Изобретение относится к акустическим методам неразрушающего контроля и может быть использовано при дефектоскопии, толщинометрии, измерении ФМХ материалов.
Целью изобретения является уменьшение флуктуации системы волновод - смазка - объект и осцилляции коэффициента прозрачности.
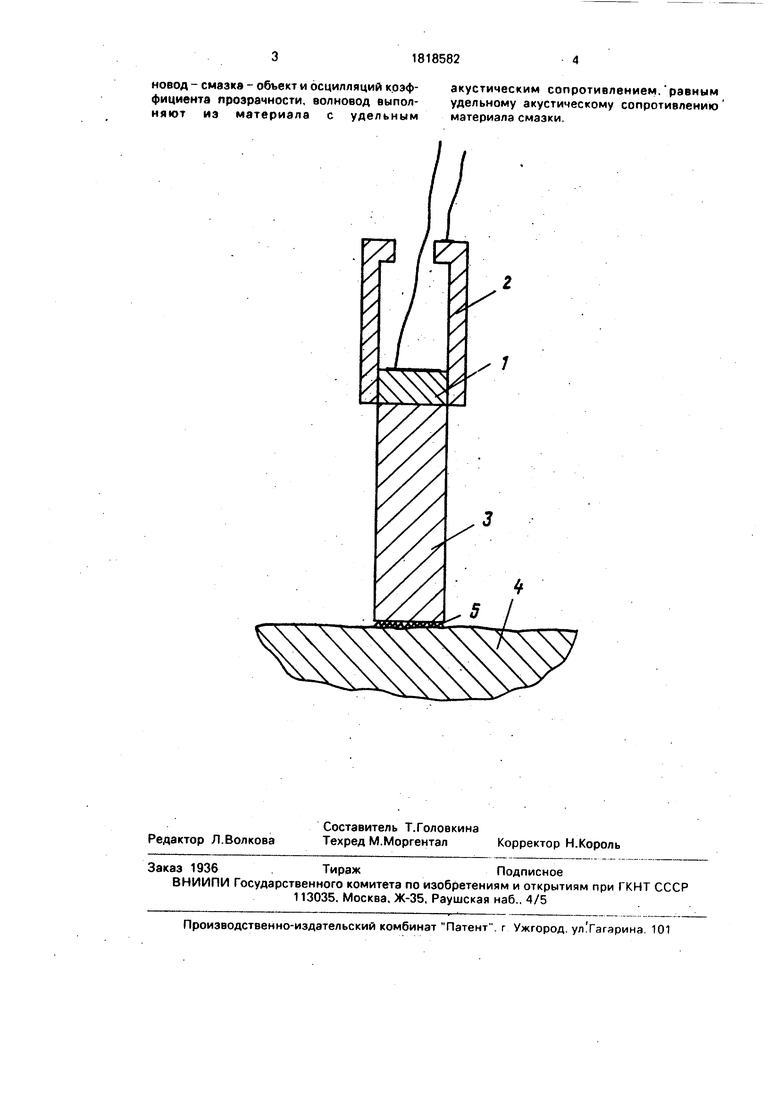
На чертеже представлена схема одного из вариантов устройства, реализующего этот способ.
Преобразователь состоит из пьезоэле- мента 1, корпуса 2, волновода 3. Между волноводом и контролируемым изделием 4 находится слой 5 смазки. Волновод выполнен из полистирола (удельное акустическое сопротивление Zi 2,6). В качестве смазки выбран глицерин (Z2 2,42). в который для увеличения акустического сопротивления добавлено небольшое количество алюминиевой пудры. Толщина смазки определяется
величиной неоднородностей поверхности контролируемого изделия. Условие L h обеспечивает стабильные условия прохождения ультразвука между пьезоэлементом и контролируемым изделием благодаря высокой относительной стабильности толщины акустического слоя волновод + смазка.
Предложенный способ стабилизации акустического контакта позволяет существенно повысить точность при ультразвуковых измерениях, что обеспечивает высокую эффективность контроля характеристик исследуемых материалов.
Формула изобретения Способ стабилизации акустического контакта при ультразвуковых измерениях, заключающийся в том, что между преобразователем и слоем смазки дополнительно устанавливают .волновод, длиной, значительно превосходящей толщину смазки, о т- личающийся тем, что, с целью уменьшения величины флуктуации системы вол«
fe
00
00
ел
00
ю
новод - смазка - объект и осцилляции коэффициента прозрачности, волновод выполняют из материала с удельным
акустическим сопротивлением, равным удельному акустическому сопротивлению материала смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля затесненных участков изделий из стеклопластика | 2023 |
|
RU2816862C1 |
| Устройство для лазерно-акустического контроля твердых и жидких сред | 2018 |
|
RU2732470C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2214590C2 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков | 2021 |
|
RU2760512C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОСАДОК С НАТЯГОМ | 2014 |
|
RU2641613C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| Способ уменьшения мертвой зоны при контроле изделий ультразвуковым эхо-импульсным методом | 2016 |
|
RU2621890C1 |
| Способ дефектоскопии и устройство для его осуществления | 1990 |
|
SU1783413A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 1998 |
|
RU2141653C1 |
Изобретение относится к неразрушающему контролю и может быть использовано в ультразвуковой дефектоскопии, тьлщино- метрии и определении физико-механических свойств материалов. Цель: уменьшение величины флуктуации системы: волновод - смазка - объект и осцилляции коэффициента прозрачности - достигается за счет того, что при введении колебаний через волновод и слой смазки, волновод выполняют из материала с удельным акустическим сопротивлением, равным удельному акустическому сопротивлению материала смазки. 1 ил.
| Шрайбер Д.С, Ультразвуковая дефектоскопия | |||
| М.; Металлургия | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Дефектоскопия | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
