Данное изобретение относится к упаковочной машине со станцией глубокой вытяжки, которая формует упаковочные лотки в товарном полотне, и со станцией термосваривания, которая неразъемно закрепляет верхнее товарное полотно на товарном полотне, причем перед неразъемным соединением упаковочный лоток вакуумируется и/или заполняется газом, и с отрезным устройством, которое отделяет изготовленные таким образом упаковки от товарного полотна. Помимо этого, данное изобретение относится к способу изготовления упаковки, при котором товарное полотно прерывисто транспортируется вдоль упаковочной машины и за один такт в товарном полотне формуется один или несколько упаковочных лотков и затем упаковочный лоток заполняется упаковываемым материалом и затем на упаковочный лоток приваривается покровная пленка, причем перед термическим привариванием упаковочного лотка в нем создается вакуум и/или производится газообмен.
Для увеличения срока хранения упакованных продуктов питания, прежде всего протеиносодержащих продуктов питания, упаковочные лотки перед термическим привариванием с помощью покровной пленки часть вакуумируются, то есть откачивается находящийся в них воздух и, при необходимости, заменяется сменным газом. Данный сменный газ может представлять собой, например, азот, углекислый газ, аргон и/или кислород или смесь этих или других газов. К упаковочным машинам или же к способам упаковки, которые могут таким образом изготовлять вакуумированные или снабженные сменным газом упаковки, сегодня предъявляются все большие требования к их производительности, то есть к изготовленным в минуту упаковкам.
Поэтому задачей данного изобретения было разработать упаковочную машину или же способ изготовления упаковки, при которой/котором, с одной стороны, возможно вакуумирование или же газообмен в упаковке, при которой/котором, с другой стороны, также можно добиться очень большого количества тактов.
Данная задача решена посредством упаковочной машины со станцией глубокой вытяжки, которая формует упаковочные лотки в товарном полотне, и со станцией термосваривания, которая неразъемно закрепляет верхнее товарное полотно на товарном полотне, причем до неразъемного соединения упаковочный лоток вакуумируется и/или заполняется газом, и с отрезным устройством, которое отделяет изготовленные таким образом упаковки от товарного полотна, причем оно имеет предусмотренный в области упаковочной машины накопительный объем газа и/или вакуума.
Данное изобретение относится к упаковочной машине. Предпочтительно, данная упаковочная машина представляет собой так называемую упаковочную машину FFS, то есть так называемую упаковочную машину Form-Fill-Seal.
В упаковочной машине подобного типа упаковочный лоток формуется в товарном полотне, как правило, в полотно синтетической пленки, например, путем глубокой вытяжки, и после заполнения упаковочного лотка закрывается в станции термосваривания верхним товарным полотном, которая, как правило, также представляет собой полотно синтетической пленки. При этом верхнее товарное полотно неразъемно, прежде всего путем термосваривания, соединяется с нижним товарным полотном. Перед этим соединением упаковочный лоток согласно изобретению вакуумируется и/или заполняется газом, причем при вакуумировании в упаковочном лотке создается определенный вакуум, то есть, определенное пониженное давление. При заполнении газом в упаковочном лотке происходит газообмен, то есть упаковочный лоток, по меньшей мере, частично, заменяется обменным газом. Газообмен может производиться непосредственно после вакуумирования упаковочного лотка. Данный сменный газ может представлять собой, например, азот, углекислый газ, аргон и/или кислород или смесь этих или других газов.
После того, как верхнее товарное полотно будет расположено на нижнем товарном полотне с соединением материалов, изготовленные таким образом упаковки разделяются.
Согласно изобретению предусмотрено, что в области упаковочной машины находится накопительный объем газа и/или вакуума. Данный накопительный объем может представлять собой, например, бак и/или подходящие под желаемые объемы трубопроводы, и/или карманы, и/или расширения поперечного сечения внутри термосварочных инструментов. За счет того, что данный накопительный объем газа и/или вакуума предусмотрен в области упаковочной машины, предпочтительно, в непосредственной близости подлежащего вакуумированию и/или наполнению газом упаковочного лотка, возможно быстрое вакуумирование и/или наполнение газом отдельных упаковочных лотков, чем это возможно по уровню техники. Благодаря этому можно увеличить число тактов упаковочной машины.
Как правило, упаковочная машина согласно изобретению имеет раму, на которую, например, опираются формующая станция, станция термосваривания и/или станция разделения предпочтительно подвижно. Предпочтительно, накопительный объем газа и/или вакуума предусмотрен внутри рамы упаковочной машины, благодаря чему путь между данным объемом и станцией термосваривания, внутри которого, как правило создается вакуум или же происходит газообмен, является максимально коротким. Особо предпочтительно малое сопротивление потоку в линии между накопительным объемом и точкой вакуумирования или же заполнения газом. Посредством данной или нескольких данных мер желаемое пониженное давление в упаковочном лотке и/или газообмен может происходить очень быстро.
Предпочтительно, машина представляет собой работающую потактово машину. В подобной работающей потактово машине упаковочный лоток или формат, состоящий из нескольких упаковочных лотков, прерывисто транспортируется вдоль упаковочной машины от одной обрабатывающей станции к следующей. Во время собственно технологического этапа, то есть во время формовки упаковочного лотка в нижнем товарном полотне, заполнения упаковочного лотка, вакуумирования или же заполнения газом упаковочного лотка и/или термосваривания верхнего товарного полотна с нижним товарным полотном, соответствующие упаковочные лотки неподвижны. Предпочтительно, накопительный объем газа и/или вакуума рассчитан по объему так, что он имеет требуемый для одного такта объем газа или же вакуума. В этом случае такой объем для вакуумирования или же наполнения газом упаковочного лотка доступен в течение очень короткого времени, из-за чего вакуумирование или же заполнение газом упаковочного лотка может происходить существенно быстрее, чем согласно уровню техники.
В предпочтительной форме выполнения упаковочная машина имеет средства для заполнения газом или же вакуумирования. Данные средства могут представлять собой, например, сопла, с помощью которых из упаковочных лотков вытягивается воздух или же в упаковочные лотки вдувается сменный газ.
Предпочтительно, средства заполнения газом и средства вакуумирования представляют собой один конструктивный узел.
В следующей предпочтительной форме выполнения предложенного изобретения упаковочная машина имеет регулировку, с помощью которой имеется возможность регулировки количества подаваемого газа или степени вакуума, то есть, пониженного давления, в упаковочном лотке. Если, например, данное пониженное давление недостаточно, то откачка воздуха продолжается до тех пор, пока не будет достигнуто данное пониженное давление.
Следующим предметом предложенного изобретения является способ изготовления упаковки, в котором товарное полотно потактово транспортируется вдоль упаковочной машины и за один такт в товарном полотне формуется один или несколько упаковочных лотков, и затем упаковочный лоток заполняется упаковываемым материалом, и затем верхнее товарное полотно термически приваривается к упаковочному лотку, причем перед термосвариванием в упаковочном лотке создается вакуум и/или производится газообмен и требуемый на один такт вакуум, по меньшей мере, по существу создается до вакуумирования упаковочного лотка.
Сделанные относительно упаковочной машины согласно изобретению выполнения в той же мере действуют для соответствующего изобретению способа и наоборот.
Согласно изобретению предусмотрено, что требуемый для одного такта объем создается, по меньшей мере, по существу до того, как будет проведено вакуумирование упаковочного лотка. Например, рядом с упаковочной машиной в резервуаре определенного объема может быть создано определенное пониженное давление до того, как произойдет собственно вакуумирование упаковочного лотка. Затем данный резервуар очень быстро открывается посредством клапана и всасывает предварительно заданное количество газа до тех пор, пока в упаковочном лотке не установится желаемое давление. В отличие от упаковочной машины, в которой процесс вакуумирования проходит с помощью вакуумного насоса, соответствующий изобретению метод существенно быстрее. Одновременно или сразу после этого упаковочный лоток может быть заполнен сменным газом. Как только вакуумирование упаковочного лотка будет завершено, в данном резервуаре снова создается пониженное давление, причем соединение между емкостью и средством вакуумирования, например вакуумирующим соплом, закрыто. Это соединение открывается не ранее того момента, когда в емкости снова возникнет предписанное пониженное давление.
Согласно другому или предпочтительному предмету соответствующего изобретению способа, по меньшей мере, большая часть требуемого для одного такта газа или объема вакуума обеспечивается уже во время термосваривания и/или во время транспортировки товарного полотна в области упаковочной машины. Тем самым точно также увеличивается количество тактов соответствующего изобретению способа, поскольку требуемый объем газа или же вакуума уже доступен к тому моменту, когда следующий упаковочный лоток или же следующий формат должен быть вакуумирован или же заполнен газом.
Предпочтительно, количество газа, которое должно быть введено в упаковочный лоток, или же пониженное давление, которое должно быть достигнуто в упаковочном лотке, регулируются. Предпочтительно, данная регулировка производится в зависимости от объема заполнения упаковочного лотка.
Далее изобретения разъясняются на основании фиг.1-5. Данные разъяснения являются лишь примерами и не ограничивают общую идею изобретения. Разъяснения в равной степени действительны для всех предметов предложенного изобретения.
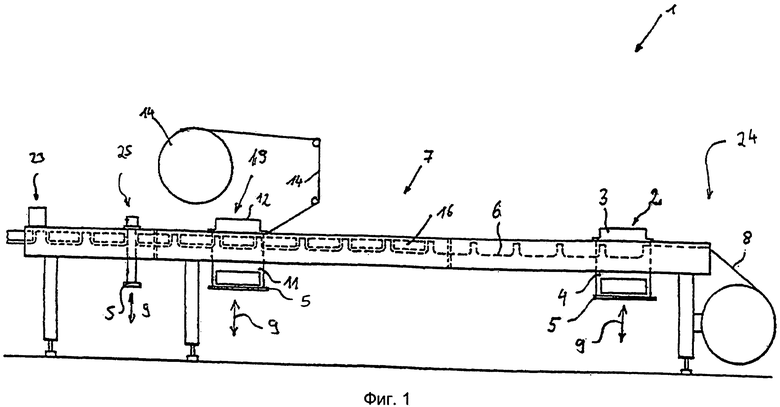
На фиг.1 показана упаковочная машина согласно изобретению.
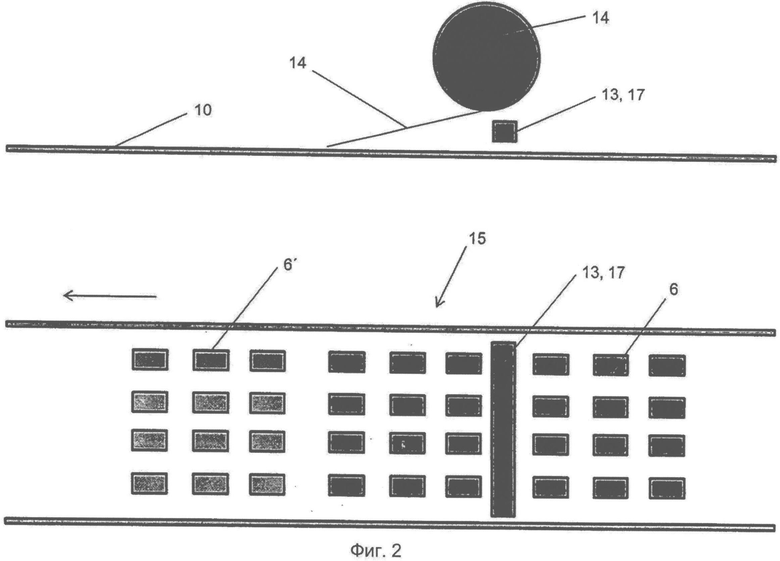
На фиг.2 показана первая конструкция средства вакуумирования или же заполнения газом.
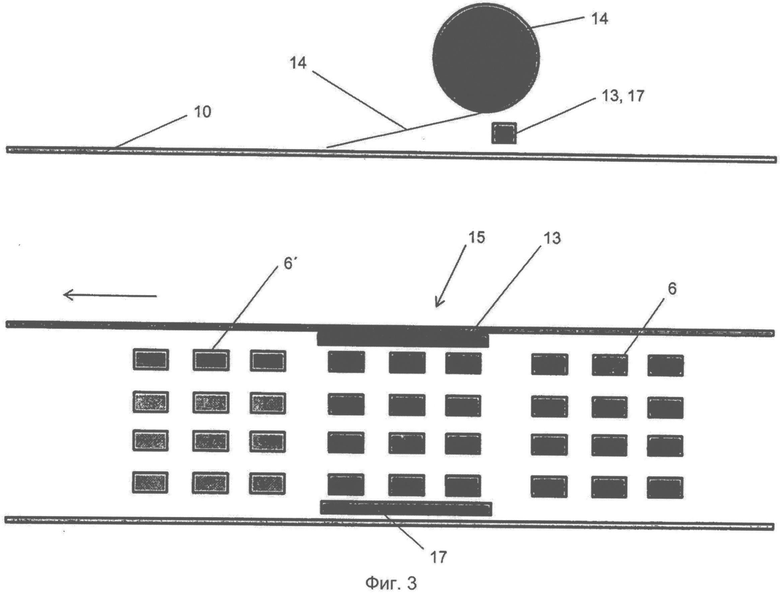
На фиг.3 показана вторая конструкция средства вакуумирования или же заполнения газом.
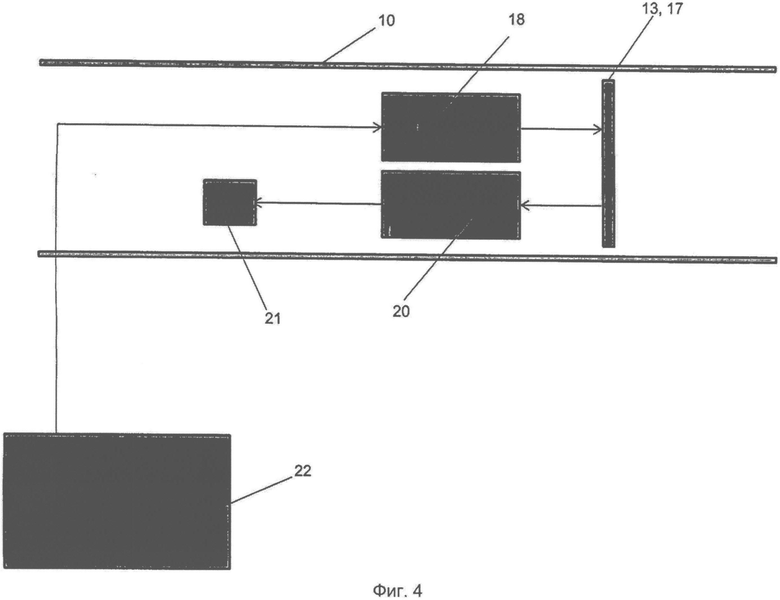
На фиг.4 схематично показана следующая форма выполнения упаковочной машины согласно изобретению.
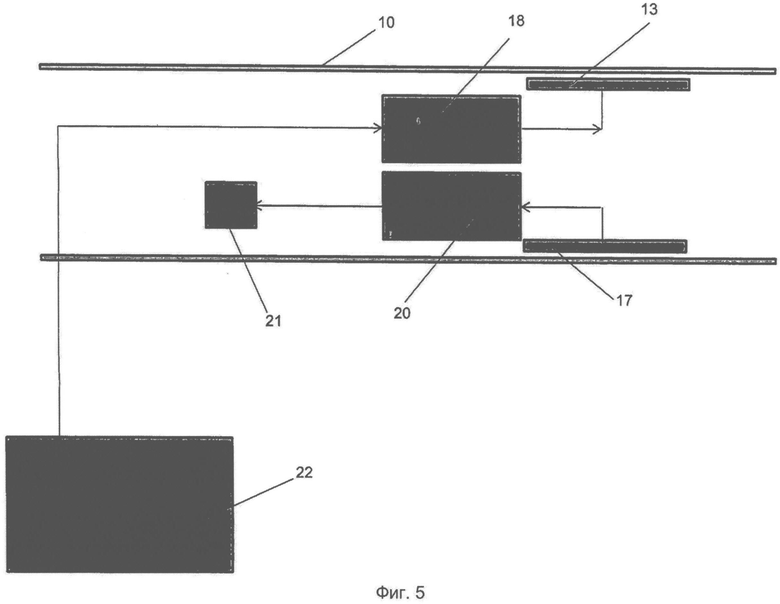
На фиг.5 показано следующее схематичное изображение упаковочной машины согласно изобретению.
На фиг.1 показана упаковочная машина согласно изобретению 1, которая имеет станцию 2 глубокой вытяжки, станцию 7 заполнения, а также станцию 19 термосваривания. Товарное полотно 8, здесь - полотно 8 синтетической пленки, так называемое нижнее полотно, сматывается с ролика с запасом пленки и, предпочтительно потактово, транспортируется вдоль упаковочной машины согласно изобретению справа налево. За один такт товарное полотно 8 транспортируется на одну длину формата. Для этого упаковочная машина имеет два транспортных средства, в данном случае соответственно две бесконечных цепи, которые расположены справа и слева от пленочного полотна. Как в начале, так и в конце упаковочной машины для каждой цепи предусмотрено, по меньшей мере, по одному зубчатому колесу, вокруг которого соответствующая цепь изменяет направление движения. По меньшей мере одно из этих зубчатых колес приводится в действие. Зубчатые колеса во входной зоне и/или в выходной зоне могут быть соединены друг с другом, предпочтительно посредством жесткой оси. Каждое транспортное средство обычно имеет множество зажимных средств, которые, зажимая, захватывают товарное полотно 8 во входной области и передают движение транспортировочного средства на нижнюю пленку 8. В выходной области упаковочной машины зажимное соединение между транспортировочным средством и товарным полотном 8 снова ослабляется. В станции 2 глубокой вытяжки, которая имеет верхний инструмент 3 и нижний инструмент 4, который имеет форму подлежащего изготовлению упаковочного лотка, формуются упаковочные лотки 6 в пленочном полотне 8. Нижний инструмент 4 расположен на подъемном столе 5, который, как символизирует двойная стрелка, имеет возможность вертикального перемещения. До каждой подачи пленки нижний инструмент 4 опускается и затем снова поднимается. В ходе дальнейшей работы упаковочной машины упаковочные лотки в станции 7 наполнения наполняются упаковываемым материалом 16. В находящейся сразу за ней станции 19 термосваривания, которая также состоит из верхнего инструмента 12 и выполненного с возможностью вертикального перемещения нижнего инструмента 11, верхняя пленка 14 соединением материалов путем термосваривания закрепляется на товарном полотне 8. И в станции термосваривания верхний инструмент и/или нижний инструмент перед каждой транспортировкой пленки также опускаются или же поднимаются. Перед термосвариванием верхней пленки 14 к нижней пленке 8 в заполненном упаковочном лотке создается определенное пониженное давление и/или производится газообмен. Создание пониженного давления или же газообмен происходят предпочтительно во время нахождения соответствующего упаковочного лотка внутри станции термосваривания, предпочтительно непосредственно перед тем, как инструменты 11, 12 термосваривания будут прижаты друг к другу. Верхняя пленка 14 также может быть направлена в транспортирующих средствах или же транспортироваться транспортными цепями, причем данные транспортирующие средства простираются только перед станцией термосваривания и, при необходимости, дальше по ходу движения. В остальном действительными являются выполнения, которые были сделаны для транспортировочных средств нижней пленки. В ходе дальнейшей работы упаковочной машины готовые упаковки разделяются, что в данном случае производится с помощью поперечного резака 25 и продольного резака 23. Поперечный резак 25 в предложенном случае также выполнен с возможностью подъема или же опусканию с помощью подъемного устройства 9.
На фиг.2 показана станция термосваривания упаковочной машины согласно изобретению, в которой верхнее пленочное полотно приваривается на заполненные упаковочные лотки 6. Пока еще на закрытые покровной пленкой упаковочные лотки снабжены ссылочным обозначением 6, уже закрытые упаковочные лотки снабжены ссылочным обозначением 6′. На изображении согласно фиг.2 также видно, что данная упаковочная машина работает потактово, причем при каждом такте формат 15, который в предложенном случае состоит из трех рядов и трех колонок упаковочных лотков, транспортируется дальше на один размер, прежде всего, на длину формата 15. Направление транспортировки символизирует стрелка. Прежде чем соответствующий упаковочный лоток будет закрыт покровной пленкой, согласно изобретению из него откачивается воздух. В предложенном случае это производится с помощью вакуумирующего средства 17, которое расположено перпендикулярно направлению транспортировки пленочного полотна, которое обозначено стрелкой. Данное вакуумирующее средство 17 в предложенном случае выполнено так, что в том же самом узле находится средство 13 заполнения газом, которое, после того или во время того, как из упаковочных лотков откачивается воздух, вдувает в упаковочные лотки сменный газ. В предложенном случае все упаковочные лотки одного формата вакуумируются и/или заполняются газом одновременно.
На фиг.3 показана, по существу, форма выполнения согласно фиг.2, причем в предложенном случае вакуумирующее средство 17 или же средство 13 для заполнения газом находится параллельно раме 10 упаковочной машины или же параллельно направлению движения пленочного полотна 8 и соответственно предусмотрены в виде отдельных узлов. Прежде всего, в предложенном случае с помощью вакуумирующего средства 17 воздух может быть откачен из упаковочных лотков и затем и/или одновременно посредством средства 13 для заполнения газом в упаковочные лотки может быть подан сменный газ.
Как видно, прежде всего, на фиг.4, в области упаковочной машины, прежде всего внутри рамы 10 упаковочной машины, предусмотрены газонакопительный бак 18 и/или вакуумный накопительный объем 20. Эти емкости посредством короткого пути соединены с вакуумирующим или же газозаполняющим соплом 13, 17. В данном соединении предусмотрено по одному запорному органу, например клапану. Вакуумный накопительный объем 20 в предложенном случае соединен с вакуумирующим средством, здесь - с вакуумным насосом 21, который работает так, что требуемый объем относительно требуемого пониженного давления или же требуемое количество доступно до того, как последует собственно вакуумирование соответствующего упаковочного лотка или формата упаковочных лотков. Для этого вакуум в вакуумном накопительном объеме 20 создается, прежде всего, до того, как будет откачиваться воздух из упаковочных лотков. Газонакопительный объем 20 предпочтительно имеет такой же или больший объем, который требуется для газообмена соответствующего формата упаковочных лотков при одном такте. Для этого данный накопительный объем 18 заполняется из газового источника, здесь из газового резервуара-хранилища 22, до того, как последует собственно заполнение газом упаковочных лотков.
На фиг.5 схематично показана форма выполнения согласно фиг.4, причем в предложенном случае предусмотрены отдельные газозаполняющие или же вакуумирующие сопла 13, 17, которые соответственно раздельно соединены с соответствующим накопительным объемом 18, 20.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Упаковочная машина
2 Станция глубокой вытяжки
3 Верхний инструмент станции глубокой вытяжки
4 Нижний инструмент станции глубокой вытяжки
5 Подъемный стол, держатель инструмента станции термосваривания, глубокой вытяжки и/или отрезное устройство
6,6' Упаковочный лоток
7 Станция заполнения
8 Нижнее товарное полотно, нижнее пленочное полотно
9 Подъемное устройство
10 Рама
11 Нижний инструмент станции термосваривания
12 Верхний инструмент станции термосваривания
13 Газонаполнительное средство, газонаполнительное сопло
14 Верхнее товарное полотно, верхнее пленочное полотно, покровная пленка
15 Формат
16 Упаковываемый материал
17 Вакуумирующее средство
18 Газонакопительный объем, газонакопительный бак
19 Станция термосваривания
20 Вакуумный накопительный объем, вакуумный накопительный бак
21 Вакуумный насос
22 Газовый источник, газовый резервуар-хранилище 23
24 Входная область
25 Отрезное устройство.
Упаковочная машина содержит станции глубокой вытяжки для формования упаковочных лотков в товарном полотне и термосваривания для неразъемного закрепления верхней покрывной пленки на товарном полотне и отрезное устройство для отделения упаковок. Причем перед неразъемным закреплением лоток вакуумируется и/или заполняется газом. Машина работает потактово и имеет предусмотренный в области машины вакуумный накопительный объем, в котором предусмотрен, по меньшей мере, требующийся для одного такта объем вакуума. Способ изготовления упаковки из товарного полотна, потактово транспортируемого вдоль упаковочной машины, и за один такт в полотне формуют один или несколько упаковочных лотков, заполняемых упаковываемым материалом, причем на лоток термически приваривают покрывную пленку, а перед термическим привариванием в лотке создают вакуум и/или производят газообмен. При этом, по меньшей мере, большую часть требуемого для одного такта объема вакуума обеспечивают во время термического сваривания и/или во время транспортировки полотна в области упаковочной машины. Группа изобретений обеспечивает повышение производительности. 2 н. и 6 з.п. ф-лы, 5 ил.
1. Упаковочная машина (1) со станцией (2) глубокой вытяжки, которая формует упаковочные лотки (6) в товарном полотне (8), и со станцией (19) термосваривания, которая неразъемно закрепляет покрывную пленку (14) на товарном полотне (8), причем перед неразъемным соединением упаковочный лоток вакуумируется и/или заполняется газом, и с отрезным устройством (27), которое отделяет изготовленные таким образом упаковки из товарного полотна (8, 14), причем она работает потактово, отличающееся тем, что она имеет предусмотренный в области упаковочной машины вакуумный накопительный объем (18, 20), в котором предусмотрен, по меньшей мере, требующийся для одного такта объем вакуума.
2. Упаковочная машина (1) по п.1, отличающаяся тем, что она имеет газонаполнительное средство (13) и/или вакуумирующее средство (17).
3. Упаковочная машина по п.2, отличающаяся тем, что газонаполнительное средство (13) и вакуумирующее средство (17) предусмотрены в одном узле.
4. Упаковочная машина по одному из предшествующих пунктов, отличающаяся тем, что она имеет регулировку, которая регулирует подаваемый газ или же вакуум.
5. Способ изготовления упаковки, в котором товарное полотно (8) потактово транспортируют вдоль упаковочной машины, и за один такт в товарном полотне формуют один или несколько упаковочных лотков, и затем упаковочный лоток заполняют упаковываемым материалом, и затем на упаковочный лоток термически приваривают покровную пленку (14), причем перед термическим привариванием в упаковочном лотке создают вакуум и/или производят газообмен, отличающийся тем, что, по меньшей мере, большую часть требуемого для одного такта объема вакуума обеспечивают во время термического сваривания и/или во время транспортировки товарного полотна в области упаковочной машины.
6. Способ по п.5, отличающийся тем, что требуемый для одного такта вакуум создают, по меньшей мере, по существу до того, как будет произведено вакуумирование упаковочного лотка.
7. Способ по одному из пп.5 или 6, отличающийся тем, что количество газа и/или пониженного давления регулируют.
8. Способ по п.7, отличающийся тем, что их регулируют в зависимости от объема заполнения упаковочного лотка.
| DE 102006020361 A, 16.08.2007 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| УПАКОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ УСАДОЧНЫХ УПАКОВОК И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ПУТЕМ ТЕРМИЧЕСКОГО ЗАПЕЧАТЫВАНИЯ УПАКОВОЧНОГО ЛОТКА ВЕРХНЕЙ ПЛЕНКОЙ | 2006 |
|
RU2406665C2 |

