Изобретение относится к металлургии, а также к способам изготовления металлических труб, включающих изменения физической структуры металлов и может быть применено при изготовлении длинномерных цилиндров, работающих в условиях абразивного износа, например, цилиндров скважинных насосов для добычи нефти.
Известен способ изготовления износостойких прецизионных труб, включающий изготовление передельного цилиндра из среднеуглеродистой азотируемой стали марки 38Х2МЮА методом горячей прокатки на косовалковом стане, предварительную термообработку, холодное деформирование цилиндра (вначале продольной прокаткой на стане холодной продольной прокатки, а затем однопроходным волочением на короткой оправке) и окончательную термообработку этой трубы для снятия напряжений и увеличения пластичности (См. Данилов В. С. и Ермаков В. М. - Разработка технологии производства прецизионных труб для цельных цилиндров скважинных штанговых насосов. - Тезисы докладов научно-практической конференции - Состояние работ по организации производства прецизионных труб в СССР для цилиндров скважинных штанговых насосов, ЦИНТИХимнефтемаш, - М., 1991, с. 10...11).
Указанный способ имеет следующие недостатки: низкая точность трубы (по диаметру и прямолинейности). Это объясняется значительными деформациями полученной трубы при окончательной термообработке; низкая точность по разностенности из-за образования винтовой разностенности при прокатке на косовалковом стане. Последующее холодное деформирование - волочение - не исправляет винтовую разностенность.
Кроме того, полученные таким способом трубы имеют невысокий уровень характеристик прочности (σв и σ0,2), т.к. окончательной термообработкой труб на трубных заводах является нормализация, которая не дает высокой прочности при использовании среднеуглеродистых сталей.
Известен другой способ изготовления износостойкой прецизионной трубы, включающий изготовление передельного цилиндра из стали 20Х2МФА методом горячего прессования, предварительную термообработку, холодное деформирование - однопроходное волочение - и окончательную упрочняющую термообработку - нормализацию и последующее азотирование поверхности трубы (см. Савченко О. Н. и др. - Разработка технологии производства холоднодеформированных прецизионных труб из стали 20Х2МФА, - Бюллетень Черная металлургия, N 8, 1991, с. 55-56).
Разностенность трубы, изготовленной таким способом, имеет не винтовой, а односторонний характер. Однако по механическим характеристикам данный способ имеет те же недостатки, что и описанный выше. Предел текучести основного металла составляет 450 Н/мм2, что недостаточно для обеспечения контактной прочности азотированной поверхности трубы.
Задачей предлагаемого изобретения является создание способа изготовления трубы, имеющей повышенную геометрическую точность и высокий уровень механических характеристик.
Для решения поставленной задачи в способе изготовления прецизионной трубы, включающем изготовление передельного цилиндра, его предварительную термическую обработку, холодное деформирование и упрочняющую термообработку, передельный цилиндр изготавливают с разностенностью
Pпц ≅ Pгт , где Рпц, Ргт - разностенность соответственно передельного цилиндра и готовой трубы.
, где Рпц, Ргт - разностенность соответственно передельного цилиндра и готовой трубы.
tпц, tгт - толщина стенки соответственно передельного цилиндра и готовой трубы.
Холодное деформирование может быть выполнено волочением в несколько переходов.
При упрочняющей термообработке трубу нагревают до температур, обеспечивающих аустенитное состояние и охлаждают на воздухе.
Холодное волочение выполняют в несколько переходов, а упрочняющую термообработку выполняют перед последним переходом.
Степень деформации на каждом переходе может составлять 15-30%.
Передельный цилиндр может быть выполнен из малоуглеродистой стали с содержанием углерода менее 0,20%.
Изготовление передельного цилиндра с разностенностью
Pпц ≅ Pгт (см. экспликацию выше) позволяет повысить заготовку, которая при последующем холодном деформировании обеспечивает требуемую разностенность трубы. Соотношение определено экспериментально и отражает зависимость между относительным удлинением толщины стенки и изменением разностенности при холодном деформировании.
(см. экспликацию выше) позволяет повысить заготовку, которая при последующем холодном деформировании обеспечивает требуемую разностенность трубы. Соотношение определено экспериментально и отражает зависимость между относительным удлинением толщины стенки и изменением разностенности при холодном деформировании.
Изготовление передельного цилиндра из стали, закаливающейся на воздухе, позволяет уменьшить деформацию трубы при упрочняющей термообработке и таким образом получить высокий уровень механических характеристик, сохранив при этом геометрическую точность трубы.
Кроме того, т. к. такие стали после предварительной термообработки (отжига) обладают высокой пластичностью, длина предельного цилиндра может быть до 2-х раз меньше длины готовой трубы, что создает условия для получения требуемой разностенности Рпц.
Выполнение упрочняющей термообработки нагревом трубы до температур, обеспечивающих аустенитное состояние, и последующим охлаждением на воздухе, позволяет получить более высокие механические свойства материала трубы при минимальном ее короблении в процессе упрочняющей термообработки.
Выполнение холодного деформирования волочением в несколько переходов позволяет получить трубу требуемой длины из передельного цилиндра небольшой длины. Выполнение упрочняющей термообработки перед последующим переходом позволяет повысить точность геометрических размеров, так как после последнего перехода заготовка не деформируется в результате отсутствия термообработки, и при этом исключается необходимость удаления окалины.
Изготовление цилиндра из малоуглеродистой стали с содержанием углерода менее 0,20% позволяет достигнуть более высокой прочности ( σ0,2 не менее 650 Н/кв x x мм) операцией нагрева до температур, обеспечивающих аустенитное состояние и охлаждением на воздухе, и точность, благодаря исключению резкого охлаждения в жидких средах.
Обеспечение на каждом переходе степени деформации 15-30% позволяет, с одной стороны (нижний предел), обеспечить достаточную производительность процесса холодного деформирования, а с другой (верхний предел) - оптимальное усилие деформирования, достигаемое на имеющемся оборудовании.
Предложенный способ осуществляется следующим образом: из стали, закаливающийся на воздухе, изготавливают, например горячим деформированием или механической обработкой из проката, передельный цилиндр с разностенностью
Pпц ≅ Pгт
Полученный цилиндр подвергают предварительной (смягчающей) термообработке, например, отжигу.
В результате получают пластичную заготовку, которую подвергают холодной деформации, например, волочению. При холодном деформировании заготовка удлиняется и изменяется ее толщина стенки с tпц до tгт и разностенность с Рпц до Ргт. Полученную трубу подвергают упрочняющей термообработке, например. нормализации. При этом охлаждают полученную трубу на воздухе, что обеспечивает получение необходимых характеристик механических свойств материала трубы при незначительном короблении трубы в процессе термообработки, а это, в свою очередь, позволяет получить трубу с требуемыми геометрическими параметрами.
Пример конкретного осуществления:
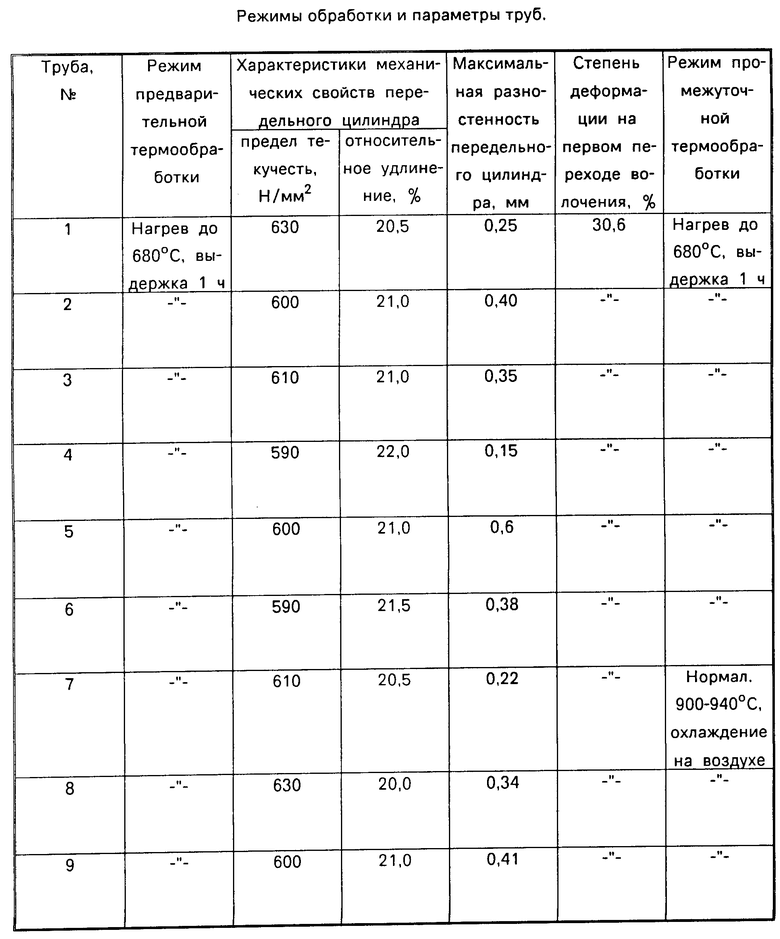
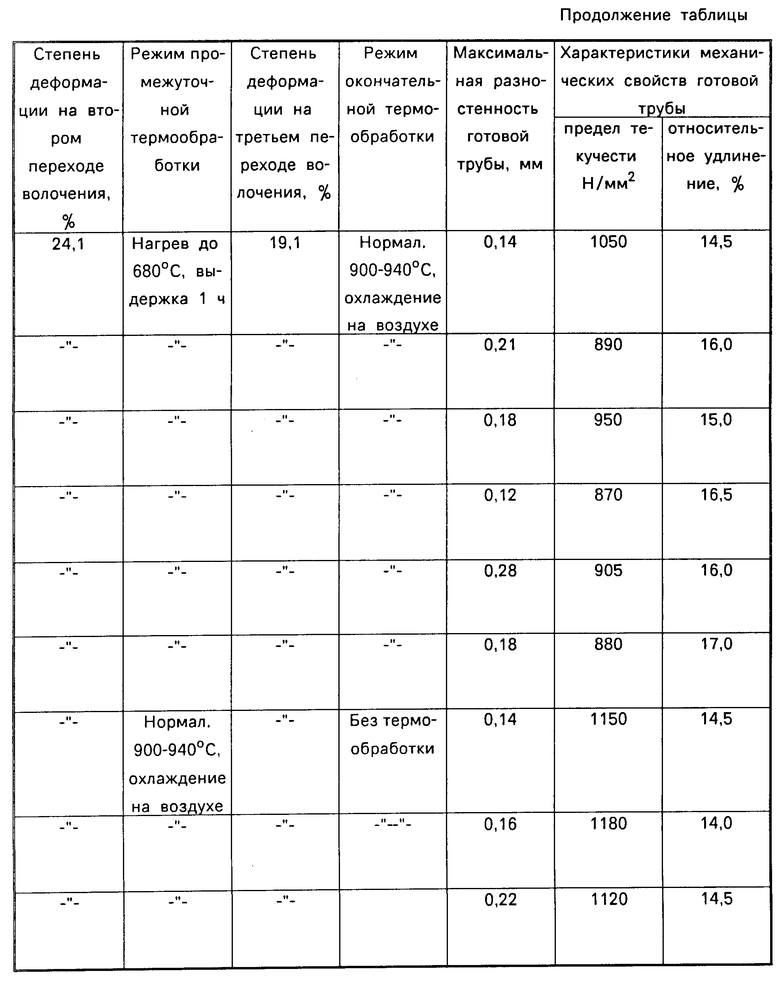
Предложенным способом изготовили партию из 9 труб для цилиндров скважинных насосов с требуемыми по чертежу геометрическими параметрами: наружный диаметр 45±0,20 мм; внутренний диаметр 31,8
Из стали 07ХЗГНМЮА ТУ14-14230-87 механической обработкой изготовили передельный цилиндр длиной 3000 мм с наружным диаметром 70-0,3 мм и внутренним - 50+0,3 мм.
Ультразвуковым толщинометром УТ-70 замерили разностенность полученных передельных цилиндров. Результаты измерений приведены в таблице.
Полученный передельный цилиндр подвергли предварительной термообработке, для чего в проходной печи его нагрели при 680оС в течение 0,5-1,0 ч и охладили на воздухе. Механические характеристики передельных цилиндров после предварительной термообработки приведены в таблице.
На волочильном стане Первоуральского новотрубного завода осуществили холодное деформирование передельного цилиндра с усилием 600 кН за 3 перехода (режимы тормообработки между переходами и степень деформации на каждом переходе приведены в таблице).
На шести трубах после волочения провели упрочняющую термообработку - нормализацию - для получения требуемых механических характеристик.
На трех трубах упрочняющую термообработку - нормализацию - выполнили перед третьим переходом.
Из таблицы видно, что предложенный способ изготовления позволяет получать трубы с разностенностью 0,12...0,22 мм и, по сравнению с прототипом, повысить предел текучести с 450Н/мм2, до 880...1180 Н/мм2, что позволяет обеспечить повышение стойкости этих труб в условиях абразивного износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННОЙ ТРУБЫ | 1994 |
|
RU2066578C1 |
| Способ изготовления бесшовных холоднодеформированных высокопрочных труб из сплава UNS N06625 | 2020 |
|
RU2732818C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
| Способ механико-термической обработки конструкционных сплавов | 1990 |
|
SU1786132A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ТИПА 08Х18Н10Т | 2023 |
|
RU2809290C1 |
| ОСОБОТОНКОСТЕННАЯ ТРУБА ИЗ АУСТЕНИТНОЙ БОРОСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ОБОЛОЧКИ ТВЭЛА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2420600C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ФАБРИКАТОВ | 2010 |
|
RU2442830C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 2011 |
|
RU2464326C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2023 |
|
RU2822910C1 |
Изобретение относится к металлургии и может быть применено при изготовлении цилиндров скважинных насосов. Способ позволяет получить трубы с повышенными механическими характеристиками и геометрической точностью размеров. Способ включает изготовление передельного цилиндра из стали, закаливающейся на воздухе, с разностенностью  где Pпц и Pгт - разностенность соответственно передельного цилиндра и готовой трубы; tпци tгт - толщина стенки соответственно передельного цилиндра и готовой трубы. Передельный цилиндр подвергают предварительной термообработке, холодному деформированию и упрочняющей термообработке. 4 з.п. ф-лы, 1 табл.
где Pпц и Pгт - разностенность соответственно передельного цилиндра и готовой трубы; tпци tгт - толщина стенки соответственно передельного цилиндра и готовой трубы. Передельный цилиндр подвергают предварительной термообработке, холодному деформированию и упрочняющей термообработке. 4 з.п. ф-лы, 1 табл.
где Рп.ц и Рг.т - разностенности передельного цилиндра и готовой трубы соответственно;
tп.ц и tг.т - толщина стенки передельного цилиндра и готовой трубы из стали, закаливающейся на воздухе, соответственно.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
