Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу изготовления полосатого или разноцветного (пестрого) изделия из двух или более различных исходных продуктов. Более конкретно, хотя не исключительно, устройство и способ подходят для использования при изготовлении полосатых или пестрых кондитерских изделий.
Уровень техники
Разработка новых привлекательных продуктов для кондитерской промышленности включает разработку новых форм, новых зрительных эффектов и сочетаний вкусов и текстур.
Известно изготовление кондитерских изделий из двух различных продуктов для достижения эффекта «полосатости». Эффект «полосатости» может достигаться при использовании продуктов, имеющих разные цвета. Например, две жевательных резинки разного цвета можно соединить для изготовления полосатой жевательной резинки. Либо, или, кроме того, можно соединить два продукта, имеющих различную текстуру и/или вкус, например жевательную резинку и мягкую жевательную конфету, для изготовления полосатого или пестрого изделия.
Известны экструзионные системы, которые могут использоваться для соединения двух разных исходных продуктов, таких как различно окрашенные жевательные резинки, для изготовления кондитерского изделия, обладающего эффектом «полосатости». Однако известные системы являются сложными и достаточно дорогими.
Имеется потребность в устройстве и способе, посредством которых можно соединять два или более различных исходных продукта для формирования полосатого или пестрого изделия и которые проще и дешевле, чем известные устройства и способы.
Раскрытие изобретения
В соответствии с первым аспектом изобретения предлагается устройство для изготовления полосатого или разноцветного (пестрого) изделия, содержащее средства для совместной экструзии, по меньшей мере, двух различных исходных продуктов в общий поток так, что исходные продукты объединяются с образованием слоистого совместно экструдированного потока продукта; и головку экструдера для приема слоистого совместно экструдированного потока продукта, выполненную с возможностью разделения слоистого совместно экструдированного потока продукта, по меньшей мере, на два отдельных подпотока слоистого совместно экструдированного продукта, которые закручиваются вокруг друг друга, и с возможностью последующего воссоединения указанных, по меньшей мере, двух подпотоков в единый воссоединенный поток продукта.
В устройстве согласно изобретению слоистый совместно экструдированный продукт разделяется на отдельные потоки продукта, перемещающиеся по спирали относительно друг друга, так что их взаимное расположение может меняться перед воссоединением потоков. Поскольку два потока перемещаются вокруг друг друга до их воссоединения, слоями в совместно экструдированном продукте можно управлять так, чтобы получить полосатое или пестрое конечное изделие.
По меньшей мере, два подпотока могут следовать, по существу, по винтовой траектории вокруг друг друга.
Устройство может также содержать режущие средства для разделения воссоединенного потока продукта, по меньшей мере, на два жгута, причем каждый жгут обладает эффектом «полосатости» или «пестроты».
Головка экструдера может содержать, по меньшей мере, один корпусный элемент, образующий канал, и по существу винтовую лопасть или шнек, неподвижно установленный в указанном канале для его разделения на два по существу винтовых протока, по одному для каждого из подпотоков.
Винтовая лопасть предпочтительно содержит два или более последовательно установленных по существу винтовых лопастных элемента, причем каждый лопастной элемент смещен под углом относительно соседнего лопастного элемента так, что соответствующие протоки, образованные указанными соседними лопастными элементами, смещены по отношению друг к другу.
Преимущество использования двух или более лопастных элементов состоит в увеличении количества манипуляций с совместно экструдированным продуктом, позволяющих усилить и/или варьировать достигаемый зрительный эффект.Кроме того, изменяя величину сдвига между лопастными элементами и длину лопастных элементов, можно изменить сущность создаваемого зрительного эффекта.
В соответствии с одним из вариантов реализации изобретения все винтовые лопастные элементы установлены в канале общего корпусного элемента таким образом, что их взаимное положение фиксировано.
В соответствии с другим вариантом реализации изобретения головка экструдера содержит, по меньшей мере, два корпусных элемента, соединенных между собой разъемным образом, причем каждый из корпусных элементов образует сквозной канал и имеет, по меньшей мере, один по существу винтовой лопастной элемент, неподвижно установленный в канале для его разделения на два по существу винтовых протока. Относительная ориентация корпусных элементов может регулироваться для изменения углового сдвига между установленными в них лопастными элементами. Преимущество такого устройства состоит в том, что сдвиг между лопастными элементами можно регулировать для изменения зрительного эффекта, создаваемого конечным изделием. Кроме того, может быть предусмотрен ряд корпусных элементов разной длины, которые могут соединяться в различных комбинациях для изменения зрительного эффекта, создаваемого конечным изделием.
Устройство может быть выполнено с возможностью использования при изготовлении кондитерского изделия.
В соответствии со вторым аспектом настоящего изобретения предлагается способ изготовления полосатого или разноцветного (пестрого) изделия, включающий в себя следующие этапы:
- совместная экструзия, по меньшей мере, двух исходных продуктов для формирования слоистого совместно экструдированного потока продукта;
- разделение слоистого совместно экструдированного потока продукта, по меньшей мере, на два отдельных подпотока, причем каждый подпоток содержит слои, состоящие, по меньшей мере, из двух исходных продуктов;
- заворачивание подпотоков друг вокруг друга для переориентации слоев в одном из подпотоков относительно слоев, по меньшей мере, в одном из остальных подпотоков; и
- воссоединение переориентированных подпотоков совместно экструдированного продукта для формирования единого воссоединенного потока продукта.
Способ также может включать в себя этап разрезания воссоединенного потока продукта, по меньшей мере, на два жгута.
Способ может включать в себя этап разделения совместно экструдированного продукта на первую пару отдельных подпотоков и заворачивание первой пары подпотоков вокруг друг друга, и затем этап разделения продукта на вторую пару подпотоков и заворачивание второй пары подпотоков вокруг друг друга перед воссоединением второй пары подпотоков, причем вторую пару подпотоков смещают относительно первой пары подпотоков.
Этап разделения совместно экструдированного потока продукта, по меньшей мере, на два подпотока предпочтительно осуществляют посредством неподвижно установленной в канале винтовой лопасти или шнека. Винтовая лопасть или шнек предпочтительно содержит два или более лопастных элемента, причем каждый лопастной элемент смещен под углом относительно соседнего лопастного элемента. Угловой сдвиг между всеми лопастными элементами может быть фиксированным, или может быть предусмотрена возможность регулирования углового сдвига, по меньшей мере, между некоторыми из лопастных элементов.
Способ предпочтительно включает в себя этап обеспечения нескольких корпусных элементов, каждый из которых образует канал, в котором установлен, по меньшей мере, один по существу винтовой лопастной элемент для разделения указанного канала на два по существу винтовых протока, причем лопастные элементы соединены между собой с образованием средства для разделения совместно экструдированного продукта, по меньшей мере, на два отдельных подпотока.
Изделие предпочтительно является кондитерским изделием.
Краткое описание чертежей
Ниже, только в качестве примера, с помощью чертежей описан вариант реализации настоящего изобретения.
Фиг.1 представляет поперечный разрез устройства в соответствии с первым аспектом изобретения.
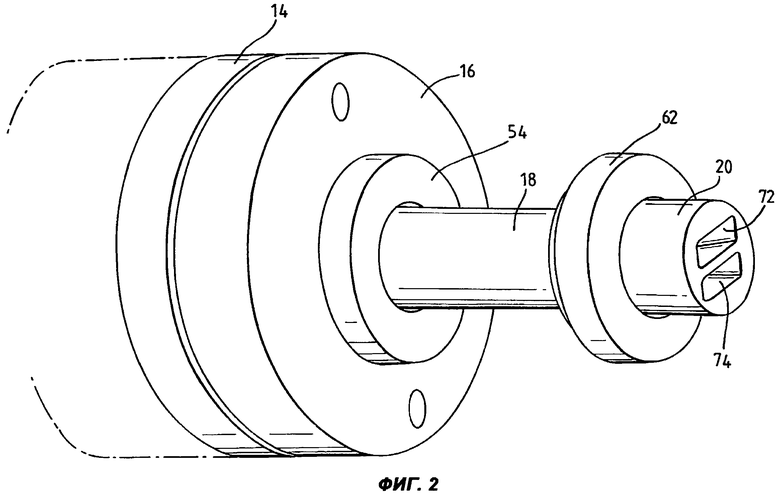
Фиг.2 представляет часть устройства по фиг.1.
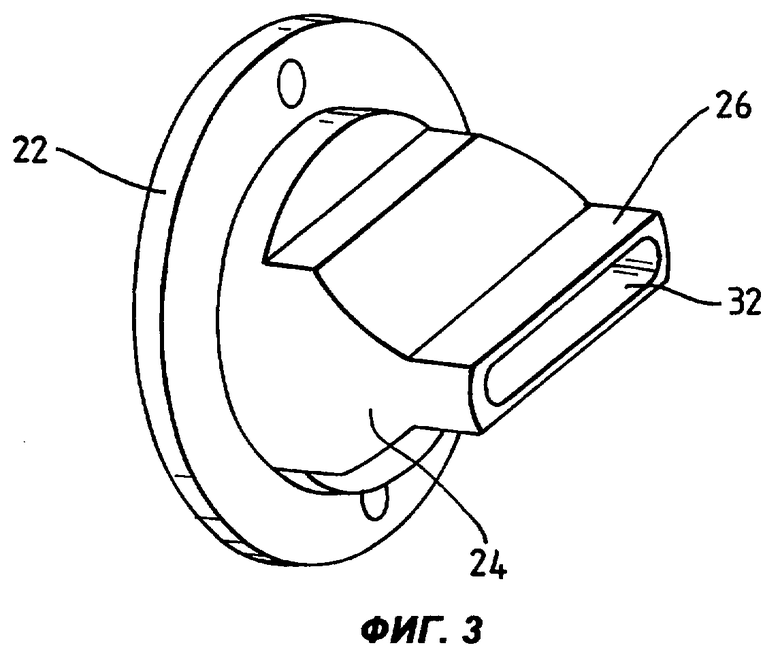
Фиг.3 представляет наконечник устройства по фиг.1.
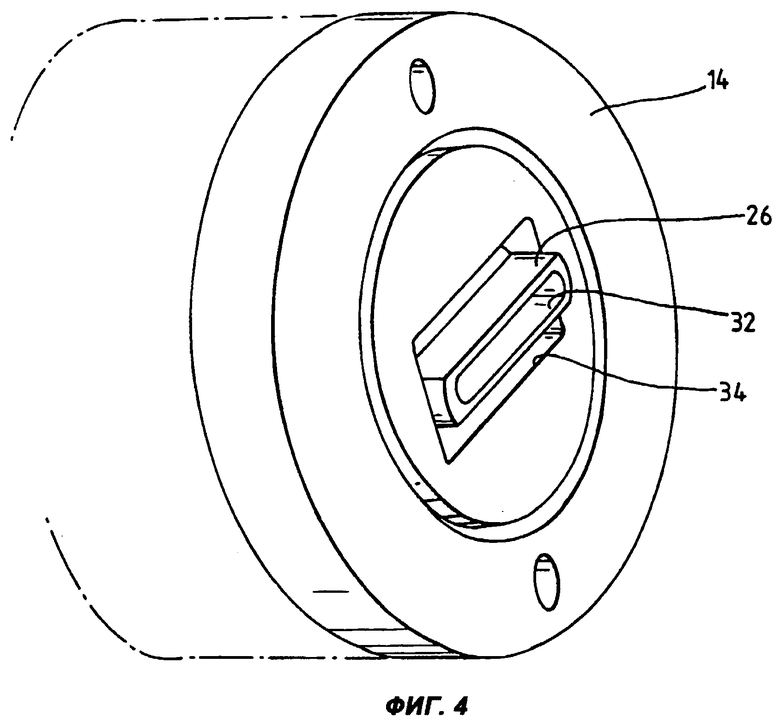
Фиг.4 представляет взаимное положение сопла и крепежной плиты устройства по фиг.1.
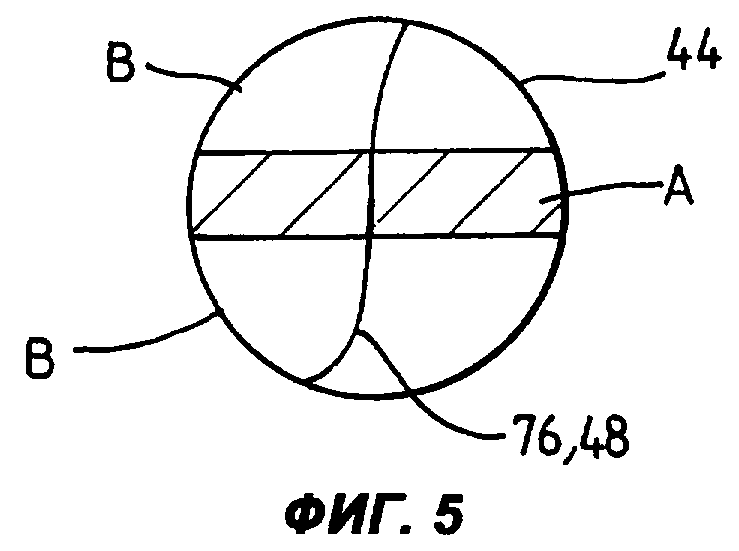
Фиг.5 схематично представляет поперечный разрез по линии А-А на фиг.1.
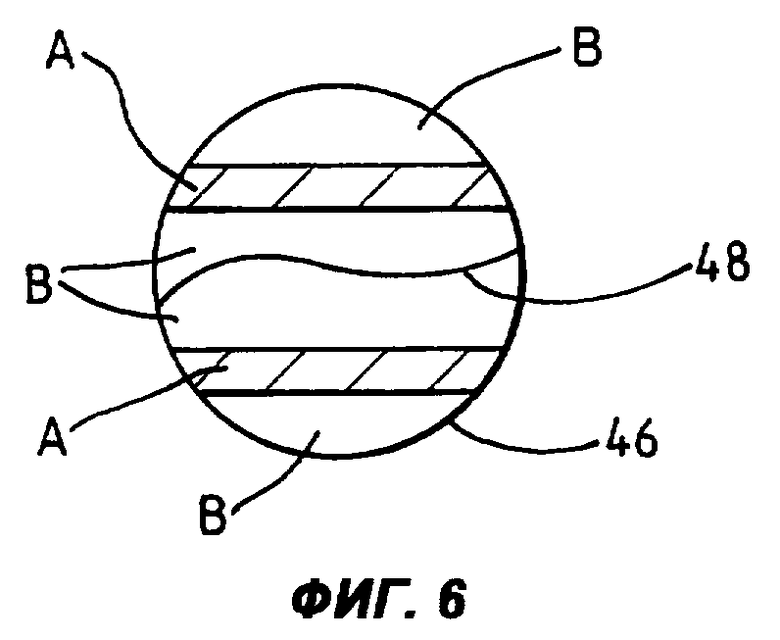
Фиг.6 схематично представляет поперечный разрез по линии В-В на фиг.1.
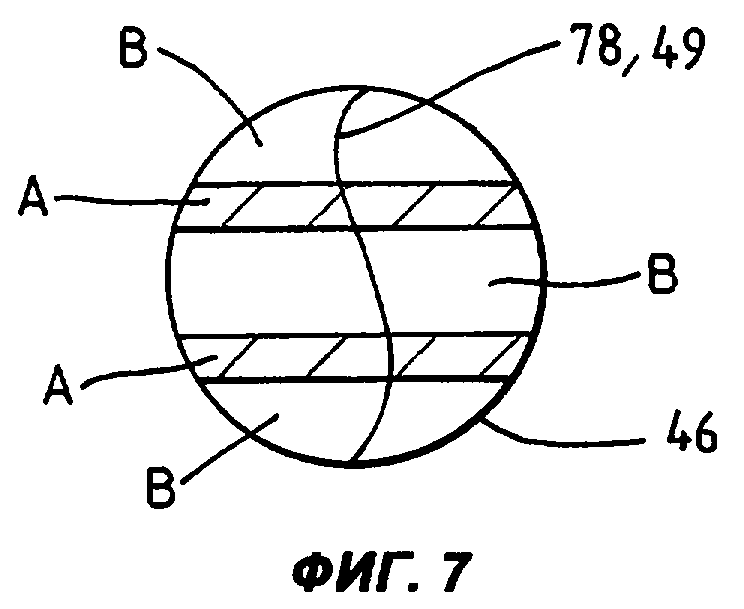
Фиг.7 схематично представляет поперечный разрез по линии С-С на фиг.1.
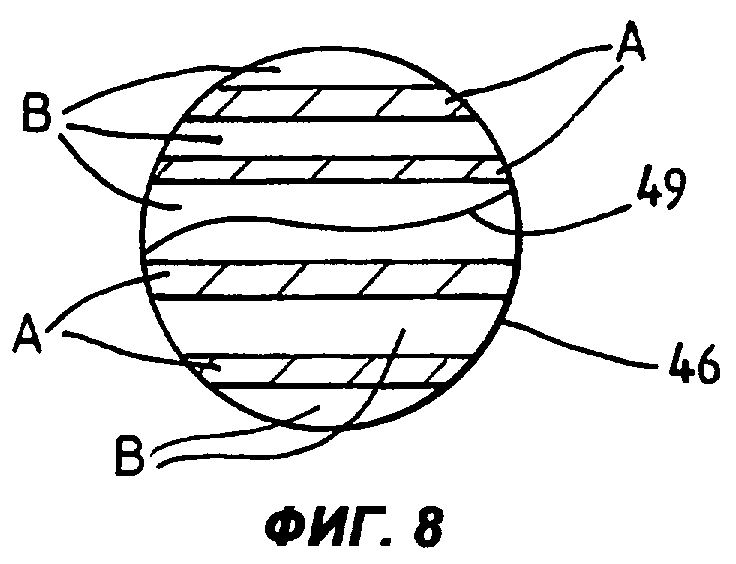
Фиг.8 схематично представляет поперечный разрез по линии D-D на фиг.1.
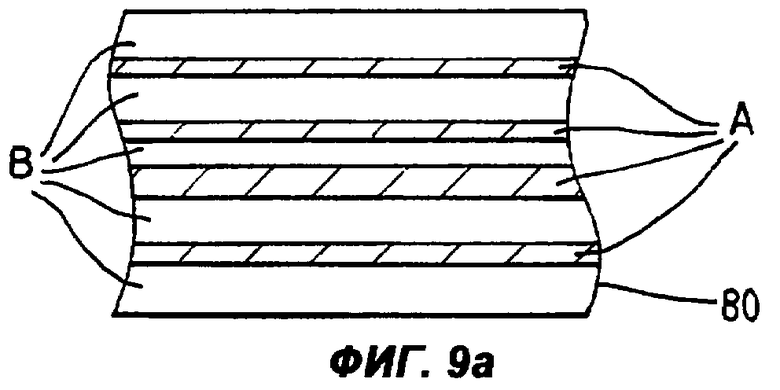
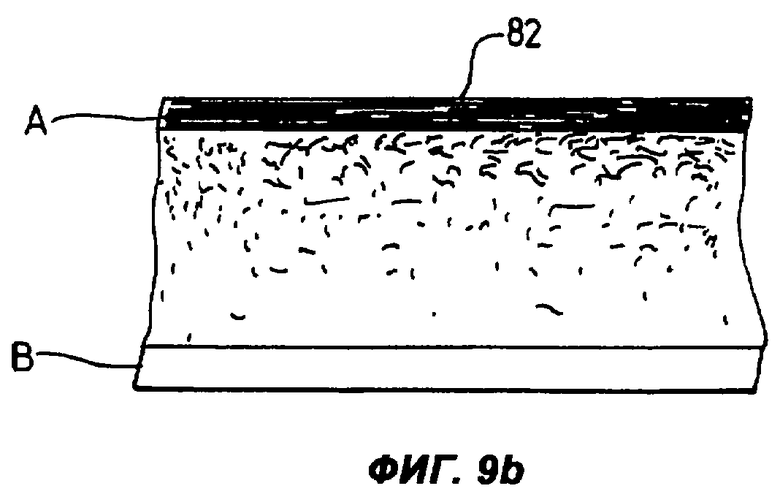
Фиг.9а и 9b представляют изделия, имеющие разные зрительные эффекты, изготовленные с помощью устройства по фиг.1.
Осуществление изобретения
На прилагаемых чертежах устройство в виде головки экструдера для изготовления полосатого или разноцветного (пестрого) изделия в соответствии с изобретением обозначено позицией 10.
Головка 10 экструдера содержит впускное сопло 12, крепежную плиту 14, соединительную плиту 16, шнековый элемент 18 и режущий наконечник 20.
Впускное сопло 12 и крепежная пита 14 предназначены для установки на сдвоенном экструдере (не показан), чтобы обеспечить совместную экструзию двух исходных продуктов А, В для формирования слоистого совместно экструдированного продукта известным образом. С этой целью впускное сопло 12 имеет круглый фланец 22 для крепления на экструдере и основное коническое тело 24, проходящее от круглого фланца к по существу прямоугольному наконечнику 26. Через сопло проходит канал 28. Канал содержит по существу коническую впускную часть 30, сходящую на конус в по существу прямоугольный канал 31, проходящий через наконечник 26 и определяющий выпуск 32.
Крепежная плита 14 выполнена круглой и имеет центральное по существу прямоугольное отверстие 34, в которое входит наконечник 26 впускного сопла. Ширина отверстия 34 приблизительно равна ширине наконечника 26, так что наконечник может входить в отверстие с минимальными зазорами по сторонам. Однако высота отверстия 34 больше, чем высота наконечника 26, поэтому, как хорошо видно на фиг.1, когда наконечник 26 входит в отверстие 34, выше и ниже него имеются зазоры 27.
Крепежная плита удерживается на экструдере соединительной плитой 16. Как показано пунктирной линией на фиг.1, болты 36 проходят через соответствующие отверстия в соединительной плите 16 и крепежной плите 14 для закрепления плит на экструдере. На внутренней стороне крепежной плиты могут иметься штыри 38, которые вставляются в соответствующие отверстия на экструдере для точного размещения крепежной плиты.
Уплотняющие средства 40, 42 предназначены для создания уплотнений между крепежной плитой 14 и экструдером и между крепежной плитой 14 и соединительной плитой 16 соответственно.
На стороне соединительной плиты 16, противоположной крепежной плите, имеется фланец 43, к которому быстроразъемным соединением, как указано ниже, прикреплен шнековый элемент 18. Через соединительную плиту 16 проходит отверстие 44. Отверстие 44 расположено соосно с отверстием 34 в крепежной плите 14 и выпуском 32 сопла. Отверстие 44 имеет по существу коническую форму и сходит на конус от самой широкой части, расположенной на стороне крепежной плиты, к самой узкой части, расположенной на стороне шнекового элемента.
Шнековый элемент 18 содержит трубчатый корпус 46, образующий цилиндрический канал 47, и имеет два по существу спиралевидных или винтовых лопастных элемента 48, 49, неподвижно установленных в канале 47. Наружные диаметры винтовых лопастных элементов 48, 49 по существу равны диаметру канала 47 в трубчатом корпусе 46, так что каждый из лопастных элементов определяет два по существу винтовых протока в канале 47, по одному с каждой стороны лопастного элемента.
На одном конце корпуса 46 имеется конический фланец 50, радиально выступающий наружу и предназначенный для вхождения в выемку 52, образованную во фланце 44 соединительной плиты. Соединительное кольцо 54 свободно установлено вокруг корпуса шнекового элемента 18 и предназначено для взаимодействия с формованными элементами 55 на наружном диаметре фланца 43 для жесткого соединения шнекового элемента 18 с соединительной плитой 16. Предпочтительно соединительное кольцо 54 и формованные элементы 55 на фланце 43 выполнены таким образом, чтобы обеспечивать быстроразъемное соединение шнекового элемента 18 с соединительной плитой 16 известным способом. Например, соединительное кольцо 54 и формованные элементы 55 на фланце 43 могут быть приспособлены для байонетного соединения или быстроразъемного соединения другого типа.
На противоположном от конического фланца 50 конце трубчатого корпуса 46 имеется другой радиальный фланец 56, к которому прикреплен режущий наконечник 20. Фланец 56 имеет выемку 58, сформированную в его наружной стороне, приспособленную для приема фланца 59, сформированного на одном конце трубчатого корпуса 60 режущего наконечника 20. Другое соединительное кольцо 62, подобное соединительному кольцу 54, установлено вокруг корпуса режущего наконечника. Соединительное кольцо 62 взаимодействует с формованными элементами на втором фланце 56 шнекового элемента для обеспечения быстроразъемного соединения для жесткого соединения режущего наконечника 20 со шнековым элементом 18.
Через режущий наконечник проходит канал 64. Первый участок 66 канала имеет по существу коническую форму и сходит на конус в по существу прямоугольный второй участок 68. Второй участок 68 канала делится на две части режущим лезвием 70, создавая два по существу прямоугольных выходных отверстия 72, 74.
Первый по существу винтовой лопастной элемент 48 в шнековом элементе 18 расположен в верхнем конце канала 47, и его передний край выступает из переднего конца шнекового элемента 18 с заходом в отверстие 44 в соединительной плите 16. Передний край первого лопастного элемента 48 образует первый режущий край 76, разделяющий совместно экструдированный продукт, проходящий через канал 44, на два отдельных подпотока, которые проходят по протокам с каждой стороны первого лопастного элемента 48, как подробно описано ниже.
Второй по существу спиралевидный или винтовой лопастной элемент 49 расположен за первым лопастным элементом 48 и смещен под углом относительно первого лопастного элемента 48. Угловой сдвиг между первым и вторым лопастными элементами 48, 49 выбирается таким образом, чтобы обеспечить желаемый зрительный образ конечного продукта. В настоящем варианте реализации изобретения второй лопастной элемент 49 смещен приблизительно на 90° относительно первого лопастного элемента 48 для получения эффекта "полосатости" конечного изделия.
Передний край второго лопастного элемента 49, примыкающий к первому лопастному элементу 48, имеет второй режущий край 78, проходящий через протоки, образованные с каждой стороны первого лопастного элемента 48. Второй режущий край разделяет совместно экструдированный продукт, протекающий двумя подпотоками с каждой стороны первого лопастного элемента 48, на два новых подпотока, протекающих с каждой стороны второго лопастного элемента 49.
Крепежная плита 14, соединительная плита 16 и шнековый элемент 18 могут подогреваться любыми подходящими средствами, такими как ленточный электронагреватель (не показан), соединенный с термореле (также не показано). Необходимая температура варьируется в зависимости от экструдируемого продукта, но, вероятно, находится в диапазоне от 45 до 75°С для большинства кондитерских продуктов.
Между различными элементами головки 10 экструдера могут иметься соответствующие уплотнительные средства, хорошо известные из уровня техники.
Далее описана работа головки 10 экструдера.
Первый исходный продукт А экструдируется через канал 28 в сопле 12, формируя по существу прямоугольный первый слой в отверстии 44 в соединительной плите 16. Второй исходный продукт В экструдируется между соплом 12 и крепежной плитой. Второй исходный продукт проходит через зазоры 27 между верхней и нижней поверхностями наконечника 26 сопла и отверстие 34 в крепежной плите 14, поступая в отверстие 44 в соединительной плите, где он формирует слои с каждой стороны слоя первого исходного продукта. В результате в отверстии 44 формируется совместно экструдированный продукт, имеющий три слоя, в котором средний слой первого исходного продукта расположен между наружными слоями второго исходного продукта.
Когда совместно экструдированный продукт продвигается через отверстие 44 в соединительной плите, он сталкивается с первым режущим краем 76 первого лопастного элемента 48. Первый режущий край 76 разделяет совместно экструдированный продукт на два подпотока, протекающих по сторонам первого винтового лопастного элемента. Первый режущий край 76 расположен так, что он делит совместно экструдированный продукт по линии, проходящей через все три слоя совместно экструдированного продукта в отверстии 44. Предпочтительно первый режущий край 76 проходит под углом приблизительно 90° к ориентации слоев. В настоящем варианте реализации изобретения слои совместно экструдированного продукта выровнены практически горизонтально, и первый режущий край 76 выровнен так, чтобы проходить практически вертикально. Понятно, однако, что выравнивание слоев не обязательно должно быть горизонтальным, и выравнивание первого режущего края не обязательно должно быть вертикальным.
Когда совместно экструдированный продукт входит в протоки с каждой стороны первого винтового лопастного элемента, он формирует два раздельных подпотока, каждый из которых имеет по три слоя исходных продуктов, расположенных рядом друг с другом, как показано на фиг.5. Поскольку потоки, определенные первой винтовой лопастью, являются спиралевидными или винтообразными, подпотоки заворачиваются друг вокруг друга по мере их продвижения вдоль первого лопастного элемента 48. В настоящем варианте реализации изобретения длина первого лопастного элемента такова, что два подпотока расположены один над другим, когда они находятся у конца первой лопасти. Однако слои исходного продукта в каждом из подпотоков стремятся сохранить горизонтальное выравнивание, поэтому, когда потоки выходят из первого лопастного элемента 48, они на самом деле образуют стопку из пяти слоев исходных продуктов А, В, как показано на фиг.6.
Когда подпотоки совместно экструдированного продукта выходят из первого винтового лопастного элемента 48, они сталкиваются со вторым режущим краем 78 на втором винтовом лопастном элементе 49. Второй лопастной элемент 49 смещен приблизительно на 90° относительно первого лопастного элемента 48, так что режущий край 78 выступает по существу перпендикулярно концу 80 первой лопасти и слоям исходного продукта в двух потоках, выходящих из первого лопастного элемента. Второй режущий край 78 таким образом разделяет подпотоки продукта, выходящие из первого лопастного элемента 48, на два новых подпотока, по одному с каждой стороны второй лопасти. Вследствие такого взаимного расположения двух лопастных элементов, каждый из новых подпотоков имеет пять слоев исходных продуктов, как показано на фиг.7.
Когда новые подпотоки входят в протоки с каждой стороны второй лопасти, они снова выравниваются и располагаются по существу рядом друг с другом, как показано на фиг.7. Однако по мере продвижения подпотоков по протокам они спирально закручиваются друг вокруг друга и располагаются так, что когда подпотоки выходят из второй лопасти, они находятся по существу друг над другом, как показано на фиг.8. Слои в подпотоках, текущих вокруг второй лопасти, снова стремятся сохранить горизонтальное выравнивание, так что когда подпотоки выходят из второго лопастного элемента 49, они воссоединяются, образуя единый воссоединенный поток продукта, имеющий девять слоев, состоящих из двух исходных продуктов А, В.
Затем воссоединенный и перекомпонованный поток совместно экструдированного продукта проходит через режущий наконечник 20, где он разделяется на два жгута. Режущий наконечник 20 выровнен таким образом, чтобы обеспечить разделение воссоединенного продукта по оси, выявляющей полосатую структуру.
Зрительный образ конечного изделия может варьироваться посредством изменения длин первого и второго винтовых лопастных элементов 48, 49 и угла сдвига между ними. На фиг.9а представлено изделие 80, имеющее полосатый конец, полученный указанным способом. На фиг.9b представлено изделие, имеющее эффект разноцветного или радужного типа, при котором на одной стороне преобладает один из исходных продуктов А и на другой стороне преобладает другой исходный продукт В с постепенным переходом в середине.
В настоящем варианте реализации изобретения первый и второй винтовые лопастные элементы 48, 49 имеют общий трубчатый корпус 46. Однако два лопастных элемента 48, 49 могут иметь отдельные трубчатые корпусные элементы, которые могут соединяться, например, при помощи быстроразъемного соединения, сходного с используемым для соединения режущего наконечника 20 со шнековым элементом 18. Преимуществом этого является простая регулировка сдвига между первым и вторым лопастными элементами 48, 49. Это также позволяет предложить ряд сменных лопастных элементов разной длины, взаимозаменяемых для получения желаемого зрительного эффекта в конечном продукте.
Винтовые лопастные элементы 48, 49 могут привариваться в виде шнеков или закрепляться другим способом в трубчатом корпусном элементе (или элементах), причем передние края шнеков сформированы так, чтобы образовывать первый и второй режущие края 76, 78. Однако может быть использован любой подходящий способ создания спиралевидного протока.
Для получения различных эффектов могут использоваться различные исходные продукты. Исходные продукты могут отличаться только по цвету. Например, устройство может использоваться для экструзии продукта, содержащего жевательные резинки или мягкие жевательные конфеты разных цветов. Либо, или, кроме того, исходные продукты могут отличаться по вкусу и/или текстуре. В этом случае один из продуктов может быть жевательной резинкой, а второй - мягкой жевательной конфетой. Очевидно, что это только примеры, и специалисты смогут найти множество других продуктов и сочетаний, получить которые позволит настоящее изобретение. Кроме того, следует понимать, что может использоваться более двух различных исходных продуктов.
Изделие, изготовленное указанной головкой 10 экструдера, может быть предметом дальнейшей обработки или технологического процесса. Например, жгуты продукта, вышедшие из режущего наконечника, могут покрываться наружным покрытием, так что эффект полосатости проявится только при откусывании или снятии наружного покрытия.
Поскольку изобретение описано в связи с самыми практикуемыми и предпочтительными в настоящее время вариантами реализации, следует понимать, что оно не ограничивается описанным выше и охватывает различные модификации и эквивалентные конструкции, не выходящие за рамки изобретения. Например, хотя изобретение главным образом описано в связи с кондитерским продуктом, оно может быть использовано для создания подобных эффектов в некондитерских экструдированных продуктах.
Термины «содержать», «содержит», используемые в настоящем документе, следует понимать как наличие указанных характеристик, этапов или компонентов, не исключающех наличие или добавление одного или более отличия, этапа, компонента или их группы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕШИВАЮЩЕ-МЕСИЛЬНАЯ МАШИНА | 2019 |
|
RU2778433C2 |
| КОНДИТЕРСКИЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2009 |
|
RU2518882C2 |
| МОНО- И МНОГОСЛОЙНЫЕ ИЗДЕЛИЯ И ИХ СОЗДАНИЕ СПОСОБАМИ ЭКСТРУЗИИ | 2005 |
|
RU2387540C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2500173C2 |
| ПРИГОТОВЛЕННЫЙ ЭКСТРУДИРОВАННЫЙ МЯСНОЙ ПРОДУКТ (ВАРИАНТЫ), СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2168902C2 |
| СЪЕДОБНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2013 |
|
RU2628424C2 |
| УСОВЕРШЕНСТВОВАННЫЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СПИРАЛЕОБРАЗНОГО ПОРИСТОГО ПРОДУКТА ПУТЕМ ЭКСТРУЗИИ | 2003 |
|
RU2297912C2 |
| КОНДИТЕРСКИЕ ПРОДУКТЫ И ИХ ПОЛУЧЕНИЕ | 2012 |
|
RU2581228C1 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2522528C2 |
| ЖЕВАТЕЛЬНАЯ РЕЗИНКА И СПОСОБЫ ЕЕ ПРОИЗВОДСТВА | 2009 |
|
RU2503244C2 |
Изобретение относится к пищевой промышленности и может быть использовано для изготовления полосатого кондитерского изделия. Устройство содержит средства для совместной экструзии, по меньшей мере, двух различных исходных продуктов в общий поток так, что исходные продукты объединяются с формированием совместно экструдированного потока продукта, содержащего выровненные слои исходных продуктов. Также устройство содержит головку экструдера для приема слоистого совместно экструдированного потока продукта. Головка экструдера содержит, по меньшей мере, один корпусный элемент, образующий канал, и по существу винтовую лопасть, неподвижно установленную в указанном канале для его разделения на два по существу винтовых протока. Лопасть имеет режущий край, расположенный так, что слоистый совместно экструдированный поток продукта делится на два отдельных подпотока совместно экструдированного продукта. Кроме того, головка экструдера выполнена с возможностью последующего воссоединения подпотоков в единый воссоединенный поток продукта, содержащий большее количество выровненных слоев исходных продуктов. Предлагается также соответствующий способ. Изобретение позволяет соединять два или более различных исходных продукта для формирования полосатого изделия. 2 н. и 16 з.п. ф-лы, 10 ил.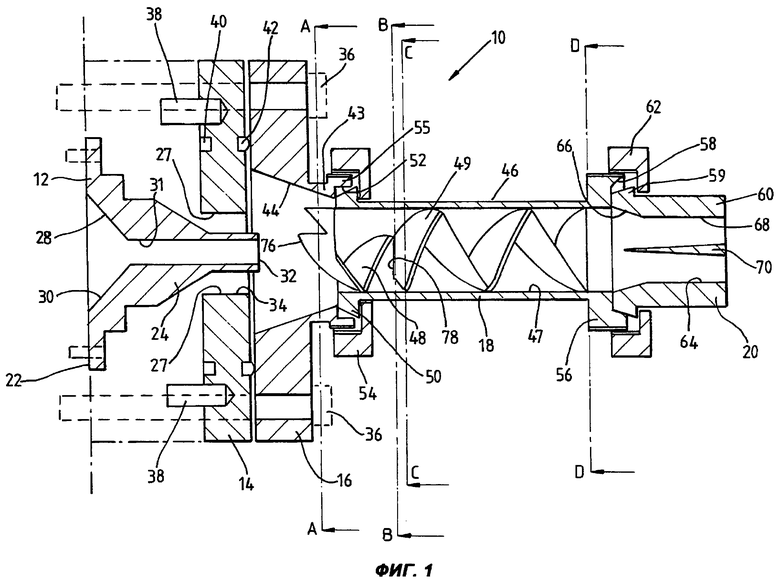
1. Устройство для изготовления полосатого кондитерского изделия, содержащее средства для совместной экструзии, по меньшей мере, двух различных исходных продуктов в общий поток, причем указанные средства содержат прямоугольные отверстия, через которые происходит ввод исходных продуктов в общий поток так, что исходные продукты объединяются с формированием совместно экструдированного потока продукта, содержащего выровненные слои исходных продуктов; и головку экструдера для приема слоистого совместно экструдированного потока продукта, содержащую, по меньшей мере, один корпусный элемент, образующий канал, и, по существу, винтовую лопасть, неподвижно установленную в указанном канале для его разделения на два, по существу, винтовых протока, причем лопасть имеет режущий край, расположенный так, что слоистый совместно экструдированный поток продукта делится на два отдельных подпотока совместно экструдированного продукта, каждый из которых содержит выровненные слои исходных продуктов, при этом подпотоки следуют по винтовой траектории друг вокруг друга, причем головка выполнена с возможностью последующего воссоединения подпотоков в единый воссоединенный поток продукта, содержащий большее количество выровненных слоев исходных продуктов по сравнению с первоначальным совместно экструдированным потоком продукта.
2. Устройство по п.1, отличающееся тем, что содержит режущее средство для разделения воссоединенного потока продукта, по меньшей мере, на два жгута, причем каждый жгут обладает эффектом полосатости.
3. Устройство по п.1 или 2, отличающееся тем, что винтовая лопасть содержит два или более последовательно установленных, по существу, винтовых лопастных элемента, причем каждый лопастной элемент смещен под углом относительно соседнего лопастного элемента, так что соответствующие протоки, образованные указанными соседними лопастными элементами, смещены по отношению друг к другу.
4. Устройство по п.3, отличающееся тем, что, по меньшей мере, два, по существу, винтовых лопастных элемента расположены в канале общего корпусного элемента с фиксацией их взаимного положения.
5. Устройство по п.3, отличающееся тем, что головка экструдера содержит, по меньшей мере, два корпусных элемента, соединенных между собой разъемным образом, причем каждый из корпусных элементов образует сквозной канал и имеет, по меньшей мере, один, по существу, винтовой лопастной элемент, неподвижно установленный в канале для его разделения на два, по существу, винтовых протока.
6. Устройство по п.5, отличающееся тем, что выполнено с возможностью регулирования относительной ориентации корпусных элементов для изменения углового сдвига между лопастными элементами в соответствующих корпусных элементах.
7. Устройство по п.1 или 2, отличающееся тем, что содержит три прямоугольных отверстия таким образом, что в исходном совместно экструдированном потоке формируется три слоя исходных продуктов.
8. Устройство по п.7, отличающееся тем, что средства для совместной экструзии, по меньшей мере, двух различных исходных продуктов в общий поток содержат средства для экструзии первого исходного продукта через первое отверстие и средства для экструзии второго исходного продукта через два других отверстия, расположенных по сторонам от первого отверстия, для формирования первоначального совместно экструдированного потока продукта, в котором средний слой первого исходного продукта расположен между наружными слоями второго исходного продукта.
9. Способ изготовления полосатого кондитерского изделия, включающий в себя следующие этапы:
обеспечение средств для совместной экструзии, по меньшей мере, двух исходных продуктов для формирования совместно экструдированного потока продукта, причем указанные средства содержат прямоугольные отверстия;
экструдирование исходных продуктов через прямоугольные отверстия для формирования совместно экструдированного потока продукта, содержащего выровненные слои исходных продуктов;
разделение слоистого совместно экструдированного потока продукта, по меньшей мере, на два отдельных подпотока, причем каждый подпоток содержит выровненные слои, состоящие, по меньшей мере, из двух исходных продуктов;
заворачивание подпотоков друг вокруг друга для переориентации слоев в одном из подпотоков относительно слоев, по меньшей мере, в одном из остальных подпотоков; и
воссоединение переориентированных подпотоков совместно экструдированного продукта для формирования единого воссоединенного потока продукта, содержащего большее количество выровненных слоев исходных продуктов по сравнению с первоначальным совместно экструдированным потоком продукта.
10. Способ по п.9, отличающийся тем, что включает в себя этап разрезания воссоединенного потока продукта, по меньшей мере, на два жгута.
11. Способ по п.9 или 10, отличающийся тем, что включает в себя этап разделения совместно экструдированного продукта на первую пару отдельных подпотоков и заворачивание первой пары подпотоков друг вокруг друга, и затем этап разделения продукта на вторую пару подпотоков и заворачивание второй пары подпотоков друг вокруг друга перед воссоединением второй пары подпотоков, причем вторую пару подпотоков смещают относительно первой пары подпотоков.
12. Способ по п.9 или 10, отличающийся тем, что этап разделения совместно экструдированного потока продукта, по меньшей мере, на два подпотока осуществляют посредством установленной в канале винтовой лопасти или шнека.
13. Способ по п.12, отличающийся тем, что винтовая лопасть или шнек содержит два или более лопастных элемента, причем каждый лопастной элемент смещен под углом относительно соседнего лопастного элемента.
14. Способ по п.13, отличающийся тем, что фиксируют угловой сдвиг между лопастными элементами.
15. Способ по п.13, отличающийся тем, что регулируют угловой сдвиг, по меньшей мере, между некоторыми лопастными элементами.
16. Способ по п.13, отличающийся тем, что включает в себя этап обеспечения нескольких корпусных элементов, каждый из которых образует канал, в котором установлен, по меньшей мере, один, по существу, винтовой лопастной элемент для разделения указанного канала на два, по существу, винтовых протока, причем лопастные элементы соединены между собой с образованием средства для разделения совместно экструдированного продукта, по меньшей мере, на два отдельных подпотока.
17. Способ по п.9, отличающийся тем, что первоначальный совместно экструдированный поток продукта содержит три слоя исходных продуктов.
18. Способ по п.17, отличающийся тем, что включает в себя этап экструзии слоя первого исходного продукта и экструзию слоев второго исходного продукта по сторонам от слоя первого исходного продукта для формирования первоначального совместно экструдированного потока продукта, в котором средний слои первого исходного продукта расположен между наружными слоями второго исходного продукта.
| US 4542686 A, 24.09.1985 | |||
| УСТРОЙСТВО для КОНТРОЛЯ РАВНОМЕРНОСТИ ВРАЩЕНИЯВАЛА | 0 |
|
SU337719A1 |
| Устройство для приварки выводов к секциям конденсаторов | 1976 |
|
SU668021A1 |
| US 4522504 A, 11.06.1985 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА С НАЧИНКОЙ | 1997 |
|
RU2137369C1 |

