Изобретение относится к машиностроению, в частности к способам формирования шлифовальных кругов.
Известен способ глубинного шлифования заготовок абразивными кругами с аксиально смещенным режущим слоем [1], при котором СОЖ подается в зону обработки под давлением 30 - 70 атм, а очистка инструмента производится струей жидкости под давлением.
Недостатком указанного способа шлифования является излишнее увеличение штучного времени обработки из-за прерывания процесса для очистки абразивного круга.
В качестве прототипа выбран способ правки шлифовального круга с формированием режущей поверхности с впадинами по архимедовой спирали, где радиальную подачу осуществляют одновременно с возвратно-поступательными перемещениями правящего инструмента [2].
Недостатком данного способа является низкая стойкость правящего инструмента из-за больших значений продольной подачи при правке по методу обтачивания, величина которой больше скорости вращения шлифовального круга.
Изобретение решает задачу формирования режущей поверхности круга с аксиально смещенным слоем.
Это достигается тем, что при способе формирования шлифовального круга правящим инструментом в виде высоконапорной струи жидкости, которую приводят в соприкосновение с точкой пересечения левой торцовой плоскости шлифовального круга и его нижней образующей и направляют по касательной к шлифовальному кругу для снятия припуска под правку, причем за пол-оборота шлифовального круга правящему инструменту сообщают продольное перемещение вправо на величину, определяемую из соотношения
So=D•tg ( γ ),
где
D - наружный диаметр шлифовального круга, м;
γ - угол наклона аксиально смещенного режущего слоя шлифовального круга, задаваемый при его проектировании;
а за другие пол-оборота шлифовального круга правящему инструменту сообщают обратное продольное перемещение с величиной S0, причем после каждого полного оборота шлифовального круга правящему инструменту сообщают дискретное продольное перемещение влево, определяемое по зависимости
Sd = (B-H)/h,
где
B - высота шлифовального круга, м;
H - высота аксиально смещенного режущего слоя шлифовального круга, задаваемая при его проектировании, м;
n - число дискретных перемещений правящего инструмента,
а после окончания формирования одной торцовой поверхности подачу рабочей жидкости прерывают и правящий инструмент отводят в первоначальное положение.
По окончании формирования одной стороны шлифовального круга с аксиально смещенным режущим слоем последний снимают, переустанавливают на 180o и поворачивают на 180o относительно оси его вращения для последующего формирования другой стороны.
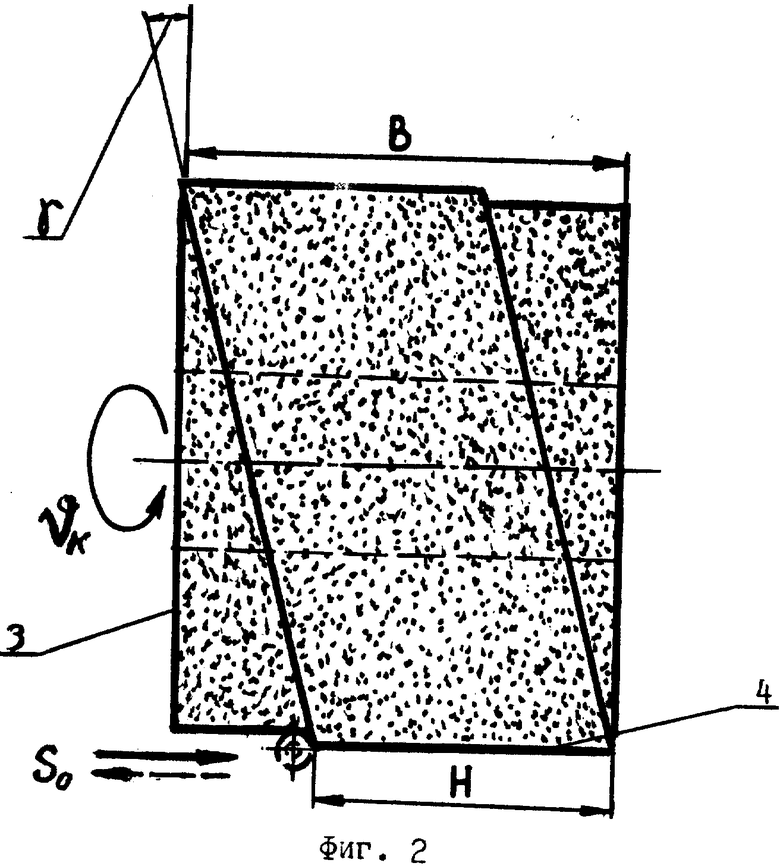
На фиг. 1 представлена схема формирования левой торцовой стороны шлифовального круга по предлагаемому способу; на фиг. 2 - шлифовальный круг после формирования обеих торцовых поверхностей.
До процесса формирования шлифовального круга 1 (фиг. 1) производят подвод сопла высоконапорной струи жидкости 2 к точке пересечения левой торцовой плоскости 3 (фиг. 2) и нижней образующей 4 шлифовального круга 1. Положение сопла высоконапорной струи жидкости 2 (фиг. 1) выбирают так, чтобы последняя производила правку шлифовального круга 1 по его касательной.
Подачу высоконапорной струи жидкости 2 с рабочим давлением P обеспечивают одновременно с вращением шлифовального круга 1, причем за пол-оборота шлифовального круга 1 правящему инструменту (струе жидкости 2) сообщают продольное перемещение вправо на величину, определяемую из соотношения
So= D•tg(γ),
где
D - наружный диаметр шлифовального круга 1, м;
γ - угол наклона аксиально смещенного режущего слоя шлифовального круга 1, задаваемый при его проектировании,
а за другие пол-оборота шлифовального круга 1 правящему инструменту сообщают обратное продольное перемещение с величиной S0, причем после каждого полного оборота шлифовального круга 1 правящему инструменту сообщают дискретное продольное перемещение влево, определяемое по зависимости
Sd = (B-H)/n,
где
B - высота шлифовального круга 1, м;
H - высота аксиально смещенного режущего слоя шлифовального круга, задаваемого при его проектировании, м;
n - число дискретных перемещений правящего инструмента .
По окончании формирования одной стороны шлифовального круга 1 с аксиально смещенным режущим слоем последний снимают, переустанавливают на 180o и поворачивают на 180o относительно оси его вращения для последующего формирования другой стороны правящим инструментом по указанному циклу. После формирования второй стороны (фиг. 2) шлифовального круга 1 последний снимают для последующей работы на шлифовальном станке.
Пример. Производили формирование шлифовального круга марки 23A25CM1K6 ГОСТ 2424-83 (D=600 мм; B=80 мм; H=55 мм) для получения аксиально смещенного режущего слоя с углом γ = 12° . При вращении шлифовального круга начинается его правка высоконапорной струей жидкости давлением P=350 МПа. Расстояние от сопла до обрабатываемой поверхности L выбирается в зависимости от физико-механических свойств шлифовального круга - его твердости, зернистости, типа связки, материала абразива, прочности на разрыв (для указанного шлифовального круга L=7 мм).
За пол-оборота шлифовального круга правящему инструменту (струе жидкости под давлением 350 МПа) сообщается продольное перемещение, определяемое по формуле So= D•tg(γ) ; для нашего случая имеем S0 = 600•tg(12o)= 127,5 мм. За другие пол-оборота шлифовального круга правящему инструменту сообщается обратное продольное перемещение с величиной S0.
За каждый полный оборот шлифовального круга правящему инструменту сообщается дискретное продольное перемещение влево с величиной, определяемое по формуле Sд=(B-H)/n, для нашего случая имеем H=55 мм, n=20; Sд=(80 - 55)/20 = 1,25 мм. Частота вращения шлифовального круга Nкр= 1,2 об/мин.
По окончании процесса формирования аксиально смещенного режущего слоя шлифовального круга с одной стороны подачу жидкости для правки прерывают, а правящий инструмент отводят в первоначальное положение. Шлифовальный круг снимают, переустанавливают на 180o и поворачивают на 180o относительно оси его вращения для последующего формирования другой стороны правящим инструментом по вышеуказанному циклу.
После формирования второй стороны шлифовального круга последний снимают для последующей работы на шлифовальном станке.
Изобретение позволяет
формировать рабочую поверхность шлифовального круга с аксиально смещенным режущим слоем;
производить формирование фасонного шлифовального круга со снятием припуска под правку без выделения абразивной пыли.
Литература
1. Конструкция шлифовального круга с аксиально смещенным режущим слоем //Экспресс-информация "Технология и оборудование обработки металлов резанием (зарубежный опыт), 1989. вып. 13, с. 9-12.
2. Авторское свидетельство СССР N 1266716, кл. B 24 B 53/00, 1986 -прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100180C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1996 |
|
RU2110392C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100181C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100178C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2105656C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100182C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076036C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2147274C1 |
Изобретение относится к машиностроению и может быть использовано в процессе правки шлифовальных кругов. Правку осуществляют высоконапорной струей жидкости. Струю приводят в соприкосновение с точкой пересечения левой торцовой плоскости шлифовального круга и его нижней образующей и направляют по касательной к шлифовальному кругу. За пол-оборота круга правящему инструменту сообщают продольное перемещение вправо на величину, определяемую из соотношения S0= D•tg(γ) , где D - наружный диаметр шлифовального круга, γ - угол наклона аксиально смещенного режущего слоя шлифовального круга, задаваемый при его проектировании, а за другие пол-оборота круга инструмента сообщают обратное продольное перемещение с величиной S0, причем после каждого полного оборота круга инструменту сообщают дискретное продольное перемещение влево, определяемое по зависимости Sд = (В - Н)/n, где В - высота круга, Н - высота аксиально смещенного режущего слоя круга, задаваемая при его проектировании, n - число дискретных перемещений правящего инструмента, а после окончания формирования одной торцовой поверхности подачу рабочей жидкости прерывают и правящий инструмент отводят в первоначальное положение. 1 з.п. ф-лы, 2 ил.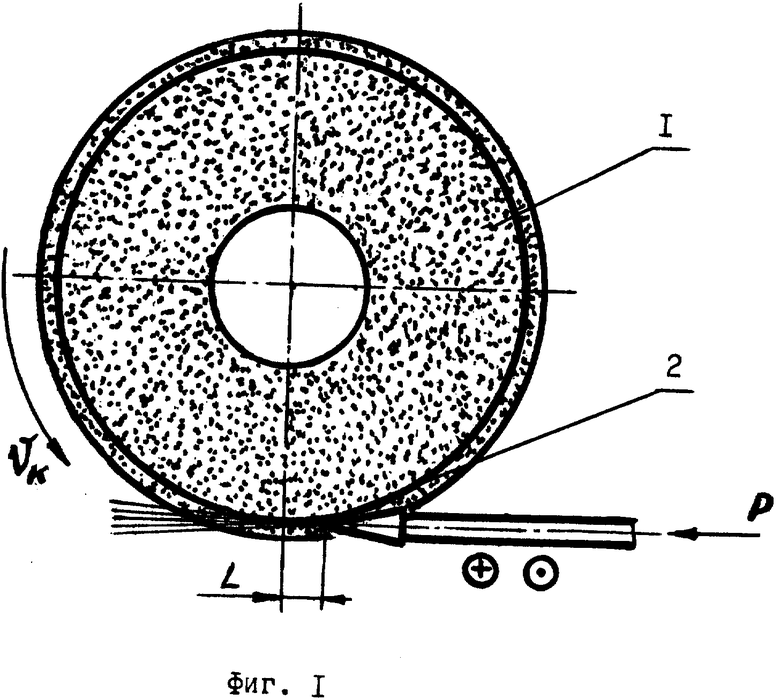
So= D•tg(γ),
где D - наружный диаметр шлифовального круга, м;
γ - угол наклона аксиально смещенного режущего слоя шлифовального круга, задаваемый при его проектировании,
а за другие пол-оборота шлифовального круга правящему инструменту сообщают обратное продольное перемещение величиной S0, причем после каждого полного оборота шлифовального круга правящему инструменту сообщают дискретное продольное перемещение влево, определяемое по зависимости
Sд = (B - H) / n,
где B - высота шлифовального круга, м;
H - высота аксиально смещенного режущего слоя шлифовального круга, задаваемая при его проектировании, м;
n - число дискретных перемещений правящего инструмента, а после окончания формирования одной торцовой поверхности подачу рабочей жидкости прерывают и правящий инструмент отводят в первоначальное положение.
| SU, авторское свидетельство, 1266716, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
