Изобретение относится к способу обработки металлической заготовки осадкой, к втулке для осуществления способа и к сборному узлу, содержащему втулку и крышку для осуществления способа.
Поковки обычно получают путем ковки заготовок или болванок, которые являются частично готовыми, необработанными заготовками металлических деталей, в частности в виде прутков, используемых как исходные элементы для ковки изготавливаемой детали, причем их объем соответствует объему получаемой детали, увеличенному на объем, который теряется во время ковки. Например, в реактивном двигателе диски вентилятора или цилиндры компрессора изготовлены ковкой металлических прутковых заготовок.
Изобретение относится, в частности, к обработке металлических заготовок, изготавливаемых методами порошковой металлургии, но в общем случае относится к обработке металлических заготовок. Прежде всего оно относится к обработке материалов, трудно поддающихся ковке, в частности, вследствие допускаемых небольших температурных допусков.
Металлические заготовки в порошковой металлургии часто изготавливают выдавливанием, которому подвергают емкость, содержащую порошковый материал. При выдавливании емкость принудительно, под действием пресса, пропускают через формовочное отверстие, сечение которого меньше сечения емкости, в результате чего формируется плотный пруток. После станочной обработки, заключающейся в удалении емкости, которая приварилась во время к материалу при выдавливании, получают готовую к обработке прутковую заготовку. Действующие ограничения предусматривают следующие размеры: максимальный диаметр менее 300 мм, обычно порядка 230 мм, для металлических прутковых заготовок, полученных методами порошковой металлургии.
Помимо этого в авиационной технике критерии надежности очень строги и предусматривают проверки на всех стадиях изготовления. В частности, прутковые заготовки проверяются, например, с помощью ультразвука, на предмет обнаружения каких бы то ни было включений или дефектов в металле, являющихся результатом появившихся во время ковки трещин и возможной причиной разрушения готовой детали. Требования в отношении максимально допустимого размера дефекта в заготовках, определяемые изготовителями двигателей, становятся все более строгими. Поэтому поставщики прутковых заготовок ограничивают их диаметр, чтобы обеспечивать возможность ультразвукового контроля качества и соблюдения критериев, определяемых конструкторами. Обычно этот диаметр меньше 300 мм для металлических заготовок на основе никеля или кобальта, изготавливаемых способами порошковой металлургии.
Если готовые детали реактивного двигателя имеют большой объем, то тогда заготовки должны иметь большое значение параметра удлинения обычно - более 2,8, часто - порядка 7-10, чтобы компенсировать их небольшое поперечное сечение.
Термин «обработка» включает в себя понятие горячей деформации металлической детали в целях увеличения диаметра и уменьшения ее длины, при равном объеме. Обработка может выполняться осадкой, то есть за счет приложения механического усилия по длине металлической заготовки.
В случае металлических заготовок, получаемых методами порошковой металлургии, значение параметра удлинения свыше 2,8 требует проведения непрерывной осадки заготовок в целях их обработки для получения заготовок, в которых отношение высоты и диаметра небольшое. Это отношение уменьшается до значения, при котором их без риска коробления или создания дефектов в самом металле можно подвергать ковке, штамповке или повторной рассадке, при которых они не будут удерживаться в поперечном направлении внутри емкости.
Термин «осадка в емкости» обозначает осадку, при которой заготовка защищена в поперечном направлении, и ни одна из ее поверхностей не контактирует с открытым воздухом. Получаемые порошковой металлургией сплавы требуют осуществления осадки по возможности в изотермических условиях, и обычно требуется, чтобы перепад температуры во время осадки не превышал 50 или 100°С, так как в противном случае в материале появляются трещины или разрывы. Рабочая температура находится в пределах между температурой пластической деформации и температурой плавления сплава, чтобы сплав мог быть ковким; и ограничена максимальным значением, определенным для возможности обеспечения регулирования микроструктуры сплава. При этом диаметр обрабатываемой массы не должен быть небольшим, так как в противном случае в материале могут появиться дефекты. Значение параметра удлинения должно выдерживаться ниже 2,8.
Для соблюдения излагаемых выше требований, согласно известному уровню техники прутковую заготовку плакируют помещением в стальную трубку, за счет чего увеличивается ее диаметр и обеспечивается тепловая защита. Блок, содержащий прутковую заготовку и трубку, затем осаживают на открытом воздухе, поскольку он имеет достаточный диаметр. Во время этой операции осадки между заготовкой и стальной трубкой создается металлическая связь, сравнимая с соединением при холодной сварке. Поэтому после осадки необходимо подвергнуть блок станочной обработке, например - на токарном станке, чтобы удалить сталь и получить прутковую заготовку, которая будет содержать только сплав, полученный способом порошковой металлургии. Во-первых, эта станочная обработка дорогостоящая, и, во-вторых, она ведет к потерям материала прутковой заготовки. Потеря материала становится еще большей так как, как правило, граница перехода между прутковой заготовкой и трубкой относительно неровная, и это означает, что для предосторожности глубину станочной обработки необходимо увеличить.
Использование стальной оболочки нежелательно. Однако она дает возможность в некоторых случаях использовать горячую инструментальную оснастку, из-за чего возникают трещины в прутковой заготовке, которые нужно устранять, если они доступны, шлифованием.
Изобретение направлено на устранение этих недостатков.
В качестве решения предшествующего уровня техники для заявленного изобретения можно указать документ SU 1746607 А1, 30.05.1994, B21J 1/06.
Для решения поставленной задачи с учетом предшествующего уровня техники изобретение относится к обработке осадкой металлической заготовки цилиндрической формы, имеющей покрытие, который характеризуется тем, что заготовку продольно помещают во втулке, при этом остается пространство между внутренней стенкой втулки и боковой поверхностью заготовки; блок, состоящий из заготовки и втулки, помещают в емкость для осадки, и прилагают усилие осадки заготовке по меньшей мере на одной из ее боковых поверхностей до получения заданного значения параметра удлинения, после чего заготовку отделяют от втулки.
Согласно изобретению заготовку подвергают осадке непрерывно, но осадке подвергают только заготовку, это возможно вследствие наличия пространства, сформированного внутренней стенкой втулки. За счет наличия покрытия и за счет разницы поперечных сечений материал втулки, например - сталь, не приваривается к заготовке и не заклинивается с ней, и это означает, что отсутствует необходимость в станочной обработке, чтобы отделить их друг от друга после этой операции. Поэтому не происходит потеря материала заготовки, и устраняются дополнительные расходы, вызванные последующей станочной обработкой. Полученная таким образом осаженная заготовка имеет очень чисто обработанную поверхность и высокое металлургическое качество.
Заготовка предпочтительно имеет цилиндрическую форму.
Предпочтительной является осадка заготовки цилиндрической формы, так как эта форма облегчает последующую ковку, осадку или штамповку.
Изобретение также относится - в части осуществления упоминаемого способа - к использованию втулки цилиндрической формы для помещения в неметаллической заготовке, при этом втулка имеет концевую стенку, от которой проходит цилиндрическая боковая стенка, причем концевая стенка имеет выемку для центрирования и формирования концов прутковой заготовки.
Изобретение также относится к сборному узлу, содержащему втулку и крышку, в котором предусмотрена описываемая выше втулка и крышка в виде круглой пластины, поперечное сечение которой, по существу, равно внутреннему поперечному сечению втулки или незначительно меньше него.
Изобретение особо целесообразно применительно к осадке заготовок из сплавов, полученных порошковой металлургией, и в более общем случае применимо для осадки любой металлической заготовки.
Изобретение поясняется далее в последующем описании предпочтительного варианта его осуществления, со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 показывает схематическое изображение сечения металлической заготовки, помещенной во втулке согласно изобретению;
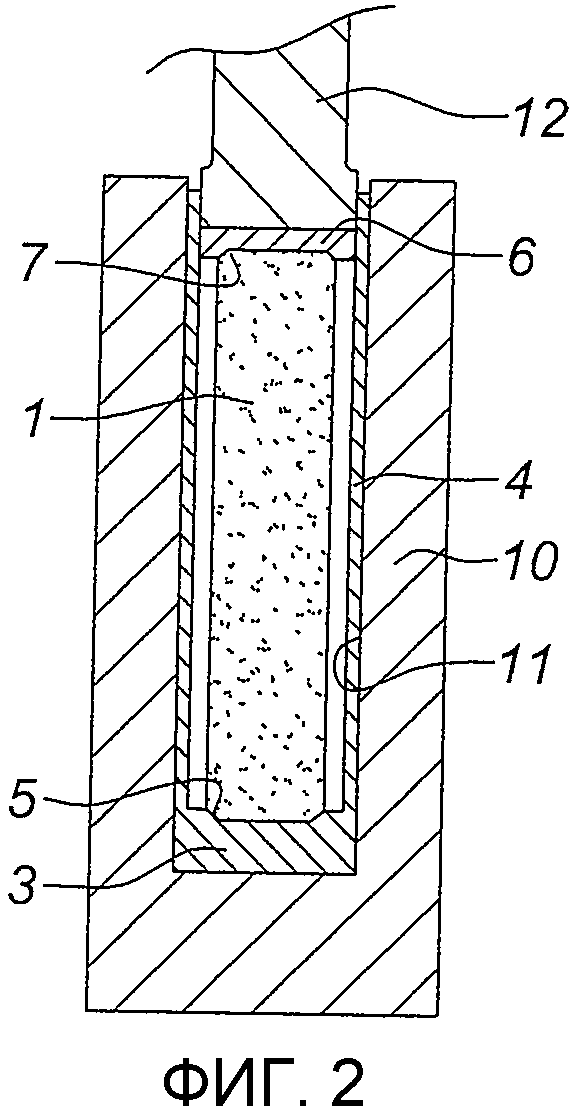
Фиг.2 показывает схематическое изображение сечения заготовки и втулки согласно Фиг.1, которые помещены в емкости для осадки до проведения осадки заготовки;
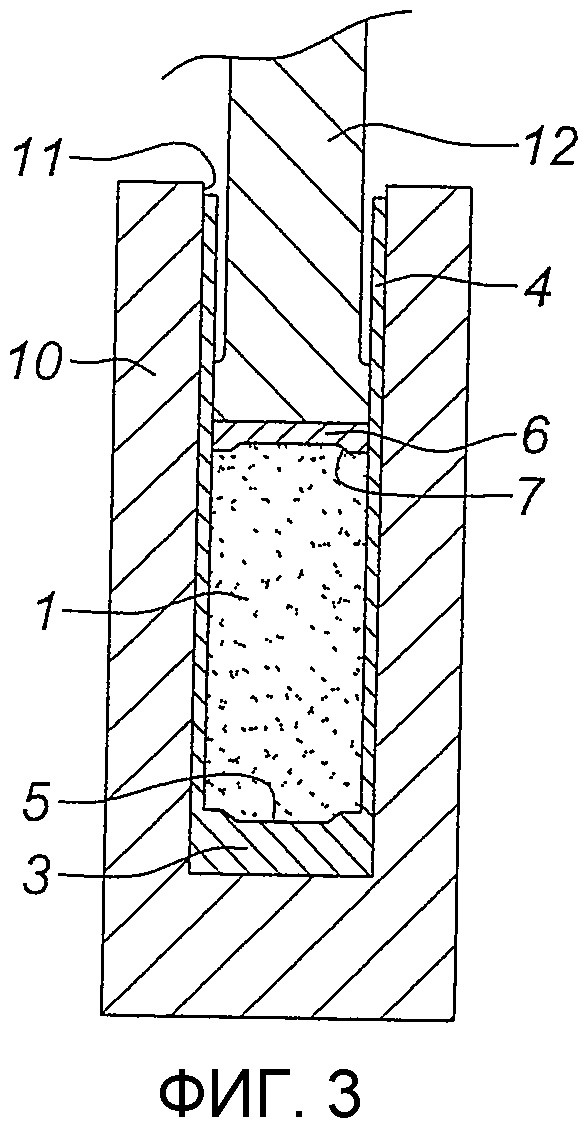
Фиг.3 показывает схематическое изображение сечения заготовки и втулки согласно Фиг.1, которые помещены в емкости для осадки в конце осуществления осадки заготовки; и
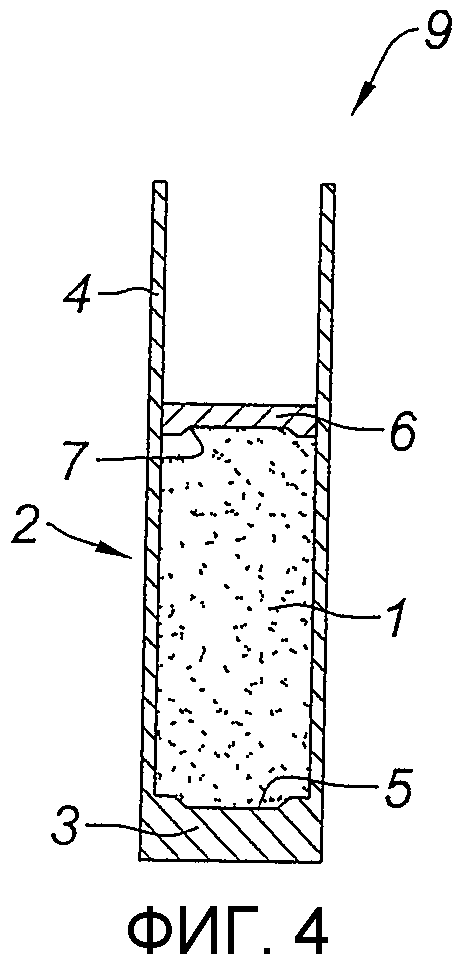
Фиг.4 показывает схематическое изображение заготовки и втулки согласно Фиг.1, после осуществления осадки заготовки.
Цель способа согласно настоящему изобретению заключается в обеспечении осадки металлической заготовки 1, которая выполнена из сплава на основе никеля и кобальта посредством порошковой металлургии. Упомянутая заготовка 1 имеет цилиндрическую форму, имеет заданное поперечное сечение и заданную длину. Значение параметра удлинения заготовки, в виде отношения длины к диаметру ее поперечного сечения, в этом случае превышает 2,8, и может быть порядка 10 или более этого значения. Заготовка 1 покрыта слоем эмали методом стеклования.
Заготовку 1 помещают во втулку 2 цилиндрической формы. Втулка 2 имеет концевую стенку 3, от которой проходит цилиндрическая боковая стенка 4 относительно небольшой толщины по сравнению с диаметром втулки. Поперечное сечение цилиндра, сформированного внутренней поверхностью боковой стенки 4, превышает поперечное сечение заготовки 1. В частности, в случае заготовки 1 с диаметром сечения около 235 мм, диаметр внутреннего поперечного сечения втулки 2 составляет около 300 мм, и толщина боковой стенки 4 приблизительно равна 20 мм.
В этом случае втулка 2 выполнена из мягкой стали, достаточно прочной для предназначаемого ей применения. Эта сталь недорогая и может быть предпочтительной, с учетом того, что втулка 2 будет разрушена. После разрушения втулки 2 эту сталь можно будет использовать повторно. В рассматриваемом случае втулка 2 выполнена посредством приваривания ее цилиндрической боковой стенки 4, в частности выполненной из мягкой стали, к концевой стенке 3, выполненной, в частности, из никелевого сплава.
Заготовку 1 вставляют во втулку 2 через ее открытый конец. Концевая стенка 3 втулки 2 имеет выемку 5 для центрирования заготовки 1. Крышку 6 в виде круглой пластины, поперечное сечение которой, по существу, равно внутреннему поперечному сечению втулки 2 или незначительно меньше его, вставляют через открытый конец втулки 2, чтобы закрыть заготовку 1. Крышка 6 выполнена из никелевого сплава. Крышка 6 также имеет, на своей нижней стороне, то есть на ее поверхности, контактирующей с заготовкой 1, выемку 7 для центрирования заготовки 1. Крышка 6 удерживается в нужном положении сварным швом 8, выполненным между ее верхней поверхностью и внутренней стенкой втулки 2. Этот сварной шов 8 не должен быть очень прочным, поскольку его функция заключается только в том, чтобы удерживать крышку в нужном положении, а не герметизировать ее; этот сварной шов может быть выполнен в виде точечных швов. Блок 9, содержащий прутковую заготовку 1, втулку 2 и крышку 6, таким образом скреплен, причем сварной шов 8 разрушается при приложении достаточного усилия. Этот блок 9 готов для использования и может временно храниться в этом положении. Его также можно подвергать складской обработке.
Перед операцией осадки блок 9 помещают в печь, в которой он нагревается до нужной температуры осадки. Достижение этой температуры обеспечивает возможность регулирования деформации материала и микроструктуры сплава заготовки 1 во время описываемой ниже операции осадки. В частном случае, для прутковой заготовки 1 из никелевого сплава температура может находиться в пределах 900°С и 1200°С, например порядка 1100°С.
Блок 9 затем помещают в емкость 10 для осадки, выполненную из стали и представляющую собой цилиндрический корпус 11, поперечное сечение которого соответствует наружному поперечному сечению втулки 2. Во время ее складской обработки механическая прочность стали втулки 2 снизится вероятно по причине изменения температуры, но все же останется достаточной, чтобы сохранять геометрию. Емкость 10 для осадки также заранее нагревают, в частности, до температуры порядка 400-500°С. Ее устанавливают на гидравлический пресс, имеющий пуансон 12, который устанавливают в упор к верхней поверхности крышки 6 блока 9. Этот пуансон 12 выполнен с возможностью вертикального поступательного перемещения и приводится в движение подвижной верхней плитой гидравлического пресса. Область ее контакта с крышкой 6 равна области поперечного сечения этой крышки, либо имеет несколько меньшие размеры.
Затем выполняется осадка прутковой заготовки 1. Пуансон 12 приводится в действие обычным гидравлическим механизмом плиты гидравлического пресса, опускаемой в заданном темпе, и при этом механически воздействует на заготовку 1 в ее продольном направлении через крышку 6, которая опускается с пуансоном 12, при этом сварной шов 8 разрушается под механическим воздействием, оказываемым пуансоном 12. Поскольку температура заготовки 1 выше температуры ее пластической деформации (но ниже температуры ее плавления), то происходит пластическая деформация материала заготовки 1, что проявляется в уменьшении ее длины и в увеличении ее поперечного сечения. Темп опускания пуансона 12 задается, наряду с выбором температуры материала, таким образом, чтобы контролировать деформацию материала заготовки и изменение его микроструктуры. В конкретном случае, для никелевого сплава, скорость снижения выбрана на уровне порядка 10 мм/с. Эту скорость можно изменять в течение операции осадки.
Во время осадки, поскольку диаметр крышки 6 несколько меньше внутреннего диаметра втулки 2, то воздух из пространства между заготовкой 1 и внутренней стенкой втулки 2 принудительно выводится через зазор между крышкой 6 и втулкой 2.
Эмаль, покрывающая заготовку 1, выполняет три функции: смазка устройства, защита от окисления, формирование защиты между заготовкой 1 и втулкой 2. Поэтому во время осадки эмаль образует пастообразную границу перехода, которая, в конце осадки, когда стенки заготовки 1 входят в контакт с внутренней стенкой втулки 2, предотвращает приваривание заготовки 1 к этой стенке. Эта же функция выполняется во время операции осадки на крышке 6 и концевой стенке 3 втулки 2.
Нужно отметить, что - в отличие от способов согласно известному уровню техники - в данном случае осаживается только заготовка 1. Втулка 2 не деформируется при этой операции и выполняет функцию содержания в себе заготовки 1 и действует в качества теплового барьера или буфера между заготовкой 1 и емкостью 10 для осадки. Поэтому даже если температура емкости 10 для осадки понизится, то на температуре прутковой заготовки 1 это заметно не скажется. Причем прутковая заготовка 1 центрируется выемками 5, 7 концевой стенки 3 втулки 2 и нижней стороны крышки 6 соответственно. Эти выемки 5, 7 поэтому могут выполнять функцию предварительного формирования заготовки 1, и поэтому их можно выполнить с возможностью предварительного формирования концов заготовки 1 в соответствии с формой, придаваемой готовой детали посредством последующей операции осадки и/или штамповки, и/или ковки заготовки 1 по завершении данной операции осадки.
Операцию осадки останавливают, когда на заготовке 1 создается определенное усилие. Заготовка 1 при этом заполнит практически все поперечное сечение втулки 2, причем ее поперечное сечение увеличится, и ее длина соответственно снизится, поскольку ее объем не изменится. В этой ситуации пуансон 12 находится в нижнем положении - Фиг.3. При этом заготовка 1 будет действительно подвергнута осадке.
В конце осадки пуансон 12 может создавать дополнительное давление на блок, например - в течение около 10 с, чтобы обеспечить правильную геометрию обработанной заготовки, то есть чтобы материал надлежащим образом заполнил весь корпус 11, особенно его углы.
Обращаясь к Фиг.4: блок 9, содержащий заготовку 1, втулку 2 и крышку 6, находящуюся в нижнем положении, с осаженной прутковой заготовкой 1, затем извлекают из емкости 10 для осадки. Эту операцию выполняют полностью согласно известному уровню техники. Для этого исполнительный механизм может, например, сформировать концевую стенку корпуса 11 емкости 10 для осадки, с возможностью его отведения вверх для извлечения блока 9 из корпуса 11. При этом можно применить любой способ извлечения.
Затем блок 9 охлаждают. Для этого его можно просто оставить остывать на открытом воздухе. После достижения нужной температуры заготовку 1 удаляют из втулки 2. Так как эти два элемента не приварились друг к другу, то эта операция осуществляется очень легко. Например, после того, как верхняя часть втулки 2 будет отрезана сверху крышки 6, можно выполнить фрезерованием два противоположных продольных паза вдоль боковой стенки втулки 2, вставить клин в этот паз, чтобы отделить друг от друга две части стенки, и извлечь заготовку 1 из втулки 2. Паз можно выполнить на уровне крышки 6 или концевой стенки 3 втулки 2, и затем, чтобы удалить один из этих концов, можно будет свободно поступательно переместить заготовку 1 в ее продольном направлении и извлечь ее из таким образом открытой втулки 2. Но обычно этот паз не является необходимым, поскольку, по причине наличия эмали, заготовка 1 не прикреплена ни к концевой стенке 3, ни к крышке 6.
Заготовку 1 затем обрабатывают только для того, чтобы удалить остатки ее эмалевого покрытия. Эта обработка может быть механической обработкой, например дробеструйной обработкой или обработкой с помощью стальной проволоки, химической обработкой, например - с использованием содовой ванны.
Заготовку 1, подвергнутую таким образом осадке, можно либо подвергнуть еще одной осадке с помощью того же способа, при необходимости, или осадке без применения емкости, штамповке или ковке, или подвергнуть нескольким таким операциям для получения готовой детали.
Нужно отметить, что отделение заготовки 1 от втулки 2 согласно этому способу облегчено в силу разницы значений коэффициентов расширения применяемых материалов. Так, во время охлаждения, объем заготовки 1 из никелевого сплава уменьшится больше, чем объем стальной втулки 2, и тем самым возникнет зазор между ними, что облегчает их отделение друг от друга.
В соответствии со способом согласно настоящему изобретению заготовку подвергают осадке, удерживая ее при этом в емкости, и это представляет собой преимущество в некоторых применениях, например при осадке заготовки относительно небольшого диаметра, полученной методами порошковой металлургии. Осадке подвергается только заготовка, и она легко удаляется из своей защитной втулки в конце выполнения способа. Обработанную заготовку получают без потери материала и без дополнительных затрат на последующую станочную обработку, причем заготовка имеет очень хорошую чистоту поверхности и высокое металлургическое качество. Разные поперечные сечения заготовки можно получить за счет подбора сечений втулки и емкости для осадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2342215C2 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВКИ К КУЗНЕЧНО-ПРЕССОВОЙ ОБРАБОТКЕ | 2005 |
|
RU2383407C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ СТАЛЬНЫХ ПОРОШКОВ | 1988 |
|
SU1638904A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2659558C2 |
| Способ комбинированной термомеханической обработки сплава системы титан-цирконий-ниобий для получения длинномерных прутковых полуфабрикатов | 2024 |
|
RU2840357C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2001 |
|
RU2198760C1 |
| ИЗДЕЛИЯ, СИСТЕМЫ И СПОСОБЫ ДЛЯ КОВКИ СПЛАВОВ | 2014 |
|
RU2640112C2 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| СПОСОБ ФОРМИРОВАНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341350C2 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
Изобретения относятся к обработке металлов давлением и могут быть использованы при обработке металлических заготовок цилиндрической формы, имеющих покрытие, горячей осадкой. К нагретой заготовке прикладывают усилие осадки до получения заданного значения отношения ее длины к диаметру поперечного сечения. При этом используют втулку и емкость для осадки. Заготовку размещают во втулке с обеспечением пространства между ее боковой поверхностью и стенкой втулки. Блок в виде втулки с заготовкой нагревают, размещают в емкости для осадки и прикладывают усилие осадки к по меньшей мере одной поперечной поверхности нагретой заготовки. Затем осаженную заготовку отделяют от втулки. Втулка выполнена с цилиндрической боковой и концевой стенками. Концевая стенка имеет выемку для центрирования заготовки и предварительного формирования ее концов. Заготовку закрывают во втулке крышкой в виде круглой пластины. Поперечное сечение пластины равно или меньше поперечного сечения втулки. В результате обеспечивается повышение качества полученных заготовок, снижение трудозатрат и экономия материала. 3 н. и 11 з.п. ф-лы, 4 ил.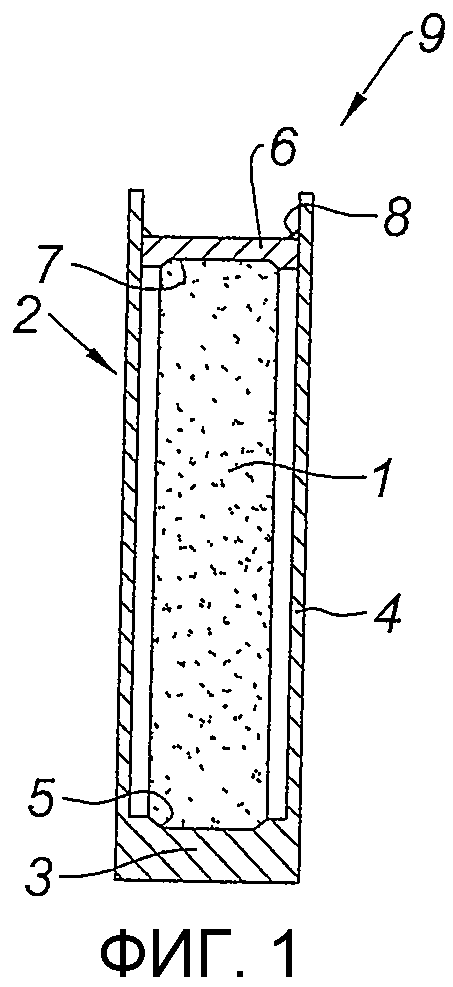
1. Способ обработки горячей осадкой металлических заготовок цилиндрической формы, имеющих покрытие, включающий приложение к нагретой заготовке усилия осадки до получения заданного значения отношения ее длины к диаметру поперечного сечения, отличающийся тем, что используют втулку, в которой продольно размещают заготовку с обеспечением пространства между ее боковой поверхностью и стенкой втулки и емкость для осадки, при этом блок в виде втулки с расположенной в ней заготовкой нагревают, размещают в емкости для осадки и прикладывают усилие осадки к по меньшей мере одной поперечной поверхности нагретой заготовки, после чего осаженную заготовку отделяют от втулки.
2. Способ по п.1, отличающийся тем, что обрабатывают цилиндрическую заготовку, у которой первоначальное значение отношения длины к диаметру поперечного сечения превышает 2,8.
3. Способ по п.1, отличающийся тем, что обрабатывают заготовку с покрытием из эмали, которая во время осадки принимает пастообразное состояние.
4. Способ по п.1, отличающийся тем, что используют втулку с концевой стенкой и крышкой, которую размещают во втулке над свободным концом расположенной во втулке заготовки перед размещением блока в емкости для осадки.
5. Способ по п.4, отличающийся тем, что крышку приваривают к втулке сварным швом, предназначенным для удерживания крышки в требуемом положении и имеющим возможность разрушения при осадке.
6. Способ по п.4, отличающийся тем, что используют концевую стенку и крышку, выполненные с выемками для центрирования заготовки и предварительного формирования ее концов.
7. Способ по п.1, отличающийся тем, что при отделении осаженной заготовки от втулки осуществляют фрезерование по меньшей мере одного паза в стенке втулки.
8. Способ по п.1, отличающийся тем, что блок в виде втулки с расположенной в ней заготовкой нагревают до размещения его в емкости для осадки.
9. Способ по п.1, отличающийся тем, что усилие осадки к заготовке прикладывают посредством пуансона гидравлического пресса, в который устанавливают емкость для осадки.
10. Способ по п.9, отличающийся тем, что пуансон перемещают со скоростью, которую регулируют на уровне 10 мм/с, при этом по завершении осадки поддерживают давление пуансона на заготовку.
11. Способ по п.1, отличающийся тем, что используют втулку из мягкой стали.
12. Способ по п.1, отличающийся тем, что обрабатывают заготовку, полученную порошковой металлургией.
13. Втулка цилиндрической формы для размещения металлической заготовки цилиндрической формы, имеющей покрытие, для ее обработки осадкой способом по п.1, характеризующаяся тем, что она содержит цилиндрическую боковую стенку и концевую стенку, выполненную с выемкой для центрирования заготовки и предварительного формирования ее концов.
14. Сборный узел для размещения металлической заготовки цилиндрической формы, имеющей покрытие, для ее обработки осадкой способом по п.1, характеризующийся тем, что он содержит втулку по п.13 и крышку в виде круглой пластины, выполненной с поперечным сечением, которое равно или меньше поперечного сечения втулки.
| SU 1746607 A1, 30.05.1994 | |||
| 0 |
|
SU164773A1 | |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

