ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству для образования получаемых пневмоукладкой абсорбирующих сердцевин, содержащему первый и второй барабаны для образования мата, при этом каждый из барабанов для образования мата имеет, по меньшей мере, одну форму вдоль их периферийной поверхности, средства пневмоукладки, предназначенные для подачи захваченного воздухом волокнистого материала в формы на каждом барабане для образования мата, всасывающие средства, обеспечивающие удерживание образованных элементов сердцевин в соответствующих формах во время части траектории перемещения форм на соответствующем барабане для образования мата, и средства для наложения элемента сердцевины на первом барабане для образования мата и элемента сердцевины на втором барабане для образования мата друг на друга, и к способу, в котором используется подобное устройство.
УРОВЕНЬ ТЕХНИКИ
Устройства описанного выше типа используются для изготовления многослойных абсорбирующих сердцевин, по меньшей мере одного из слоев, содержащих дискретные частицы материала с высокой абсорбирующей способностью, предпочтительно так называемого суперабсорбента (SAP), которые могут абсорбировать жидкость в количестве, в несколько раз превышающем их собственную массу. Волокна в слоях предпочтительно являются целлюлозными и образованы посредством разделения целлюлозы на волокна. Кроме того, могут быть добавлены волокна других типов. Волокна в разных слоях могут быть одинаковыми или разными.
Устройства, согласно настоящему изобретению, должны быть расположены в производственной линии для производства абсорбирующих изделий, таких как одноразовые подгузники, гигиенические прокладки, приспособления защиты от недержания и аналогичные гигиенические изделия. Поэтому важно, чтобы такие устройства не занимали много пространства, особенно в направлении длины такой производственной линии. В настоящее время, производительность такой производственной линии является высокой, приблизительно 600 основ в минуту, и настоящее изобретение ставит своей целью обеспечить еще более высокие производительности. При подобных высоких скоростях центробежные силы, действующие на дискретные частицы хорошо абсорбирующего материала в образованных элементах сердцевин, являются довольно высокими, и существует проблема предотвращения выпадения данных частиц из подобных элементов сердцевин. Помимо экономических последствий, связанных с потерями относительно дорогого материала в виде частиц, существует риск того, что потерянные частицы упадут на компоненты или оборудование в производственной линии и окажут отрицательное влияние на их функции, а также на окружающую среду. Следовательно, необходимо тем или иным образом «позаботиться» о потерянных частицах. Следовательно, существует необходимость сохранения подобных потерь на возможно более низком уровне.
Другая проблема заключается в обеспечении того, чтобы элементы сердцевин, образуемые на соответствующем предназначенном для образования мата барабане устройства описанного во введении типа, были наложены друг на друга с обеспечением их заданного взаимного расположения. Если, например, передние края наложенных друг на друга элементов сердцевин должны быть выровнены относительно друг друга, неправильное относительное расположение будет визуально очень заметным и также отрицательно повлияет на функционирование изготовленного изделия. Например, если изготовленное изделие содержит отверстия или тому подобное в наложенных друг на друга сердцевинах, которые должны совпадать или должны быть расположены относительно друг друга определенным образом при положении элементов сердцевин, когда они наложены друг на друга, неправильное относительное расположение данных отверстий отрицательно повлияет на функционирование изготовленного изделия.
Дополнительная проблема, связанная с устройством согласно введению, состоит в том, что существует риск того, что дискретные частицы хорошо абсорбирующего материала, уложенные посредством пневмоукладки на форму, вызовут повреждение формы или засорение, или закупоривание некоторых из отверстий в форме. Подобное закупоривание или засорение приводит к неравномерному распределению материала при пневмоукладке его в форме и, следовательно, отрицательно повлияет на абсорбирующие свойства изготовленного изделия.
В документе ЕР-В1-0958801 показано устройство, в котором холст бумаги тиссью наматывается на барабан для образования мата и притягивается к стенкам форм на периферийной поверхности барабана. После этого слой дискретных частиц хорошо абсорбирующего материала образуется посредством пневмоукладки в форме, и захваченные воздухом волокна втягиваются в данный слой дискретных частиц для смешивания с дискретными частицами хорошо абсорбирующего материала. На фиг.3 данного документа раскрыто подобное устройство, имеющее два барабана для образования мата. Полученные пневмоукладкой элементы подаются с каждого барабана для образования мата, будучи присоединенными к холстам тонкого материала, и затем два холста тонкого материала вместе с присоединенными элементами накладываются друг на друга. Элементы, присоединенные к холстам, перемещаются на довольно большое расстояние без всасывающих средств, воздействующих на элементы, находящиеся на холстах, и существует большой риск того, что частицы выпадут из элементов во время данного перемещения. Кроме того, представляется, что при такой конструкции трудно добиться высокой точности относительного расположения элементов, присоединенных к холстам при их наложении друг на друга.
В документе ЕР-В1-1082081 раскрыто устройство согласно ограничительной части пункта 1 формулы изобретения. В подобном устройстве только волокнистый материал размещается посредством пневмоукладки в формах на первом барабане для образования мата для образования элемента, на который второй элемент, состоящий из смеси волокнистого материала и дискретных частиц полимера со сверхвысокой абсорбирующей способностью, перемещается со второго барабана для образования мата, пока первый элемент по-прежнему находится в соответствующей ему форме. Затем третий слой волокнистого материала размещается посредством пневмоукладки поверх композиционного материала из первых двух элементов. Во время перемещения второго элемента на первый элемент часть второго элемента всегда находится в открытом воздухе, при этом обе стороны данного элемента открыты для воздействия воздуха. Следовательно, существует большой риск того, чтобы частицы полимера со сверхвысокой абсорбирующей способностью выпадут из данных открытых для воздействия частей второго элемента, особенно в том случае, если их концентрация является высокой и скорость движения барабанов для образования мата является высокой. После перемещения второго элемента на первый элемент третий слой, образованный на них путем пневмоукладки, предотвратит выпадение частиц полимера со сверхвысокой абсорбирующей способностью, имеющихся во втором элементе. Несмотря на то, что точность положений наложенных друг на друга элементов повышается вследствие того, что первый элемент удерживается в его форме во время перемещения второго элемента на него, второй элемент должен перемещаться на открытом воздухе перед наложением его на первый элемент, и это обстоятельство приводит к снижению точности. Кроме того, во втором барабане для образования мата отсутствуют средства для предотвращения ситуации, при которой дискретные частицы хорошо абсорбирующего материала, размещенные в формах посредством пневмоукладки, закупоривают или забивают отверстия в днищах данных форм.
Гигиенические абсорбирующие изделия, такие как подгузники, часто изготавливаются с разными размерами. Когда подобные разные размеры сердцевин для «одинакового» абсорбирующего изделия должны быть получены на одном и том же устройстве, аналогичном устройству, описанному во введении, формы на барабанах для образования мата должны быть заменены. Это трудоемкая операция, которая также включает в себя складирование разных форм, не используемых для рассматриваемого размера, и которая приводит к снижению экономической эффективности технологического процесса, в особенности для малых партий изделий.
Задачей настоящего изобретения применительно к устройству согласно введению является повышение точности перемещения элемента сердцевины на другой элемент, предотвращение ситуации, при которой размещенные посредством пневмоукладки, дискретные частицы хорошо абсорбирующего материала повреждают и/или засоряют формы, и предотвращение избыточных потерь дискретных частиц хорошо абсорбирующего материала из образованных элементов сердцевин. Кроме того, задача настоящего изобретения заключается в снижении необходимости замены форм при необходимости изготовления одного и того же изделия с разными размерами. Задачей настоящего изобретения также является обеспечение возможности использования высокой концентрации частиц полимера со сверхвысокой абсорбирующей способностью в элементах сердцевин и упрочнение образуемых сердцевин так, чтобы их можно было транспортировать без риска потери частиц полимера со сверхвысокой абсорбирующей способностью или повреждения вследствие транспортировки. Кроме того, задача настоящего изобретения состоит в осуществлении этого без существенного увеличения пространства, требуемого для устройства в производственной линии для изготовления гигиенических абсорбирующих изделий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Данные задачи решаются посредством устройства для образования получаемых пневмоукладкой, содержащего первый и второй барабаны для формирования мата, причем каждый из барабанов для формирования мата имеет ряд форм вдоль своей периферийной поверхностей, средства пневмоукладки, предназначенные для подачи захваченного воздухом волокнистого материала в формы на каждом барабане для формирования мата, всасывающие средства, обеспечивающие удерживание сформированных элементов сердцевин в соответствующих формах во время части траектории форм на соответствующем барабане для формирования мата, и средства для передачи элемента сердцевины на первом барабане для формирования мата на периферийную поверхность второго барабана для формирования мата, пока элемент сердцевины на втором барабане для формирования мата еще удерживается в своей форме, при этом устройство отличается тем, что предусмотрены средства для наложения холста покровного материала на периферийную поверхность первого барабана для формирования мата, при этом средства всасывания внутри первого барабана для формирования мата выполнены с возможностью притягивания материала в холсте для обеспечения его прилегания к днищу формы, проходящей упомянутые средства всасывания, средства для направления упомянутого холста покровного материала на периферийную поверхность второго барабана для формирования мата после прохождения зазора между первым и вторым барабаном для формирования мата, и средства для изменения синхронизации барабанов для формирования мата для управления временем, за которое передняя кромка формы на одном из барабанов для формирования мата проходит зазор относительно того, когда передняя кромка формы на другом барабане для формирования мата проходит зазор.
В предпочтительном варианте осуществления, по меньшей мере средство пневмоукладки, связанное со вторым барабаном для формирования мата, содержит средство для подвода смеси из захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала и средство для нанесения защитного слоя на днище каждой формы второго барабана для формирования мата.
Формы барабанов для формирования мата могут иметь разные размеры, по меньшей мере в круговом направлении барабанов для формирования мата, и формы на первом барабане для формирования мата предпочтительно являются большими, чем формы на втором барабане для формирования мата.
Изобретение также относится к способу формирования получаемых пневмоукладкой абсорбирующих сердцевин, включающему следующие этапы: формирование первого и второго элементов сердцевины посредством пневмоукладки захваченного воздухом волокнистого материала в формы на первом и втором барабанах для формирования мата, причем каждый из барабанов для формирования мата имеет по меньшей мере одну форму вдоль своей периферийной поверхности, и каждая форма на первом и втором барабанах для формирования мата имеет переднюю кромку и заднюю кромку, при этом способ отличается тем, что он включает наложение холста покровного материала на периферийную поверхность первого барабана для формирования мата перед пневмоукладкой захваченного воздухом волокнистого материала или смеси из захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала в по меньшей мере одну форму, перенесение упомянутого холста покровного материала на периферийную поверхность второго барабана для формирования мата после прохождения зазора между первым и вторым барабанами для формирования мата, посредством чего первый элемент сердцевины переносится вместе с холстом на периферийную поверхность второго барабана для формирования мата, управление временем, за которое передняя кромка формы на одном из барабанов для формирования мата проходит зазор относительно того, когда передняя кромка формы на другом барабане для формирования мата проходит зазор в зависимости от заданного относительного положения первого и второго элементов сердцевин на периферийной поверхности второго барабана для формирования мата, вывод элементов сердцевин со второго барабана для формирования мата в производственную линию для изготовления гигиенических абсорбирующих изделий, частью которой являются первый и второй барабаны для формирования мата.
В предпочтительном варианте осуществления передняя кромка форм на первом барабане для формирования мата проходит зазор, сформированный между первым и вторым барабанами для формирования мата раньше передней кромки форм на втором барабане для формирования мата, и задняя кромка форм на первом барабане для формирования мата проходит зазор, сформированный между первым и вторым барабанами для формирования мата, раньше задней кромки форм на втором барабане для формирования мата. При такой компоновке элементы сердцевины накладываются друг на друга.
В другом предпочтительном варианте осуществления передняя кромка и задняя кромка форм на первом барабане для формирования мата проходят зазор, сформированный между первым и вторым барабанами для формирования мата, раньше передней кромки форм на втором барабане для формирования мата.
В обоих вариантах осуществления смесь захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала предпочтительно подают к обоим, первому и второму, барабанам для формирования мата, и холст нетканого материала наносят на периферийную поверхность обоих, первого и второго, барабанов для формирования мата.
Холст покровного материала предпочтительно наносят на каждый из первого и второго барабанов для формирования мата, и адгезивное покрытие наносят по меньшей мере на один из упомянутых холстов, на его сторону, удаленную от днищ форм.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение теперь будет описано со ссылкой на приложенные фигуры, из которых:
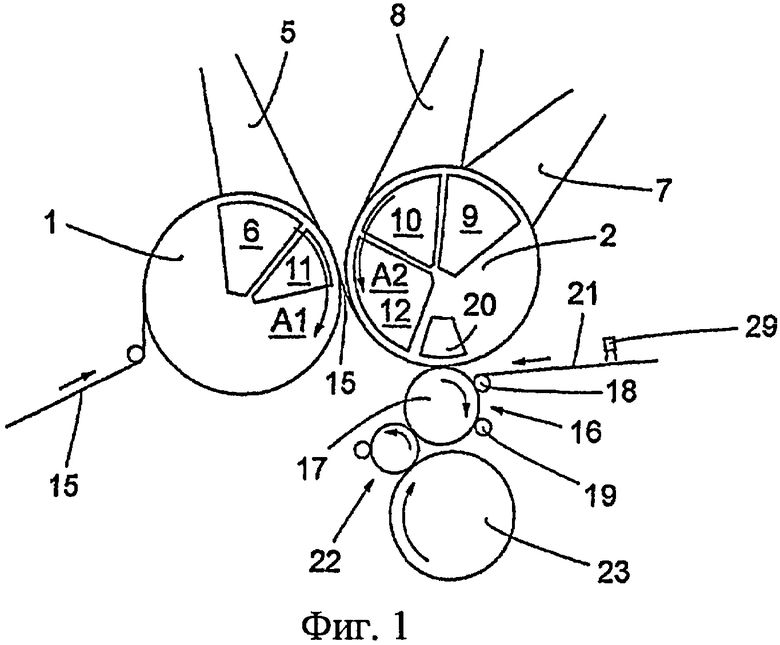
Фиг.1 схематично показывает вид сбоку устройства для образования получаемых пневмоукладкой, абсорбирующих сердцевин в соответствии с предпочтительным вариантом осуществления изобретения, и
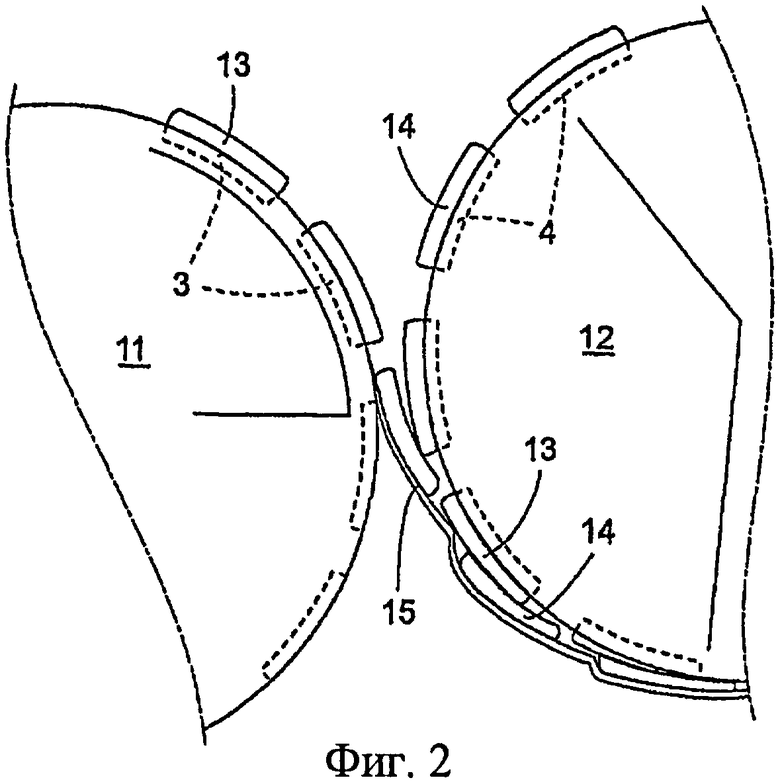
Фиг.2 схематично показывает боковое сечение части устройства согласно Фиг.1, в большем масштабе.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг.1 и 2 схематично раскрыт первый предпочтительный вариант осуществления устройства для формирования получаемых пневмоукладкой абсорбирующих сердцевин. Устройство включает в себя два барабана для формирования мата, первый барабан 1 и второй барабан 2, каждый имеет ряд форм 3 и 4 (см. фиг.2, на которой формы показаны прерывистыми линиями), соответственно, на их периферийных поверхностях. Днище формы или серка может быть сформировано из проволочного полотна или перфорированного стального листа. Напротив колпака 3 первого барабана для образования мата внутри барабана 1 расположена всасывающая камера 5, предназначенная для всасывания захваченной воздухом целлюлозы или смеси целлюлозы и частиц полимера со сверхвысокой абсорбирующей способностью (SAP) в форму, проходящую между колпаком 5 и камерой 6. Два колпака 7, 8 с взаимодействующими камерами 9, 10 всасывания связаны со вторым барабаном 2 для формирования мата. Устройство также содержит мельницу, например, молотковую мельницу для разделения на волокна волокнистой массы, трубки, используемые для переноса волокна или волокна со сверхвысокой абсорбирующей способностью, и вентилятор для переноса волокна или волокна со сверхвысокой абсорбирующей способностью к соответствующему колпаку 5, 7 и 8. Эти детали являются обычными и хорошо известными специалистам в данной области техники и не будут далее описываться. Для понимания настоящего изобретения достаточно сказать, что однородные смеси воздушных волокон и, возможно, SAP-частиц, присутствуют в колпаках 5, 7 и 8, когда устройство используется. Каждый колпак 5, 7 и 8 взаимодействует с отдельной камерой 6, 9 и 10 всасывания, соответственно, которые закреплены и расположены во внутренней части соответствующего барабана для формирования мата, то есть камера 6 всасывания расположена внутри первого барабана 1 и камеры 9, 10 всасывания расположены внутри второго барабана 2. Когда формы на периферийной поверхности каждого барабана проходят между колпаком и его взаимодействующей камерой всасывания, во время вращения барабана, захваченный воздухом материал в колпаке будет всасываться в форму и укладываться в ней. В барабанах 1, 2 для образования мата соответственно имеются всасывающие камеры 11 и 12, предназначенные для удерживания элементов сердцевин, образованных в формах, в соответствующей им форме и для сохранения конфигурации образованных элементов сердцевин.
Барабаны 1, 2 для образования мата расположены рядом, при этом размер зазора между ними составляет, по меньшей мере, 6 мм. Термин «зазор» обозначает место, в котором периферии барабанов 1, 2 расположены ближе всего друг к другу.
В устройстве, согласно фиг.1 и 2, первый элемент 13 сердцевины, (см. фиг.2) сформированный на первом барабане 1 для формирования мата, переносится на первый элемент 14 сердцевины, сформированный на втором барабане 2 для формирования мата, и удерживается на нем частично посредством всасывания, производимого камерой 12 всасывания, и частично посредством холста 15 нетканого материала, как будет подробно описано ниже, пока составная сердцевина, содержащая элементы 13, 14 сердцевины, доставляется к сжимающему устройству 16, состоящему из двух роликов 18, 19, взаимодействующих с передаточным роликом 17.
Продувочная камера 20 внутри барабана 2, в которой создается избыточное давление, выдувает элемент 14 сердцевины из его формы на передаточный ролик 17. До того как сердцевина на передаточном ролике 17 входит между первым роликом 18 сжимающего устройства 16, второй холст 21 нетканого материала или бумаги тиссью накладывается на внешнюю сторону составной сердцевины 13, 14, то есть сторону, напротив которой наложен первый холст 15.
После сжатия составная сердцевина проходит через отрезное устройство 22 и затем переносится к ускорительному устройству 23, перед тем как она поступает на линию для изготовления абсорбирующих изделий, частью которой является устройство согласно изобретению.
Как очевидно из фиг.1, холст 15 наносится на периферийную поверхность барабана 1 для формирования мата, впереди по ходу от колпака 5, если смотреть в направлении вращения барабана 1 для формирования мата, как проиллюстрировано стрелкой A1. Когда такое полотно проходит над коробкой 6 всасывания, силы всасывания будут тянуть полотно в форму в прилегание с ее нижней частью.
Теперь будет описан способ использования устройства, проиллюстрированного на фиг.1 и 2.
При вращении барабанов 1 для формирования мата в направлении стрелок A1, формы 2 сначала проходят между колпаком 5 и камерой 6 всасывания. Колпак 5 предпочтительно доставляет смесь волокон массы и SAP-частиц, которые затягиваются в формы 2 силами всасывания и осаждаются в них. Первый элемент 13 сердцевины, таким образом, формируется в формах 2. В то время как барабан 2 для формирования мата вращается в направлении А2, формы 3 сначала последовательно проходят между колпаком 7 и камерой 9. Во время этого прохождения тонкий слой чистых волокон массы укладывается пневмоукладкой в формы 3. После этого формы 3 на барабане 2 для формирования мата проходят между колпаком 8 и камерой 10 всасывания. Во время этого прохождения слой смеси волокон массы и SAP-частиц укладывается пневмоукладкой в формы 3, покрывая слой чистых волокон массы. Слой массы и SAP-частиц имеет толщину 5 мм. Концентрация SAP-частиц в этом слое выше, около 50-70 вес.%, чем в элементах 13 сердцевины, укладываемых воздухом на барабане 1 для формирования мата, в которых концентрация SAP-частиц составляет около 10-30 вес.%. Слой нетканого материала 15, ближайший к днищам форм 2, и тонкие слои чистых волокон массы, ближайшие к днищам форм 3, имеют функции предохранения SAP-частиц от закупоривания и засорения отверстий в днище формы, которые вызывают неравномерное распределение воздуха, приводящее к неравномерному распределению укладываемого пневмоукладкой материала, и от повреждения их днищ. Было неожиданно показано, что SAP-частицы в смеси волокон массы и SAP-частиц могут изнашивать материал в днищах форм. Эти слои также имеют назначение предохранения SAP-частиц от выпадения из элемента сердцевины, сформированного в соответствующей форме, во время перемещения форм на соответствующем барабане, в процессе переноса первого элемента 12 сердцевины на второй элемент 14 сердцевины и в процессе переноса составной сердцевины от барабана 2 к сжимающему устройству.
Как очевидно из фиг.2, формы 3 и 4 являются менее глубокими, чем формирующиеся в них элементы 13, 14 сердцевины соответственно. После того, как элементы 13, 14 сердцевины были сформированы пневмоукладкой в соответствующих формах 2, 3, элементы 13, 14 сердцевины удерживаются в их соответствующей форме камерами 11, 12 всасывания соответственно, пока они не достигают зазора между барабанами 1, 2 для формирования мата.
Зазор, предпочтительно, имеет такие размеры, что наружные стороны элементов 13, 14 сердцевины, то есть стороны, удаленные от центра от соответствующего днища формы, прилегают друг к другу в зазоре. Другими словами, зазор составляет «точку соединения» для двух элементов 13, 14 сердцевины, в которой они встречаются. Зазор, предпочтительно, имеет такие размеры, что, как правило, части элементов 13, 14 сердцевины накладываются друг на друга, немного сжимаясь в точке соединения. Камера 11 всасывания в первом барабане 1 для формирования мата заканчивается в точке соединения. В зазоре холст 15 покидает барабан 1 для формирования мата и накладывается на периферийную поверхность барабана 2 для формирования мата по верхней части элементов сердцевины, перемещаясь на этой поверхности. Так как холст 15 покидает формы на барабане 1 для формирования мата, он также тянет с собой элемент сердцевины, сформированный в форме и, таким образом, поддерживает этот элемент сердцевины во время переноса от барабана 1 для формирования мата к барабану 2 для формирования мата. В примере, показанном на фиг.2, часть элемента 13 сердцевины переносится так, что он перекрывает часть элемента 14 сердцевины. Когда эта часть элемента 13 сердцевины, во время непрерывного вращения барабанов 1, 2, покидает зазор, она уже не будет подвергаться силам всасывания, поддерживающим ее на барабане 1, но только силам всасывания камеры 12 всасывания на барабане 2. Эти силы всасывания будут удерживать упомянутую часть элемента 13 сердцевины в прилегании с частью элемента 14 сердцевины, который его перекрывает. Благодаря расположению зазора и «переполнению» форм 2 и 3 соответственно, все точки перекрытия элемента 13 сердцевины будут в зазоре прилегать к наружной стороне элемента 14 сердцевины, пока он еще удерживается в форме 2 и только тогда переноситься на элемент 14 сердцевины. Таким образом, достигнут чрезвычайно управляемый и точный перенос элементов 13, 14 сердцевины. Перекрытая часть элемента 13 сердцевины, таким образом, подвержена силам всасывания либо от любой камеры 11 всасывания на барабане 1, либо камеры 12 всасывания на барабане 2, в течение всего переноса.
Однако передняя часть элемента 13 сердцевины не будет подвергаться силам всасывания после прохождения зазора. Если бы эта часть элемента 13 сердцевины была бы оставлена свободной в воздухе во время переноса элемента 13 сердцевины на элемент 14 сердцевины, это бы привело к большим потерям SAP-частиц из этой части из-за центробежной и гравитационной сил. Обеспечивая холст 15 для управления траекторией передней части элемента 13 сердцевины, эта часть поддерживается во время переноса и последующего перемещения, проходящего на барабане 2. Обеспечением холста 15 делается возможным перекрывающий перенос элемента сердцевины на первом барабане для формирования мата к другому элементу сердцевины на другом барабане для формирования мата. Потери SAP-частиц из элемента 13 сердцевины, таким образом, значительно снижаются относительно операции переноса, в которой элемент сердцевины или его части перемещаются в пространстве, когда центробежная и гравитационная силы не противодействуют.
После того как элемент 13 сердцевины был перенесен на барабан 2 на элемент 14 сердцевины, холст 15 будет также предохранять SAP-частицы от выпадения из этого элемента основы во время переноса. Нужно отметить, что передняя часть каждого элемента 13 сердцевины, движущегося вместе с барабаном 2, не подвержена силам всасывания камеры 12 всасывания, а удерживается у периферийной поверхности барабана 2 только холстом 15. Полотно 15 вместе с силами всасывания камеры 12 также предотвращает потерю SAP-частиц из части элемента 13 сердцевины, перекрытой элементом 14 сердцевины, при этом задняя часть элемента 14 сердцевины не покрыта элементом 13.
Перенос составного элемента 13, 14 сердцевины на барабане 2 к передаточному ролику 17 облегчен опциональным устройством 20 продувки, продувающим воздух под давлением через днища форм 4. Сжатие в сжимающем устройстве 16 будет облегчено, если составная сердцевина заключается в покровный материал с обеих сторон во время сжатия. Для того чтобы это выполнить, дополнительный холст 21 покровного материала, предпочтительно нетканого, наносится на сторону 13, 14 сердцевины, напротив стороны, на которой присутствует холст 15 до его прохода между роликами 18, 19 сжимающего устройства. Предпочтительно, адгезивное покрытие наносится на холст 21 клеенаносящим устройством 29 перед его наложением на составную сердцевину 13, 14.
Описанным выше устройством, таким образом, возможно изготавливать сердцевину, состоящую из двух элементов сердцевины с точным перекрывающимся наложением их относительно друг друга. Конечно, также возможно изготавливать сердцевину, в которой составные элементы сердцевины не перекрывают друг друга. Такое устройство позволяет изготавливать сердцевины, имеющие разные размеры, изменяя перекрытие между элементами сердцевины.
Такое устройство должно, конечно, иметь средство для управления произведенным перекрытием между элементами сердцевины, то есть средство для изменения синхронизации барабанов для формирования мата, для того чтобы управлять временем, за которое передняя кромка формы на одном из барабанов для формирования мата проходит зазор относительно того, когда передняя кромка формы на другом барабане для формирования мата проходит зазор. Легкий способ управления перекрытием состоит в том, чтобы изменить начало вращения барабанов для формирования мата, так чтобы один из барабанов для формирования мата начинал свое вращение раньше другого. Другой способ - конечно, вручную установить угловой сдвиг одного барабана относительно другого.
Как изложено ранее, такой способ переноса элемента сердцевины от одного барабана для формирования мата к периферийной поверхности другого барабана для формирования мата позволяет изготавливать абсорбирующие изделия, имеющие разные размеры, без изменения форм на барабанах для формирования мата, изменяя перекрытие между элементами сердцевины, просто управляя временем, когда передние кромки форм на соответствующем барабане для формирования мата проходят зазор. Конечно, возможно помещать элементы сердцевины в любое требуемое положение относительно друг друга на периферийной поверхности барабана для формирования мата, например, с нулевым наложением. Также, возможно позволить передней кромке форм на втором барабане для формирования мата проходить зазор до передней кромки форм на первом барабане для формирования мата и устанавливать размер форм так, чтобы задняя кромка форм на первом барабане для формирования мата проходила зазор после задней кромки форм на втором барабане для формирования мата. Разным совмещением элементов сердцевины друг на друге, также, возможно изменять свойства составной сердцевины, состоящей из совмещенных первого и второго элементов сердцевины. Таким образом, настоящее изобретение позволяет производить многообразие составных сердцевин без необходимости изменения форм на барабанах для формирования мата.
Устройство, согласно показанному варианту осуществления, делает возможным изготовление абсорбирующих сердцевин с очень высоким темпом, даже больше, чем 600 сердцевин в минуту.
Устройства, согласно описанным вариантам осуществления, могут, конечно, быть изменены в некоторых отношениях без отхода от объема изобретения. Например, тонкий защитный слой, уложенный пневмоукладкой в формы второго барабана для формирования мата, может быть заменен нетканым холстом, подобным холсту 15. В таком случае, клеенаносящее устройство наносит слой адгезива на один из холстов, предпочтительно холст 15, до его наложения на барабан для формирования мата. Размеры элементов сердцевины могут отличаться от показанных, и перекрытие может быть выполнено так, что только задняя часть переносимого элемента сердцевины поддерживается холстом 15 вместо передней части, как в описанном варианте осуществления. Другие типы покровного материала, нежели нетканый, могут использоваться, и элемент сердцевины на первом барабане для формирования мата не обязательно содержит SAP-частицы. Разные волокна могут использоваться в разных устройствах пневмоуладки, и режущее устройство и ускоритель для доставки изготовленных сердцевин на производственную линию для изготовления абсорбирующих изделий могут быть любым типом такого оборудования, используемого в такой производственной линии. Поэтому изобретение должно быть ограничено только формулировкой прилагаемой формулы изобретения.
Группа изобретений относится к медицине. Устройство для формирования укладываемых воздухом абсорбирующих сердцевин содержит первый и второй барабаны, средство для переноса элемента сердцевины на первом барабане на элемент сердцевины на втором барабане, пока последний элемент сердцевины еще удерживается в его форме, по меньшей мере, средство воздушного укладывания, объединенное со вторым барабаном, содержащее средство для подвода смеси воздухововлекаемого волокнистого материала и отдельных частиц. Устройство содержит также средство для нанесения защитного слоя на нижнюю часть каждой формы второго барабана, средство для нанесения холста покровного материала на периферийную поверхность первого барабана, средство для направления упомянутого холста на периферийную поверхность второго барабана после прохождения зазора между первым и вторым барабанами и средство для изменения синхронизации барабанов. Группа изобретений также относится к способу производства сердцевин разных размеров без изменения форм. Группа изобретений позволяет повысить точность перемещения элемента сердцевины на другой элемент, предотвратить потери отдельных частиц абсорбирующего материала и засорение и/или повреждение ими упомянутых форм. 2 н. и 8 з.п. ф-лы, 2 ил.
1. Устройство для формирования получаемых пневмоукладкой абсорбирующих сердцевин абсорбирующих гигиенических изделий, содержащее первый и второй барабаны (1,2) для формирования мата, причем каждый из барабанов для формирования мата имеет ряд форм (3, 4) вдоль своей периферийной поверхности, средства (5, 6 и 7, 8, 9, 10) пневмоукладки, предназначенные для подачи захваченного воздухом волокнистого материала в формы на каждом барабане для формирования мата, всасывающие средство (11, 12), обеспечивающие удерживание сформированных элементов (13, 14) сердцевин в соответствующих формах во время части траектории форм на соответствующем барабане для формирования мата, и средства для передачи элемента сердцевины на первом барабане для формирования мата на периферийную поверхность второго барабана для формирования мата, пока элемент (14) сердцевины на втором барабане для формирования мата еще удерживается в своей форме, отличающееся тем, что предусмотрены средства для наложения холста (15) покровного материала на периферийную поверхность первого барабана (1) для формирования мата, при этом средства (6) всасывания внутри первого барабана для формирования мата выполнены с возможностью притягивания материала в холсте (15) для обеспечения его прилегания к днищу формы (3), проходящей упомянутые средства всасывания, средства для направления упомянутого холста покровного материала на периферийную поверхность второго барабана для формирования мата после прохождения зазора между первым и вторым барабаном (1, 2) для формирования мата и средства для изменения синхронизации барабанов для формирования мата для управления временем, за которое передняя кромка каждой формы (3, 4) на одном из барабанов для формирования мата проходит зазор в отношении времени, при котором передняя кромка каждой формы на другом барабане для формирования мата проходит зазор.
2. Устройство по п.1, в котором, по меньшей мере, средство пневмоукладки, связанное со вторым барабаном (2) для формирования мата, содержит средство для подвода смеси из захваченного воздухом волокнистого материала или дискретных частиц хорошо абсорбирующего материала и средство для нанесения защитного слоя на днище каждой формы (4) второго барабана (2) для формирования мата.
3. Устройство по п.2, в котором оба, и первый, и второй, барабаны (1,2) для формирования мата включают средство (5, 8) для подвода смеси из захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала и средство для наложения холста (15) нетканого материала на периферийную поверхность каждого барабана для формирования мата.
4. Устройство по п.2 или 3, в котором формы (3, 4) барабанов (1, 2) для формирования мата имеют разные размеры, по меньшей мере, в круговом направлении барабанов для формирования мата, и формы (3) на первом барабане для формирования мата являются большими, чем формы (4) на втором барабане для формирования мата.
5. Способ формирования получаемых пневмоукладкой абсорбирующих сердцевин абсорбирующих гигиенических изделий, включающий следующие этапы: формирование первого и второго элементов (13, 14) сердцевины посредством пневмоукладки захваченного воздухом волокнистого материала в формы (3, 4) на первом и втором барабанах (1, 2) для формирования мата, причем каждый из барабанов для формирования мата имеет, по меньшей мере, одну форму (3, 4) вдоль своей периферийной поверхности, и каждая форма на первом и втором барабанах (1, 2) для формирования мата имеет переднюю кромку и заднюю кромку, отличающийся тем, что он включает наложение холста (15) покровного материала на периферийную поверхность первого барабана (1) для формирования мата перед пневмоукладкой захваченного воздухом волокнистого материала или смеси из захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала в, по меньшей мере, одну форму, перенесение упомянутого холста (15) покровного материала на периферийную поверхность второго барабана (2) для формирования мата после прохождения зазора между первым и вторым барабанами (1,2) для формирования мата, посредством чего первый элемент (13) сердцевины переносится вместе с холстом (15) на периферийную поверхность второго барабана (2) для формирования мата, управление временем, за которое передняя кромка формы (3, 4) на одном из барабанов (1, 2) для формирования мата проходит зазор относительно того, когда передняя кромка формы (4, 3) на другом барабане (2, 1) для формирования мата проходит зазор в зависимости от заданного относительного положения первого и второго элементов сердцевины на периферийной поверхности второго барабана (2) для формирования мата, и вывод элементов (13, 14) сердцевин со второго барабана (2) для формирования мата в производственную линию для изготовления гигиенических абсорбирующих изделий, частью которой являются первый и второй барабаны для формирования мата.
6. Способ по п.5, в котором передняя кромка форм (3) на первом барабане (1) для формирования мата проходит зазор, сформированный между первым и вторым барабанами (1, 2) для формирования мата раньше передней кромки форм (4) на втором барабане (2) для формирования мата.
7. Способ по п.6, в котором задняя кромка форм (3) на первом барабане (1) для формирования мата проходит зазор, сформированный между первым и вторым барабанами (1,2) для формирования мата, раньше задней кромки форм (4) на втором барабане (2) для формирования мата.
8. Способ по п.6, в котором передняя кромка и задняя кромка форм на первом барабане для формирования мата проходят зазор, сформированный между первым и вторым барабанами для формирования мата, раньше передней кромки форм на втором барабане для формирования мата.
9. Способ по любому из пп.6-8, в котором смесь из захваченного воздухом волокнистого материала и дискретных частиц хорошо абсорбирующего материала подают к обоим, первому и второму, барабанам (1, 2) для формирования мата, и холст покровного материала наносят на периферийную поверхность обоих, первого и второго, барабанов (1, 2) для формирования мата.
10. Способ по любому из пп.6-8, в котором холст (15) покровного материала наносят на каждый из первого и второго барабанов (1, 2) для формирования мата, и адгезивное покрытие наносят, по меньшей мере, на одно из упомянутых холстов (15), на его сторону, удаленную от днищ форм.
| Компрессионно-эжекторная холодильная машина | 1980 |
|
SU958801A1 |
| DE 4335919, 27.04.1995 | |||
| DE 19823954, 09.12.1999 | |||
| СПОСОБ ФОРМИРОВАНИЯ ВОЗДУХОУКЛАДЫВАЕМЫХ АБСОРБИРУЮЩИХ СЕРДЦЕВИН ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2227001C2 |

