Изобретение относится к обработке металлов давлением, в частности к способам изготовления кольцевых заготовок для деталей газотурбинных двигателей (ГТД), и может найти применение в отраслях промышленности, где изготавливаются различные кольцеобразные (или просто круглые, например, диски) изделия из стареющих никелевых сплавов, особенно высоколегированных, характеризующихся ограниченной пластичностью при штамповочных операциях (в частности - при осадке на прессе).
Известен способ деформации ковкой (осадкой, штамповкой) заготовок из высоколегированных стареющих никелевых сплавов с использованием теплоизоляции их от деформирующей оснастки (инструмента) методом произвольного покрытия [1, с.299, 300]. Однако невзирая на положительный эффект такой теплоизоляции при осадке заготовок из таких материалов образуется множество трещин, в т.ч. грубых, большой протяженности, причем как на торцевых поверхностях, так и на боковой (бочкообразной) [1, рис.128]. Это обусловлено прежде всего тем, что невзирая даже на изоляцию торцевых поверхностей происходит интенсивная теплоотдача с боковой (сначала - цилиндрической, а потом - бочкообразной) поверхности. Одновременно, за счет перераспределения тепла, в заготовке происходит подстуживание и ее теплоизолированных от оснастки поверхностей. Поэтому, в том случае, когда деформируемый сплав имеет узкий интервал гомогенного состояния (от температуры нагрева под осадку до температуры начала распада), происходит резкое понижение пластичности (охрупчивание) металла за счет локального распада стареющего сплава преимущественно по границам зерен в процессе деформации и, как следствие, образуются трещины [2, 3].
Известен способ осадки заготовок из высоколегированных никелевых сплавов на прессах, при котором для уменьшения теплопотерь между плитами и заготовкой используют прокладки (накладки) из дешевого материала, нагреваемые в печи вместе с заготовкой, либо прокладки из жаропрочных сплавов (как деформирующий инструмент), нагреваемые до 800...900°С [1, с.317].
Недостатком указанного способа является существенное усложнение процесса осадки, трудность получения заданных размеров за каждый переход осадки, повышенный расход вспомогательных материалов (прокладок) на каждую заготовку, невозможность обеспечения полной гарантии предотвращения трещинообразования.
Известен способ изготовления кольцевых заготовок из жаропрочных никелевых сплавов, включающий изготовление исходных колец-заготовок прямоугольного сечения посредством осадки прутка мерной длины с последующей прошивкой и разгонкой (или проточкой), а также теплую и горячую раскатку с последующей термообработкой [4].
Недостатком этого способа является то, что в случае использования таких высоколегированных сплавов, как, например, ЭЙ 698 ВД (≈25% γ'-фазы), при осадке прутка мерной длины образуются трещины типа указанных в [1, рис.128], а для сплавов типа ЭП 742 ВД (≈35% γ'-фазы) или ЭК 79 ВД (≈45% γ'-фазы) эта технология вообще неприемлема. Использование теплоизоляции типа асбестовой ткани или муллитокремнистой ваты (как в способе [1]) несколько улучшает ситуацию, но не обеспечивает полного предотвращения трещин даже в сплавах с количеством γ'-фазы до 25% (ЭЙ 698 ВД). Поэтому операцию осадки приходится проводить в несколько переходов с деформацией в каждом переходе порядка 20...30% и менее. Но и это во многих случаях не дает гарантии предотвращения трещинообразования.
В частности, осадку заготовок из сплава ЭЙ 698 ВД производят после нагрева при 1160...1180°С с окончанием деформации при температурах не ниже 1000°С [5]. Температура полного растворения γ'-фазы при нагреве и начала выделения ее при охлаждении в этом сплаве ≈1030°C. Подстуживание поверхности заготовок до ˜1000°С и ниже в процессе транспортировки их от печи к прессу, установки на нижней плите, подвода верхней плиты и особенно в процессе деформации обусловливает начало интенсивного распада с резким понижением пластичности и, как следствие, трещинообразование по типу [1, рис.128]. В зависимости от массивности (более массивные заготовки медленнее подстуживаются) от значений и соотношения размеров (высоты сечения и диаметра заготовки), от аккуратности укутывания теплоизолятором (от плотности прилегания его к заготовке), а также от склонности стареющего сплава к интенсивному распаду (которая в первом приближении усиливается с увеличением возможного общего количества γ'-фазы в данном сплаве), количество, размер и зоны локализации трещин (либо на торцевых поверхностях, либо на бочкообразной поверхности, либо и там, и там одновременно) могут колебаться в широком диапазоне (фиг.1).
Известен способ изготовления раскатных кольцевых заготовок из высоколегированных никелевых сплавов [6], включающий изготовление исходных колец-заготовок прямоугольного сечения посредством осадки прутка мерной длины с использованием теплоизоляции торцевых поверхностей от верхней и нижней плит пресса с последующей прошивкой и разгонкой, либо проточкой, а также теплую или горячую раскатку с последующей термообработкой, в котором исходный пруток мерной длины, теплоизолированный по торцам сверху и снизу слоями керамического изолятора (муллитокремнистой ваты или асботкани), на плите пресса перед осадкой помещают внутрь кольца-термостата из любой углеродистой стали, нагретого в одной садке с прутком мерной длины и установленного на теплоизолированную плиту пресса непосредственно перед выдачей прутка мерной длины на осадку, причем кольцо-термостат имеет высоту, на 3...5 мм меньшую, чем высота осаженного прутка мерной длины, внутренний диаметр, на 50...100 мм больший, чем наружный диаметр осаженного прутка мерной длины, и толщину стенки в радиальном направлении не менее 100 мм (при необходимости, осадка производится в несколько переходов; в таком случае цилиндрическая поверхность исходной заготовки на всех переходах, начиная со второго, превращается в бочкообразную) [прототип].
Недостатком этого способа, в особенности применительно к заготовки в захватном устройстве загрузочного манипулятора непосредственно около крышки печи двумя слоями муллитокремнистой ваты) сопровождается интенсивным распадом и, как следствие, трещинообразованием. Это усугубляется еще и тем, что в зонах контакта с металлическими губками захватного устройства загрузочного манипулятора заготовки подстуживаются еще сильнее и быстрее, чем на всей остальной поверхности, вследствие чего трещины в этих зонах образуются еще до начала осадки, а в результате осадки они сильно раскрываются, образуя глубокий «зев» (внутренняя поверхность трещины темная, окисленная, т.к. она образовалась при высокой температуре) (фиг.2).
Технический результат изобретения - обеспечение всесторонней (на всех поверхностях и в угловых зонах) усиленной теплоизоляции, сводящей к минимуму теплопотери при осадке прутков мерной длины и, как следствие, - предотвращающей трещинообразование, особенно в случае использования стареющих никелевых сплавов с количеством γ'-фазы свыше 25%.
Указанный технический результат достигается тем, что исходный пруток мерной длины перед посадкой в печь для нагрева под осадку оклеивают с торцов и по боковой поверхности двумя или тремя слоями асбестовой ткани и просушивают, причем боковые слои с торцевыми стыкуются внахлестку (а не встык). В результате последующей просушки слоистая асбестовая оболочка затвердевает и становится своеобразной капсулой. Важно иметь в виду, что при неосторожном касании эта оболочка в контактной зоне может проломиться (она относительно рыхлая), вследствие чего губки захватного устройства могут войти в прямое соприкосновение с заготовкой и, как следствие, вновь появляется вероятность трещинообразования.
Все остальные действия проводятся в соответствии со способом-прототипом.
Сопоставительный анализ заявленного решения с прототипом показывает, что новый способ отличается от известного тем, что исходную заготовку осаживают в условиях максимальной всесторонней теплоизоляции (на обеих торцевых плоскостях, на боковой поверхности и в угловых зонах). Для стареющих никелевых сплавов в условиях деформации (особенно сплавов, с количеством γ'-фазы свыше 25%) очень важно свести к минимуму степень переохлаждения деформируемых заготовок: чем переохлаждение меньше, тем меньше степень распада пересыщенного твердого раствора в заданных условиях и тем меньше вероятность трещинообразования. Только тщательная усиленная теплоизоляция в несколько слоев асбестовой тканью посредством склеивания в сочетании с кольцами-термостатами позволяет максимально приблизить условия деформации заготовок к изотермическим. Из сказанного следует, что предлагаемый способ по отношению к способу-прототипу обладает существенными отличительными признаками.
Известно техническое решение [6] (прототип), в котором осадку прутков мерной длины производят в кольцах-термостатах с использованием теплоизоляции, причем теплоизолятор в виде двух слоев муллитокремнистой ваты или асбестовой ткани устилается на нижней плите перед выдачей на нее из печи этих прутков и колец-термостатов и устилается сверху их в виде двух слоев муллитокремнистой ваты (здесь асбестовая ткань неприемлема из-за того, что она вследствие своей относительной жесткости не обеспечивает необходимой плотности прилегания и укутывания) и частично с боков (полностью боковую поверхность невозможно укутать потому, что этому мешают примыкающие к заготовке губки захватного устройства загрузочного манипулятора; нижний торец заготовки в стадии перемещения от печи к прессу тоже остается без теплоизоляции). Таким образом, по прототипу пруток мерной длины (заготовка) в процессе транспортировки от печи к прессу (преимущественно в интервале времени от нескольких десятков секунд до минуты) с нижнего торца и на 30...40% боковой поверхности не имеет теплоизолирующего покрытия. Более того, часть боковой поверхности ее в это время находится в контакте с металлическими губками захватного устройства загрузочного манипулятора, что обусловливает подстуживание зоны контакта и локальный распад интенсивностареющих сплавов и, как следствие, трещинообразование в этих зонах. Важно иметь в виду, что указанные нюансы теплоизоляции имеют решающее значение только применительно к интенсивностареющим никелевым сплавам с большим количеством γ'-фазы (свыше 25%) - это сплавы типа ЭП 742ИД (35% γ'-фазы), ЭК 79ИД (45% γ'-фазы) и др. Для сплавов с количеством γ'-фазы не более 25% (например, ЭЙ 698 ВД) способ-прототип вполне эффективно обеспечивает предотвращение трещинообразования при осадке. Для заготовок из сплавов типа ЭП 742ИД и ЭК 79ИД осадка без учета указанных выше нюансов теплоизоляции (т.е. по способу-прототипу) практически неотвратимо приводит к трещинообразованию. Указанные отличия свидетельствуют о новизне предложенного решения.
Предлагаемый способ опробован на сплавах с различным количеством γ'-фазы: ЭЙ 698 ВД (≈25% γ'-фазы); ЭП 742ИД (≈35% γ'-фазы) и ЭК 79ИД (≈45% γ'-фазы). Применительно к сплаву ЭЙ 698 ВД способ дает практически 100% положительный результат. В случае использования сплавов ЭП 742ИД (ε≈ до 50%) и ЭК 79ИД (ε≈20...30%) большое значение имеет аккуратность и тщательность подготовки теплоизоляции в виде «асбестовых капсул», транспортировки заготовок от печи к стану и исполнения самой операции осадки.
Изобретение иллюстрируется фотографиями. На фиг.1 представлена осаженная заготовка из сплава ЭИ 698 ВД с большим количеством трещин на бочкообразной боковой поверхности и на торцах (их на фотографии не видно). Осадка производилась без колец-термостатов и без теплоизоляции.
На фиг.2 показана осаженная заготовка из сплава ЭК 79ИД: а - вид сбоку (с трещиной); б - вид с торца. Осадка производилась в соответствии с изобретением. Однако при изъятии заготовки из печи из-за неосторожного движения манипулятором на боковой поверхности была вырвана часть «асбестовой капсулы». Одна из губок захватного устройства загрузочного манипулятора при транспортировке от печи к прессу соприкасалась непосредственно с заготовкой. Трещина образовалась до осадки. В процессе осадки в результате растягивающих напряжений на бочкообразной поверхности трещина широко раскрылась и углубилась. На фиг.2а показана одна из самых больших трещин, образующихся в указанных условиях. Обычно они бывают существенно меньше (фиг.3: а - общий вид; б - увеличено х4).
На фиг.4 показаны успешно осаженные в соответствии с изобретением заготовки из сплава ЭК 79ИД: а - деформация ε=24...27%; б - деформация ε=23...24% (исходная высота, на фиг.4а и фиг.4б была разной - для разных шифров колец).
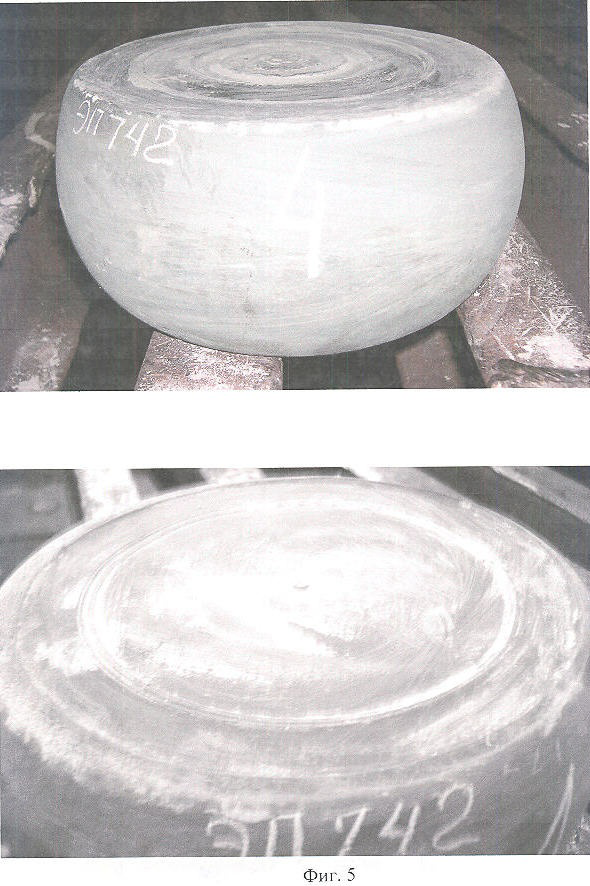
На фиг.5 показана успешно осаженная в соответствии с изобретением заготовка из сплава ЭП 742ИД (на ε=25%): а - вид сбоку; б - вид с торца.
Таким образом, новый способ позволяет проводить бездефектную осадку заготовок из сплавов типа ЭП 742ИД до ε≈50% и типа ЭК 79ИД до ε≈20...30% за один переход. Макро- и микроструктура, а также уровень механических свойств кольцевых заготовок, изготовленных по новому способу, отвечают требованиям ТУ.
Источники информации
1. Дзугутов М.Я. Пластическая деформация высоколегированных сталей и сплавов. - М.: Металлургия, 1971, 424 с.
2. Ваулин Д.Д., Еременко В.И., Власова О.Н. и др. Технологические особенности изготовления штампованных полуфабрикатов из жаропрочных никелевых сплавов. - В кн.: «Перспективные технологии легких и специальных сплавов» / к 100-летию со дня рождения академика А.Ф.Белова - М.: ФИЗМАТ ЛИТ, 2006-432 с., с.294-301.
3. Рябыкин Н.М., Процив Ю.В. Предотвращение трещинообразования при изготовлении цельнокатанных кольцевых заготовок из высоколегированных никелевых сплавов - Там же, с.285-293.
4. Производство кольцевых заготовок. Зубков А.И., Лебедев В.Н., Арефьев В.А. и др. - М.: ЦНИИ информации, 1980, 284 с.
5. Масленков С.Б. Жаропрочные стали и сплавы. Справочник. - М.: Металлургия, 1983, 192 с.
6. Патент РФ №2198760. Способ изготовления раскатных кольцевых заготовок из высоколегированных никелевых сплавов (Рябыкин Н.М., Процив Ю.В.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2335372C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2001 |
|
RU2198760C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1989 |
|
SU1637360A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2301845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ СТАРЕЮЩИХ НИКЕЛЕВЫХ СПЛАВОВ | 2002 |
|
RU2218227C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| Способ получения сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы | 2021 |
|
RU2753103C1 |
| Способ изготовления крупногабаритного сложноконтурного кольцевого изделия из жаропрочного сплава на никелевой основе | 2020 |
|
RU2741046C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕЦ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2349410C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2371512C1 |




Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевых заготовок для деталей газотурбинных двигателей. Получают исходную кольцевую заготовку с прямоугольным сечением. Для этого пруток мерной длины теплоизолируют путем обклеивания его торцевых и боковой поверхностей двумя или тремя слоями асбестовой ткани и просушивания. Далее теплоизолированный пруток помещают в печь и нагревают под осадку. Осадку осуществляют в прессе с использованием колец-термостатов. Осаженный пруток прошивают, после чего осуществляют его разгонку или проточку. Полученную исходную кольцевую заготовку подвергают горячей раскатке. Затем производят калибровку и термообработку раскатанной заготовки. В результате обеспечивается повышение качества полученных заготовок вследствие исключения трещинообразования при осадке. 1 з.п. ф-лы, 5 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2001 |
|
RU2198760C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2001 |
|
RU2215059C2 |
| RU 2192328 C2, 10.11.2002 | |||
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 5693159 A, 02.12.1997. | |||

