ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству для образования получаемых пневмоукладкой абсорбирующих сердцевин, содержащему первый и второй барабаны для образования мата, при этом каждый из барабанов для образования мата имеет, по меньшей мере, одну форму вдоль их периферийной поверхности, средства пневмоукладки, предназначенные для подачи захваченного воздухом волокнистого материала в формы на каждом барабане для образования мата, всасывающие средства, обеспечивающие удерживание образованных элементов сердцевин в соответствующих формах во время части траектории перемещения форм на соответствующем барабане для образования мата, и средства для наложения элемента сердцевины на первом барабане для образования мата и элемента сердцевины на втором барабане для образования мата друг на друга, и к способу, в котором используется подобное устройство.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Устройства описанного выше типа используются для изготовления многослойных абсорбирующих сердцевин, по меньшей мере одного из слоев, содержащих дискретные частицы материала с высокой абсорбирующий способностью, предпочтительно так называемого суперабсорбента (SAP), которые могут абсорбировать жидкость в количестве, в несколько раз превышающем их собственную массу. Волокна в слоях предпочтительно являются целлюлозными и образованы посредством разделения целлюлозы на волокна. Кроме того, могут быть добавлены волокна других типов. Волокна в разных слоях могут быть одинаковыми или разными.
Устройства в соответствии с настоящим изобретением подлежат размещению в технологической линии для изготовления абсорбирующих изделий, таких как одноразовые подгузники, гигиенические прокладки, защитные приспособления, используемые при недержании, и аналогичные гигиенические изделия. Следовательно, важно, чтобы подобные устройства не занимали много места, в особенности в направлении длины подобной технологической линии. В настоящее время производительность подобной производственной линии является высокой, приблизительно 600 сердцевин в минуту, и настоящее изобретение направлено на обеспечение возможности даже больших значений производительности. При подобных высоких скоростях центробежные силы, действующие на дискретные частицы хорошо абсорбирующего материала в образованных элементах сердцевин, являются довольно высокими, и существует проблема предотвращения выпадения данных частиц из подобных элементов сердцевин. Помимо экономических последствий, связанных с потерями относительно дорогого материала в виде частиц, существует риск того, что потерянные частицы упадут на компоненты или оборудование в производственной линии и окажут отрицательное влияние на их функции, а также на окружающую среду. Следовательно, необходимо тем или иным образом «позаботиться» о потерянных частицах. Следовательно, существует необходимость сохранения подобных потерь на возможно более низком уровне.
Другая проблема заключается в обеспечении того, чтобы элементы сердцевин, образуемые на соответствующем предназначенном для образования мата барабане устройства описанного во введении типа, были наложены друг на друга с обеспечением их заданного взаимного расположения. Если, например, передние края наложенных друг на друга элементов сердцевин должны быть выровнены относительно друг друга, неправильное относительное расположение будет визуально очень заметным и также отрицательно повлияет на функционирование изготовленного изделия. Например, если изготовленное изделие содержит отверстия или тому подобное в наложенных друг на друга сердцевинах, которые должны совпадать или должны быть расположены относительно друг друга определенным образом при положении элементов сердцевин, когда они наложены друг на друга, неправильное относительное расположение данных отверстий отрицательно повлияет на функционирование изготовленного изделия.
Дополнительная проблема, связанная с устройством согласно введению, состоит в том, что существует риск того, что дискретные частицы хорошо абсорбирующего материала, уложенные посредством пневмоукладки на форму, вызовут повреждение формы, или засорение, или закупоривание некоторых из отверстий в форме. Подобное закупоривание или засорение приводит к неравномерному распределению материала при пневмоукладке его в форме и, следовательно, отрицательно повлияет на абсорбирующие свойства изготовленного изделия.
В документе ЕР-В1-0958801 показано устройство, в котором холст бумаги тиссью наматывается на барабан для образования мата и притягивается к стенкам форм на периферийной поверхности барабана. После этого слой дискретных частиц хорошо абсорбирующего материала образуется посредством пневмоукладки в форме, и захваченные воздухом волокна втягиваются в данный слой дискретных частиц для смешивания с дискретными частицами хорошо абсорбирующего материала. На фиг.3 данного документа раскрыто подобное устройство, имеющее два барабана для образования мата. Полученные пневмоукладкой элементы подаются с каждого барабана для образования мата, будучи присоединенными к холстам тонкого материала, и затем два холста тонкого материала вместе с присоединенными элементами накладываются друг на друга. Элементы, присоединенные к холстам, перемещаются на довольно большое расстояние без всасывающих средств, воздействующих на элементы, находящиеся на холстах, и существует большой риск того, что частицы выпадут из элементов во время данного перемещения. Кроме того, представляется, что при такой конструкции трудно добиться высокой точности относительного расположения элементов, присоединенных к холстам при их наложении друг на друга.
В документе ЕР-В1-1082081 раскрыто устройство согласно ограничительной части пункта 1 формулы изобретения. В подобном устройстве только волокнистый материал размещается посредством пневмоукладки в формах на первом барабане для образования мата для образования элемента, на который второй элемент, состоящий из смеси волокнистого материала и дискретных частиц полимера со сверхвысокой абсорбирующей способностью, перемещается со второго барабана для образования мата, пока первый элемент по-прежнему находится в соответствующей ему форме. Затем третий слой волокнистого материала размещается посредством пневмоукладки поверх композиционного материала из первых двух элементов. Во время перемещения второго элемента на первый элемент часть второго элемента всегда находится в открытом воздухе, при этом обе стороны данного элемента открыты для воздействия воздуха. Следовательно, существует большой риск того, что частицы полимера со сверхвысокой абсорбирующей способностью выпадут из данных открытых для воздействия частей второго элемента, особенно в том случае, если их концентрация является высокой и скорость движения барабанов для образования мата является высокой. После перемещения второго элемента на первый элемент третий слой, образованный на них путем пневмоукладки, предотвратит выпадение частиц полимера со сверхвысокой абсорбирующей способностью, имеющихся во втором элементе. Несмотря на то что точность положений наложенных друг на друга элементов повышается вследствие того, что первый элемент удерживается в его форме во время перемещения второго элемента на него, второй элемент должен перемещаться на открытом воздухе перед наложением его на первый элемент, и это обстоятельство приводит к снижению точности. Кроме того, во втором барабане для образования мата отсутствуют средства для предотвращения ситуации, при которой дискретные частицы хорошо абсорбирующего материала, размещенные в формах посредством пневмоукладки, закупоривают или забивают отверстия в днищах данных форм.
Гигиенические абсорбирующие изделия, такие как подгузники, часто изготавливаются с разными размерами. Когда подобные разные размеры сердцевин для «одинакового» абсорбирующего изделия должны быть получены на одном и том же устройстве, аналогичном устройству, описанному во введении, формы на барабанах для образования мата должны быть заменены. Это трудоемкая операция, которая также включает в себя складирование разных форм, не используемых для рассматриваемого размера, и которая приводит к снижению экономической эффективности технологического процесса, в особенности для малых партий изделий.
Для подобных изделий также предпочтительно иметь элементы сердцевин с большим количеством частиц полимера со сверхвысокой абсорбирующей способностью (более 50%), вмешанных в волокнистый материал. Проблема, возникающая при наличии такого большого количества частиц полимера со сверхвысокой абсорбирующей способностью в элементе сердцевины, состоит в том, что прочность элемента сердцевины снижается. Само собой разумеется, риск потерь частиц полимера со сверхвысокой абсорбирующей способностью во время образования и транспортировки подобных элементов повышается.
Вследствие вышеупомянутых рисков потери частиц полимера со сверхвысокой абсорбирующей способностью и риска повреждения образованных сердцевин во время перемещения и манипулирования ими вследствие уменьшенной прочности элемента сердцевины с высоким содержанием частиц полимера со сверхвысокой абсорбирующей способностью оборудование для образования подобных сердцевин, такое как барабаны для образования мата, расположено в линии для изготовления гигиенического изделия так, что перемещение элемента сердцевины, образованного на барабанах, между формированием и дальнейшей обработкой сердцевины является очень коротким. Поскольку барабаны для образования мата являются большими компонентами, было бы предпочтительно, если можно было бы разместить данные компоненты на некотором расстоянии от других компонентов в технологической линии так, чтобы имеющееся пространство можно было использовать как можно более эффективно.
Задачей настоящего изобретения применительно к устройству согласно введению является повышение точности перемещения элемента сердцевины на другой элемент, предотвращение ситуации, при которой размещенные посредством пневмоукладки дискретные частицы хорошо абсорбирующего материала повреждают и/или засоряют формы, и предотвращение избыточных потерь дискретных частиц хорошо абсорбирующего материала из образованных элементов сердцевин. Кроме того, задача настоящего изобретения заключается в снижении необходимости замены форм при необходимости изготовления одного и того же изделия с разными размерами. Задачей настоящего изобретения также является обеспечение возможности использования высокой концентрации частиц полимера со сверхвысокой абсорбирующей способностью в элементах сердцевин и упрочнение образуемых сердцевин так, чтобы их можно было транспортировать без риска потери частиц полимера со сверхвысокой абсорбирующей способностью или повреждения вследствие транспортировки. Кроме того, задача настоящего изобретения состоит в осуществлении этого без существенного увеличения пространства, требуемого для устройства в производственной линии для изготовления гигиенических абсорбирующих изделий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Данные задачи решаются посредством устройства для образования получаемых пневмоукладкой абсорбирующих сердцевин, содержащего первый и второй барабаны для образования мата, при этом каждый из барабанов для образования мата имеет, по меньшей мере, одну форму вдоль их периферийной поверхности, средства пневмоукладки, предназначенные для подачи захваченного воздухом волокнистого материала в формы на каждом барабане для образования мата, всасывающие средства, обеспечивающие удерживание образованных элементов сердцевин в соответствующих формах во время части траектории форм на соответствующем барабане для образования мата, и средства для наложения элемента сердцевины на первом барабане для образования мата и элемента сердцевины на втором барабане для образования мата друг на друга, отличающегося средствами для наложения первого и второго холстов покровного материала на периферийную поверхность соответственно первого и второго барабанов для образования мата, при этом всасывающие средства внутри соответствующего барабана для образования мата будут притягивать материал в холсте для обеспечения его прилегания к днищу формы, проходящей мимо указанных всасывающих средств, средствами для подачи третьего холста покровного материала, предусмотренного со связующим веществом на, по меньшей мере, одной его стороне, в зазор между первым и вторым барабанами для образования мата, средствами, образующими клейкое покрытие на, по меньшей мере, одной стороне третьего холста, при этом барабаны для образования мата расположены так, что образованные элементы сердцевин на соответствующих первом и втором барабанах для образования мата будут прилегать к третьему холсту при проходе через зазор между первым и вторым барабанами для образования мата, в результате чего получаемые пневмоукладкой элементы сердцевин будут, по меньшей мере частично, заключены в покровный материал.
В предпочтительном варианте осуществления предусмотрены средства для сдавливания вместе участков трех холстов, расположенных снаружи контура элемента сердцевины, состоящего из первого и второго элементов сердцевин, после прохода через зазор. Могут быть предусмотрены средства для пропускания комплекта, состоящего из наложенных друг на друга первого и второго элементов сердцевины, промежуточного третьего холста и первого и второго холстов, через два ролика после прохода через зазор между первым и вторым барабанами для образования мата. Указанные ролики предпочтительно являются профилированными и расположены в зоне между первым и вторым барабанами для образования мата рядом с зазором между барабанами.
В альтернативном варианте предусмотрены средства для перемещения одного из первого и второго холстов с одного из первого и второго барабанов для образования мата на другой после прохода через зазор между указанными барабанами и предусмотрены средства для перемещения комплекта, состоящего из трех холстов и наложенных друг на друга элементов сердцевины, перемещаемых вместе на первом или втором барабане для образования мата, к сжимающему устройству.
По меньшей мере средства пневмоукладки, взаимодействующие со вторым барабаном для образования мата, могут содержать средства для подачи смеси захваченного воздухом, волокнистого материала и дискретных частиц хорошо абсорбирующего материала.
Формы барабанов для образования мата могут иметь разные размеры, по меньшей мере, в направлении вдоль окружности барабанов для образования мата, и формы на первом барабане для образования мата могут быть больше форм на втором барабане для образования мата.
Изобретение также относится к способу образования получаемых пневмоукладкой, абсорбирующих сердцевин, включающему в себя следующие операции: образование первого и второго элементов сердцевины посредством пневмоукладки захваченного воздухом, волокнистого материала в формы на первом и втором барабанах для образования мата, при этом каждый из указанных барабанов для образования мата имеет, по меньшей мере, одну форму вдоль их периферийной поверхности, наложение элемента сердцевины на первом барабане для образования мата и элемента сердцевины на втором барабане для образования мата друг на друга, отличающемуся наложением первого и второго холстов покровного материала на периферийную поверхность соответственно первого и второго барабанов для образования мата перед пневмоукладкой смеси захваченного воздухом волокнистого материала и, опционально, дискретных частиц хорошо абсорбирующего материала в форму, пропусканием третьего холста покровного материала, покрытого с по меньшей мере одной стороны клейким покрытием, через зазор между первым и вторым барабанами для образования мата, размещением барабанов для образования мата таким образом, чтобы образованные элементы сердцевин на соответствующих первом и втором барабанах для образования мата прилегали к третьему холсту при проходе через зазор между первым и вторым барабанами для образования мата, в результате чего получаемые пневмоукладкой элементы сердцевин будут по меньшей мере частично заключены в покровный материал.
В предпочтительном варианте осуществления предусмотрены средства для сдавливания вместе участков трех холстов, расположенных снаружи контура элемента сердцевины, состоящего из первого и второго элементов сердцевин. В одном альтернативном варианте предусмотрены средства для пропускания комплекта, состоящего из наложенных друг на друга первого и второго элементов сердцевины, промежуточного третьего холста и первого и второго холстов, через два ролика после прохода через зазор между первым и вторым барабанами для образования мата, в результате чего обеспечивается извлечение элементов сердцевин из соответствующей им формы сразу же после прохода через зазор. Предпочтительно предусмотрены профилированные ролики, и они расположены в зоне между первым и вторым барабанами для образования мата рядом с зазором между барабанами.
В другом альтернативном варианте один из первого и второго холстов с одного из первого и второго барабанов для образования мата перемещают на другой после прохода через зазор между указанными барабанами, и комплект, состоящий из трех холстов и наложенных друг на друга элементов сердцевины, перемещаемых вместе на первом или втором барабане для образования мата, перемещают к сжимающему устройству.
Формы барабанов для образования мата могут быть выполнены с разными размерами по меньшей мере в направлении вдоль окружности барабанов для образования мата, и формы на первом барабане для образования мата могут быть выполнены с большим размером, чем формы на втором барабане для образования мата. Смесь захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала может быть подана в формы как первого, так и второго барабана для образования мата, и нетканый материал предпочтительно выбирают в качестве материала для трех холстов покровного материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение теперь будет описано со ссылкой на приложенные фигуры, из которых:
фиг.1 схематически показывает вид сбоку устройства для образования получаемых пневмоукладкой абсорбирующих сердцевин в соответствии с предпочтительным вариантом осуществления изобретения, и
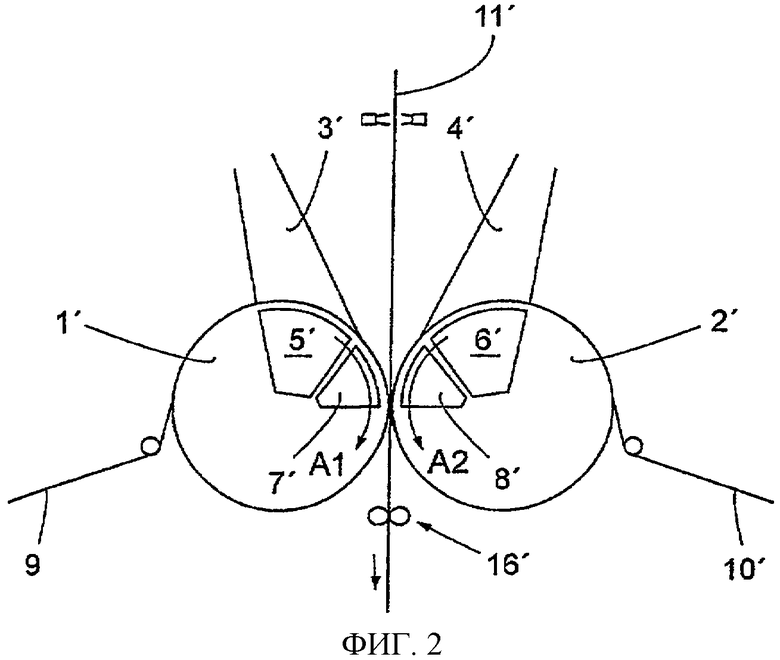
фиг.2 схематически показывает аналогичный фиг.1 вид второго варианта осуществления.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг.1 схематически раскрыт первый предпочтительный вариант осуществления устройства для образования получаемых пневмоукладкой абсорбирующих сердцевин. Устройство включает в себя два формообразующих барабана или барабана для образования мата, а именно первый барабан 1 и второй барабан 2, каждый из которых имеет ряд форм на его периферийной поверхности. Днище формы или сетка может быть образовано(-а) из проволочной сетки или из перфорированного стального листа. Формообразующая камера или колпак 3, 4 взаимодействует с периферийными поверхностями двух барабанов 1, 2 для образования мата. Напротив колпака 3 первого барабана для образования мата внутри барабана 1 расположена всасывающая камера 5, предназначенная для всасывания захваченной воздухом целлюлозы или смеси целлюлозы и частиц полимера со сверхвысокой абсорбирующий способностью в форму, проходящую между колпаком 3 и камерой 5. Аналогичным образом всасывающая камера 6, взаимодействующая с колпаком 4 второго барабана 2 для образования мата, расположена внутри барабана 2. Устройство также содержит дробилку, например молотковую дробилку, для разделения целлюлозы на волокна, трубы, используемые для перемещения волокон или волокон/полимера со сверхвысокой абсорбирующей способностью, и вентилятор для перемещения волокон или волокон/полимера со сверхвысокой абсорбирующей способностью в соответствующий колпак 3, 4. Данные компоненты являются обычными и хорошо известны специалистам в данной области техники и не будут описаны дополнительно. Для понимания настоящего изобретения достаточно сказать, что однородная смесь захваченных воздухом волокон и возможных частиц полимера со сверхвысокой абсорбирующей способностью имеется в колпаках при использовании устройства. Как указано выше, каждый колпак 3, 4 взаимодействует с отдельной всасывающей камерой, обозначенной соответственно 5, 6, которая является стационарной и расположена во внутреннем пространстве соответствующего барабана для образования мата. Когда формы на периферийной поверхности каждого барабана проходят между колпаком и взаимодействующей с ним всасывающей камерой во время вращения барабана, захваченный воздухом материал в колпаке будет всасываться в форму и осаждаться в ней. В барабанах 1, 2 для образования мата соответственно имеются всасывающие камеры 7 и 8, предназначенные для удерживания элементов сердцевин, образованных в формах, в соответствующей им форме и для сохранения конфигурации образованных элементов сердцевин.
Холст 9, 10 покровного материала, например нетканого материала, накладывают на периферийную поверхность каждого барабана 1, 2 для образования мата до соответствующего колпака 3, 4, если смотреть в направлении вращения соответствующего барабана 1, 2 для образования мата, которое проиллюстрировано стрелками A1, A2. Когда такой холст проходит над соответствующей всасывающей камерой 5, 6, всасывающие силы обеспечат втягивание холста в форму с обеспечением его прилегания к днищу формы.
Барабаны 1, 2 для образования мата расположены рядом, при этом размер зазора между ними составляет, по меньшей мере, 6 мм. Термин «зазор» обозначает место, в котором периферии барабанов 1, 2 расположены ближе всего друг к другу.
Обеспечивают проход третьего холста 11 покровного материала через зазор между барабанами 1, 2. Данный холст с помощью соответствующих средств, например клеенаносящих устройств, схематически показанных на фиг.1, покрывают клейким покрытием с одной или обеих сторон. Клей предпочтительно распыляют на холст на всей его поверхности так, чтобы было покрыто менее 10% площади поверхности холста.
Само собой разумеется, также можно наносить связующее вещество другими способами, например, холст может быть предварительно покрыт клеем, который активируют посредством воды, или клеем, который является нелипким при температуре внутри помещения и активируется под действием тепла.
В устройстве согласно фиг.1 второй элемент сердцевины, образованный на втором барабане 2 для образования мата, перемещается вместе со вторым холстом 10 на первый элемент сердцевины, образованный на первом барабане 1 для образования мата, и удерживается на нем посредством данного холста, как будет подробно описано ниже, до тех пор пока композиционная сердцевина, содержащая наложенные друг на друга первый и второй элементы сердцевины, не будет подана в сжимающее устройство 12, состоящее из двух роликов 14, 15, взаимодействующих с передаточным валиком 13.
После сжатия композиционная сердцевина проходит через режущее устройство 16 и затем перемещается к ускоряющему устройству 17 перед подачей ее на линию для изготовления абсорбирующих изделий, частью которой является устройство в соответствии с изобретением.
Далее будет описан способ использования устройства, проиллюстрированного на фиг.1.
Когда барабан 1 для образования мата вращается в направлении стрелок А1, формы на нем последовательно проходят между колпаком 3 и всасывающей камерой 5. Колпак 3 предпочтительно обеспечивает подачу смеси целлюлозных волокон и частиц полимера со сверхвысокой абсорбирующей способностью, которая всасывается в формы на первом барабане для образования мата посредством всасывающих сил и осаждается в нем. Таким образом, первый элемент сердцевины образуется в указанных формах. Когда барабан 2 для образования мата вращается в направлении А2, формы на нем последовательно проходят между колпаком 4 и всасывающей камерой 6. Во время данного прохода смесь целлюлозных волокон и частиц полимера со сверхвысокой абсорбирующей способностью посредством пневмоукладки размещается в формах на втором барабане 2. Слой целлюлозы и частиц полимера со сверхвысокой абсорбирующей способностью имеет толщину 5 мм. Концентрация частиц полимера со сверхвысокой абсорбирующей способностью в данном слое составляет приблизительно 50-70 весовых процентов и выше, чем в первых элементах сердцевин, образованных путем пневмоукладки на первом барабане 1 для образования мата, в которых концентрация частиц полимера со сверхвысокой абсорбирующей способностью составляет приблизительно 10-30 весовых процентов. Слои нетканых материалов 9, 10, наиболее близкие к днищам форм на первом и втором барабанах, выполняют функцию предотвращения закупоривания и засорения частицами полимера со сверхвысокой абсорбирующей способностью отверстий в днище формы, что вызвало бы неравномерное распределение воздуха, приводящее к неравномерному распределению материала, подвергаемого пневмоукладке, и предотвращения повреждения данного днища. Неожиданно оказалось, что частицы полимера со сверхвысокой абсорбирующей способностью в смеси целлюлозных волокон и частиц полимера со сверхвысокой абсорбирующей способностью могут вызвать износ материала в днищах форм. Данные холсты также служат для предотвращения выпадения частиц полимера со сверхвысокой абсорбирующей способностью из элемента сердцевины, образованного в соответствующей форме, после извлечения первого и второго элементов сердцевины из их форм, во время перемещения композиционной сердцевины от барабана 1 к сжимающему устройству 12.
Формы на барабанах 1, 2 имеют меньшую глубину по сравнению с толщиной элементов сердцевин, образованных в них. После образования элементов сердцевин посредством пневмоукладки в соответствующих формах элементы сердцевин удерживаются в соответствующей им форме посредством всасывающих камер, обозначенных соответственно 7 и 8, до тех пор пока они не достигнут зазора между барабанами 1, 2 для образования мата.
Зазор предпочтительно выполнен с такими размерами, что наружные стороны элементов сердцевины, то есть их стороны, удаленные от соответствующего днища формы, будут прилегать друг к другу в зазоре. Другими словами, зазор образует место соединения для двух элементов сердцевины, в котором они соединяются. Зазор предпочтительно выполнен с такими размерами, что обычно части элементов сердцевин, перекрывающие друг друга, немного сжимаются (сдавливаются) в месте соединения. Всасывающие камеры 7, 8 в соответствующем барабане 1, 2 для образования мата заканчиваются в месте соединения. В зазоре холст 10 «оставляет» барабан 2 для образования мата и накладывается на периферийную поверхность барабана 1 для образования мата поверх элементов сердцевин, перемещающихся на данной поверхности. Когда холст 10 оставляет формы на барабане 2 для образования мата, он также вытягивает элемент сердцевины, образованный в форме, вместе с ним и тем самым служит опорой данному элементу сердцевины во время перемещения от барабана 2 для образования мата к барабану 1 для образования мата. Благодаря конструкции зазора и «переполнению» форм все перекрывающиеся места элемента сердцевины на одном из барабанов 1, 2 будут в зазоре входить в контакт с наружной стороной элемента сердцевины на другом барабане, пока он еще удерживается в его форме и до тех пор, пока он не будет затем наложен на элемент сердцевины на другом барабане. Таким образом, осуществляется в высшей степени регулируемое и точное наложение элементов сердцевин друг на друга.
Вследствие высокого содержания частиц полимера со сверхвысокой абсорбирующей способностью существует риск того, что прочность элементов сердцевин, образованных в формах на втором барабане 2 для образования мата, не будет достаточно высокой для обеспечения их целостности во время непрерывной транспортировки и манипулирования. Однако в устройстве, описанном со ссылкой на фиг.1, элементы сердцевин на втором барабане для образования мата упрочняются посредством прикрепления их с помощью клея к третьему холсту 11 в зазоре между барабанами 1, 2. Как очевидно из фиг.1, данный холст проходит между элементами сердцевины на соответствующих барабанах и, следовательно, будет прикрепляться с помощью клея к обоим из данных элементов сердцевины, когда они сдавливаются для прилегания друг к другу в зазоре. Таким образом, композиционная сердцевина, выходящая из зазора, имеет два наложенных друг на друга элемента сердцевины, которые оба полностью заключены между двумя слоями покровного материала, а именно тремя слоями 9, 10, 11, при этом промежуточный третий слой 11 является общим для обоих элементов сердцевины. Таким образом, упрочняются оба элемента сердцевины, образующие сердцевину.
После того как элемент сердцевины на втором барабане 2 для образования мата будет перемещен к барабану 1 на элемент сердцевины на первом барабане 1 вместе с холстами 10, 11, данные холсты 10, 11 также предотвратят выпадение частиц полимера со сверхвысокой абсорбирующей способностью из данного элемента сердцевины во время перемещения.
После этого композиционную сердцевину, состоящую из двух наложенных друг на друга элементов сердцевины, двух наружных холстов 9, 10 и промежуточного холста 11, перемещают на периферийной поверхности барабана 1 и затем перемещают к передаточному валику 13, служащему в качестве опоры для двух сжимающих роликов 14, 15, обеспечивающих двухступенчатое сжатие указанной композиционной сердцевины. Затем сжатая сердцевина перемещается к вращающемуся режущему устройству 16, в котором осуществляется отрезка отдельных сердцевин от композиционного (составного) комплекта, состоящего из ряда композиционных сердцевин, удерживаемых вместе посредством трех холстов 9, 10, 11, и отдельные сердцевины перемещаются к ускоряющему устройству 17, которое подает отдельные сердцевины к другим компонентам в линии для изготовления одноразовых гигиенических абсорбирующих изделий, например подает сердцевины на холст не проницаемого для жидкостей материала, образующего один из наружных покрывающих листов подобного изделия.
Как указано выше, каждый из наложенных друг на друга элементов сердцевин, выходящих из зазора между барабанами 1, 2 для образования мата, заключен в «оболочку» из двух холстов нетканого материала, соответственно холстов 9, 11 и 10, 11. Это означает, что необязательно, чтобы передняя часть элемента сердцевины на одном из барабанов опиралась на часть элемента сердцевины на другом барабане; достаточно того, чтобы передняя часть удерживалась между указанными двумя холстами, которые, в свою очередь, обеспечивают надежное направление во время перемещения одного элемента сердцевины на одном барабане на периферийную поверхность другого барабана.
Таким образом, посредством устройства, описанного выше, можно получить сердцевину, состоящую из двух элементов сердцевины, точно наложенных друг на друга и перекрывающих друг друга. Само собой разумеется, также существует возможность получения сердцевины, в которой наложенные друг на друга элементы сердцевины не перекрывают друг друга. Подобное устройство обеспечивает возможность получения сердцевин, имеющих разные размеры, посредством варьирования перекрытия между элементами сердцевины.
Само собой разумеется, подобное устройство должно иметь средства для регулирования образующегося перекрытия между элементами сердцевины, то есть средства для изменения синхронизации барабанов для образования мата, с целью регулирования момента времени, в который передний край формы на одном из барабанов для образования мата будет проходить через зазор, относительно того момента, когда передний край формы на другом барабане для образования мата будет проходить через зазор. Легким способом регулирования перекрытия является варьирование начала вращения барабанов для образования мата так, чтобы один из барабанов для образования мата начинал вращаться раньше, чем другой. Само собой разумеется, другим способом является задание вручную углового смещения одного барабана относительно другого.
Устройство в соответствии с показанным вариантом осуществления обеспечивает возможность изготовления абсорбирующих сердцевин с очень высокой производительностью, составляющей даже больше 600 сердцевин в минуту.
На фиг.2 схематически показан второй вариант осуществления устройства. Данный вариант осуществления отличается от варианта осуществления, описанного со ссылкой на фиг.1, главным образом тем, что наложенные друг на друга элементы сердцевин вытягиваются из соответствующих им форм сразу после прохода через зазор между двумя барабанами для образования мата. Компонентам в устройстве во втором варианте осуществления, которые аналогичны компонентам в устройстве по фиг.1, даны те же ссылочные позиции с добавлением знака штриха.
Как очевидно из фиг.2, два ролика 18 имеются между барабанами 1', 2' для образования мата непосредственно под зазором между данными двумя барабанами. Холсты 9', 10', 11' и ряд наложенных друг на друга элементов сердцевин, удерживаемых между холстами 9', 10' и прикрепленных к промежуточному холсту 11', проходят через данную пару роликов 18. Два ролика 18 служат для обеспечения надежного скрепления участков холстов 9', 10', 11', простирающихся снаружи контура наложенных друг на друга элементов сердцевин, вместе посредством поджима холстов 9', 10' к клейкому покрытию на противоположных сторонах холста 11'. Ролики могут быть профилированными с тем, чтобы они не сжимали элементы сердцевин до того, как «оболочка», образуемая холстами, не будет герметично скреплена посредством крепления холстов друг к другу с помощью клея. Таким образом, создается ряд следующих друг за другом композиционных сердцевин, которые полностью и герметично заключены в оболочки (закрыты), при этом ряд композиционных сердцевин удерживается вместе посредством промежуточного холста (рулонного материала). Благодаря такой конструкции композиционные сердцевины можно транспортировать так, как желательно, без риска повреждения элементов сердцевин или риска выпадения частиц полимера со сверхвысокой абсорбирующей способностью. Таким образом, устройство в соответствии со вторым вариантом осуществления может быть расположено в любом месте в линии для изготовления гигиенических абсорбирующих изделий и обеспечивает возможность оптимального использования имеющегося пространства в такой линии.
Способ образования композиционных сердцевин с элементами сердцевин, имеющими высокое содержание полимера со сверхвысокой абсорбирующей способностью в соответствии с настоящим изобретением и используемое устройство обеспечивают много преимуществ по сравнению с известными способами и устройствами. За счет того что имеется полностью заключенная в «оболочку» композиционная сердцевина, выходящая из зазора между двумя барабанами для образования мата, значительно уменьшается риск потери частиц полимера со сверхвысокой абсорбирующей способностью. Холсты, используемые для закрытия [«инкапсуляции»] и перемещения образованных композиционных сердцевин, также используются для вытягивания сердцевин из соответствующих форм, что делает ненужными воздуходувные устройства, широко используемые для этого, и холсты, наложенные на днища форм, также защищают формы от засорения и повреждения. Промежуточный холст обеспечивает упрочнение элементов сердцевин и снижение риска просачивания клея во время сжатия, поскольку клей нанесен не прямо на один из наружных холстов, а на промежуточный холст. Подобное просачивание отрицательно влияет на функционирование сжимающего устройства. Как очевидно из второго варианта осуществления, два барабана для образования мата могут быть расположены в любом месте относительно других компонентов в линии для изготовления гигиенических абсорбирующих изделий.
Само собой разумеется, устройства в соответствии с описанными вариантами осуществления могут быть модифицированы в некоторых отношениях, не выходя за пределы объема изобретения. Размеры элементов сердцевин могут отличаться от описанных. Может быть использован покровный материал других типов, отличающийся от нетканого, и элемент сердцевины на первом барабане для образования мата необязательно должен содержать частицы полимера со сверхвысокой абсорбирующей способностью. Более одного устройства для пневмоукладки может взаимодействовать с каждым барабаном для образования мата. Разные волокна могут быть использованы в разных устройствах для пневмоукладки, и режущее устройство и ускоряющее устройство, предназначенное для подачи полученных сердцевин к технологической линии для изготовления абсорбирующих изделий, могут представлять собой любой тип подобного оборудования, используемого в такой технологической линии. Следовательно, изобретение должно быть ограничено только формулировкой приложенных пунктов формулы изобретения.

Группа изобретений относится к медицине. В соответствии с изобретением предусмотрены средства для наложения первого и второго холстов покровного материала на периферийную поверхность соответственно первого и второго барабанов для образования мата, для подачи третьего холста покровного материала в зазор между первым и вторым барабанами для образования мата, для нанесения клейкого покрытия на обе стороны третьего холста, при этом барабаны для образования мата расположены так, что образованные элементы сердцевин на соответствующих первом и втором барабанах для образования мата будут прилегать к третьему холсту при проходе через зазор между первым и вторым барабанами для образования мата, и средства для сдавливания вместе участков трех холстов, расположенных снаружи контура элемента сердцевины, в которых удерживаются первый и второй элементы сердцевины, в результате чего получаемые пневмоукладкой элементы сердцевин будут, по меньшей мере частично, заключены в покровный материал. Изобретение также относится к способу образования получаемых пневмоукладкой поглощающих сердцевин. Группа изобретений позволяет повысить точность перемещения элемента сердцевины на другой элемент. 2 н. и 13 з.п. ф-лы, 2 ил.
1. Устройство для формирования получаемых пневмоукладкой, абсорбирующих сердцевин абсорбирующих гигиенических изделий, содержащее первый и второй барабаны (1, 2) для образования мата, при этом каждый из барабанов для образования мата имеет, по меньшей мере, одну форму вдоль их периферийной поверхности, средства (3, 5 и 4, 6) пневмоукладки, предназначенные для подачи захваченного воздухом волокнистого материала в формы на каждом барабане для образования мата, всасывающие средства (7, 8), обеспечивающие удерживание образованных элементов сердцевин в соответствующих формах во время части траектории форм на соответствующем барабане для образования мата, и средства для наложения элемента сердцевины на первом барабане для образования мата и элемента сердцевины на втором барабане для образования мата друг на друга, отличающееся тем, что предусмотрены средства для наложения первого и второго холстов (9, 10) покровного материала на периферийную поверхность соответственно первого и второго барабанов (1, 2) для образования мата, при этом всасывающие средства (5, 6) внутри соответствующего барабана для образования мата выполнены с возможностью притягивания материала в холсте для обеспечения его прилегания к днищу формы, проходящей мимо указанных всасывающих средств, средства для подачи третьего холста (11) покровного материала, снабженного связующим веществом на, по меньшей мере, одной его стороне, в зазор между первым и вторым барабанами для образования мата, и средства, образующие клейкое покрытие на, по меньшей мере, одной стороне третьего холста, при этом барабаны (1, 2) для образования мата расположены с возможностью прилегания образованных элементов сердцевин на соответствующих первом и втором барабанах для образования мата к третьему холсту (11) при проходе через зазор между первым и вторым барабанами для образования мата, в результате чего получаемые пневмоукладкой элементы сердцевин будут, по меньшей мере, частично заключенными в покровный материал.
2. Устройство по п.1, в котором предусмотрены средства (13, 14; 18) для сдавливания вместе участков трех холстов (9, 10, 11; 9', 10', 11'), расположенных снаружи контура элемента сердцевины, состоящего из первого и второго элементов сердцевин, после прохода через зазор.
3. Устройство по п.2, в котором предусмотрены средства для пропускания комплекта, состоящего из наложенных друг на друга первого и второго элементов сердцевины, третьего холста (11') и первого и второго холстов (9', 10'), через два ролика (18) после прохода через зазор между первым и вторым барабанами (1', 2') для образования мата.
4. Устройство по п.3, в котором указанные ролики (18) являются профилированными и расположены в зоне между первым и вторым барабанами (1', 2') для образования мата рядом с зазором между барабанами.
5. Устройство по п.2, в котором предусмотрены средства для перемещения одного из первого и второго холстов (9, 10) с одного из первого и второго барабанов (1,2) для образования мата на другой после прохода через зазор между указанными барабанами.
6. Устройство по п.5, в котором предусмотрены средства (13) для перемещения комплекта, состоящего из трех холстов (9, 10, 11) и наложенных друг на друга элементов сердцевины, перемещаемых вместе на первом или втором барабане (1, 2) для образования мата, к сжимающему устройству (12).
7. Устройство по любому из пп.1-6, в котором, по меньшей мере, средства (4, 6) пневмоукладки, взаимодействующие со вторым барабаном (2) для образования мата, содержат средства для подачи смеси захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала.
8. Устройство по п.1, в котором формы барабанов (1, 2) для образования мата имеют разные размеры, по меньшей мере, в направлении вдоль окружности барабанов для образования мата, и формы на первом барабане для образования мата больше форм на втором барабане для образования мата.
9. Способ образования получаемых пневмоукладкой абсорбирующих сердцевин абсорбирующих гигиенических изделий, включающий в себя следующие операции: образование первого и второго элементов сердцевины посредством пневмоукладки захваченного воздухом волокнистого материала в формы на первом и втором барабанах (1,2) для образования мата, при этом каждый из указанных барабанов для образования мата имеет, по меньшей мере, одну форму вдоль их периферийной поверхности, наложение элемента сердцевины на первом барабане для образования мата и элемента сердцевины на втором барабане для образования мата друг на друга, отличающийся тем, что включает наложение первого и второго холстов (9, 10) покровного материала на периферийную поверхность соответственно первого и второго барабанов (1, 2) для образования мата перед пневмоукладкой захваченного воздухом волокнистого материала или смеси из захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала в по меньшей мере одну форму в первом барабане для образования мата и перед пневмоукладкой смеси из захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала в по меньшей мере одну форму во втором барабане для образования мата, пропусканием третьего холста (11) покровного материала, покрытого с, по меньшей мере, одной стороны клейким покрытием, через зазор между первым и вторым барабанами (1, 2) для образования мата, размещение барабанов для образования мата таким образом, чтобы образованные элементы сердцевин на соответствующих первом и втором барабанах (1, 2) для образования мата прилегали к третьему холсту (11) при проходе через зазор между первым и вторым барабанами для образования мата, и в результате получаемые пневмоукладкой элементы сердцевин были, по меньшей мере частично, заключены в покровный материал.
10. Способ по п.9, в котором предусмотрены средства для сдавливания вместе участков трех холстов (9, 10, 11), расположенных снаружи контура элемента сердцевины, состоящего из первого и второго элементов сердцевин.
11. Способ по п.10, в котором предусмотрены средства для пропускания комплекта, состоящего из наложенных друг на друга первого и второго элементов сердцевины, третьего холста (11') и первого и второго холстов (9', 10'), через два ролика (18) после прохода через зазор между первым и вторым барабанами (1', 2') для образования мата, в результате чего обеспечивается извлечение элементов сердцевин из соответствующей им формы сразу же после прохода через зазор.
12. Способ по п.11, в котором профилированные ролики (18) предусмотрены и расположены в зоне между первым и вторым барабанами (1', 2') для образования мата рядом с зазором между барабанами.
13. Способ по п.10, в котором один из первого и второго холстов (9, 10) с одного из первого и второго барабанов (1, 2) для образования мата перемещают на другой после прохода через зазор между указанными барабанами.
14. Способ по п.13, в котором комплект, состоящий из трех холстов (9, 10, 11) и наложенных друг на друга элементов сердцевины, перемещаемых вместе на первом или втором барабане (1, 2) для образования мата, перемещают к сжимающему устройству (12).
15. Способ по п.9, в котором формы барабанов (1,2) для образования мата выполнены с разными размерами, по меньшей мере, в направлении вдоль окружности барабанов для образования мата, и формы на первом барабане (1) для образования мата выполнены с большим размером, чем формы на втором барабане (2) для образования мата.
16. Способ по любому из пп.9-15, в котором смесь захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала подают в формы как первого, так и второго барабана (1, 2) для образования мата, и нетканый материал выбирают в качестве материала для трех холстов (9, 10, 11) покровного материала.
| Компрессионно-эжекторная холодильная машина | 1980 |
|
SU958801A1 |
| DE 4335919, 27.04.1995 | |||
| DE 19823954, 09.12.1999 | |||
| СПОСОБ ФОРМИРОВАНИЯ ВОЗДУХОУКЛАДЫВАЕМЫХ АБСОРБИРУЮЩИХ СЕРДЦЕВИН ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2227001C2 |

