Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированному листу из электротехнической стали с высокими электрическими характеристиками и способу его изготовления.
Уровень техники
Текстурированные листы из электротехнической стали с электрическими осями, ориентированными в направлении прокатки, используются в качестве материалов сердечников трансформаторов. В качестве способа изготовления такого текстурированного листа из электротехнической стали в японской патентной публикации (В) №6-19112 описан способ облучения лазером на алюминиево-иттриевом гранате (АИГ-лазером), в основном, перпендикулярно направлению прокатки для внесения периодических полей линейных напряжений в направлении прокатки и уменьшения, тем самым, потерь в сердечнике. Используемый в этом способе принцип основан на том, что замыкающие домены, образующиеся из-за поверхностного напряжения, обусловленного сканированием посредством луча лазера, прекрасно очищают интервал между стенками электрических доменов в диапазоне 180°, и при этом уменьшаются потери по аномальным вихревым токам. Это называется «очисткой электрических доменов».
Известны различные способы, связанные с этой технологией. Например, в японской патентной публикации (А) №6-57333 описан способ использования работающего в периодическом импульсном режиме лазера на диоксиде углерода (СО2-лазера), а в японской патентной публикации (В) №6-19112 описан способ непрерывного использования АИГ-лазера и определения диаметра пятна, образуемого облучающим лучом, мощности, скорости сканирования и т.д. таким образом, что на поверхности не возникают следы скрайбирования. В описании каждого способа говорится, что выбор определенного диапазона облучения позволяет уменьшить потери в сердечнике. Эти способы в настоящее время находят применение на практике. Однако потребность в уменьшении потерь в сердечниках трансформаторов остается большой. Кроме того, желателен способ изготовления листа из электротехнической стали с малыми потерями в сердечнике при высокой эффективности.
Потери в сердечнике, в основном, представляют собой сумму классических потерь по аномальным вихревым токам и потерь на гистерезис. Классические потери по вихревым токам - это потери, по существу, определяемые толщиной листа. Потери, изменяемые благодаря лазерной очистке электрических доменов, - это потери по аномальным вихревым токам и потери на гистерезис. Замыкающие домены, вносимые посредством лазерной очистки электрических доменов, прекрасно очищают интервал между стенками электрических доменов в диапазоне 180° и уменьшают потери по аномальным вихревым токам, но становятся факторами, обуславливающими увеличение потерь на гистерезис. Соответственно, формирование как можно более узких замыкающих доменов в направлении прокатки не допускает рост потерь на гистерезис и приводит к тому, что суммарные потери в сердечнике становятся меньше. Вместе с тем, если замыкающие домены оказываются слишком узкими, эффект очистки электрических доменов становится малым. В результате, как описано в японской патентной публикации (В) №6-19112, если при использовании АИГ-лазера сделать диаметр пятна облучающего луча чересчур малым, то даже при регулировании линейной скорости сканирования или мощности луча лазера не удавалось получить значимый эффект улучшения характеристики потерь в сердечнике.
Раскрытие изобретения
Задачей настоящего изобретения является разработка текстурированного листа из электротехнической стали с резко уменьшенными потерями в сердечнике за счет сканирования слабосфокусированным пятном луча лазера и способа его изготовления. Решение этой задачи осуществляется следующим.
(1) Способ изготовления текстурированного листа из электротехнической стали с высокими электрическими характеристиками, характеризующийся тем, что улучшение характеристики потерь в сердечнике обеспечивают за счет формирования линейных замыкающих доменов в основном перпендикулярно направлению прокатки упомянутого листа и по существу постоянного интервала между строками при сканировании лучом лазера непрерывного излучения, при этом лазер работает в режиме ТЕМ00 с профилем интенсивности излучения в поперечном сечении луча, имеющим минимум около центра оптической оси, а диаметр d (мм) сфокусированного пятна луча в направлении прокатки и отношение средней выходной мощности Р (Вт) лазера к линейной скорости V (мм/с) сканирования лучом лазера находятся в следующих диапазонах:
0<d≤0,2;
0,001≤P/V≤0,012.
(2) Способ по п.(1), характеризующийся тем, что диаметр d (мм) сфокусированного пятна луча в направлении прокатки и отношение средней выходной мощности Р (Вт) лазера к линейной скорости V (мм/с) сканирования лучом лазера находятся в следующих диапазонах:
0,010<d≤0,10;
0,001≤P/V≤0,008.
(3) Способ по п.(1), характеризующийся тем, что диаметр d (мм) сфокусированного пятна луча в направлении прокатки и отношение средней выходной мощности Р (Вт) лазера к линейной скорости V (мм/с) сканирования лучом лазера находятся в следующих диапазонах:
0,010<d≤0,060;
0,002≤P/V≤0,006.
(4) Способ по п.(1), характеризующийся тем, что диаметр d (м) сфокусированного пятна луча в направлении прокатки и отношение средней выходной мощности Р (Вт) лазера к линейной скорости V (мм/с) сканирования лучом лазера находятся в следующих диапазонах:
0,010<d≤0,040;
0,002≤P/V≤0,006.
(5) Способ по любому из пп.(1)-(4), характеризующийся тем, что мгновенная плотность пиковой мощности, Ip (кВт/мм2) определяется как Ip=P/(d·dc) и находится в диапазоне 0<Ip≤100 кВт/мм2, где
d - диаметр сфокусированного пятна луча в направлении прокатки;
dc - диаметр сфокусированного пятна в направлении, перпендикулярном направлению прокатки;
Р - средняя выходная мощность лазера.
(6) Способ по любому из пп.(1)-(4), характеризующийся тем, что лазерный аппарат представляет собой волоконный лазер непрерывного излучения с длиной X волны излучения, находящейся в диапазоне 1,07 мкм≤λ≤2,10 мкм.
(7) Способ по п.(1), характеризующийся тем, что лазерный аппарат представляет собой волоконный лазер непрерывного излучения со средней выходной мощностью 10 Вт или более.
(8) Текстурированный лист из электротехнической стали с высокими электрическими характеристиками, характеризующийся тем, что для улучшения характеристики потерь в сердечнике линейные замыкающие домены сформированы в основном перпендикулярно направлению прокатки упомянутого листа за счет сканирования лазерным лучом непрерывного излучения с по существу постоянным интервалом между строками, при этом в направлении прокатки ширина W1 следа скрайбирования лучом лазера и/или линейного замыкающего домена находится в диапазоне 0<W1≤0,2 мм.
(9) Текстурированный лист по п.(8), характеризующийся тем, ширина W1 в направлении прокатки следа скрайбирования лучом лазера и/или линейного замыкающего домена находится в диапазоне 0,01 мм<W1≤0,1 мм.
(10) Текстурированный лист по п.(8), характеризующийся тем, что ширина W1 в направлении прокатки следа скрайбирования лучом лазера и/или линейного замыкающего домена находится в диапазоне 0,01 мм<W1≤0,04 мм.
(11) Текстурированный лист по любому из пп.(8)-(10), характеризующийся тем, что в направлении прокатки интервал между строками Р1 следа линейного скрайбирования лучом лазера и/или линейными замыкающими доменами находится в диапазоне 1,5 мм<Р1≤11,0 мм.
(12) Текстурированный лист по любому из пп.(8)-(10), характеризующийся тем, что в направлении прокатки интервал между строками Р1 следа линейного скрайбирования лучом лазера и/или линейными замыкающими доменами находится в диапазоне 3,0 мм<Р1≤7,0 мм.
Краткое описание чертежей
На фиг.1 представлено графическое изображение зависимости характеристики потерь в сердечнике от отношения мощности к скорости сканирования;
На фиг.2 представлено пояснительное изображение способа облучения лазером в соответствии с настоящим изобретением.
На фиг.3 представлено схематическое изображение режима ТЕМ00.
На фиг.4 представлено схематическое изображение многомодового режима.
На фиг.5 представлены результаты расчета профиля температуры у поверхности листа стали в соответствии с фокусировкой и облучением лучом в режиме ТЕМ00 в соответствии с настоящим изобретением.
На фиг.6(а) представлены результаты расчета профиля температуры у поверхности листа стали в соответствии с фокусировкой и облучением лучом в режиме ТЕМ00 в соответствии с настоящим изобретением в случае, когда отношение P/V сравнительно велико.
На фиг.6(b) представлена микрофотография поперечного сечения листа стали в условиях облучения лазером согласно фиг.6(а).
На фиг.7 представлены результаты расчета профиля температуры у поверхности листа стали в соответствии с фокусировкой и облучением лучом в многомодовом режиме.
На фиг.8 представлены результаты расчета профиля температуры согласно фиг.5 и фиг.7 по сравнению с изменением температуры в направлении глубины у центра луча.
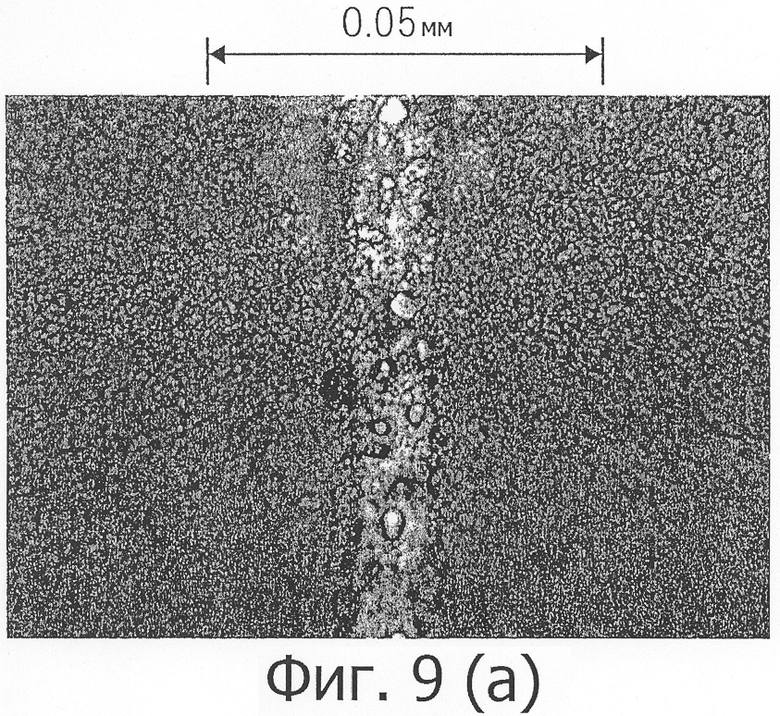
На фиг.9(а) представлена оптическая микрофотография поверхности, иллюстрирующая типичный след скрайбирования лазером согласно настоящему изобретению.
На фиг.9(b) представлена микрофотография структуры магнитных доменов, полученная с помощью сканирующего электронного микроскопа (СЭМ-микрофотография).
На фиг.10 представлена зависимость между характеристикой потерь в сердечнике и отношением P/V.
На фиг.11 представлена зависимость между шириной W1, соответствующей ширине следа скрайбирования лазером, и характеристикой потерь в сердечнике.
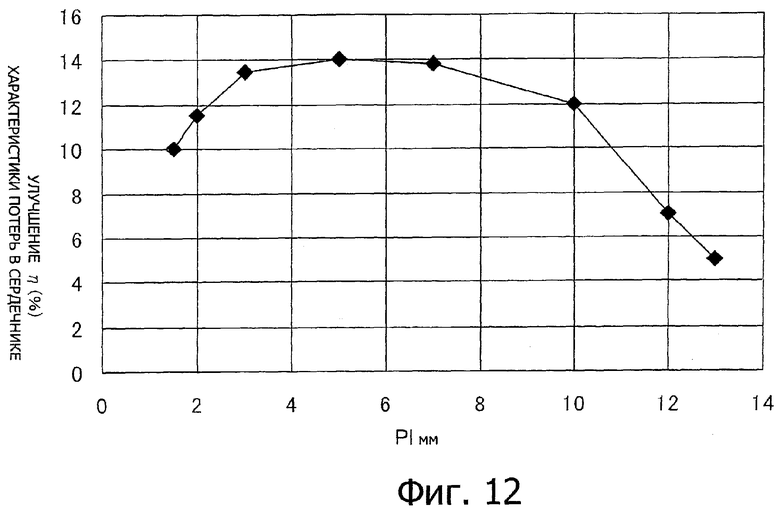
На фиг.12 представлена зависимость интервала между строками в направлении прокатки, т.е. расстоянием Р1 между двумя соседними линиями следов скрайбирования лазером, и характеристикой потерь в сердечнике.
На фиг.13 представлена зависимость между Ip и межслойным током после нанесения покрытия.
Осуществление изобретения
Ниже представлены варианты осуществления изобретения для объяснения эффектов, обусловленных настоящим изобретением, и причин проявления этих эффектов.
На фиг.2 поясняется способ облучения лучом лазера в соответствии с настоящим изобретением. Луч 1 лазера испускается из волоконного лазера (не показано). Определение «волоконный лазер» относится к лазерному аппарату, использующему полупроводниковый лазер в качестве источника возбуждения, в котором свет излучает центральная жила оптического волокна. Диаметр выходного луча ограничен диаметром центральной жилы волокна.
Следует отметить, что луч лазера, выходящий из резонатора лазера, представляет собой суперпозицию мод лучей, имеющих различные профили интенсивности, определяемые длиной волны, диаметром активной среды, кривизной зеркала резонатора и т.д. Эти моды являются гауссовыми модами разных порядков. Чем большего поперечного сечения луч может генерироваться в резонаторе, тем более высокого порядка оказывается мода. Обычно используемые лазеры - на алюминиево-иттриевом гранате и т.д. - могут генерировать это множество мод одновременно, так что получаемый с их помощью луч называют «многомодовым лучом». На фиг.4 показан типичный профиль интенсивности в многомодовом режиме.
С другой стороны, в случае волоконного лазера - путем использования одномодового волокна с диаметром центральной жилы волокна примерно 0,01 мм - ограничивают моды, которые можно генерировать так, что можно легко реализовать одномодовое генерирование на моде наименьшего порядка. Этот режим, в сущности, соответствует режиму ТЕМ00. Как показано на фиг.3, режим ТЕМ00 соответствует гауссову профилю, имеющему максимальную интенсивность, центрированную на оптической оси. При фокусировании такого луча даже точка в фокусе имеет тот же профиль интенсивности.
В качестве показателя режима луча используют коэффициент М2 добротности луча. Теоретически рассчитанное значение М2 для режима ТЕМ00 составляет 1,0. С увеличением порядка моды увеличивается М2. М2 луча, полученного посредством вышеупомянутого одномодового волоконного лазера не превышает 1,1, т.е., по существу, соответствует идеальному режиму ТЕМ00. Значение М2 луча широко применяемого многомодового лазера - на алюминиево-иттриевом гранате и т.д. - составляет 20 или более. Поэтому режим ТЕМ00 луча лазера, используемого в настоящем изобретении, включает в себя моду, на которой профиль интенсивности является, по существу, гауссовым профилем. Значение М2 соответствует 2 или менее.
В одном варианте настоящего изобретения, как показано на фиг.2, обеспечивается испускание луча 1 лазера в режиме ТЕМ00 из волоконного лазера с возможностью сканирования вдоль направления X текстурированного листа 4 из электротехнической стали за счет использования сканирующего зеркала 2 и объектива 3 с углом fθ. «Направление X» - это направление, в основном, перпендикулярное направлению прокатки текстурированного листа из электротехнической стали. Диаметр d пятна луча в точке фокусировки составляет, примерно, 0,05 мм. «Диаметр пятна луча» определяется как диаметр пятна луча, в котором содержатся 86% мощности лазера. Линейная скорость V сканирования лучом составляет 3000-16000 мм/с.Средняя выходная мощность лазера зафиксирована на уровне 32 Вт. Кроме того, значение Р1 при облучении в направлении прокатки составляет 5 мм.
Поля напряжений, создаваемые за счет облучения лазером, можно считать независимыми от плотности энергии, подводимой к поверхности листа стали, так что в настоящем изобретении принято во внимание отношение P/V (Дж/мм) между средней выходной мощностью Р (Вт=Дж/с), т.е. параметром, пропорциональным плотности подводимой мощности при сканировании лучом, и скоростью V (мм/с) сканирования. На фиг.1 представлены результаты экспериментальных исследований зависимости между P/V и характеристикой потерь в сердечнике в данном варианте осуществления. Улучшение η характеристики потерь в сердечнике, т.е. скорость улучшения характеристики потерь в сердечнике, определяется следующим уравнением на основе значений W17/50 (Вт/кг) потерь в сердечнике до и после облучения лазером.
η={(W17/50 перед облучением лазером - W17/50 после облучения лазером)/W17/50 после облучения лазером}·100 (%), где
W17/50 - значение потерь в сердечнике при напряженности магнитного поля, составляющей 1,7 Тл, и частоте 50 Гц.
Толщина образца текстурированного листа из электротехнической стали, используемого в данном варианте осуществления, составляет 0,23 мм. Диапазон W17/50 до облучения лазером составляет 0,85-0,90 Вт/кг.
Из фиг.1 следует, что в режиме ТЕМ00 при диаметре d сфокусированного пятна 0,05 мм, когда P/V находится в диапазоне до 0,0065 Дж/мм, то есть в условиях сканирования с большой скоростью, когда линейная скорость сканирования превышает 5000 мм/с, улучшение характеристики потерь в сердечнике увеличивается и достигает большого значения - свыше 8%. С другой стороны, при этом же диаметре сфокусированного пятна в условиях, соответствующих значению P/V, превышающему 0.0065 Дж/мм, и скорости сканирования, меньшей 5000 мм/с, улучшение характеристики потерь замедляется. Поверхность листа стали тщательно осматривали при таких условиях, после чего обнаружилось, что области, подвергшиеся облучению лазером, расплавлялись и повторно затвердевали. В таких повторно затвердевших областях создается избыточное растягивающее напряжение, вследствие чего потери на гистерезис значительно возрастают.
Поэтому в соответствии со способом согласно настоящему изобретению, улучшение характеристики потерь в сердечнике достигается даже в области очень малого диаметра сфокусированного пятна луча - 0,05 мм или около этого, при котором характеристика потерь в сердечнике в предшествующем уровне техники ухудшалась даже в случае, если регулировали среднюю выходную мощность лазера и скорость сканирования. Кроме того, поскольку более высокая, чем в предшествующем уровне техники, характеристика потерь в сердечнике достигается в диапазоне мощности, меньшем, чем в условиях, считавшихся оптимальными в известных технических решениях при использовании малого диаметра сфокусированного пятна луча на эквивалентном уровне (см. японскую патентную публикацию (В) №06-19112), или в диапазоне скорости сканирования, большем, чем в упомянутых условиях, то не только достигаются упомянутые высокие характеристики, но и создается возможность реализации высокоэффективного, высокоскоростного процесса.
Причина, по которой способ согласно настоящему изобретению позволяет получить такие высокие характеристики, и его эффективность станут ясными из нижеследующего.
Идеалом очистки магнитных доменов является подавление роста потерь на гистерезис в замыкающих доменах, суженных в направлении прокатки, а также придание узким замыкающим доменам достаточной прочности для осуществления очистки магнитного домена в диапазоне 180°. Источниками замыкающих доменов являются поля напряжений, созданные посредством облучения лазером. Авторы изобретения предположили, что поля напряжений возникают из-за профиля температуры около поверхности листа стали и зависят, в частности, от достигаемой температуры и градиента температуры. Кроме того, авторы изобретения предположили, что пространственный профиль температуры в областях, облученных лазером, зависит от пространственного профиля интенсивности луча лазера. Поэтому рассматривались моды луча и оценивался профиль температуры в областях, облученных лазером, в установившихся условиях при сканировании лучом лазера, непрерывного излучения, с использованием модели теплопроводности. Расчетными параметрами в данном случае были мода луча, средняя выходная мощность Р лазера и линейная скорость V сканирования.
На фиг.5 показано изображение результатов расчета профиля температуры в условиях, соответствующих условиям настоящего изобретения, то есть режиму ТЕМ00, диаметру d сфокусированного пятна луча, составляющему 0,05 мм, средней выходной мощности 32 Вт и линейной скорости сканирования, составляющей 8000 мм/с. Кроме того, координаты х, y, z соответствуют координатам, показанным на фиг.2. На фиг.6(а) показаны результаты расчета профиля температуры при линейной скорости сканирования V=4000 мм/с и P/V=0,08. Отметим, что остальные условия являются такими же, как те, которые отражены на фиг.5. Далее, на фиг.6(b) представлена микрофотография поперечного сечения образца листа стали, полученная в этих экспериментальных условиях и демонстрирующая расплавленную область на поверхности. На фиг.7 показаны результаты расчета в случае многомодового режима. Остальные условия являются такими же, как те, которые отражены на фиг.3. На поверхности видны расплавленные области. Далее, на фиг.8 показаны результаты расчета согласно фиг.5 и фиг.7 с изменением температуры в направлении глубины по центру луча.
Из сравнения фиг.5 и фиг.7, а также из фиг.8 следует, что даже когда диаметры сфокусированных пятен оказываются одинаковыми, промежуток между изотермами является более узким, а градиент профиля температуры - более значительным в случае режима ТЕМ00 по сравнению с многомодовым режимом. Кроме того, можно сделать вывод, что глубина проникновения высокотемпературных - уровня 600°С - областей является малой, и эти высокотемпературные области сконцентрированы около центра луча. В соответствии с проведенными экспериментами, если с целью снятия напряжений провести отжиг листа стали, очищенного в магнитных доменах путем облучения лазером при температуре 500°С или более, то эффект очистки магнитных доменов пропадает. Поэтому во время облучения лазером необходимо учесть предшествующий режим температуры, приведший к получению этой или более высокой температуры. Предполагается, что изотермы этой температурной области оказывают влияние на форму замыкающих доменов. Чем резче градиент температуры, тем больше величина напряжения, так что в случае режима ТЕМ00 представляется, что большое напряжение формируется в узких областях. Таким образом, в настоящем изобретении - при использовании режима ТЕМ00 по сравнению с многомодовым режимом - замыкающие домены, достаточные для очистки магнитных доменов, получаются в узких интервалах глубины даже при очень малом пятне сфокусированного луча. Такая идеальная очистка магнитных доменов становится впервые возможной в представленном изобретении.
С другой стороны, когда отношение P/V увеличивается в результате большой мощности или линейной скорости сканирования, как показано на фиг.6, температура поверхности в некоторых областях может превысить температуру плавления листа стали, составляющую 1600°С. Эти сведения достаточно хорошо согласуются с результатами анализа поперечного сечения расплавленного образца, полученными в результате экспериментов. В сочетании с результатами других расчетов, точность прогнозирования профиля температуры оказывается высокой. Если расплавленные области возникают так, как упоминалось выше, то в процессе повторного затвердевания расплавленных областей возникает большое растягивающее напряжение. Предполагается, что такая область создает исключительно широкий диапазон поля напряжений, то есть, замыкающих доменов. В результате, потери на гистерезис начинают расти, так что характеристика суммарных потерь в сердечнике ухудшается.
На основании вышеизложенных соображений были проведены тщательные эксперименты и исследования в части возможности использования малого сфокусированного пятна луча с целью формирования узких замыкающих доменов, а также диаметра сфокусированного пятна, дающего улучшенную характеристику потерь в сердечнике, и диапазонов мощности и линейной скорости сканирования. На фиг.10 показаны результаты исследования зависимости между улучшением характеристики потерь в сердечнике и отношением P/V при изменении диаметра d пятна луча в направлении прокатки от 0,010 мм до 0,200 мм. В данном случае интервал Р1 при облучении в направлении прокатки составляет 5 мм. Из этих результатов, в режиме ТЕМ00 обнаружено, что улучшение характеристики потерь в сердечнике заметно в широких диапазонах параметров d и P/V. В частности установлено, что когда диаметр d мал, большее улучшение получается при меньшем отношении P/V. Большее улучшение характеристики потерь в сердечнике получается в диапазоне 0<d≤0,20 мм, когда 0,001 Дж≤P/V≤0,012 Дж. Кроме того, устанавливая верхний предел d, предпочтительно, равным 0,1 мм, 0,08 мм, 0,06 мм, 0,04 мм, 0,03 мм и 0,02 мм, а нижний предел, предпочтительно, равным 0,005 мм и 0,010 мм, получают улучшение характеристики потерь в сердечнике. Если в сочетании с отношением P/V дополнительно ограничить облучение лазером мощностью, предпочтительно, соответствующей диапазону 0,001 Дж≤P/V≤0,008 Дж при 0,010 мм≤d≤0,10 мм или диапазону 0,002 Дж≤P/V≤0,006 Дж при 0,010 мм≤d≤0,060 мм, то получают улучшение характеристики потерь в сердечнике. Улучшение характеристики потерь в сердечнике получают и с помощью относительно малого диаметра сфокусированного пятна луча лазера, что вполне понятно ввиду пониженных потерь на гистерезис, как подробнее описано выше.
Далее будет приведено пояснение, касающееся оптимального диапазона P/V в вышеупомянутых диапазонах d. Нижним пределом отношения P/V является значение, необходимое для подвода достаточной мощности для формирования замыкающих доменов. С другой стороны, верхний предел P/V немного меньше плотности мощности, вызывающей заметное расплавление поверхности. Например, в диапазоне малого пятна луча профиль температуры локализуется так, что улучшение характеристики потерь в сердечнике увеличивается, но, во избежание расплавления поверхности, предпочтительно ограничивать значение P/V меньшими величинами.
Когда облученные лазером области текстурированного листа из электротехнической стали, изготовленного в диапазоне условий согласно настоящему изобретению, проверяли под обычным микроскопом и СЭМ для наблюдения магнитных доменов, обнаружилось, что сформированные следы скрайбирования лазером и ширины W1 полученных магнитных доменов оказались, по существу, совпадающими с диаметром d пятна облучающего луча. Микрофотография следа скрайбирования лазером при диаметре d пятна луча, составляющем 0,015 мм, и СЭМ-микрофотография замыкающих доменов изображены на фиг.9. Результаты показали, что диаметр d пятна луча хорошо согласуется с шириной W1 замыкающих доменов. На фиг.11 показаны результаты, суммирующие информацию о наибольших улучшениях характеристики потерь в сердечнике при разных значениях W1 в предположении, что ширина дорожки скрайбирования лазером равна W1. Когда диапазон значений W1 меньше 0,2 мм, в частности, когда этот диапазон составляет от 0,01 мм до 0,1 мм, получают существенное улучшение характеристики потерь в сердечнике. Нижний предел W1, предпочтительно, составляет 0,005 мм, более предпочтительно, 0,010 мм, а верхний предел, предпочтительно, составляет 0,1 мм, более предпочтительно, 0,04 мм.
Как пояснялось выше, обнаружено, что когда диаметр пятна луча лазера исключительно мал, а режим луча лазера, мощность и скорость сканирования ограничены предпочтительным диапазоном, получают значительное улучшение характеристики потерь в сердечнике. Также обнаружено, что диапазон мощности и скорости сканирования, указываемый в известных технических решениях, непригоден, а оптимальными для упомянутых высоких характеристик являются пониженная мощность и повышенная скорость сканирования.
Кроме того, обнаружено, что интервал Р1 в направлении прокатки между следами скрайбирования лазером также оказывает влияние на характеристику потерь в сердечнике. На фиг.12 показано изменение характеристики потерь в сердечнике при отношении P/V, зафиксированном на уровне 0,0030, и изменении Р1 от 1,5 мм до 13 мм при W1=0,015 мм. Если Р1 имеет слишком малое значение - 1,5 мм или менее, а увеличение потерь на гистерезис из-за каждого замыкающего домена мало, то количество линий замыкающих доменов, образующихся на листе стали, в целом, значительно возрастает, так что суммарные потери на гистерезис увеличиваются, а характеристика потерь в сердечнике ухудшается. С другой стороны, если Р1 имеет слишком большое значение - свыше 11 мм, влияние очистки магнитного домена в диапазоне 180° становится меньше, так что характеристика потерь в сердечнике опять ухудшается. Следовательно, предпочтительным является диапазон Р1 от 1,5 мм до 11 мм. Кроме того, диапазон 3,0 мм≤Р1≤7,0 мм обеспечивает наилучшие характеристики потерь в сердечнике, относительно независимые от Р1.
Далее будет приведено объяснение причины использования волоконного лазера как средства производства согласно настоящему изобретению.
Волоконный лазер, используемый в варианте осуществления настоящего изобретения, состоит из кварцевого волокна с сердцевиной, легированной иттербием (Yb), и генерирует луч путем возбуждения с помощью полупроводникового лазера. Длина волны излучения составляет 1,07-1,10 мкм. Основной особенностью волоконного лазера является длина волны в диапазоне между 1,06 мкм для АИГ-лазера и 10,6 мкм для СО2-лазера, которая применяется для очистки магнитных доменов листа электротехнической стали, и т.п.
Кроме того, как пояснялось выше, режим излучения волоконного лазера близок к одномодовому. Значение М2 добротности луча близко к теоретическому пределу, равному 1, в отличие от значения М2, равным 20 или более, в случае обычно применяемого АИГ-лазера.
Сфокусированное пятно луча уменьшается с уменьшением значений М2 или длины волны луча. В данном случае, минимальный диаметр dm сфокусированного пятна, до которого можно сфокусировать луч лазера, выражается следующим уравнением:
Dm=M2×(4/π)×f×λ/D,
где λ - длина волны, f - фокусное расстояние фокусирующего объектива, D - диаметр луча, падающего на объектив.
Таким образом, волоконный лазер обеспечивает меньший диаметр сфокусированного пятна по сравнению с АИГ-лазером, имеющим большое значение М2 или СО2-лазером, имеющим большую длину λ волны. Это вторичная особенность волоконного лазера при очистке магнитных доменов.
На основании анализа характеристик, упомянутых выше, было создано изобретение с использованием волоконного лазера. Авторы изобретения обратили внимание на то, что текстурированный лист из электротехнической стали на своей поверхности содержит керамическое покрытие, и что это покрытие обладает лучшим поглощением на длинах волн от 1 мкм в сторону увеличения полосы до 10 мкм. Соответственно, если используется легированный иттербием волоконный лазер с длиной волны, большей, чем длина волны СО2-лазера, то мощность лазера, поглощаемая в листе стали, может увеличиться, вследствие чего получится более эффективная очистка магнитных доменов. Кроме того, поскольку с помощью волоконного лазера достигнуто малое сфокусированное пятно луча, технология согласно настоящему изобретению пригодна для производства текстурированного листа из электротехнической стали с исключительно малыми замыкающими доменами шириной W1<0,2 мм, которая является одной из характеристик настоящего изобретения. Помимо этого, хотя длина волны волоконного лазера меньше поглощается на поверхности текстурированного листа из электротехнической стали по сравнению с длиной волны CO2-лазера, практика применения СО2-лазера затрудняет стабильное получение сфокусированного пятна диаметром 0,2 мм, так что технология согласно изобретению опять оказывается гораздо предпочтительнее по сравнению с использованием СО2-лазера. Следовательно, при внедрении настоящего изобретения в промышленность возможно стабильное и эффективное производство листа электротехнической стали с желательными характеристиками за счет использования волоконного лазера.
Следует отметить, что волоконный лазер с сердцевиной, легированной эрбием (Er), имеет длину волны излучения, близкую к 1,55 мкм, а волоконный лазер, легированный туллием (Tm) имеет длину волны излучения в диапазоне 1,70-2,10 мкм. По вышеупомянутой причине, способ использования любого из этих лазеров находится в рамках настоящего изобретения.
Далее, для способа согласно настоящему изобретению оптимальным является волоконный лазер, дающий луч лазера в режиме ТЕМ00, имеющий большую выходную мощность, но в настоящем изобретении можно использовать любое лазерное устройство, дающее режим, близкий к режиму ТЕМ00, и длину волны, поглощаемую на поверхности листа стали.
В варианте осуществления настоящего изобретения предоставляется возможность получения круглого сфокусированного пятна луча диаметром d, но, как пояснялось выше, условием, которое необходимо для идеальной очистки магнитных доменов, является малая ширина замыкающих доменов в направлении прокатки, так что если диаметр d пятна луча в направлении прокатки находится в диапазоне, соответствующем настоящему изобретению, то диаметр пятна в направлении сканирования лучом может и отличаться от d. Например, луч может иметь эллиптическое сечение, при этом диаметр пятна луча в направлении сканирования оказывается больше, чем d. Таким образом, настоящее изобретение охватывает и способ, при котором на поверхности листа стали не вызывается образование следов скрайбирования в результате облучения лазером.
Поскольку способ облучения лазером согласно настоящему изобретению дает высокую интенсивность луча около центра по сравнению с обычным способом, иногда область, облученная лазером, может иметь неровную поверхность. Поэтому необходимо специально рассчитать форму сфокусированного пятна луча, чтобы избежать появления неровной поверхности в областях, облученных лазером, потому что это может повлиять на значение параметра межслойной изоляции, когда из листов стали с неровными поверхностями изготавливают трансформатор с пластинчатым сердечником. Вообще говоря, для более надежного придания электрического сопротивления на поверхность наносят изолирующее покрытие после обработки посредством облучения лазером, но неровная поверхностью может оказать негативное влияние на удельное сопротивление изолирующего покрытия.
Был исследован способ облучения лазером, позволяющий облучать поверхность лазером, по существу, равномерно и получить высокое межслойное удельное сопротивление. В результате было обнаружено, что хотя некоторая степень зависимости от средней выходной мощности Р лазера и скорости V сканирования лучом сохраняется, можно регулировать межслойное удельное сопротивление с помощью мгновенной плотности Ip пиковой мощности, определяемой по средней выходной мощности Р и площади поперечного сечения облучающего луча. В данном случае, Ip определяется следующим уравнением, когда средняя входная мощность лазера составляет Р, диаметр пятна луча в направлении прокатки составляет d, а диаметр пятна луча в направлении, перпендикулярном направлению прокатки, составляет dc:
Ip=P/(d·dc) [кВт/мм2].
Удельное сопротивление оценивают, измеряя межслойный ток после нанесения покрытия. На фиг.13 показана зависимость между Ip и межслойным током после нанесения покрытия при изменении скорости V сканирования и постоянной Ip. Лист стали с межслойным током после нанесения покрытия, составляющим 200 мА или менее, применим для трансформатора с шихтованным сердечником. Из этого результата следует, что хотя имеется влияние параметра V, все же при значении Ip менее 130 кВт/мм2, предпочтительно - менее 100 кВт/мм2 и, более предпочтительно менее 70 кВт/мм2, управление межслойным током позволяет достичь значения меньше 200 мА. Ip является фактором, влияющим на явление мгновенного испарения на поверхности листа стали во время облучения лазером, так что его можно считать фактором, который управляет условиями на поверхности, в частности, шероховатостью поверхности. Соответственно, при осуществлении способа, согласно настоящему изобретению, регулируя Ip с достижением значения 100 кВт/мм2 или менее, можно обеспечить изготовление листа электротехнической стали с высокими характеристиками потерь в сердечнике и межслойного сопротивления. Например, при d=0,015 мм и Р=150 Вт, задавая форму сфокусированного пятна в форме эллипса со значением dc, предпочтительно, составляющим 0,127 мм или более, получают высокое удельное сопротивление.
Далее приведено пояснение средней выходной мощности Р лазера. Как пояснялось выше, в настоящем изобретении определяется диапазон P/V. Соответственно, если средняя выходная мощность Р лазера становится малой, скорость V сканирования лучом в направлении ширины пластины также необходимо делать пропорционально малой. Однако способ использования процесса очистки магнитных доменов листа из электротехнической стали в соответствии с настоящим изобретением, например, такого, как описанный в японской патентной публикации (В) №6-19112, предусматривает периодическое облучение листа стали лучом лазера в режиме разделения во времени. В этом случае скорость технологической линии становится большой, что позволяет поддерживать линейный интервал Р1 при облучении в направлении прокатки постоянным, и при этом период облучения, т.е. время t (сек) сканирования для получения требуемого интервала между соседними линиями сканирования, становится короче. Расстояние Wc, которое сканирующий луч проходит за этот период, является произведением скорости сканирования на период t. Соответственно, когда выходная мощность лазера мала, скорость V также мала. То есть, когда выходная мощность лазера мала, ширина (следа) при обработке одним лазером уменьшается.
Например, если рассмотреть лист стали шириной 1000 мм и процесс непрерывной обработки, например, лазером, имеющим среднюю выходную мощность 10 Вт или менее, и если скорость реальной производственной линии составляет 30 м/мин, то ширина при обработке одним лазером оказалась бы малой - 10 мм, а количество необходимых лазеров превысило бы 100. Поэтому выходная мощность лазера, предпочтительно, превышает 10 Вт. В частности, возможны значения 20 Вт, 30 Вт, 40 Вт, 50 Вт, 100 Вт, 200 Вт, 300 Вт, 500 Вт, 800 Вт, 1 кВт, 2 кВт, 3 кВт, 5 кВт, 10 кВт, 20 кВт, 50 кВт, и другие.
Промышленная применимость
Настоящее изобретение может обеспечить изготовление текстурированного листа из электротехнической стали с характеристикой потерь в сердечнике, значительно улучшенной за счет сканирования слабосфокусированным пятном луча лазера.












Изобретение относится к области металлургии. Техническим результатом изобретения является получение текстурированного листа из электротехнической стали, обеспечивающего в сердечнике исключительно низкие потери по аномальным вихревым токам и на гистерезис. Для достижения технического результата ведут сканирование листа волоконным лазером, облучающим непрерывными волнами, в режиме ТЕМ00 с длиной λ волны, находящейся в диапазоне 1,07 мкм≤λ≤2,10 мкм перпендикулярно направлению прокатки листа с обеспечением постоянного интервала между строками при сканировании, при этом диаметр d (мм) сфокусированного пятна в направлении прокатки, линейная скорость V (мм/с) сканирования лучом лазера, средняя выходная мощность Р (Вт) лазера, ширина сформированных следов скрайбирования лазером или ширина W1 (мм) электрических доменов и интервал Р1 (мм) между следами скрайбирования лазером находятся в следующих диапазонах: 0<d≤0,2; 0,001≤P/V≤0,012; 0<W1≤0,20; 1,5<Р1≤11,0. 2 н. и 10 з.п. ф-лы, 13 ил.
0<d≤0,2;
0,001≤P/V≤0,012.
0,010<d≤0,10;
0,001≤P/V≤0,008.
0,010<d≤0,060;
0,002≤P/V≤0,006.
0,010<d≤0,040;
0,002≤P/V≤0,006.
где d - диаметр сфокусированного пятна луча в направлении прокатки;
dc - диаметр сфокусированного пятна в направлении, перпендикулярном направлению прокатки;
Р - средняя выходная мощность лазера.
| Способ получения листа электротехнической стали с ориентированной текстурой | 1979 |
|
SU1001864A3 |
| Способ производства анизотропной листовой электротехнической стали | 1988 |
|
SU1636459A1 |
| Способ изготовления анизотропной электротехнической стали | 1990 |
|
SU1744128A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КРУПНОЗЕРНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ТОЛЩИНОЙ 0,15 - 0,30 ММ | 1992 |
|
RU2016094C1 |

