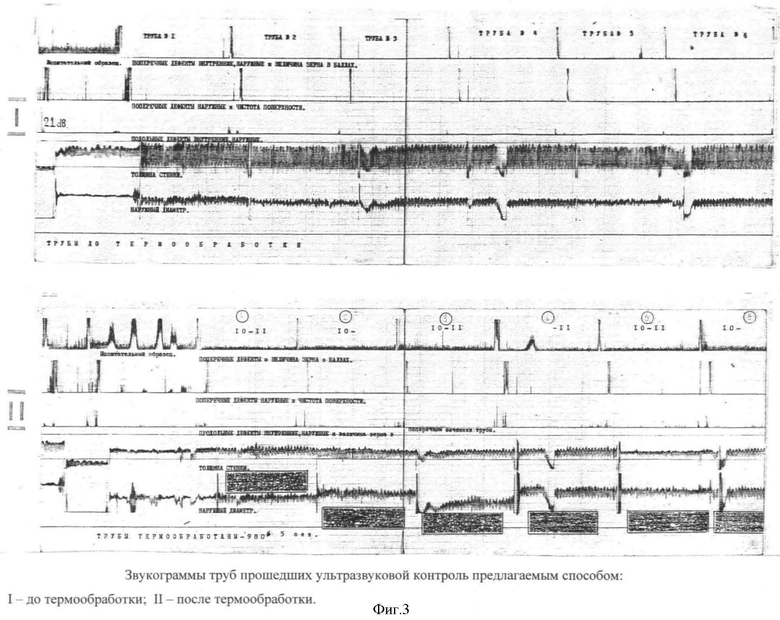
На прилагаемой к данному описанию фиг.2 представлены звукограммы труб, прошедших ультразвуковой контроль предлагаемым способом.
Следует отметить также интересный фактор утонения толщины стенки в пределах 5-10 мкм. Это утонение (фиг.3, труба №3 и №4) приводит к росту величины зерна на этом же месте до 8 баллов. Данное утонение было привнесено на стане оператором прокатки для снятия трубы с оправки. Такое отклонение степени деформации, дающее после рекристаллизации наиболее крупное зерно, является критическим. И для большинства металлов оно объясняется крупнозернистым строением после обжига. Такой степени обжатия (утонения) следует избегать в производстве, так как после прокатки с критической степенью деформации при последующем обжиге для снятия наклепа получается крупнозернистая структура с низкими и неравномерными механическими свойствами. В последующем возможность повторения раскатки металла на оправке на такую величину была устранена.
Предлагаемый способ производства холоднокатаных нержавеющих труб с широким соотношением толщины стенки к наружному диаметру позволяет получать трубы более высокого качества, так как при его использовании одновременно осуществляется контроль величины зерна металла, отклонений колебаний толщины стенки и нарушений сплошности по всей длине и поверхности изготавливаемых труб, что особенно важно для получения труб со структурой металла, имеющего высокие физико-механические свойства и применяющегося для труб специального назначения.
Литература
1. Технологическая инструкция ТИ/ВНИТИ 354-17-10-90 по ультразвуковому контролю качества тонкостенных труб. Днепропетровск, Министерство металлургии СССР НПО «ВНИТИ», 1990 г.
2. Аникеев Я.Ф., Чиж В.А., Правдин Ю.М. Способ производства тонкостенных труб. Авторское свидетельство №969763 от 23.12.1980 г.
3. Патент Украины на изобретение 11955 G01 №29/04, «Способ ультразвукового контроля труб». Украина, 25.12.1996 г.
4. Декларационный патент Украины на изобретение 29300 AG01 №29/04, «Способ ультразвукового контроля толщины стенки труб». Украина, 16.10.2000 г.
5. Декларационный патент Украины на изобретение 31429 AG01 №29/04, «Способ ультразвукового контроля труб». Украина, 15.12.2000 г.
6. Декларационный патент Украины на изобретение 32155 AG01 №29/04, «Способ ультразвукового контроля труб». Украина, 15.12.2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной многопроходной прокатки труб | 1986 |
|
SU1400680A1 |
| СПОСОБ УТИЛИЗАЦИИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ И КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2004 |
|
RU2292970C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ И ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2125916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННОЙ ТРУБЫ | 1993 |
|
RU2031964C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 530Х17-60, 550Х25-60, 610Х32-50 И 630Х32-60 ММ ИЗ КОВАНЫХ, НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК, СЛИТКОВ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ОАО "ЧТПЗ" | 2013 |
|
RU2550035C2 |
| Способ производства ленты из сплава Л68, предназначенной для высокочастотной продольной трубосварки | 2021 |
|
RU2762503C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ РАЗМЕРОМ 508×11,1, 508×12,7 И 508×16,1 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ В ОБЫЧНОМ И ХЛАДОСТОЙКОМ ИСПОЛНЕНИЯХ | 2013 |
|
RU2545957C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ ИЗ ТИТАНОВОГО СПЛАВА Ti-3Al-2,5V | 2014 |
|
RU2583566C1 |


Изобретение относится к области изготовления холоднокатаных труб. Для повышения качества труб за счет обеспечения возможности контроля нарушений сплошности, величины зерна и отклонений толщины стенки от номинального значения осуществляют многократную холодную деформацию труб с промежуточными термообработками и ультразвуковой контроль толщины стенки, величины зерна металла и наличия нарушений сплошности, который проводят на первом цикле перед холодной деформацией и после термообработки, а также после последнего цикла деформации и термообработки, при этом получают готовую трубу с разнозернистостью в 1-2 балла. Впервые контроль всех перечисленных параметров качества осуществляется одновременно по всей длине и поверхности контролируемых труб. Благодаря оперативному контролю трех основных параметров качества, таких как деформация (толщина стенки), термообработка и соответствующий им рост величины зерна металла, представляется возможность также определять тройственную диаграмму для любых марок нержавеющей стали и типа размера труб. 3 ил.
Способ производства холоднокатаных нержавеющих труб с соотношением толщины стенки к наружному диаметру от 0,5 до 0,008, включающий многократную холодную деформацию с промежуточными термообработками и ультразвуковой контроль толщины стенки, величины зерна металла и нарушений сплошности после последнего цикла деформации и термообработки, отличающийся тем, что ультразвуковой контроль толщины стенки, величины зерна и нарушения сплошности дополнительно осуществляют на первом цикле перед холодной деформацией и после термообработки, при этом получают готовую трубу с разнозернистостью в 1-2 балла.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЛИ РЕГУЛИРОВАНИЯ ПРОЦЕССА НА УСТАНОВКЕ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ, ОХЛАЖДЕНИЯ И/ИЛИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА | 2003 |
|
RU2336339C2 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ СТРУКТУРЫ МАТЕРИАЛА ИЗДЕЛИЙ | 0 |
|
SU305404A1 |
| Способ очистки N-хлоро-нитро-анилина | 1932 |
|
SU31429A1 |

