Изобретение относится к акустическим методам неразрушающего контроля и может быть использовано для определения качества сварных швов тепловыделяющих элементов (твэлов) ядерных реакторов ВВЭР-1000, ВВЭР-440.
Известны устройства для ультразвукового контроля сварных швов по а.с. №224066, МКИ G 01 N 29/04, 07.12.72; а.с. №257834, МКИ К 42 К 46/06; а.с. №405068, 23.11.67, содержащие привод для вращения изделия, механизм перемещения пьезопреобразователя, регистрирующую аппаратуру.
Недостатком устройств является низкая точность измерения, обусловленная биением поверхности изделия при вращении и отсутствием коррекции индивидуальных геометрических параметров каждого изделия.
Наиболее близким по технической сущности и достигаемому результату является устройство для контроля сварных швов по патенту №2154819, G 01 N 29/04, 2000 - прототип, содержащее узел загрузки-выгрузки, узел зажима и вращения, узел сканирования, содержащий каретку с закрепленным на ней пьезопреобразователем, иммерсионную ванну, генератор ультразвуковых импульсов, приемник ультразвуковых импульсов, микропроцессор.
Недостатком устройства является низкая точность измерения, обусловленная биением поверхности изделия при вращении и отсутствием коррекции индивидуальных геометрических параметров каждого изделия. Кроме того, при сварке происходит уменьшение толщины стенки оболочки в зоне сварки, что может привести к снижению качества изделий. Поэтому необходимо измерять толщину стенки в зоне, непосредственно прилегающей к шву.
Технической задачей изобретения является повышение точности измерения за счет учета индивидуальных геометрических параметров каждого изделия и измерение толщины оболочки изделия в зоне, непосредственно прилегающей к сварному шву.
Поставленная задача решается тем, что устройство для ультразвукового контроля качества сварных швов цилиндрических изделий, содержащее узел загрузки-выгрузки, узел зажима и вращения, узел сканирования, содержащий каретку с закрепленным на ней пьезопреобразователем, иммерсионную ванну, генератор ультразвуковых импульсов, приемник ультразвуковых импульсов, микропроцессор, согласно формуле изобретения, дополнительно содержит пьезопреобразователь, установленный на каретке узла сканирования, коммутатор, аналого-цифровой преобразователь, оперативное запоминающее устройство, при этом первый и второй входы коммутатора соединяют с пьезопреобразователями, третий вход - с генератором ультразвуковых импульсов, а выход коммутатора соединяют с приемником ультразвуковых импульсов, вход аналого-цифрового преобразователя соединяют с приемником ультразвуковых импульсов, а выход - с микропроцессором, вход и выход оперативного запоминающего устройства соединяют с микропроцессором.
Указанная совокупность признаков является новой и обладает изобретательским уровнем, так как в каждой точке контроля производится измерение времени распространения ультразвуковых колебаний от пьезопреобразователя до поверхности изделия, вычисление расстояния от пьезопреобразователя до поверхности изделия и корректировка усиления ультразвукового генератора-приемника в соответствии с этим расстоянием. Кроме того, дополнительным пьезопреобразователем производится измерение времени распространения ультразвуковых колебаний в стенке изделия и вычисление толщины стенки изделия в зоне шва.
Определение расстояния между поверхностью изделия и пьезопреобразователем и корректировка усиления приемника ультразвуковых колебаний позволяют учитывать индивидуальные геометрические параметры каждого изделия, такие как прогиб изделия, некруглость оболочки изделия. Определение толщины стенки позволяет обнаруживать локальные уменьшения толщины в зоне, непосредственно прилегающей к сварному шву.
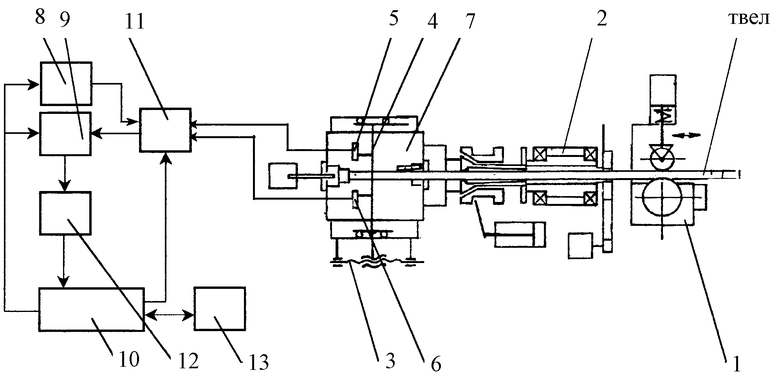
На чертеже представлена функциональная схема устройства контроля качества сварных швов.
Устройство состоит из узла 1 загрузки-выгрузки, узла 2 зажима и вращения, узла 3 сканирования, содержащего каретку 4 с закрепленными на ней пьезопреобразователем 5 контроля сварного шва и пьезопреобразователем 6 измерения толщины стенки, иммерсионной ванны 7, генератора 8 ультразвуковых импульсов, приемника 9 ультразвуковых импульсов, микропроцессора 10, коммутатора 11, аналого-цифрового преобразователя 12 и оперативного запоминающего устройства 13. Микропроцессор 10 соединен со всеми исполнительными механизмами и датчиками.
Устройство для ультразвукового контроля качества сварных швов цилиндрических изделий работает следующим образом.
Перед проведением измерения в установку вводится стандартный образец с известными параметрами сварного шва и толщиной стенки. Сварной шов стандартного образца сканируется через коммутатор 11 пьезопреобразователем 5. В процессе сканирования излучаются ультразвуковые импульсы генератором 8 ультразвуковых импульсов, а приемником 9 ультразвуковых импульсов - принимаются. С помощью аналого-цифрового преобразователя 12, соединенного с выходом приемника 9 ультразвуковых импульсов, производится преобразование принятых ультразвуковых импульсов в цифровую форму. Микропроцессор 10 производит измерение амплитуды принятых ультразвуковых импульсов, измерение времени распространения ультразвуковых импульсов между пьезопреобразователем 5 и поверхностью стандартного образца, вычисление расстояние от пьезопреобразователя 5 до поверхности стандартного образца и определение уровня разбраковки в каждой точке контроля. Данные об амплитуде принятых ультразвуковых импульсов и расстоянии между пьезопреобразователем и поверхностью стандартного образца сохраняются в оперативном запоминающем устройстве 13. Кроме этого в каждой точке контроля, после сохранения данных в оперативном запоминающем устройстве 13 об амплитуде принятых ультразвуковых импульсов и расстоянии между пьезопреобразователем 5 и поверхностью стандартного образца, микропроцессор 10 производит переключение коммутатора 11 для работы с пьезопреобразователем 6. Происходит измерение толщины стенки стандартного образца с сохранением данных в оперативном запоминающем устройстве 13.
По сигналу с микропроцессора 10 изделие из узла 1 загрузки-выгрузки подается в иммерсионную ванну 7, где оно узлом 2 зажима и вращения зажимается. Далее сварной шов изделия сканируется пьезопреобразователями 5 и 6 узла 3 сканирования возвратно-поступательным перемещением каретки 4 и поворотом изделия с заданным шагом. В каждой точке контроля производится запуск генератора 8 ультразвуковых импульсов. Сигнал с выхода генератора 8 ультразвуковых импульсов через коммутатор 11 поступает на пьезопреобразователь 5, который преобразует электрические импульсы в ультразвуковые и фокусирует их в зоне сварного шва. Отраженный поверхностью изделия ультразвуковой импульс принимается тем же пьезопреобразователем 5, преобразуется в электрический импульс и поступает на вход приемника 9 ультразвуковых импульсов.
Преобразованный электрический импульс с выхода приемника 9 ультразвуковых импульсов поступает на вход аналого-цифрового преобразователя 12, где преобразуется в цифровую форму, и микропроцессор определяет время распространения ультразвуковых импульсов между пьезопреобразователем 5 и поверхностью изделия, вычисляет расстояние между пьезопреобразователем 5 и поверхностью изделия и сравнивает это расстояние с настроечными данными, полученными при настройке установки по стандартному образцу. Если эти значения отличаются, то проводится корректировка усиления приемника ультразвуковых колебаний, затем опять производится зондирование данной точки сварного шва, амплитуда принятого сигнала преобразуется в цифровую форму и сравнивается с уровнем разбраковки, полученной при настройке установки по стандартному образцу. После этого микропроцессор 10 производит переключение коммутатора для работы с пьезопреобразователем 6.
Ультразвуковой импульс с выхода генератора 8 ультразвуковых импульсов через коммутатор 11 поступает на пьезопреобразователь 6, установленный на каретке 4 узла 3 сканирования, который преобразует электрические импульсы в ультразвуковые и фокусирует их непосредственно в зоне сварного шва. Отраженные внешней и внутренней поверхностью изделия ультразвуковые импульсы принимаются пьезопреобразователем 6, преобразуются в электрические импульсы и поступают на вход приемника 9 ультразвуковых импульсов.
Преобразованный электрический импульс с выхода приемника 9 ультразвуковых импульсов поступает на вход аналого-цифрового преобразователя 12, где преобразуется в цифровую форму, и микропроцессор 10 определяет время распространения ультразвуковых импульсов между пьезопреобразователем 6 и поверхностью изделия, вычисляет расстояние между пьезопреобразователем 6 и поверхностью изделия и сравнивает это расстояние с настроечными данными, полученными при настройке установки по стандартному образцу. Если эти значения отличаются, то проводится корректировка усиления приемника 9 ультразвуковых импульсов, затем опять производится зондирование толщины оболочки, непосредственно прилегающей к сварному шву, амплитуда принятого сигнала преобразуется в цифровую форму и сравнивается с уровнем разбраковки, полученным при настройке установки по стандартному образцу. По результатам сравнения всех точек контроля микропроцессорная система принимает решение о годности изделия по сварному шву и толщине стенки.
Таким образом, изделие признается годным по двум параметрам, что позволяет повысить точность контроля качества сварных швов с учетом индивидуальных геометрических параметров каждого изделия и определять толщину стенки изделия в зоне сварки, непосредственно прилегающей к сварному шву, и, следовательно, повысить надежность работы изделий.
Устройство может использоваться автономно или в составе автоматических линий.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
| СПОСОБ ИЗМЕРЕНИЯ ВЫСОТЫ НЕПРОВАРА В СВАРНЫХ ШВАХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2256907C1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2154819C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2019 |
|
RU2723368C1 |
| Устройство сканирования для ультразвуковой дефектоскопии | 1988 |
|
SU1610431A1 |
| Ультразвуковой дефектоскоп для контроля сварных швов | 1986 |
|
SU1388786A1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 1994 |
|
RU2104519C1 |
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 1999 |
|
RU2168723C2 |
| УЛЬТРАЗВУКОВОЙ МНОГОКАНАЛЬНЫЙ ДЕФЕКТОСКОП | 2001 |
|
RU2217740C2 |
| Роботизированная система ультразвукового томографического обследования | 2019 |
|
RU2717220C1 |
Изобретение относится к акустическим методам неразрушающего контроля, в частности, качества сварных швов тепловыделяющих элементов ядерных реакторов ВВЭР-1000, ВВЭР-440. Устройство для ультразвукового контроля качества сварных швов цилиндрических изделий содержит узел загрузки-выгрузки, узел зажима и вращения, узел сканирования, содержащий каретку с закрепленным на ней пьезопреобразователем, иммерсионную ванну, генератор ультразвуковых импульсов, приемник ультразвуковых импульсов, микропроцессор. Устройство дополнительно снабжено пьезопреобразователем, установленным на каретке узла сканирования, коммутатором, аналого-цифровым преобразователем, оперативным запоминающим устройством. При этом первый и второй входы коммутатора соединяют с пьезопреобразователями, третий вход - с генератором ультразвуковых импульсов, а выход коммутатора соединяют с приемником ультразвуковых импульсов, вход аналого-цифрового преобразователя соединяют с приемником ультразвуковых импульсов, а выход - с микропроцессором, вход и выход оперативного запоминающего устройства соединяют с микропроцессором. Технический результат – повышение точности измерения; устройство позволяет обнаруживать уменьшения толщины оболочки изделия в зоне, прилегающей к сварному шву. 1 ил.
Устройство для ультразвукового контроля качества сварных швов цилиндрических изделий, содержащее узел загрузки-выгрузки, узел зажима и вращения, узел сканирования, содержащий каретку с закрепленным на ней пьезопреобразователем, иммерсионную ванну, генератор ультразвуковых импульсов, приемник ультразвуковых импульсов, микропроцессор, отличающееся тем, что устройство дополнительно содержит пьезопреобразователь, установленный на каретке узла сканирования, коммутатор, аналого-цифровой преобразователь, оперативное запоминающее устройство, при этом первый и второй входы коммутатора соединяют с пьезопреобразователями, третий вход - с генератором ультразвуковых импульсов, а выход коммутатора соединяют с приемником ультразвуковых импульсов, вход аналого-цифрового преобразователя соединяют с приемником ультразвуковых импульсов, а выход - с микропроцессором, вход и выход оперативного запоминающего устройства соединяют с микропроцессором.
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2154819C1 |

