Изобретение относится к области металлургии, точнее - к выплавке высококачественных сталей с обработкой на агрегате комплексной обработки стали (АКОС).
Известен способ получения стали по так называемой классической технологии (см. Д.П.Поволоцкий и др. Электрометаллургия стали и ферросплавов. М.: Металлургия, 1995 г., стр.344), при котором высококачественные, в том числе легированные стали выплавляются в дуговых электрических печах малой и средней вместимости.
Классическая технология выплавки стали имеет ряд вариантов, но все они включают трудоемкий период доводки плавки (рафинирование, раскисление, легирование, нагрев до заданной температуры), занимающий до 60% времени от общей продолжительности плавки при значительных потерях легирующих элементов (Cr, W, V, Nb, Si, Mn), имеют высокий расход электроэнергии. Кроме того, классическая технология требует от исполнителей большого производственного опыта, высокой профессиональной подготовки.
В настоящее время широкое распространение получил способ получения высококачественных сталей (см. «Труды VI конгресса сталеплавильщиков», г.Череповец, 17 - 19.10.2000 г., пат. RU №2233.339, МПК7 С 21 С 5/52, опубл. 2004 г.), включающий выплавку жидкой заготовки одношлаковым процессом в сверхмощных дуговых электропечах, слив заготовки в "ковш-печь" ("к-п"), отфутерованный периклазуглеродистыми материалами, имеющий устройства для продувки жидкой заготовки инертными газами. "К-п" с жидкой заготовкой передается на АКОС. На АКОС, оснащенном специальным трансформатором, производят нагрев жидкой заготовки электрическими дугами, через загрузочные устройства вводят в "к-п" необходимые флюсующие с целью формирования покровного рафинирующего шлака, а также раскислители, ферросплавы, содержащие легирующие элементы и модификаторы. Полученный полупродукт обрабатывают на АКОС и производят разливку из "к-п".
Наиболее близким к заявляемому и принятым в качестве прототипа способа является способ производства стали («Труды VI конгресса сталеплавильщиков» г.Череповец, 17 - 19.10.2000 г), включающий выплавку жидкой заготовки в сталеплавильном агрегате, выпуск ее в "к-п", футерованный огнеупорным материалом, обладающим высокой химической устойчивостью к воздействию жидкого шлака и металла, последующую ее обработку на АКОС и разливку из "к-п".
Этот способ позволяет получать высококачественную сталь, обладающую высокими металлургическими параметрами (однородность по химическому составу, температуре, низкие концентрации вредных примесей, газов, низкая загрязненность неметаллическими включениями, хорошая «разливаемость»), обеспечивающими изготовление качественной металлопродукции.
Наиболее близкой к заявляемой технологической линии и принятой в качестве прототипа является технологическая линия производства стали (пат. RU №21198 U1, МПК7 С 21 С 5/28, опубл. 2001 г.), содержащая взаимосвязанные между собой транспортными средствами сталеплавильный агрегат, устройство внепечной обработки металла, включающее АКОС, "ковши-печи", футерованные огнеупорным материалом, обладающим высокой химической устойчивостью к воздействию жидкого шлака и металла, и устройство разливки.
Однако указанные способ выплавки и технологическая линия имеют ряд недостатков, которые особенно проявляются при выплавке высококачественной стали широкого марочного сортамента, в т.ч. легированных и высоколегированных, на технологической линии: дуговая сталеплавильная печь (ДСП) - АКОС - устройство разливки (машина непрерывного литья заготовок (МНЛЗ), сифонная разливка, верховая разливка в кузнечные слитки различной массы). К таким недостаткам относятся:
- сложность синхронизации работы ДСП и АКОС, например, общая продолжительность плавки в ДСП емкостью 60 т занимает 40-50 минут практически для любой марки стали, за исключением выплавки низкоуглеродистых (С≤0,05%), среднелегированных сталей, при которой продолжительность плавки увеличивается до 60 минут, а продолжительность обработки стали на АКОС в первом случае составляет от 50 до 60 минут, во втором случае продолжительность обработки составляет до 70 минут и более. Это приводит к простоям ДСП и в свою очередь к увеличению удельных расходов электроэнергии, огнеупоров;
- увеличение продолжительности обработки на АКОС в "к-п", футерованном периклазуглеродистым огнеупором, приводит к нежелательному повышению содержания углерода в металле. Особенно это сказывается при выплавке низкоуглеродистой (С≤0,10%), высоколегированной - ΣCr, Ni, Mo, V, Nb, Mn, Si и др. от 15% и выше (Cr - до 20%) стали, что в свою очередь требует применения низкоуглеродистых или безуглеродистых дорогих ферросплавов, а также высокого обезуглероживания (С≤0,03%), перегрева, переокисления жидкой заготовки в ДСП, приводящего к повышенному расходу электроэнергии, огнеупоров, увеличению продолжительности плавки;
V, Nb, Mn, Si и др. от 15% и выше (Cr - до 20%) стали, что в свою очередь требует применения низкоуглеродистых или безуглеродистых дорогих ферросплавов, а также высокого обезуглероживания (С≤0,03%), перегрева, переокисления жидкой заготовки в ДСП, приводящего к повышенному расходу электроэнергии, огнеупоров, увеличению продолжительности плавки;
- производство слитков с различными способами разливки (МНЛЗ, сифонная, верховая) требует различной продолжительности задолженности "к-п", так, например, при разливке металла на МНЛЗ задолженность "к-п" от ДСП до готовности к приему следующей плавки составляет более 3 часов, при этом пребывание жидкой заготовки в "к-п" составляет 135 минут; при разливке в кузнечные слитки массой 2...4 тонн - 120 минут. Это приводит к задействованию при работе технологической линии с одной ДСП и одним АКОС, как минимум, четырех "к-п". Наличие «пустых» "к-п", т.е. свободных от жидкой заготовки, подготовка "к-п" к приему следующей плавки - слив шлака, разливка и др. приводит к значительному охлаждению огнеупоров "к-п" из-за высокой теплопроводности периклазуглеродистой футеровки и необходимости дальнейшего их разогрева газокислородной смесью, приводящему к термическому разрушению рабочего (горячего) слоя футеровки и обеднению его углеродом, что снижает химическую устойчивость к воздействию шлака и металла.
Эти недостатки повышают удельные расходы природного газа и сжатого воздуха для разогрева "к-п", дорогостоящих огнеупоров, что требует дополнительного перегрева жидкой заготовки в электропечи для компенсации потерь температуры «пустого» "к-п", что в свою очередь приводит к повышенному расходу электроэнергии.
Задачей изобретения является снижение затрат на получение сложных, высококачественных сталей.
Единым техническим результатом, достигаемым при использовании предлагаемых способа и устройства, является синхронизация работы ДСП и АКОС, уменьшение продолжительности обработки на АКОС в "к-п", уменьшение количества "к-п", необходимых для работы технологической линии с одной ДСП и одним АКОС.
Поставленная задача решается усовершенствованием способа получения стали, включающего выплавку жидкой заготовки в сталеплавильном агрегате, выпуск ее в "к-п", футерованный огнеупорным материалом, обладающим высокой химической устойчивостью к воздействию жидкого шлака и металла, последующую ее обработку на АКОС и разливку.
Это усовершенствование заключается в том, что после обработки на АКОС дополнительно осуществляют окончательную доводку стали переливом из "к-п" в разливочный ковш с покровным шлаком, сформированным на АКОС.
Осуществление после обработки на АКОС окончательной доводки стали переливом из "к-п" в разливочный ковш с покровным шлаком, сформированным на АКОС, позволяет освободить "к-п" и таким образом уменьшить время пребывания и обработки жидкой заготовки в "к-п" и уменьшить количество "к-п", необходимых для работы одной ДСП и одного АКОС. При этом в процессе перелива обеспечивается перемешивание металла с покровным шлаком в результате чего происходит процесс эмульгирования металла со шлаком, и как следствие - рафинирование от серы и неметаллических включений, что позволяет уменьшить время обработки жидкой заготовки на АКОС.
Поставленная задача решается также усовершенствованием технологической линии производства стали, содержащей взаимосвязанные между собой транспортными средствами сталеплавильный агрегат, устройство внепечной обработки металла, включающее АКОС, "к-п", футерованные огнеупорным материалом, обладающим высокой химической устойчивостью к воздействию жидкого шлака и металла, и устройство разливки.
Это усовершенствование заключается в том, что технологическая линия снабжена разливочными ковшами, а устройство внепечной обработки металла дополнительно снабжено узлом окончательной доводки стали, выполненным в виде устройства перелива стали из "к-п" в разливочный ковш, расположенным между АКОС и устройством разливки.
Кроме того, разливочный ковш может быть футерован полукислым материалом, например шамотом.
Кроме того, "к-п" может иметь один или несколько узлов для продувки жидкой заготовки.
Кроме того, разливочный ковш может иметь один или несколько узлов для продувки стали.
Кроме того, устройство перелива стали из "к-п" в разливочный ковш может быть снабжено узлами подвода инертного газа, введения модифицирующих и микролегирующих добавок и определения массы переливаемой стали.
Снабжение технологической линии разливочными ковшами, а устройства внепечной обработки металла узлом окончательной доводки стали, выполненным в виде устройства перелива стали из "к-п" в разливочный ковш, расположенным между АКОС и устройством разливки, позволяет освободить при переливе "к-п" и таким образом уменьшить время пребывания и обработки жидкой заготовки в "к-п", уменьшить количество "к-п", необходимых для работы технологической линии с одной ДСП и одним АКОС.
При этом в процессе перелива обеспечивается перемешивание металла с покровным шлаком, в результате чего происходит процесс эмульгирования металла со шлаком и как следствие - рафинирование от серы и неметаллических включений.
Футеровка разливочного ковша полукислым материалом, например шамотом, позволяет использовать для разливки ковш, футерованный более дешевым материалом, при этом обеспечивается достаточная стойкость футеровки.
Снабжение "к-п" одним или несколькими узлами для продувки жидкой заготовки позволяет при обработке на АКОС производить продувку жидкой заготовки инертным газом для интенсификации процесса обработки. При этом узлы для продувки жидкой заготовки располагаются в днище ковша рационально, так как нет необходимости в расположении в днище разливочного узла.
Снабжение разливочного ковша одним или несколькими узлами для продувки стали позволяет производить продувку жидкой заготовки инертным газом для интенсификации процесса обработки при переливе.
Снабжение устройства перелива стали из "к-п" в разливочный ковш узлами подвода инертного газа, введения модифицирующих и микролегирующих добавок и определения массы переливаемой жидкой заготовки позволяет в процессе перелива производить продувку жидкой заготовки инертным газом, вводить модифицирующие и микролегирующие добавки и определять массу переливаемой жидкой заготовки для управления процессом.
Предлагаемая группа изобретений поясняется чертежом, где изображена технологическая линия производства стали.
Технологическая линия содержит взаимосвязанные между собой транспортными средствами (не показаны) сталеплавильный, агрегат ДСП 1, устройство внепечной обработки металла, включающее АКОС 2, "к-п" 3, футерованные огнеупорным материалом, обладающим высокой химической устойчивостью к воздействию жидкого шлака и металла, и устройство разливки 4. Технологическая линия снабжена разливочными ковшами 5, футерованными полукислым материалом, например шамотом. Устройство внепечной обработки металла дополнительно снабжено узлом окончательной доводки стали, выполненным в виде устройства 6 перелива стали из "к-п" 3 в разливочный ковш 5, расположенным между АКОС 2 и участком разливки 4.
В приведенном варианте "к-п" 3 имеет один узел 7 для продувки жидкой заготовки, расположенный в днище, а разливочный ковш 5 имеет один узел 8 для продувки стали. Устройство 6 перелива стали из "к-п" 3 в разливочный ковш 5 снабжено узлом 9 подвода инертного газа, узлом введения модифицирующих и микролегирующих добавок (не показан) и узлом 10 определения массы переливаемой стали.
Предлагаемый способ осуществляется на предлагаемой технологической линии следующим образом.
В ДСП 1, имеющей газокислородные горелки, устройство для вспенивания шлака углеродсодержащими материалами, водоохлаждаемый свод с отверстиями для подачи в рабочее пространство шлакообразующих, выплавляется жидкая заготовка для последующей доводки до параметров определенной марки стали.
Затем жидкая заготовка выпускается в "к-п" 3, футерованный периклазуглеродистым кирпичом и имеющий в центре днища узлы 7 для продувки жидкой заготовки инертным газом (аргоном), и передается на АКОС 2.
На АКОС 2 производят обработку, включающую наведение покровного рафинирующего шлака, раскисление, легирование до необходимого марочного состава и температуры, модифицирование, после чего на устройстве 6 производят перелив стали из "к-п" 3 совместно с покровным шлаком в разливочный ковш 5. В процессе перелива металл перемешивается с покровным шлаком, в результате чего происходит процесс эмульгирования металла со шлаком и как следствие - окончательная доводка стали - рафинирование от серы и неметаллических включений. После этого разливочный ковш 5 передается на устройство 4 разливки, где сталь разливается из разливочного ковша. Освободившийся после перелива, не остывший "к-п" 3 подогревается при необходимости до нужной температуры, подается к выпускному узлу ДСП 1 и заполняется жидкой заготовкой следующей плавки.
Пример выплавки высококачественной стали 15ГС по ГОСТ 4543-71 предлагаемым способом.
Жидкая заготовка выплавлялась в дуговой печи ДСП-60, укомплектованной печным трансформатором мощностью 40 МВА (0,67 МВА/т). В качестве шихты использовали лом углеродистых марок сталей и коксик, масса металлозавалки составила 64 тонны.
Химический состав жидкой заготовки перед выпуском плавки из ДСП, %:
С - 0,08, Mn - 0,10, Si - 0,01, Р - 0,008, S - 0,038, Cr - 0,12, Ni - 0,25, Cu - 0,17; Fe - остальное; температура заготовки 1620°С.
В процессе выпуска жидкой заготовки из ДСП-60 в "к-п" вводили силикомарганец (Mn - 66%, Si - 18%, C - 1,5%), ферросилиций (Si -46%), алюминий в чушках 550, 400 и 32 кг соответственно и свежеобожженную известь 400 кг. При выпуске заготовки из ДСП-60 предусматривались меры, обеспечивающие минимальное попадание печного окислительного шлака в "к-п". Затем "к-п" передавали на АКОС.
Химический состав заготовки в начальный период обработки на АКОС, %:
С - 0,10, Mn - 0,70, Si - 0,20, P - 0,012, S - 0,036, Cr - 0,12, Ni - 0,24, Cu - 0,18, Fe - остальное; температура заготовки - 1590°C.
В процессе обработки наводили покровный шлак путем подачи в "к-п" извести, шлака от производства вторичного алюминия, легировали углеродистым ферромарганцем, ферросилицием. В процессе всей обработки заготовки на АКОС производили ее продувку аргоном.
При получении заданного химического состава, температуры заготовки и шлака, имеющего бело-серый цвет, что говорит о содержании в нем FeO<1,5-2,0%, производили микролегирование силикокалыщевой проволокой, после чего "к-п" передавали для перелива металла в разливочный ковш.
Химический состав заготовки перед подачей "к-п" с АКОС для перелива, %: С - 0,16, Mn - 0,95, Si - 0,78, Р - 0,016, S - 0,026, Ni - 0,25, Cu - 0,18, Са - 0,002, Fe - остальное; покровного шлака (основные элементы): СаО - 52%, SiO2 - 20%, Al2О3 - 20%, MgO - 6%; температура заготовки - 1580°С. Затем производили перелив из "к-п" в разливочный ковш, который передавали на устройство разливки в кузнечные слитки. Температура металла в разливочном ковше 1560°С. Химический состав готовой стали, %: С - 0,16, Mn - 0,96, Si - 0,77, P - 0,016, S - 0,012, Ni - 0,25, Cu - 0,18, Al - 0,015, Ca - 0,001.
Сравнительные основные технические параметры выплавки высококачественной стали по способу-прототипу и заявленному приведены в таблице.
(-) экономия(+) убытки
Из таблицы видно: продолжительность плавки на ДСП-60 при использовании предлагаемых способа и технологической линии снизилась на 3 минуты при снижении температуры металла на 20°С, что объясняется более высокой температурой подаваемого под плавку "к-п" при минимальном подогреве, так как время оборачиваемости "к-п" от плавки к плавке уменьшилось в 2-2,5 раза и "к-п" не успевал охладиться.
Расход огнеупоров в печи ДСП-60 снизился на 0,05 кг/т (более 4%), что связано с меньшей температурой металла в печи и снижением продолжительности плавки на 3 минуты.
Продолжительность обработки на АКОС уменьшилась на 15 минут, т.к. нет необходимости в проведении высокой десульфурации металла (только с 0,036 до 0,026%), а окончательная доводка - более глубокая десульфурация (до 0,012%) и рафинирование металла от неметаллических включений проводилась при переливе металла из "к-п" совместно с покровным рафинировочным шлаком, сформированным на АКОС, в разливочный ковш. Расход дорогостоящих огнеупоров для "к-п" снижен на ˜30%, что объясняется повышением стойкости рабочей футеровки за счет:
- снижения продолжительности обработки жидкой заготовки на АКОС, исключения задолженности "к-п" для разливки металла;
- уменьшения продолжительности оборачиваемости "к-п" в 3...4 раза (с 4...5 часов до 1...1,5 часов), что в свою очередь снизило потерю температуры рабочего «горячего» слоя футеровки и термического разрушения, а снижение продолжительности подогрева и разогрев ковша газовоздушной смесью позволило снизить его обеднение углеродом и положительно сказалось на химической устойчивости при контакте с жидкой заготовкой и шлаком.
Таким образом, использование предлагаемой группы изобретений позволяет снизить затраты на получение сложных, высококачественных сталей за счет синхронизации работы ДСП и АКОС, уменьшения продолжительности обработки на АКОС в "к-п", уменьшения количества "к-п", необходимых для работы технологической линии с одной ДСП и одним АКОС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ ЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2293125C1 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255983C1 |
| МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2009 |
|
RU2441074C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| СПОСОБ И ШИХТА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ СТАЛИ С ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТЬЮ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2012 |
|
RU2534715C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ КОРДОВОГО КАЧЕСТВА | 2004 |
|
RU2269579C1 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2517626C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 2013 |
|
RU2533263C1 |
Изобретение относится к области металлургии, точнее - к выплавке высококачественных сталей с обработкой на агрегате комплексной обработки стали (АКОС). Способ включает выплавку жидкой заготовки в сталеплавильном агрегате, выпуск ее в "ковш-печь", последующую ее обработку на агрегате комплексной обработки стали (АКОС) и разливку. После обработки на АКОС дополнительно осуществляют окончательную доводку стали переливом из "ковша-печи" в разливочный ковш с покровным шлаком, сформированным на АКОС. Способ осуществляют на технологической линии производства стали, содержащей устройство внепечной обработки металла, включающее АКОС, "ковши-печи", разливочные ковши, устройство разливки и узел окончательной доводки стали, расположенный между АКОС и устройством разливки. Использование изобретения обеспечивает уменьшение продолжительности обработки на АКОС в "ковше-печи", уменьшение количества "ковшей-печей", необходимых для работы одного АКОС. 2 н. и 4 з.п. ф-лы, 1 ил., 1 табл.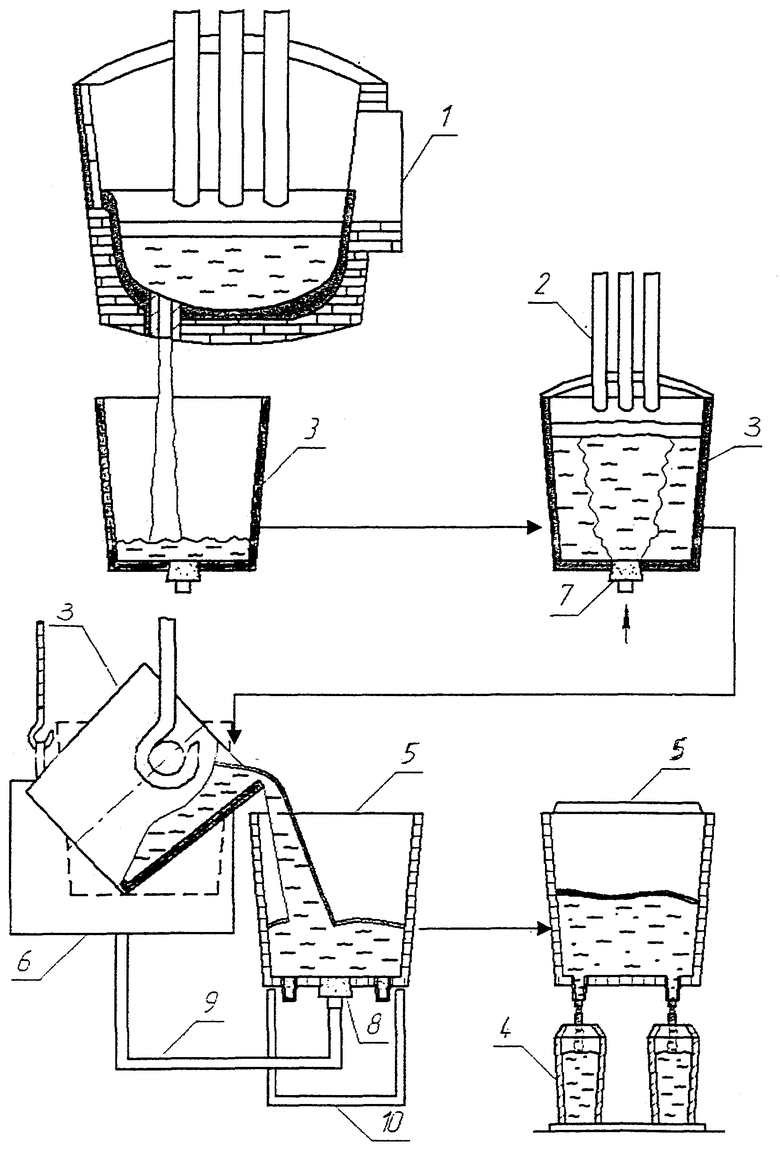
| Приспособление против угона железно дорожных рельсов | 1930 |
|
SU21198A1 |
| Способ внепечного рафинирования жидкой стали | 1971 |
|
SU458594A1 |
| Справочник | |||
| Огнеупоры для промышленных агрегатов и топок | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Под ред | |||
| Кащеева И.Д | |||
| и др | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Прибор для непрерывной подачи регулируемого количества сыпучих материалов | 1929 |
|
SU17781A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА | 0 |
|
SU206609A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2003 |
|
RU2233339C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННОЙ СТАЛИ | 0 |
|
SU191599A1 |
| Способ получения стали | 1979 |
|
SU855006A1 |

