Настоящее изобретение относится к упаковочной машине, содержащей:
- фасовочную секцию, в которой упаковочные лотки заполняются упаковываемым продуктом,
- секцию термосваривания, по меньшей мере, с верхним инструментом с верхней камерой и нижним инструментом с нижней камерой, которые соединяют термосвариванием верхнее пленочное полотно с упаковочным лотком, причем секция термосваривания имеет два клапана, причем один клапан реверсно соединяет нижний, а один клапан - верхний инструмент с источником низкого и/или среднего вакуума.
Такие упаковочные машины или термосварочные инструменты известны из уровня техники и используются, например, для того, чтобы упаковывать дискообразные продукты питания, например ломти колбасы, сыра и/или ветчины или другие весовые и/или штучные продукты. Эти упаковочные машины обозначаются как так называемые формовочно-фасовочно-укупорочные упаковочные машины (FFS-упаковочные машины), например устройства термоформования, или фасовочно-укупорочные упаковочные машины (FS-упаковочные машины), например упаковщики лотков. У первой пленочное полотно перемещается в тактовом режиме вдоль упаковочной машины, и сначала в предварительно нагретом нижнем пленочном полотне с помощью пуансона и/или вакуума формуются один или несколько упаковочных лотков на формат. Затем каждый упаковочный лоток в фасовочной секции заполняется ломтями упаковываемого продукта, прежде всего ломтями продуктов питания или других упаковываемых продуктов, затем закрываются покровной пленкой и разделяются. У FS-упаковочных машин этап формования отпадает. Упаковочные лотки поставляются как готовые "лотки", заполняются и затем закрываются. Зачастую упаковки имеют отличающуюся от воздуха атмосферу. Предпочтительно, для этого в упаковочном лотке сначала создается вакуум, и затем он заполняется газом или газовой смесью, например диоксидом углерода, азотом и/или кислородом. Прежде всего, создание вакуума, так называемое вакуумирование, зачастую продолжается очень долго и является лимитирующим шагом для общей производительности упаковочной машины.
Поэтому задачей настоящего изобретения была разработка упаковочной машины, которая не имеет недостатки согласно уровню техники.
Задача решена посредством упаковочной машины с:
- фасовочной секцией, в которой упаковочные лотки заполняются упаковываемым продуктом,
- секцией термосваривания, по меньшей мере, с верхним инструментом с верхней камерой и нижним инструментом с нижней камерой, которые соединяют термосвариванием верхнее пленочное полотно с упаковочным лотком, причем секция термосваривания имеет два клапана, причем один клапан реверсно соединяет нижний, а один клапан - верхний инструмент с источником низкого и/или среднего вакуума,
причем каждый клапан расположен на верхнем или нижнем инструменте, и в области верхнего и/или нижнего инструмента, и/или в области верхней и/или нижней камеры, и/или продуктовой камеры предусмотрено по два клапана, к одному из которых приложен только средний вакуум, а к другому - только низкий вакуум.
Сделанное в отношении этого предмета настоящего изобретения раскрытие справедливо для других предметов настоящего изобретения, и наоборот.
Настоящее изобретение относится к упаковочной машине, прежде всего формовочно-фасовочно-укупорочной упаковочной машине (FFS-упаковочной машине) или фасовочно-укупорочной упаковочной машине (FS-упаковочной машине). У первой пленочное полотно/нижнее пленочное полотно перемещается в тактовом режиме вдоль упаковочной машины и сначала нагревается. Затем в нагретом нижнем пленочном полотне формуются один или несколько упаковочных лотков, причем один или несколько упаковочных лотков расположены согласно так называемому формату, который изготавливается за один такт. Это формование упаковочного лотка в пленочном полотне может достигаться посредством пуансона или поддерживаться пуансоном, и/или происходить посредством вакуума в матрице и/или посредством повышенного давления в матрице. У FS-упаковочной машины, например упаковщика лотков, этап формования отпадает. Упаковочный лоток поставляется как готовый "лоток".
Затем этот упаковочный лоток в формовочной секции заполняется упаковываемым продуктом, прежде всего ломтями продукта питания, или другими весовыми или штучными упаковываемыми продуктами. После этого заполненный упаковочный лоток закрывается с помощью термосваривания покровной пленкой. Покровная пленка также может быть подвергнута глубокой вытяжке. Затем готовые упаковки разделяются с помощью продольно- и поперечно-резательного устройства или устройства для контурного реза.
Согласно изобретению секция термосваривания имеет по меньшей мере верхний инструмент и нижний инструмент, которые соединяют термосвариванием покровное пленочное полотно с упаковочным лотком. Верхний инструмент содержит верхнюю камеру, нижний инструмент - нижнюю камеру, и пространство между упаковочным лотком и покровным пленочным полотном образует продуктовую камеру. Продуктовая камера может быть частью верхнего и/или нижнего инструмента. Кроме того, согласно изобретению, секция термосваривания имеет по меньшей мере один клапан, который реверсно соединяет верхний и/или нижний инструмент с источником низкого и/или среднего вакуума, причем клапан расположен на верхнем и/или нижнем инструменте. Предпочтительно, каждая камера соединена по меньшей мере с одним клапаном. Прежде всего, предпочтительно, на каждой камере расположен по меньшей мере один клапан.
Вакуумный источник в духе изобретения предоставляет вакуум для вакуумирования упаковочного лотка. При этом речь может идти о вакуумном объеме и/или вакуумном насосе. Низким вакуумом в духе изобретения является относительно более высокое относительное давление, чем средний вакуум. Например, низкий вакуум имеет диапазон давлений ≥ 50 мбар, предпочтительно 50-70 мбар. Средний вакуум имеет, например, диапазон давлений < 50 мбар, например 5-10 мбар.
Расположенный на верхнем и/или нижнем инструменте или на верхней, продуктовой или нижней камере в духе изобретения означает, что между клапаном и верхним и/или нижним инструментом не предусмотрен или, если вообще предусмотрен, только очень короткий участок линии. Подобным участком линии является, например, линия в форме трубы или шланга, а также имеющаяся, например, в инструменте и/или в клапане выемка, прежде всего отверстие. Предпочтительно, при замене инструмента вентиль монтируется на упаковочной машине или демонтируется вместе с верхним и/или нижним инструментом. Предпочтительно, объем линии у верхнего и нижнего инструмента между клапаном и соответствующей камерой составляет на клапан менее чем 100 мл, предпочтительно менее чем 50 мл, особо предпочтительно менее чем 30 мл, и еще более предпочтительно менее чем 20 мл. У продуктовой камеры объем линии составляет менее чем 2, предпочтительно менее чем 1,5, и особо предпочтительно менее чем 1, и в высшей степени предпочтительно менее чем 0,75, измеренного объема линии в миллилитрах на миллиметр перемещения и на клапан, причем перемещение является длиной перемещения пленочного полотна при одном такте.
Благодаря чрезвычайно короткому расстоянию между клапаном и верхним и/или нижним инструментом, или верхней, продуктовой или нижней камерой, экономится объем подводящей линии, который должен быть большим для повышения скорости потока. Наряду с преимуществом уменьшения объема, еще одним преимуществом является оптимизация проводимости в пути оттока воздуха. Потому что вакуумные шланги могут быть проложены к верхнему или нижнему инструменту или прямо, или с большими радиусами. Кроме того, теперь поток должен течь только через один клапан вместо двух. Возможно имеющийся распределитель вакуума, который позволяет распределение от одной линии на несколько клапанов, оптимизирован по потоку.
Обычно между верхним и нижним инструментом или между верхней и нижней камерами предусмотрена еще продуктовая камера, которая при замене газа также вакуумируется. Предпочтительно, у этой продуктовой камеры также имеется по меньшей мере один клапан, причем пояснения относительно клапана относительно верхнего и нижнего инструмента равным образом справедливы и для продуктовой камеры.
Предпочтительно, в верхней камере, в нижней камере и/или в продуктовой камере создается одинаковый вакуум.
Еще одним предпочтительным или соответствующим изобретению предметом настоящего изобретения является упаковочная машина, у которой клапан имеет седло клапана и подвижный элемент, которые взаимодействуют уплотняющим образом, и у которой седло клапана является частью нижнего или верхнего инструмента.
Сделанное в отношении этого предмета настоящего изобретения раскрытие справедливо для других предметов настоящего изобретения, и наоборот.
Этот предпочтительный или соответствующий изобретению вариант осуществления настоящего изобретения имеет преимущество, что между клапаном и верхним, нижним инструментом или верхней, продуктовой и/или нижней камерой имеется минимальное расстояние или нет совершенно никакого расстояния. Клапан является частью камеры инструмента или продуктовой камеры, и при замене инструмента заменяется вместе с ним/с ними. Клапан оптимально согласован с соответствующим инструментом. Предпочтительно, верхний и нижний инструмент или верхняя, продуктовая и/или нижняя камера имеют клапан соответственно для низкого вакуума и среднего вакуума. После того как в соответствующую изобретению упаковочную машину встроен новый инструмент, вентили должны быть только соединены с соответствующими источниками вакуума. Линия между клапаном и источником вакуума не должна оптимизироваться по объему никаким образом, а может быть оптимизирована исключительно в отношении сопротивлению потоку.
Предпочтительно, седло клапана предусмотрено монолитным с нижним и/или верхним инструментом, или верхней, продуктовой и/или нижней камерой. Тогда седло клапана изготавливается, например, обработкой резанием в соответствующем инструменте или продуктовой камере.
В случае если предусмотрены клапаны для низкого и среднего вакуума, они могут быть выполнены различно. Например, клапан для низкого вакуума может быть предусмотрен как клапан без привода.
Сделанное в отношении этого предмета настоящего изобретения раскрытие справедливо для других предметов настоящего изобретения, и наоборот.
Согласно изобретению каждый инструмент и/или каждая камера имеет два клапана, причем к одному клапану приложен только средний вакуум, а к другому - только низкий вакуум. Благодаря этому могут быть уменьшены объемы, которые при каждом переключении с низкого на средний вакуум должны вакуумироваться рядом с соответствующим инструментом или соответствующей камерой, вследствие чего может быть уменьшено время, которое требуется для вакуумирования, и одновременно требуется меньшая скорость откачки, таким образом, меньшая производительность насоса для поддерживания вакуума. "В области" в духе изобретения означает, что объем линии у верхней и нижней камеры между клапаном и соответствующей камерой составляет на клапан предпочтительно менее чем 100 мл, предпочтительно менее чем 50 мл, особо предпочтительно менее чем 30 мл, и еще более предпочтительно менее чем 20 мл. У продуктовой камеры объем линии, предпочтительно, составляет менее чем 2, предпочтительно менее чем 1,5, и особо предпочтительно менее чем 1, и в высшей степени предпочтительно менее чем 0,75, измеренного объема линии в миллилитрах на миллиметр перемещения и на клапан, причем перемещение является длиной перемещения пленочного полотна при одном такте.
Еще одним предметом настоящего изобретения является термосварочный инструмент упаковочной машины, отличающийся тем, что он имеет по меньшей мере один клапан, предпочтительно два клапана.
Сделанное в отношении этого предмета настоящего изобретения раскрытие справедливо для других предметов настоящего изобретения, и наоборот.
Согласно изобретению каждый инструмент и/или каждая камера имеет один клапан, который, прежде всего, жестко соединен с соответствующим инструментом. Следовательно, при замене инструмента соответствующий клапан заменяется вместе с инструментом или продуктовой камерой.
Предпочтительно, каждый клапан имеет седло клапана и подвижный элемент, например толкатель, который уплотняющим образом взаимодействует с седлом клапана, причем седло клапана является частью нижнего или верхнего инструмента, или верхней, продуктовой или нижней камеры. Предпочтительно, седло клапана предусмотрено монолитным с нижним и/или верхним инструментом.
Еще одним предметом настоящего изобретения является способ вакуумирования камеры термосварочного инструмента, в котором к первому комплекту клапанов, который состоит по меньшей мере из двух клапанов, сначала прикладывают низкий вакуум, а затем к другому комплекту клапанов, который состоит по меньшей мере из двух клапанов, прикладывают средний вакуум.
Сделанное в отношении этого предмета настоящего изобретения раскрытие справедливо для других предметов настоящего изобретения, и наоборот.
Вследствие того, что к одному комплекту клапанов приложен лишь один вакуум, то есть низкий или средний вакуум, для вакуумирования камеры требуется существенно меньше времени.
Еще одним предметом настоящего изобретения является способ замены инструмента, в котором вместе с инструментом заменяют также и клапаны.
Сделанное в отношении этого предмета настоящего изобретения раскрытие справедливо для других предметов настоящего изобретения, и наоборот.
Этот способ согласно изобретению имеет преимущество, что специально предусмотренный для соответствующего инструмента клапан монтируется вместе с инструментом.
В дальнейшем изобретение будет разъяснено со ссылкой на фиг. 1-3. Эти разъяснения являются приведенными лишь в качестве примеров, и не ограничивают общие идеи изобретения. Разъяснения справедливы равным образом для всех предметов настоящего изобретения.
На фиг. 1 показана упаковочная машина согласно изобретению.
На фиг. 2 показана секция термосваривания согласно уровню техники.
На фиг. 3 показана секция термосваривания упаковочной машины согласно изобретению.
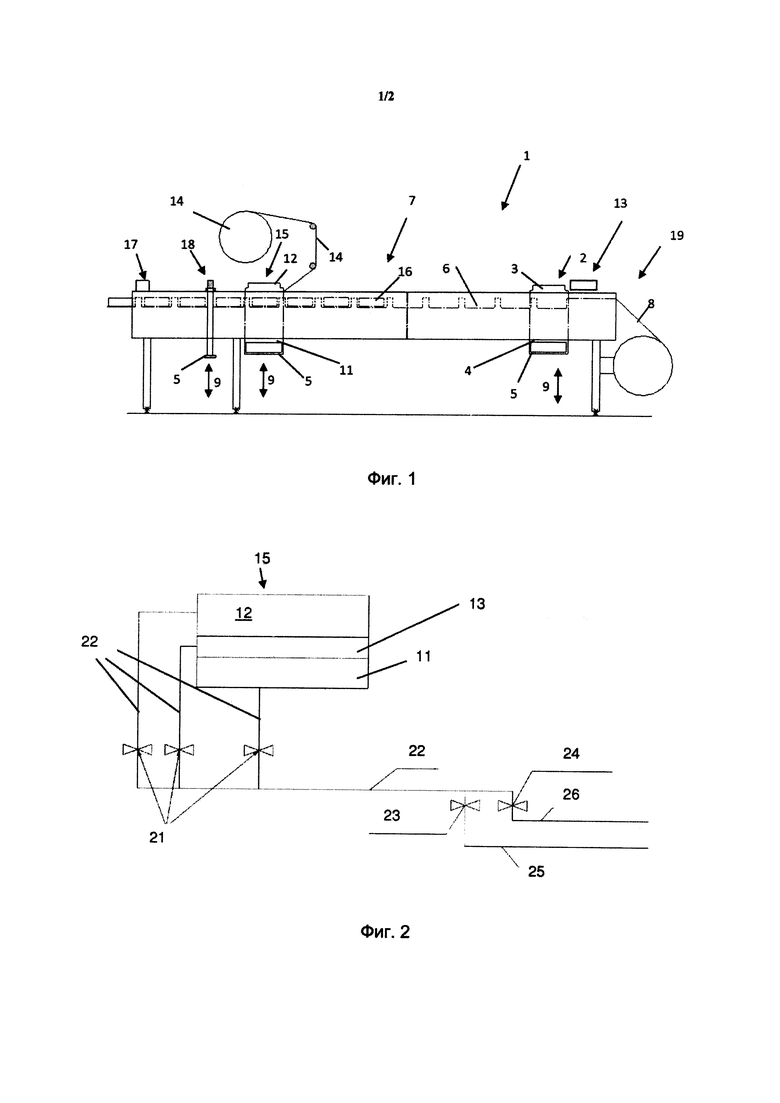
На фиг. 1 показана упаковочная машина 1 согласно изобретению, которая в данном случае имеет секцию 2 глубокой вытяжки, фасовочную секцию 7, а также секцию термосваривания, то есть является FFS-упаковочной машиной. Нижнее пленочное полотно 8, в данном случае пластмассовое пленочное полотно 8, сматывается с запасного рулона и в тактовом режиме транспортируется справа налево вдоль упаковочной машины согласно изобретению. При одном такте нижнее пленочное полотно 8 транспортируется на длину формата. Для этого упаковочная машина имеет два транспортировочных средства (не показаны), в данном случае соответственно две бесконечные цепи, которые расположены справа и слева от нижнего пленочного полотна 8. Как в начале, так и в конце упаковочной машины для каждой цепи соответственно предусмотрено по меньшей мере одно зубчатое колесо, чтобы изменялось направление соответствующей цепи. По меньшей мере одно из этих зубчатых колес является приводимым в движение. Зубчатые колеса во входной области и/или в выходной области могут быть соединены друг с другом, предпочтительно, посредством жесткого вала. Каждое транспортировочное средство имеет несколько зажимных средств, которые захватывают путем зажимания нижнее пленочное полотно 8 во входной области 24 и передают движение транспортировочного средства 8 к нижнему пленочному полотну 8. В выходной области упаковочной машины зажимное соединение между транспортировочным средством и нижним пленочным полотном 8 снова разрывается. Сначала нижнее пленочное полотно 8 нагревается, прежде всего, до его температуры стеклования. Предпочтительно, это происходит в то время, когда пленочное полотно стоит неподвижно. В расположенной далее секции 2 глубокой вытяжки, которая располагает верхним инструментом 3 и нижним инструментом 4, которые имеют форму (матрицу) подлежащего изготовлению упаковочного лотка, в пленочном полотне 8 формуются упаковочные лотки 6. Нижний инструмент 4 расположен в подъемном столе 5, который, как показано двойной стрелкой, является перемещаемым вертикально. Перед каждой подачей пленки нижний инструмент 4 опускается и затем снова поднимается. Предпочтительно, формование нижнего полотна по меньшей мере поддерживается пуансоном, особо предпочтительно, по меньшей мере по одному на упаковочный лоток, который соответственно предусмотрен в верхнем инструменте 3 и посредством приводного механизма опускается из поднятого парковочного положения в положение формования, и перед дальнейшим транспортированием пленочного полотна 8 снова поднимается. В ходе дальнейшего движения вдоль упаковочной машины упаковочные лотки в фасовочной секции 7 заполняются дискообразным упаковываемым продуктом 16. В следующей за ней секции 15 термосваривания, которая также состоит из верхнего инструмента 12 и вертикально перемещаемого нижнего инструмента 11, верхняя пленка 14 посредством материального замыкания, предпочтительно термосваривания, закрепляется на нижнем пленочном полотне 8. Для этого секция термосваривания, как правило, имеет нагреваемую раму термосваривания. Также и в секции термосваривания верхний инструмент и/или нижний инструмент перед и после каждого перемещения пленки опускаются или поднимаются. Также верхняя пленка 14 может направляться в транспортировочных средствах или транспортироваться транспортировочными цепями, причем тогда эти транспортировочные средства простираются от секции термосваривания и, при известных условиях, вниз по потоку. Кроме того, также и верхняя пленка может подвергаться глубокой вытяжке, и перед глубокой вытяжкой нагреваться. В остальном справедливы описания, которые сделаны относительно транспортировочных средств для нижней пленки. В ходе дальнейшего движения вдоль упаковочной машины изготовленные упаковки разделяются, что в данном случае происходит с помощью поперечно-резательного устройства 18 и продольно-резательного устройства 17. Поперечно-резательное устройство 18 в данном случае также является поднимаемым или опускаемым посредством подъемного устройства 9.
В случае если упаковочная машина согласно изобретению является только FS-упаковочной машиной, то есть, например, упаковщиком лотков, она имеет только фасовочную секцию и секцию термосваривания. Вырезка изготовленных упаковок из верхней пленки в этом случае происходит, предпочтительно, в секции термосваривания резом по контуру.
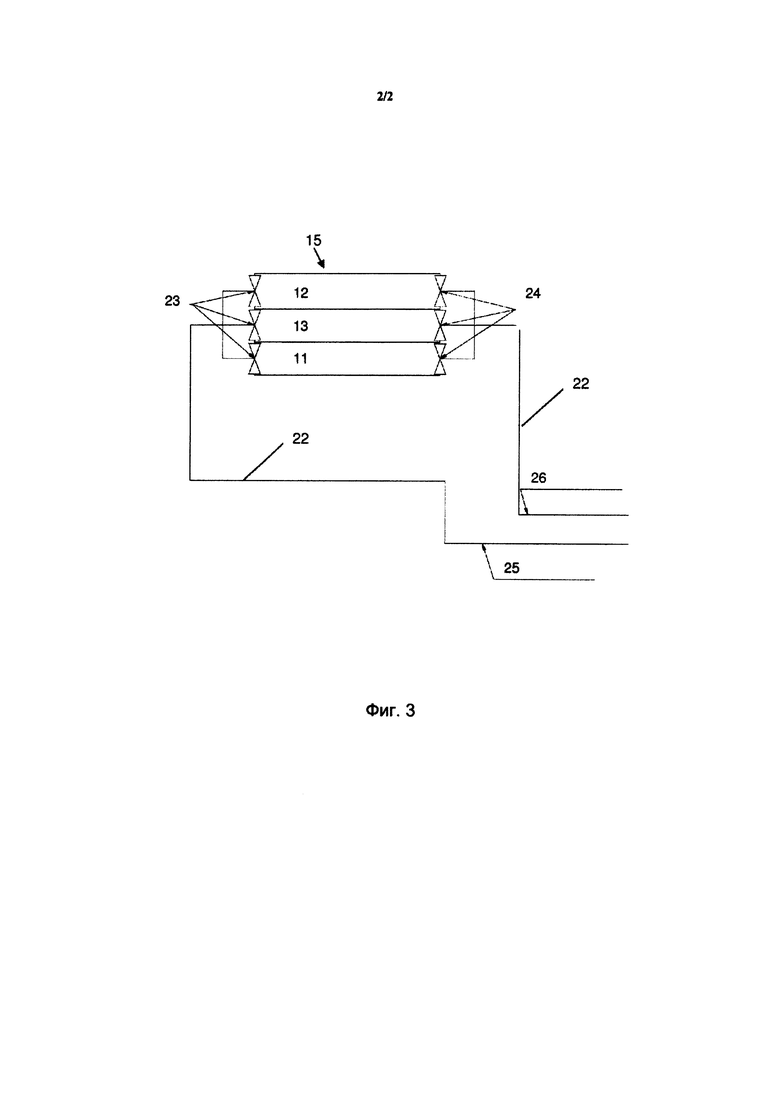
На фиг. 2 показана секция 15 термосваривания согласно уровню техники. Она имеет верхний инструмент 12, нижний инструмент 11 и, в данном случае, продуктовую камеру 13. Верхним и нижним инструментом верхняя пленка под влиянием температуры и давления приваривается к упаковочному лотку. Перед термосвариванием в упаковочном лотке происходит замена газа. Для этого имеющийся в упаковочном лотке объем воздуха сначала должен быть уменьшен посредством вакуума. В данном случае, сначала прикладывается низкий вакуум, и затем средний вакуум. Соответственно этому, секция термосваривания имеет источник 26 низкого вакуума, например вакуумный сосуд или вакуумный насос, и источник 25 среднего вакуума, например вакуумный сосуд или вакуумный насос. Вниз по потоку от источников 25, 26 расположен клапан 23 среднего вакуума или клапан 24 низкого вакуума, которые, в свою очередь, вниз по потоку подключены к линии 22, которая соединяет клапаны 23, 24 с соответствующим инструментом 11-13. Для откачивания до низкого вакуума открываются клапаны 24 и 21. Клапан 23 закрыт. Для переключения с низкого вакуума на средний вакуум клапан 24 снова закрывается, а клапан 23 открывается. Выполнение согласно уровню техники имеет недостаток, что сначала должен быть полностью отсосан газ из объема линии 22, прежде чем давление в инструментах 11-13 может быть уменьшено до давления среднего вакуума.
На фиг. 3 показано решение согласно изобретению. По меньшей мере один, в данном случае все инструменты 11-13, имеют два клапана 23, 24, которые, предпочтительно, интегрированы в соответствующий инструмент. Предпочтительно, седло клапана клапанов 23, 24 выполнено в соответствующем инструменте. Не существует никакой линии между клапанами 23, 24 и инструментом 11-13. Клапаны 23 через линию 22 напрямую соединены с источником низкого вакуума. Чтобы установить в инструментах 11-13 низкий вакуум, открываются клапаны 24. При переключении с низкого вакуума на средний вакуум клапаны 24 закрываются, а клапаны 23 открываются. Благодаря тому, что клапаны являются частью соответствующего инструмента, соответствующий вакуум после открывания клапанов прикладывается непосредственно к соответствующему инструменту 11-13. Газ не должен сначала полностью отсасываться из объема линии 22, и линия 22 может быть рассчитана с оптимизацией по потоку. При замене инструмента клапаны 23, 24 заменяются вместе с соответствующим инструментом.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 упаковочная машина
2 формовочная секция, секция глубокой вытяжки
3 верхний инструмент секции глубокой вытяжки
4 нижний инструмент секции глубокой вытяжки
5 подъемный стол, носитель инструмента секции термосваривания, секции глубокой вытяжки и/или режущего устройства
6 упаковочный лоток
7 фасовочная секция
8 пленочное полотно, нижнее пленочное полотно
9 подъемное устройство
10 привод
11 нижняя камера секции термосваривания
12 верхняя камера секции термосваривания
13 продуктовая камера
14 верхнее пленочное полотно, покровная пленка
15 секция термосваривания
16 упаковываемый продукт
17 продольно-резательное устройство
18 поперечно-резательное устройство
19 входная область
20 пуансон глубокой вытяжки
21 вакуумный клапан
22 линия
23 клапан среднего вакуума
24 клапан низкого вакуума
25 источник среднего вакуума
26 источник низкого вакуума
Изобретение относится к области упаковки. Упаковочная машина содержит фасовочную секцию и секцию термосваривания. В фасовочной секции лотки заполняются упаковываемым продуктом. Секция термосваривания имеет верхний и нижний инструменты. Инструменты соединяют термосвариванием верхнее пленочное полотно с упаковочным лотком. Секция термосваривания имеет по меньшей мере один клапан. Клапан реверсно соединяет верхний и/или нижний инструмент с источником низкого и/или среднего вакуума. Обеспечивается повышение производительности машины. 3 з.п. ф-лы, 3 ил.
1. Упаковочная машина (1), содержащая:
- фасовочную секцию, в которой упаковочные лотки (6) заполняются упаковываемым продуктом,
- секцию (15) термосваривания, по меньшей мере, с верхним инструментом с верхней камерой (11) и нижним инструментом с нижней камерой (12), которые соединяют термосвариванием верхнее пленочное полотно (14) с упаковочным лотком, причем секция термосваривания имеет два клапана (23, 24), причем один клапан реверсно соединяет нижний, а один клапан - верхний инструмент (11, 12) с источником (25, 26) низкого и/или среднего вакуума,
отличающаяся тем, что каждый клапан (23, 24) расположен на верхнем или нижнем инструменте, и в области верхнего и/или нижнего инструмента, и/или в области верхней и/или нижней камеры, и/или продуктовой камеры (11, 12) предусмотрено по два клапана, к одному из которых приложен только средний вакуум, а к другому - только низкий вакуум.
2. Упаковочная машина по п. 1, отличающаяся тем, что клапан имеет седло клапана и подвижный элемент, который уплотняющим образом взаимодействует с седлом клапана, причем седло клапана является частью нижнего или верхнего инструмента.
3. Упаковочная машина по п. 2, отличающаяся тем, что седло клапана выполнено монолитным с нижним и/или верхним инструментом.
4. Упаковочная машина по одному из пп. 1-3, отличающаяся тем, что клапан (24) низкого вакуума выполнен в виде обратного клапана.
| Устройство для упаковывания продуктов под вакуумом в пакет из термопластичного материала | 1977 |
|
SU1443792A3 |
| EP 0622301 A1, 02.11.1994 | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Способ выделения плутония из смеси с ураном | 1988 |
|
SU1595794A1 |

