Настоящее изобретение относится к упаковке с упаковочным лотком, в который помещается упаковываемый продукт и который закрыт крышкой, с которой упаковочный лоток соединен с геометрическим замыканием по меньшей мере одним соединением, которое образовано первым и вторым соединительными элементами. Изобретение относится также к способу изготовления подобной упаковки и к соответствующей упаковочной машине.
Обычно упаковки, к которым относится настоящее изобретение, состоят из упаковочного лотка, в который помещаются упаковываемые продукты, например пищевые продукты. Упаковочный лоток после помещения в него упаковываемого продукта затем закрывается обычно предварительно сформованной крышкой. Для повышения усилия, которое после первого вскрытия упаковки потребуется прикладывать к крышке для ее снятия с упаковочного лотка, и для возможности повторного закрывания упаковки между крышкой и упаковочным лотком предпочтительно предусматривать по меньшей мере одно соединение с геометрическим замыканием. Такое соединение с геометрическим замыканием образовано двумя соединительными элементами, например канавкой и утапливаемым в нее гребнем.
В настоящее время соединительные элементы формуют на крышке, соответственно на упаковочном лотке в процессе их изготовления глубокой вытяжкой. Поскольку, однако, крышка, соответственно упаковочный лоток после их изготовления глубокой вытяжкой должны допускать возможность их извлечения из формы для глубокой вытяжки, а один соединительный элемент должен допускать возможность его введения в другой соединительный элемент, подобная технология изготовления упаковок накладывает существенные ограничения на форму соединительных элементов.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать упаковку, которая не имела бы недостатков, присущих уровню техники.
Указанная задача решается с помощью упаковки с упаковочным лотком, в который помещается упаковываемый продукт и который закрыт крышкой, с которой упаковочный лоток соединен с геометрическим замыканием по меньшей мере одним соединением, которое образовано первым и вторым соединительными элементами, по меньшей мере один из которых по меньшей мере частично был сформован на упаковке после закрывания упаковочного лотка крышкой.
При создании изобретения неожиданно было установлено, что у предлагаемой в изобретении упаковки ее крышку и упаковочный лоток можно скреплять с геометрическим замыканием соединением любой формы. Благодаря этому предоставляются широкие возможности по конструктивному исполнению соединения с геометрическим замыканием между упаковочным лотком и крышкой, что, например, позволяет исключительно точно отрегулировать усилие, которое необходимо прикладывать к крышке для ее снятия с упаковочного лотка. Предлагаемая в изобретении упаковка проста и экономична в изготовлении.
Предлагаемая в изобретении упаковка состоит из упаковочного лотка, в который помещается упаковываемый продукт, и крышки. Оба этих элемента упаковки - упаковочный лоток и крышку - предпочтительно изготавливать из полимерного материала глубокой вытяжкой. Для изготовления упаковочного лотка и крышки можно при этом использовать сравнительно жесткий и/или вспененный полимерный материал. Между крышкой и упаковочным лотком предусмотрено одно соединение с геометрическим замыканием, а в предпочтительном варианте - несколько соединений с геометрическим замыканием, которое позволяет повысить усилие, которое необходимо прикладывать к крышке для ее отделения от упаковочного лотка. Соединения с геометрическим замыканием могут быть по любой схеме распределены по периметру упаковки. Помимо этого соединения с геометрическим замыканием можно выполнять с комбинации с шарниром, располагая в этом случае по меньшей мере одно соединение с геометрическим замыканием диаметрально напротив шарнирного соединения крышки с упаковочным лотком. Соединения с геометрическим замыканием можно также выполнять в виде защелкивающихся соединений, что обеспечивает возможность повторного закрывания упаковки. Согласно изобретению соединение с геометрическим замыканием состоит из первого и второго соединительных элементов, которые входят один в другой и таким путем создают соединение с геометрическим замыканием. В качестве таких соединительных элементов можно использовать все применяемые в подобных целях соединительные элементы, которые позволяют создавать геометрическое замыкание в соединении между упаковочным лотком и крышкой. Предпочтительны же соединительные элементы в виде канавки и гребня, образующих так называемое соединение в шпунт и гребень, или в виде двух элементов сферической формы, входящих один в другой.
В предпочтительном варианте соединение с геометрическим замыканием располагается параллельно направлению перемещения пленочного полотна, из которого изготавливаются упаковочные лотки. Этот вариант осуществления настоящего изобретения позволяет упростить конструкцию инструментов, соответственно их размещение в упаковочной машине, необходимых для формования на упаковочном лотке, соответственно на крышке соединительных элементов соединения с геометрическим замыканием.
Предлагаемую в изобретении упаковку снабжают одним соединением с геометрическим замыканием, а предпочтительно снабжать ее двумя или более соединениями с геометрическим замыканием.
В предпочтительном варианте крышка и упаковочный лоток соединены друг с другом термосвариванием в плоскости термосваривания. Подобное термосварное соединение предпочтительно выполнять расслаиваемым, что позволяет после первого вскрытия упаковки вновь закрывать ее с помощью соединения с геометрическим замыканием.
Соединения с геометрическим замыканием, соответственно образующие их соединительные элементы предпочтительно выдавливать на упаковочном лотке термоформованием. При этом соединение с геометрическим замыканием предпочтительно выполнять в направлении изнутри наружу, т.е. с увеличением периметра упаковки в зоне такого соединения. Преимущество этого варианта осуществления настоящего изобретения состоит в том, что сформованные на упаковке соединительные элементы не сужают отверстие, через которое из упаковки можно извлечь ее содержимое, или в отсутствие необходимости выполнять на упаковке дополнительные выпуклости, в которых затем формуются соединения с геометрическим замыканием, как это известно, например, из ЕР 0367603 А2.
Соединительные элементы соединения с геометрическим замыканием предпочтительно формовать на боковых стенках упаковочного лотка.
Крышку предпочтительно закреплять на упаковочном лотке термосвариванием. Подобное термосварное соединение крышки с упаковочным лотком предпочтительно выполнять расслаиваемым, что позволяет после первого вскрытия упаковки вновь закрывать ее с помощью соединения с геометрическим замыканием. Крышку предпочтительно соединять с упаковочным лотком термосвариванием в по существу горизонтальной плоскости.
Упаковки, о которых идет речь в настоящем описании, могут представлять собой упаковки любой формы. Предпочтительны, однако, упаковки с в основном четырехугольным или круглым основанием.
Еще одним объектом настоящего изобретения является способ изготовления упаковки, состоящей из упаковочного лотка и крышки, при осуществлении которого упаковочный лоток закрывают крышкой, а затем на упаковке формуют соединение, соединяющее крышку с упаковочным лотком с геометрическим замыканием.
Предлагаемым в изобретении способом можно изготавливать упаковки с приданием любой формы соединению с геометрическим замыканием между упаковочным лотком и крышкой. Предлагаемый в изобретении способ прост и экономически эффективен в реализации.
В одном из предпочтительных вариантов осуществления предлагаемого в изобретении способа соединение с геометрическим замыканием формуют на упаковке после прикрепления крышки термосвариванием к упаковочному лотку. Подобное термосварное соединение крышки с упаковочным лотком предпочтительно выполнять расслаиваемым.
Предлагаемый в изобретении способ изготовления упаковок предпочтительно осуществлять в тактовом или периодическом режиме, т.е. в режиме, в котором всегда группа из нескольких упаковок периодически или дискретно перемещается в упаковочной машине. При работе в таком режиме формование соединений с геометрическим замыканием на изготавливаемых упаковках происходит при их нахождении в неподвижном состоянии. Для формования соединений с геометрическим замыканием предпочтительно при этом использовать вертикально перемещаемый инструмент с одним средством для выдавливания или, что более предпочтительно, с несколькими средствами для выдавливания. Собственно этими средствами для выдавливания и формуются соединения с геометрическим замыканием на изготавливаемых упаковках.
Для собственно выполнения соединений с геометрическим замыканием средства для выдавливания в предпочтительном варианте перемещаются перпендикулярно направлению перемещения упаковок в упаковочной машине и при таком своем перемещении формуют на упаковочном лотке, соответственно на крышке соединение с геометрическим замыканием. По завершении процесса формования соединения с геометрическим замыканием средства для выдавливания вновь отводятся вбок и затем вверх, после чего упаковки можно перемещать далее в очередном такте работы упаковочной машины.
Дополнительно к средствам для выдавливания предпочтительно предусмотреть взаимодействующие с ними контропоры, например, во избежание коробления упаковки при формовании на ней соединения с геометрическим замыканием. Такие контропоры предпочтительно выполнять с возможностью вертикального перемещения прежде всего при изготовлении круглых упаковок. Контропоры сразу же после того, как упаковки оказываются под средствами для выдавливания, выдвигаются вверх в положение, в котором они прилегают к упаковочным лоткам. По завершении процесса формования соединения или соединений с геометрическим замыканием контропоры вновь опускаются, и лишь после этого выполняется очередной такт перемещения упаковок.
Перед опусканием контропоры предпочтительно поворачивать вокруг их осей.
Следующим объектом настоящего изобретения является упаковочная машина со средствами для выдавливания, предназначенными для формования на упаковке по меньшей мере одного соединительного элемента соединения с геометрическим замыканием.
В предпочтительном варианте такие средства для выдавливания выполнены с возможностью перемещения перпендикулярно направлению перемещения пленочного полотна, что позволяет подводить их сбоку к упаковочному лотку, соответственно к крышке до соприкосновения с ним, соответственно с ней и затем вновь отводить от него, соответственно от нее. Средства для выдавливания предпочтительно далее выполнять с возможностью вертикального перемещения, чтобы после формования соединения с геометрическим замыканием на упаковке их можно было отвести с пути ее перемещения в упаковочной машине.
Предлагаемую в изобретении упаковочную машину предпочтительно выполнять с возможностью работы в тактовом или периодическом режиме. В такой упаковочной машине одна группа упаковок всегда перемещается в тактовом или дискретном режиме на строго определенное расстояние. Обработка упаковок, равно как и формование на них соединения с геометрическим замыканием, происходит при их нахождении в неподвижном состоянии.
В еще одном предпочтительном варианте предлагаемая в изобретении упаковочная машина имеет контропоры, с которыми взаимодействуют средства для выдавливания. Выполненная по этому предпочтительному варианту осуществления изобретения упаковочная машина позволяет быстрее и точнее формовать соединительные элементы соединения с геометрическим замыканием на упаковочном лотке, соответственно на крышке. Помимо этого наличие контропор позволяет избежать коробления упаковки в процессе выполнения на ней соединения с геометрическим замыканием.
Контропоры можно далее выполнить с возможностью вертикального перемещения. Выполнение контропор с возможностью вертикального перемещения предпочтительно прежде всего при изготовлении круглых упаковок. Помимо этого контропоры перед их опусканием предпочтительно поворачивать вокруг их осей до совмещения имеющейся у каждой из контропор выемки со сформованным соединением с геометрическим замыканием. После этого возможно беспрепятственное опускание контропор.
В еще одном предпочтительном варианте предлагаемая в изобретении упаковочная машина имеет секцию термосваривания, в которой крышка термосвариванием закрепляется на упаковочном лотке. При этом средства для выдавливания предпочтительно располагать в направлении перемещения пленки, из которой изготавливается упаковочный лоток, соответственно крышка, после этой секции термосваривания.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые к описанию чертежи. Все такие пояснения носят исключительно иллюстративный характер и не ограничивают объем изобретения. Эти пояснения в равной мере относятся ко всем объектам настоящего изобретения. На прилагаемых чертежах, в частности, показано:
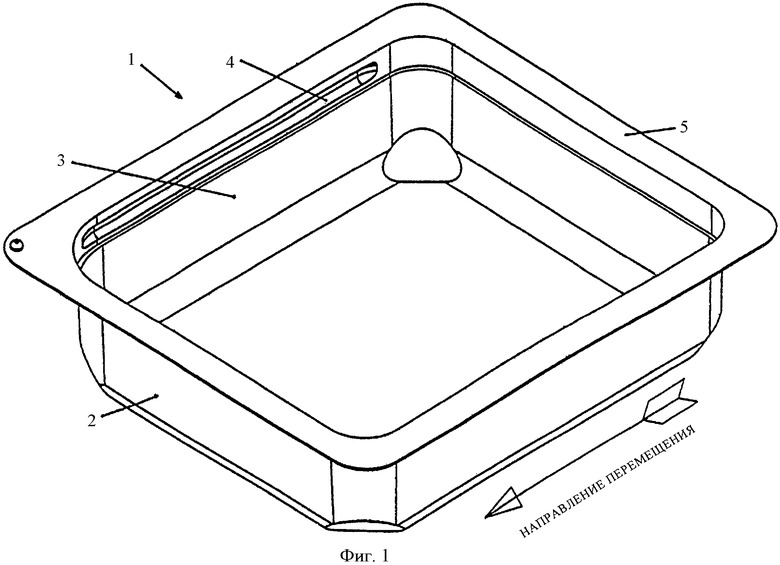
на фиг.1 - предлагаемая в изобретении упаковка,
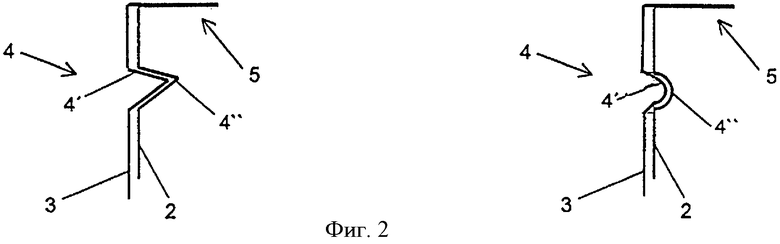
на фиг.2 - два возможных варианта выполнения соединения с геометрическим замыканием,
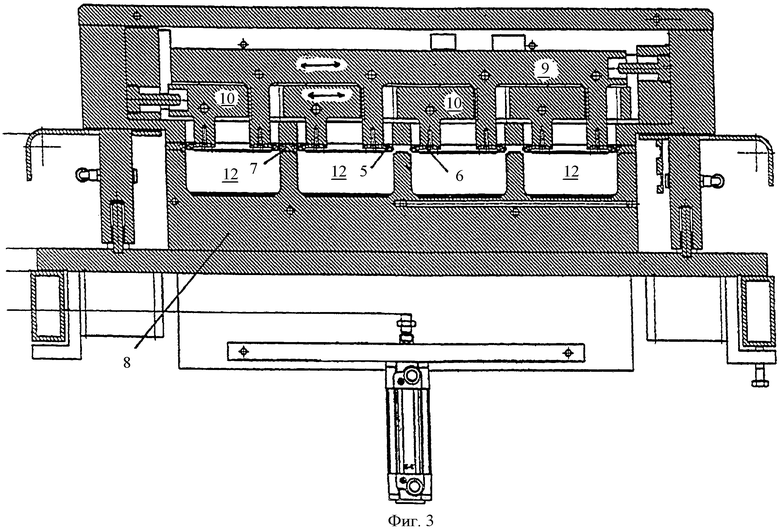
на фиг.3 - фрагмент предлагаемой в изобретении упаковочной машины со средствами для выдавливания,
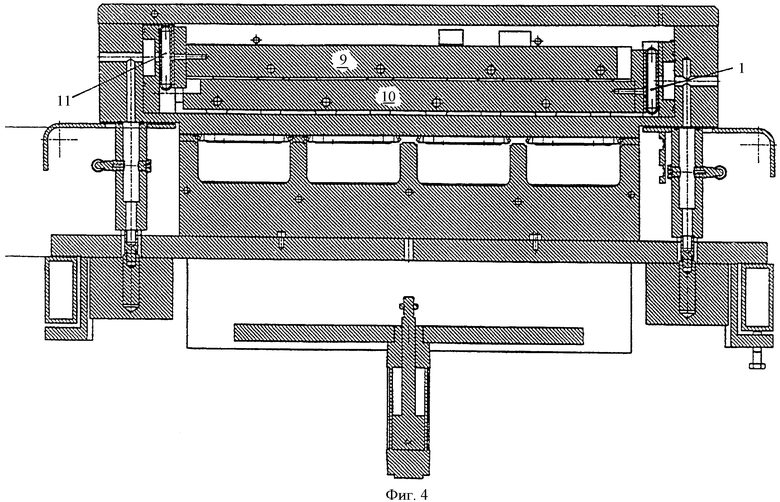
на фиг.4 - аналогичная показанной на фиг.3 упаковочная машина с изображением других конструктивных особенностей средств для выдавливания,
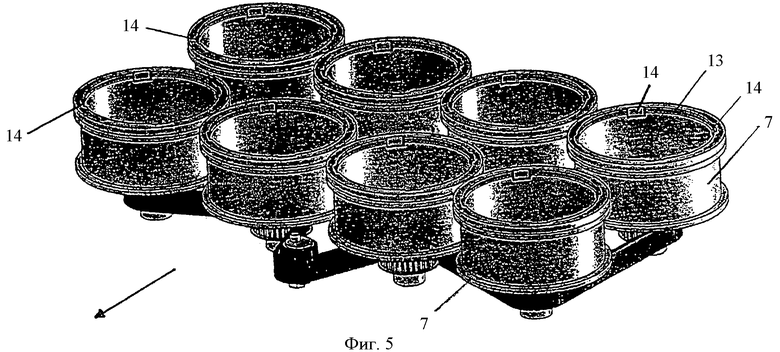
на фиг.5 - набор круглых контропор для изготовления предлагаемых в изобретении упаковок,
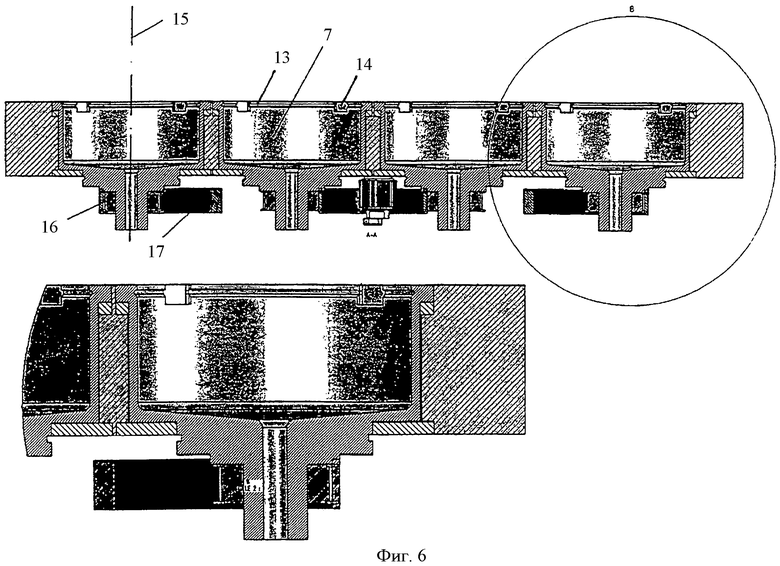
на фиг.6 - вид в разрезе изображенных на фиг.5 контропор и увеличенный вид одной из них и
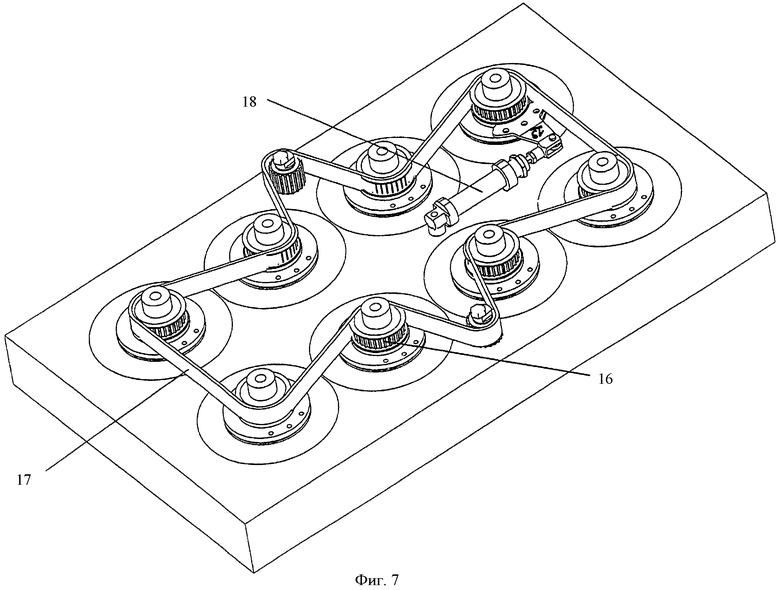
на фиг.7 - привод контропор.
На фиг.1 показана предлагаемая в изобретении упаковка, состоящая из упаковочного лотка 2 и крышки 3. В упаковочный лоток 2 может помещаться упаковываемый продукт, например пищевой продукт. После помещения упаковываемого продукта в упаковочный лоток 2 он затем закрывается крышкой 3. После закрывания упаковочного лотка крышкой на крышке и/или на упаковочном лотке формуется соединение 4 с геометрическим замыканием. В рассматриваемом примере такое соединение с геометрическим замыканием формуется и на крышке 3 и на упаковочном лотке 2. Предлагаемая в изобретении упаковка изготавливается на упаковочной машине, в которую упаковочный лоток и крышка поступают в уже окончательно сформованном виде либо в которой упаковочный лоток и крышка сначала формуются, например, глубокой вытяжкой из плоского пленочного полотна. В любом случае упаковки перемещаются в упаковочной машине, предпочтительно в периодическом или тактовом режиме, в обозначенном стрелкой направлении. В рассматриваемом примере соединение 4 с геометрическим замыканием расположено параллельно направлению перемещения упаковок в упаковочной машине, что позволяет существенно упростить ее конструкцию, которая более подробно рассмотрена ниже со ссылкой на фиг.3 и 4. После формования на упаковке соединения с геометрическим замыканием крышка в плоскости термосваривания окончательно крепится термосвариванием к упаковочному лотку с возможностью последующего снятия или отделения от него.
На фиг.2 показаны два возможных варианта выполнения соединения с геометрическим замыканием. Слева на чертеже показана канавка с треугольным в сечении профилем, которая проходит перпендикулярно плоскости чертежа. Формование соединения с геометрическим замыканием на крышке, соответственно на упаковочном лотке лишь после помещения крышки на упаковочный лоток позволяет придавать соединению с геометрическим замыканием форму или профиль, которую, соответственно который невозможно получить согласно уровню техники. Так, например, ранее было невозможно выполнять подобные, показанные слева на чертеже паз, соответственно гребень треугольного профиля, поскольку при использовании традиционной технологии их либо невозможно было бы более извлечь из формы, либо невозможно было бы не повредить при закрывании упаковочного лотка крышкой.
Справа на фиг.2 показан вариант, в котором соединение с геометрическим замыканием выполнено полусферической формы. Очевидно, что несколько подобных соединений с геометрическим замыканием, образованных соединительными элементами полусферической формы, предпочтительно распределять по всему периметру упаковочного лотка. В остальном к выполненному по этому варианту соединению с геометрическим замыканием относится все сказанное выше в отношении соединения с геометрическим замыканием, выполненного по показанному слева на фиг.2 варианту.
На фиг.3 показаны средства для выдавливания, которыми оснащена предлагаемая в изобретении упаковочная машина. Закрытый крышкой упаковочный лоток (не показан) перемещается перпендикулярно плоскости чертежа в направлении за нее и при этом кратковременно останавливается в гнездах 12 инструмента 8. Сразу же после остановки упаковки в пределах гнезда 12 опускаются находящиеся на подвижных элементах 9, 10 средства 5, 6 для выдавливания, которые при последующем своем перемещении вправо, соответственно влево входят в контакт с упаковкой и практически одновременно формуют соответствующие соединительные элементы на крышке, соответственно на упаковочном лотке. В процессе формования соединительных элементов средства 5, 6 для выдавливания взаимодействуют с контропорами 7, расположенными на инструменте 8. Сразу же по завершении процесса формования соединительных элементов соединения с геометрическим замыканием средства для выдавливания отводятся обратно в исходное положение, а окончательно изготовленные таким путем упаковки перемещаются далее в очередном такте работы упаковочной машины. Направления, в которых могут перемещаться подвижные элементы 9, 10, обозначены двумя соответствующими двунаправленными стрелками. Благодаря расположению соединений с геометрическим замыканием параллельно направлению перемещения упаковок инструмент 8 нет необходимости выполнять опускаемым, что является существенным конструктивным преимуществом. Средства 5, 6 для выдавливания можно выполнить нагреваемыми.
На фиг.4 показана в основном такая же, что и на фиг.3, упаковочная машина, но с дополнительным изображением камер 11, с помощью которых обеспечивается перемещение подвижных элементов 9, 10 перпендикулярно направлению перемещения пленочного полотна, из которого изготавливаются упаковочные лотки.
На фиг.5 показан набор контропор 7, которые расположены двумя рядами по четыре контропоры в каждом и которые предназначены для изготовления предлагаемых в изобретении соединительных элементов на упаковках, которые расположены по такой же схеме (двумя рядами по четыре упаковки в каждом). Каждая из контропор 7 имеет по канавке 13, которые для формования предлагаемого в изобретении соединительного элемента на боковой стенке упаковочного лотка и на крышке взаимодействуют со средствами для выдавливания (не показаны). Помимо этого каждая предлагаемая в изобретении контропора имеет по четыре выемки 14, которыми прерывается указанная канавка и которые доходят до верхнего края контропоры 7. В процессе формования соединительного элемента два нагретых средства для выдавливания (не показаны) надавливают изнутри наружу на упаковку перпендикулярно обозначенному стрелкой направлению ее перемещения и таким путем выдавливают в крышке, соответственно в боковой стенке упаковочного лотка соединительные элементы, образующие соединение с геометрическим замыканием. Затем средства для выдавливания отводятся обратно в их исходное положение, и одновременно с этим либо вскоре после этого контропоры соответствующим приводом поворачиваются вокруг своих осей по часовой стрелке или против часовой стрелки на угол 45° в положение, в котором выемки 14 оказываются совмещены со сформованными на упаковках соединениями с геометрическим замыканием. После этого контропоры 7 можно опустить без опасности повреждения при этом сформованных соединений с геометрическим замыканием, а упаковочные лотки, снабженные соединениями с геометрическим замыканием, можно переместить далее в очередном такте работы упаковочной машины. В промежутке между двумя тактами работы упаковочной машины контропоры вновь поворачиваются обратно вокруг своих осей на угол 45° в свое исходное положение и затем по завершении очередного такта перемещения упаковок могут вводиться в контакт со следующей группой упаковок для их снабжения соединениями с геометрическим замыканием.
На фиг.6 в разрезе показаны контропоры 7 одного их ряда, а также увеличенный вид В одной из них. На этом чертеже показана также вертикальная ось 15 одной из контропор 7, вокруг которой она может поворачиваться. В рассматриваемом варианте каждая из контропор поворачивается вокруг своей оси на угол 45° по часовой стрелке и на такой же угол в обратном направлении против часовой стрелки зубчатым ремнем 17, зацепляющимся с каждым из соответствующих зубчатых колес 16. Очевидно, что для поворота контропор вокруг их осей вместо привода с зубчатым ремнем можно использовать привод и любого иного типа. Помимо этого соединения с геометрическим замыканием можно формовать на упаковках не только перпендикулярно направлению их перемещения, но и в любом ином направлении.
Привод с зубчатым ремнем 17 отдельно показан на фиг.7. Сам зубчатый ремень в рассматриваемом примере приводится в движение пневмоцилиндром 18 через рычаг 19, попеременно поворачиваемый пневмоцилиндром по часовой стрелке и против часовой стрелки. При совершении рычагом таких поворотов зубчатый ремень 17, взаимодействующий с десятью зубчатыми колесами 16, синхронно приводит все их во вращение. Очевидно, что вместо подобного привода можно использовать и любой иной привод.
Способ изготовления упаковки, состоящей из упаковочного лотка и крышки, при осуществлении которого упаковочный лоток закрывают крышкой, а затем на упаковке формуют соединение, соединяющее крышку с упаковочным лотком с геометрическим замыканием. Соединения формуют с помощью средства для выдавливания, которое взаимодействует с контропорой, которую по завершении процесса формования соединений поворачивают вокруг ее оси и опускают. Предусмотрена также упаковочная машина для изготовления упаковки. Изобретение направлено на создание нового способа изготовления упаковки на упаковочной машине, позволяющего быстро и точно формовать соединения с геометрическим замыканием любой формы на упаковочном лотке и крышке. 2 н. и 6 з.п. ф-лы, 7 ил.
1. Способ изготовления упаковки (1), состоящей из упаковочного лотка (2) и крышки (3), при осуществлении которого упаковочный лоток (2) закрывают крышкой (3), а затем на упаковке формуют соединение (4), соединяющее крышку с упаковочным лотком с геометрическим замыканием, отличающийся тем, что соединения формуют с помощью средства (5, 6) для выдавливания, которое взаимодействует с контропорой (7), которую по завершении процесса формования соединений поворачивают вокруг ее оси и опускают.
2. Способ по п.1, отличающийся тем, что соединение (4) формуют на упаковке после прикрепления крышки термосвариванием к упаковочному лотку.
3. Способ по п.1 или 2, отличающийся тем, что упаковку при ее изготовлении перемещают через упаковочную машину в направлении перемещения, при этом соединения предпочтительно формуют перпендикулярно направлению перемещения упаковки через упаковочную машину.
4. Упаковочная машина со средствами (5, 6) для выдавливания, предназначенными для формования на упаковке по меньшей мере одного соединительного элемента (4', 4"), отличающаяся тем, что средства (5, 6) для выдавливания взаимодействуют с контропорами (7), выполненными с возможностью их поворота вокруг своих осей.
5. Упаковочная машина по п.4, отличающаяся тем, что средства (5, 6) для выдавливания предпочтительно выполнены с возможностью перемещения перпендикулярно направлению перемещения пленочного полотна.
6. Упаковочная машина по п.4 или 5, отличающаяся тем, что средства для выдавливания выполнены с возможностью вертикального перемещения.
7. Упаковочная машина по п.4, отличающаяся тем, что контропоры (7) выполнены с возможностью вертикального перемещения.
8. Упаковочная машина по п.5, отличающаяся тем, что она имеет секцию термосваривания, после которой расположены средства (5, 6) для выдавливания.
| Способ определения таллия в воде | 1989 |
|
SU1709196A1 |
| Устройство для смазки каната к канатовьющей машине | 1986 |
|
SU1461797A1 |
| Устройство для рубки шпона | 1979 |
|
SU791538A1 |
| Способ закалки стальных изделий | 1987 |
|
SU1493683A1 |
| RU 2002120919 A, 20.04.2004 | |||
| ПЛАСТМАССОВАЯ ЕМКОСТЬ МНОГОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2090475C1 |

