Изобретение относится к устройствам неразрушающего контроля и может быть использовано для контроля толщины стенки изделий сложной формы, например, фасонных отливок с вогнутыми необработанными поверхностями.
Известно устройство - локально-иммерсионный струйный ультразвуковой преобразователь, содержащий пьезопреобразователь, локальную иммерсионную ванну (см. а. св. №1385059, опубликованное в Б. №12, 1988 г.) - принято за прототип.
Однако известное устройство предназначено для контроля толщины только простых изделий с ровными прямыми поверхностями.
Это же устройство предназначено для неразрушающего контроля толщины изделия ультразвуковым эхо-методом, заключающимся в подаче высокочастотных импульсов через локально-иммерсионную ванну и восприятие отраженных импульсов (прототип тот же).
Недостатком этого способа является то, что невозможно точно определить толщину изделия сложной формы, например, фасонной отливки с вогнутыми необработанными поверхностями.
В настоящее время, когда особенно повышены требования к ответственным литым деталям ж-д подвижного состава, таким как боковые рамы тележки вагона, уделяется большое внимание их контролю.
Поэтому задачей предлагаемого изобретения является обеспечение возможности контроля толщины изделий сложной формы, например, отливок, имеющих вогнутые необработанные поверхности: углы, радиусные переходы, углубления (ремонтные выборки), в том числе и непараллельные поверхности стенок, а также обеспечение контроля литейных дефектов в стенках изделия.
При этом достигается следующий технический результат: возможность контроля толщины изделий сложной формы, таких как боковая рама тележки ж-д подвижного состава с вогнутыми необработанными поверхностями после литья, а также обнаружение дефектов литья.
Для достижения вышеуказанного результата, предлагается датчик для ультразвукового контроля изделий сложной формы, содержащий пьезопреобразователь, локальную иммерсионную ванну, эластичный протектор, выполненный в виде резинового колпачка со сферической контактной поверхностью, радиус которой меньше радиуса кривизны поверхности контролируемого участка изделия, при этом в качестве иммерсионной жидкости используют глицерин, а резина колпачка имеет волновое сопротивление, близкое к волновому сопротивлению глицерина.
Отличительными признаками предлагаемого датчика для ультразвукового контроля изделий сложной формы являются: наличие эластичного протектора, выполненного в виде резинового колпачка со сферической контактной поверхностью, радиус которой меньше радиуса кривизны поверхности контролируемого участка изделия, при этом в качестве иммерсионной жидкости используют глицерин, а резина колпачка имеет волновое сопротивление, близкое к волновому сопротивлению глицерина.
Для достижения технического результата предлагается способ ультразвукового контроля изделий сложной формы, заключающийся в подаче высокочастотных импульсов через локальную иммерсионную ванну и восприятии отраженных импульсов с помощью датчика для ультразвукового контроля, сориентированного на получение двух или более донных эхо-импульсов, и определении толщины стенки контролируемого участка изделия по разности задержек соседних донных импульсов в момент достижения вторым импульсом максимальной высоты.
Отличительным признаком предлагаемого способа является то, что с помощью заявленного датчика, сориентированного на получение двух или более донных эхо-импульсов, определяют толщину стенки контролируемого участка изделия по разности задержек соседних донных импульсов в момент достижения вторым донным импульсом максимальной высоты.
Заявленные изобретения имеют отличия от наиболее близких аналогов, следовательно, они удовлетворяют условию патентоспособности «новизна».
Анализ уровня техники в этой области показал, что признаки, отличающие заявляемые решения, не были выявлены, что удовлетворяет условию патентоспособности «изобретательский уровень».
Заявляемые решения связаны настолько, что образуют единый изобретательский замысел. Действительно, только с помощью заявляемого датчика для ультразвукового контроля можно осуществить контроль толщины стенок и обнаружить дефекты литья в сложных изделиях с вогнутыми необработанными поверхностями, например, в боковых рамах железнодорожных тележек.
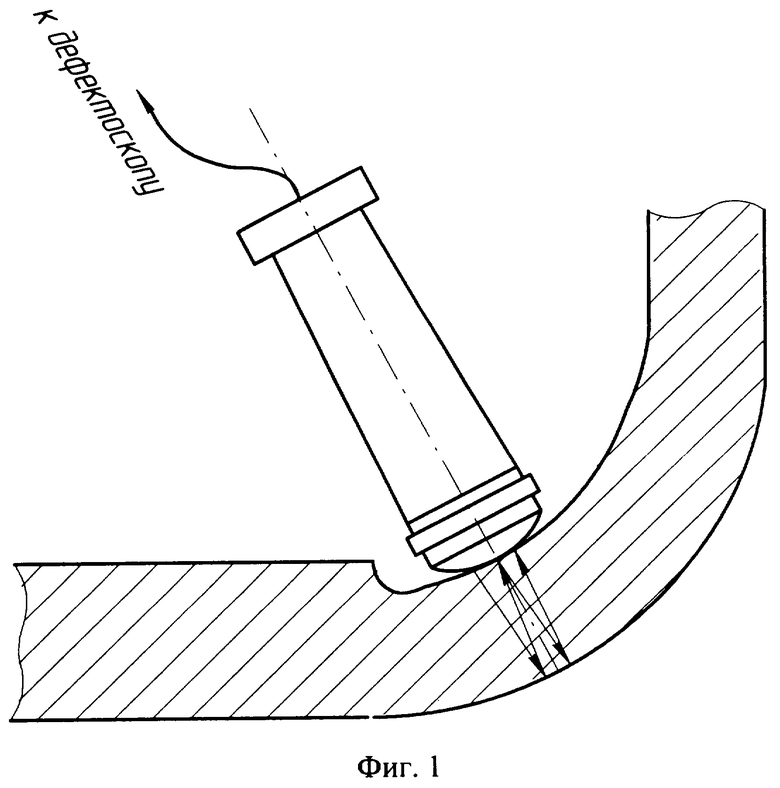
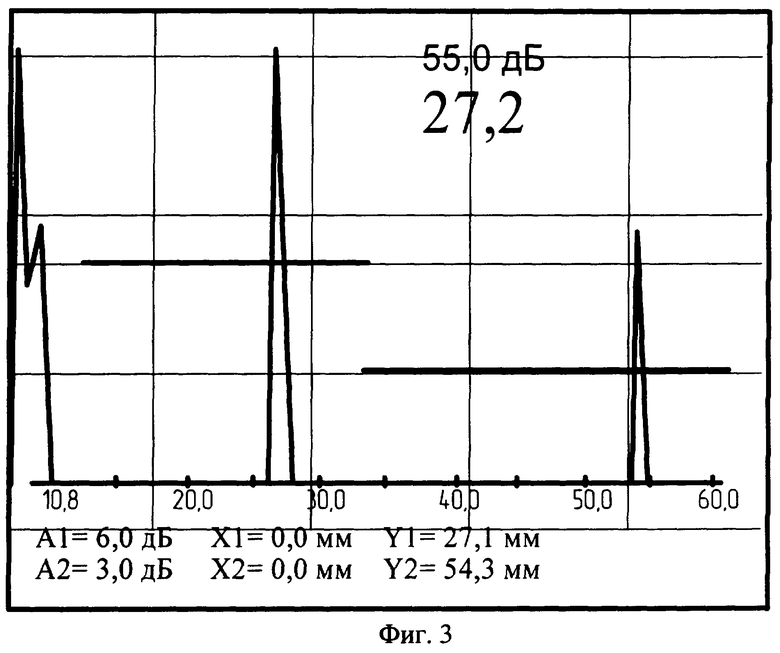
Предлагаемое изобретение поясняются примером выполнения и иллюстрируются чертежами, где на фиг.1 - общий вид, на фиг.2 - датчик для ультразвукового контроля, на фиг.3 - вид экрана дефектоскопа при измерении толщины стенки.
Заявляемый способ ультразвукового контроля изделий с вогнутыми поверхностями осуществляют с помощью датчика, содержащего пьезопреобразователь 1, локальную иммерсионную ванну 2, закрепленный на ней с помощью прижимного кольца 3 и гайки 4 эластичный протектор 5, выполненный в виде резинового колпачка со сферической контактной поверхностью 6, при этом ее радиус меньше радиуса кривизны поверхности контролируемого участка. В качестве иммерсионной жидкости используют глицерин, а резину для колпачка выбирают так, что ее волновое сопротивление близко к волновому сопротивлению глицерина.
Пример: Для контроля толщины вогнутой стенки литой детали устанавливают датчик на смазанной поверхности в зоне контроля, показано как на фиг.1. На пьезопреобразователь 1 поступают электрические импульсы с дефектоскопа, оттуда в виде импульсов УЗК распространяются в иммерсионной ванне 2, через эластичный протектор 5 и смазку проникают в контролируемое изделие. Благодаря сферической форме требуемого радиуса кривизны эластичного протектора создается хороший акустический контакт на смазанной необработанной вогнутой поверхности контролируемого изделия и возможность ориентирования датчика в пространстве под любым углом. Ориентируют датчик для получения двух (или более) донных импульсов, добиваясь максимума высоты второго донного. Это значит, что центральный луч УЗ-пучка ориентирован перпендикулярно внутренней поверхности стенки изделия, и импульсы УЗК пробегают по кратчайшему пути, наиболее близкому удвоенной толщине стенки. В этот момент измеряют разность задержек двух соседних донных импульсов, которая зависит только от толщины стенки и скорости УЗК в материале изделия и не зависит от смещения эластичного протектора при прижатии датчика и колебаний толщины слоя смазки. Таким образом, исключаются наиболее значительные источники погрешностей и обеспечивается высокая точность измерения толщины стенок изделий сложной формы, не требуется никаких приспособлений для позиционирования и ориентирования датчика на контролируемой поверхности. Использование глицерина в качестве иммерсионной жидкости повышает чувствительность контроля, поскольку коэффициент преломления пары «металл - глицерин» ниже, чем «металл - вода», и за счет этого уменьшается избыточная фокусировка (перефокусировка) ультразвукового пучка. С другой стороны, близость волновых сопротивлений глицерина и резины для протектора (тем более при подборе соответствующей жесткости резины) существенно повышает коэффициент прозрачности перехода «жидкость - резина - смазка - металл».
Применение предлагаемого датчика позволяет проводить ультразвуковую толщинометрию и дефектоскопию деталей сложной формы, в частности, литых деталей, имеющих вогнутые необработанные поверхности, без применения сложных механических систем с помощью серийной переносной аппаратуры в любых условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации ультразвукового преобразователя | 2017 |
|
RU2653082C1 |
| УЛЬТРАЗВУКОВАЯ АНТЕННАЯ РЕШЕТКА В ВИДЕ ДВУХМЕРНОЙ МАТРИЦЫ | 1994 |
|
RU2080592C1 |
| Способ ультразвукового контроля изделий | 1990 |
|
SU1795364A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2019 |
|
RU2723368C1 |
| Способ ультразвукового контроля дефектности металлических изделий | 2018 |
|
RU2695950C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ЛОКАЛЬНЫХ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В СТАЛЬНЫХ КОНСТРУКЦИЯХ | 2013 |
|
RU2541386C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2233443C2 |
| АКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕРАЗРУШАЮЩЕГО УЛЬТРАЗВУКОВОГО ЛОКАЛЬНОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2016 |
|
RU2623821C1 |
| Способ дефектоскопии и устройство для его осуществления | 1990 |
|
SU1783413A1 |
| Устройство для иммерсионного ультразвукового контроля | 2020 |
|
RU2723913C1 |
Использование: для ультразвукового контроля изделий сложной формы. Сущность: заключается в том, что осуществляют подачу в изделие высокочастотных импульсов с помощью датчика, установленного на смазанной поверхности изделия, воспринимают отраженные в изделии донные импульсы, определяют толщину стенки изделия по разности задержек соседних донных импульсов, при этом используют датчик с локальной ванной и эластичным протектором в виде сферического колпачка, радиус которого меньше радиуса кривизны контролируемого участка изделия, ориентируют его в пространстве на получение двух или более донных импульсов, а толщину стенки определяют в момент достижения вторым импульсом максимальной величины. Технический результат: обеспечение возможности контроля толщины изделий сложной формы с вогнутыми необработанными поверхностями, а также обнаружение дефектов литья в них. 3 ил.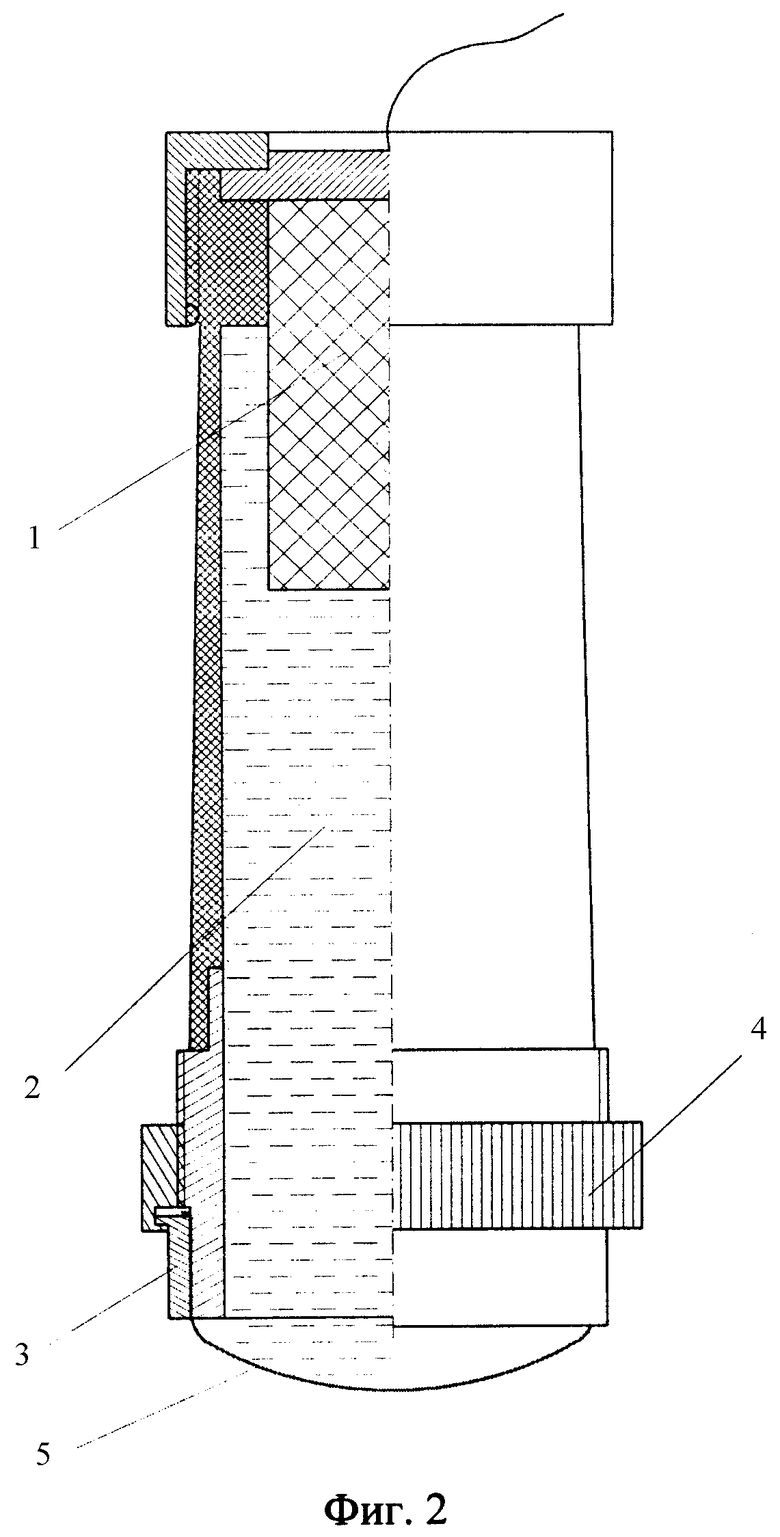
Способ ультразвукового контроля изделий сложной формы, заключающийся в подаче в изделие высокочастотных импульсов с помощью датчика, установленного на смазанной поверхности изделия, восприятии отраженных в изделии донных импульсов, определении толщины стенки изделия по разности задержек соседних донных импульсов, отличающийся тем, что используют датчик с локальной ванной и эластичным протектором в виде сферического колпачка, радиус которого меньше радиуса кривизны контролируемого участка изделия, ориентируют его в пространстве на получение двух или более донных импульсов, а толщину стенки определяют в момент достижения вторым импульсом максимальной величины.
| Ермолов И.Н., Матвеев А.С | |||
| Ультразвуковая дефектоскопия металлов, Тип | |||
| Фотоиздата ВСХВ, 1957, с.10 | |||
| Способ стабилизации акустического контакта при ультразвуковых измерениях | 1990 |
|
SU1818582A1 |
| Устройство для получения упругих колебаний высокой частоты | 1928 |
|
SU18829A1 |
| Самойлович Г.С | |||
| Неразрушающий контроль металлов и изделий | |||
| - М.: Машиностроение, 1976, с.312, 313, 322, 324, 329-331 | |||
| ИСКАТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ ГОЛОВКА СО СКАНИРОВАНИЕМ ФОКАЛЬНОГО ПЯТНА ПО ГЛУБИНЕ | 0 |
|
SU184000A1 |
| US 6690620 B1, 10.02.2004 | |||
| US 4817016 A, 28.03.1989. | |||

