Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к устройству и способу для изготовления корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования, более конкретно для изготовления заготовок, выполненных из двух материалов, посредством инжекционного многокомпонентного формования.
Уровень техники
Изготовление пластмассовых деталей, выполненных из двух материалов, уже давно является широко распространенным способом. Область его применения является очень широкой и охватывает технические детали, например, для автомобилей, электроники, бытовой техники и др., предметы косметики, парфюмерии, личной гигиены и др. Исходные материалы, т.е. пластичные смолы, также очень разнообразные, и данный способ может использоваться в эстетических целях, например создания деталей, имеющих несколько цветов, в технических целях, например для получения различных технических свойств, характерных для разных участков детали, или в экономических целях, например для изготовления важного участка детали с использованием дешевого материала, а других участков с использованием качественного материала, например, для обеспечения требуемого состояния поверхности или удовлетворения заданного санитарно-гигиенического условия.
Известно изготовление полых корпусов из пластмассы, такие корпуса здесь обычно называются «полыми корпусами, выполненными из двух материалов», которые образуются из основного слоя и слоя покрытия из разных пластмасс. Данные полые корпуса, выполненные из двух материалов, включают в себя, например, емкости, такие как сосуды, контейнеры, банки и др., крышки и колпачки для емкостей и детали для бытовых приборов и транспортных средств.
Известно несколько способов для изготовления пластичных деталей, выполненных из двух материалов, из которых основными являются следующие способы.
Переформование поверх основы посредством перемещения вставки. Вставка, т.е. деталь, образованная из первого слоя материала формования основы, перемещается из полости для формования основы, в которую она была введена, в другую полость для многокомпонентного формования, в которой будет под давлением сформован слой покрытия. Данное перемещение может выполняться вручную или с помощью робота. Полости для формования основы и полости для многокомпонентного формования могут быть в двух разных пресс-формах, установленных в двух разных инжекционных прессах, или в одной и той же сдвоенной пресс-форме.
Переформование посредством вращения полуформы. Данная система обеспечивает переформование деталей без предварительного извлечения из их исходной пресс-формы. Детали удерживаются в полуформе (обычно на стороне извлечения), полуформа осуществляет поворот, обычно на 180°, и детали, которые затем переформуются в полостях для многокомпонентного формования, разворачиваются.
Переформование посредством смещения стержня (также называемое формованием системой с опорой на стержень). Стержень выполняет функцию клапана для отделения полостей для формования основы от полостей для многокомпонентного формования. Сначала слой основы формуется в полости для формования основы, затем стержень открывает проход в полость для многокомпонентного формования.
Совместная инжекция. Два различных материала формуются внутри одной и той же полости для формования. Система основана на обеспечении прохождения второго материала через первый материал для образования нескольких слоев из разных материалов.
Особенно важной группой полых корпусов, выполненных из двух материалов, является группа заготовок для изготовления бутылок и других емкостей. Данные заготовки состоят из полых корпусов из пластмассы в форме пробирки, содержащей входное отверстие и горлышко, которые по выбору включают наружную резьбу и периметрическую кольцеобразную кромку. Данные заготовки предназначены для последующего изготовления пластиковых бутылок посредством формования дутьем детали в форме пробирки внутри формы для формования дутьем, в которой технологический процесс изготовления горлышка и входного отверстия является неизменным. Изготовление заготовок, выполненных из двух материалов, осуществляется несколькими способами, упомянутыми выше, например посредством многокомпонентного формования посредством перемещения вставки, многокомпонентного формования посредством вращения полуформы, многокомпонентного формования посредством смещения стержня или совместной инжекции. Однако каждый из данных способов обладает недостатками и/или ограничениями.
В способе многокомпонентного формования посредством перемещения вставки, когда вставка извлекается из полости для формования основы, недавно сформованный слой основы, образующий ее, является очень горячим и, следовательно, находится в мягком состоянии, что связано с риском деформации или других повреждений во время перемещения в полость для многокомпонентного формования. Кроме того, оборудование для применения данного способа является сложным и дорогим и требует наличия значительного пространства при условии, что оно обычно предусматривает использование двух пресс-форм, двух инжекционных прессов и робота или другого средства перемещения.
В способе многокомпонентного формования посредством вращения полуформы полости для формования основы и многокомпонентного формования расположены симметрично относительно оси вращения пресс-формы. Следовательно, оба этапа инжекции должны вписываться в поверхность инжекционного пресса, ограниченную 4 стойками пресса. Поэтому размеры пресса должны быть очень большими или количество полостей пресс-формы должно быть очень ограниченным. Кроме того, охлаждающая жидкость пресс-формы, которой в способе инжекции двух материалов должно быть в избытке, должна проходить через вращающееся соединение, что дополнительно ограничивает производительность системы. Кроме того, заготовки должны выталкиваться со смещением, и поскольку очень важно обеспечить необходимое усилие, выталкивающая система склонна быть декомпенсированной.
В способе совместной инжекции, который в настоящее время широко используется, границы слоя материала многокомпонентного формования не могут быть выполнены идеально, таким образом, конечная геометрия слоя основы и слоя покрытия, образованных из различных материалов, не может контролироваться с высокой точностью. Данное ограничение, хотя оно позволяет использовать данный метод для нанесения защитных слоев, делает его непригодным для использования повторно используемых материалов в сочетании с качественными материалами, а также для создания эстетических двухцветных элементов посредством формования и многокомпонентного формования двух материалов различных цветов.
В другом случае международная патентная заявка РСТ 2006/ES 00001, принадлежащая одному из авторов данного изобретения, описывает устройство для инжекционного формования заготовок, содержащее ряды полостей для формования в количестве n, поочередно вставленные между рядами полостей для охлаждения в количестве n+1, и ряды стержней в количестве 2n, прикрепленных к пластине стержней, приспособленной и приводимой в движение для перемещения над опорной пластиной в поперечном направлении между двумя положениями, в которых стержни совмещены соответственно с первым и вторым комплектами полостей. Каждый из упомянутых первого и второго комплектов полостей образован из упомянутого числа n рядов полостей для формования и числа n рядов полостей для охлаждения, включающих один или другой из концевых рядов полостей для охлаждения соответственно. Опорная пластина приводится в движение таким образом, что она может перемещаться в поперечном направлении между закрытым положением, в котором стержни введены в упомянутые первый или второй комплекты полостей, и открытым положением, в котором стержни извлечены из первого или второго комплектов полостей. Каждый стержень содержит связанный с ним выталкивающий элемент, выполненный с возможностью образования части пресс-формы заготовки и приводимый в движение для осуществления поперечного перемещения вдоль стержня и, таким образом, извлечения заготовки. Выталкивающие элементы расположены в несколько рядов, каждый связанный с одним из рядов стержней. Выталкивающие элементы каждого ряда соединены с выталкивающей пластиной, и различные выталкивающие пластины приводятся в движение независимо посредством выталкивающих элементов для выталкивания заготовок только с тех рядов стержней, которые извлечены из рядов полостей для охлаждения.
В данном устройстве периодически изменяющееся перемещение пластины стержней в комбинации с перемещениями опорной пластины обеспечивает в одном положении стержней относительно полостей для формования и полостей для охлаждения инжекцию материала формования в полости для формования заготовок, причем в это же самое время другие, ранее отлитые заготовки охлаждаются в полостях для охлаждения, и затем изменение положения стержней относительно полостей для формования и полостей для охлаждения после извлечения охлажденных заготовок для отливки новых заготовок на недавно освободившихся стержнях и одновременно охлаждение заготовок, недавно отлитых в предыдущем положении, и так далее циклически.
Раскрытие изобретения
В соответствии с первым аспектом настоящее изобретение описывает устройство по п.1 формулы изобретения. Другие особенности данного устройства в соответствии с данным первым аспектом определены в зависимых пунктах 2-5.
В соответствии со вторым аспектом настоящее изобретение описывает способ по п.6 формулы изобретения, пригодный для осуществления посредством устройства по любому из пунктов 1-5. Другие особенности данного способа в соответствии с данным вторым аспектом определены в зависимом пункте 7.
В соответствии с третьим аспектом настоящее изобретение описывает устройство по п.8 формулы изобретения. Другие особенности устройства в соответствии с данным третьим аспектом определены в зависимых пунктах 9-12.
В соответствии с четвертым аспектом настоящее изобретение описывает способ по п.13 формулы изобретения, пригодный для осуществления посредством устройства по любому из пунктов 9-12. Другие особенности способа в соответствии с данным четвертым аспектом определены в зависимых пунктах 14 и 15.
Устройство в соответствии с первым и третьим аспектами настоящего изобретения основано на механической работе устройства, описанного в упомянутой международной патентной заявке РСТ 2006/ES 00001, с включением ряда модификаций, посредством чего можно чередовать последовательные операции формования первого слоя материала формования основы и операции многокомпонентного формования второго слоя материала покрытия для образования полых корпусов, выполненных из двух материалов, вместо известных чередующихся операций формования и охлаждения. При такой конструкции устройства настоящего изобретения обычно обеспечивают изготовление полых корпусов, выполненных из двух материалов, и, в частности, заготовок, выполненных из двух материалов, с использованием одной пресс-формы и одного инжекционного пресса. Устройства работают при минимальном перемещении стержней, забирая первый слой материала основы из полостей для формования основы в полости для многокомпонентного формования, что уменьшает или по существу устраняет риск повреждений в упомянутом слое материала основы при относительно малом пространстве, требующемся для значительного количества полостей в одной и той же пресс-форме, и при высокой производительности.
Способы в соответствии со вторым и четвертым аспектами настоящего изобретения подробно описывают этапы изготовления полых корпусов, выполненных из двух материалов, посредством таких устройств.
Все это при использовании устройства и способа настоящего изобретения делает экономически осуществимым изготовление полых корпусов, выполненных из двух материалов, для таких применений, которые до настоящего времени при использовании известных способов были неосуществимы. Например, заготовки, приспособленные для изготовления емкостей, обладающих защитными свойствами от газа или света, могут быть изготовлены при помощи нового устройства и способа посредством формования первого основного слоя из защитного материала, обладающего пригодной толщиной, и многокомпонентного формования наружного слоя покрытия из материала, подходящего для придания внешнего вида емкости, которым может быть, например, исходный или восстановленный полиэтилентерефталат.
В соответствии с другим применением при помощи устройства и способа настоящего изобретения можно изготавливать заготовки, включая использование восстановленного материала, либо повторно используемого, либо непосредственно измельченного в хлопья. В данном случае и предполагая, что заготовка предназначена для изготовления емкости для пищевых продуктов, внутренняя поверхность заготовки, включая открытый конец, соответствующий отверстию емкости, может быть выполнена с основным слоем из качественного материала, пригодного для использования с продуктами питания, например исходного полиэтилентерефталата, а слой наружного покрытия может быть переформован при помощи более экономичного материала, например восстановленного или повторно используемого полиэтилентерефталата. Процентное содержание каждого из двух компонентов может изменяться, в качестве примера оно может составлять 50%. Таким образом, гарантируется, что содержимое емкости контактирует только с пригодным материалом, при этом слой покрытия служит для обеспечения конфигурации емкости. Данное применение не снижает качества емкости, и оно способно существенно уменьшить стоимость продукта, поскольку стоимость исходного материала составляет самую значительную часть конечной стоимости заготовки. Кроме экономической выгоды, использование восстановленного материала предполагает очень большое преимущество с экологической точки зрения, поскольку это обеспечивает повторное использование и восстановление отходов материалов.
Другим применением, ставшим возможным благодаря устройству и способу настоящего изобретения, является изготовление двухцветных заготовок, предназначенных, прежде всего, для придания эстетической ценности емкости, поскольку с их помощью можно изготавливать емкости с цветом основы и вторым цветом в виде линий, полос или постепенных цветовых переходов. С этой целью, например, слой основы, образующий внутреннюю поверхность заготовки, включая открытый конец, соответствующий отверстию емкости, формуется сначала с использованием материала первого цвета, а затем переформуется слой покрытия с использованием материала второго цвета, создавая требуемые формы. Исполнение и формы данных цветовых покрытий могут создавать множество комбинаций, таким образом, можно обеспечить очень широкую область использования.
Во всех случаях в результате последовательных этапов формования основы и многокомпонентного формования основной слой и слой покрытия являются точно разграниченными, посредством чего предотвращаются проблемы неточностей, существующие при способе совместной инжекции, описанном выше. В некоторых случаях выбор материалов для формования и многокомпонентного формования, а также условий для их инжекции обеспечивает изготовление полых корпусов, выполненных из двух материалов, или емкостей, полученных посредством дутья из заготовок, выполненных из двух материалов, в которых два слоя имеют тенденцию отделяться друг от друга, когда они подвергаются определенным механическим деформациям, например сжатию, посредством чего облегчается отдельное восстановление двух материалов в конце фактического срока службы изделия.
Краткое описание чертежей
Ранее упомянутые и другие преимущества и особенности будут вполне понятны из приведенного ниже подробного описания примерных вариантов осуществления со ссылкой на прилагаемые чертежи, на которых:
фиг.1 изображает схематичный вид с продольным разрезом устройства для изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования в соответствии с вариантом осуществления настоящего изобретения;
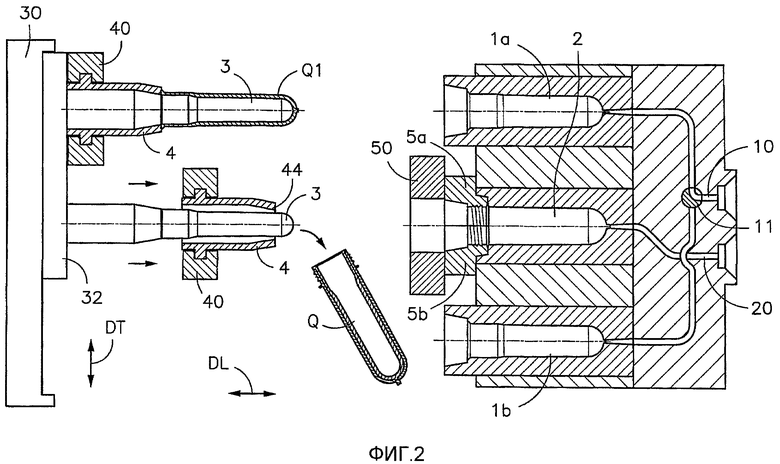
фиг.2 изображает схематичный вид с продольным разрезом устройства для изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования в соответствии с другим вариантом осуществления настоящего изобретения;
фиг.3 изображает вид с продольным разрезом примера полого корпуса, выполненного из двух материалов, полученного посредством устройства, проиллюстрированного на фиг.1;
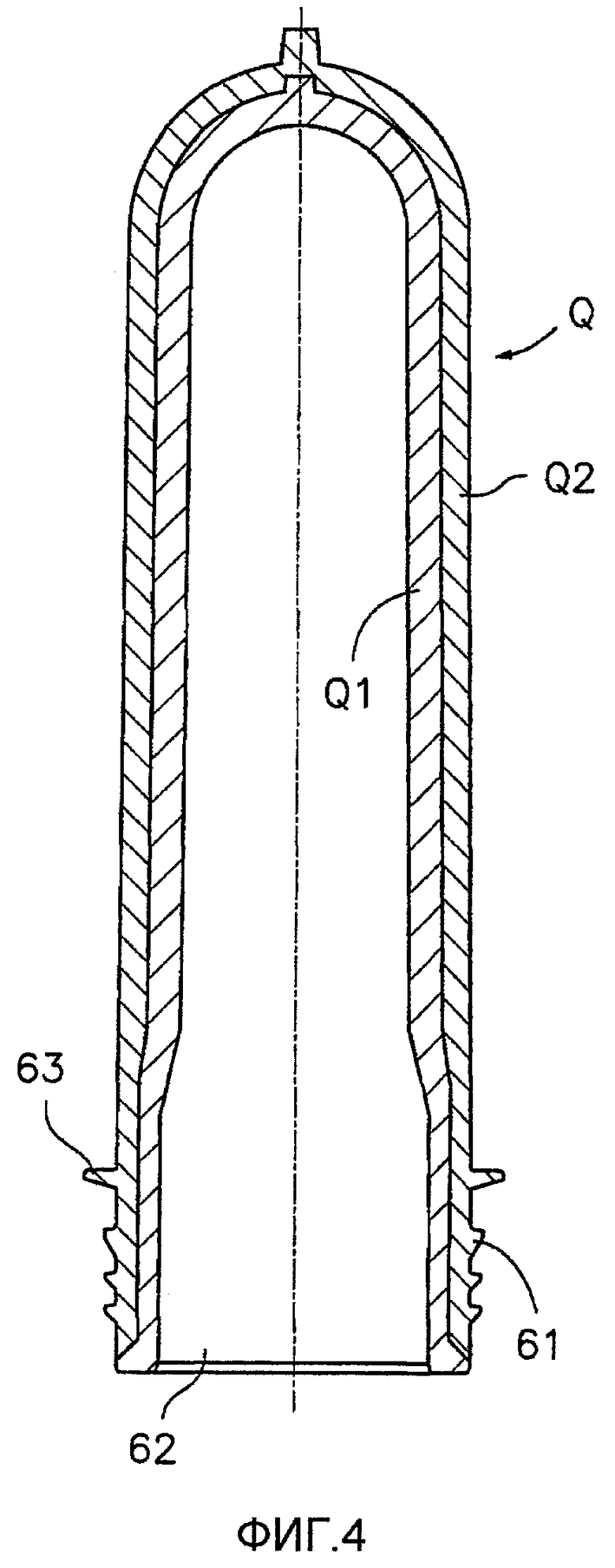
фиг.4 изображает вид с продольным разрезом примера полого корпуса, выполненного из двух материалов, полученного посредством устройства, проиллюстрированного на фиг.2;
фиг.5 изображает схематичный вид с продольным разрезом устройства в соответствии с другим вариантом осуществления настоящего изобретения, полученным из варианта осуществления, проиллюстрированного на фиг.1;
фиг.6 изображает схематичный вид с продольным разрезом неподвижной части устройства в соответствии с другим вариантом осуществления настоящего изобретения, полученным из варианта осуществления, проиллюстрированного на фиг.2, включающего альтернативный вариант клапанного средства;
фиг.7 изображает вид спереди неподвижной части устройства в соответствии с вариантом осуществления, проиллюстрированным на фиг.5;
фиг.8 изображает вид спереди подвижной части устройства, проиллюстрированного на фиг.7;
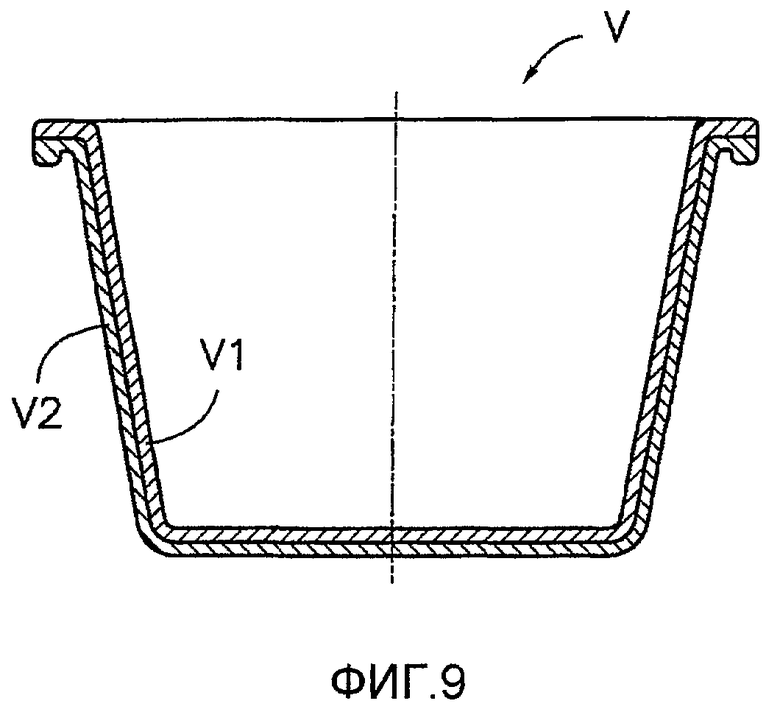
фиг.9 изображает вид с продольным разрезом другого полого корпуса, выполненного из двух материалов, который может быть получен посредством устройства настоящего изобретения;
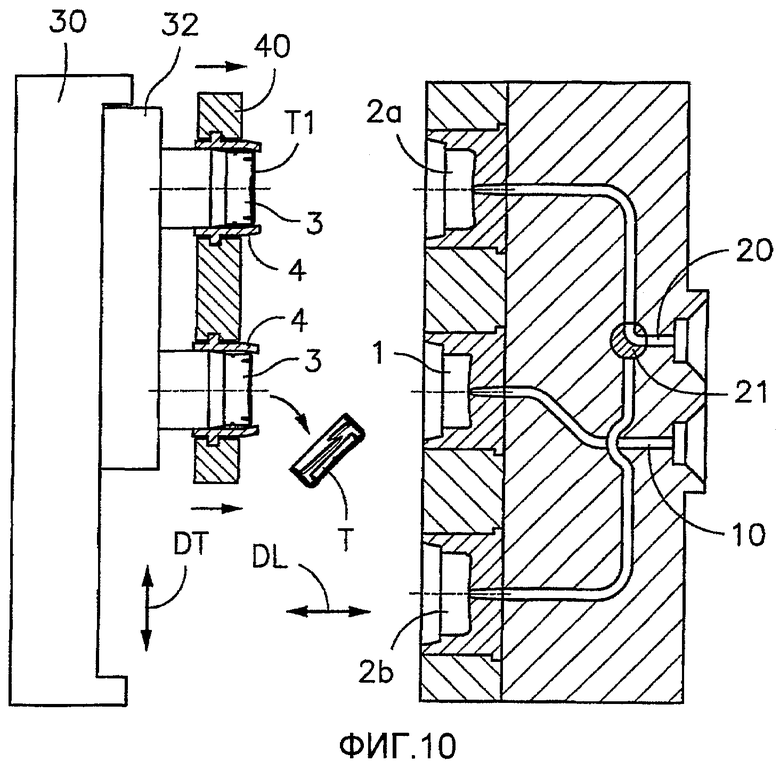
фиг.10 изображает схематичный вид с продольным разрезом устройства для изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования в соответствии с еще одним вариантом осуществления настоящего изобретения;
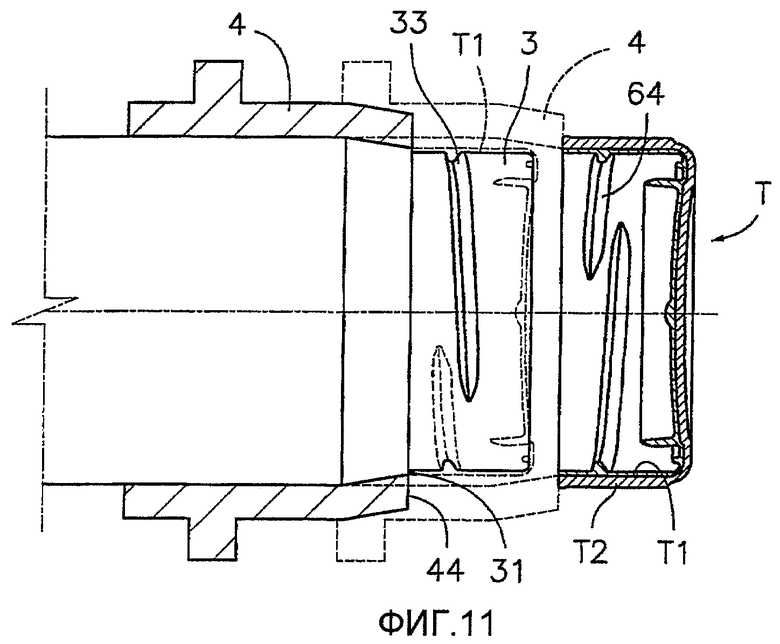
фиг.11 изображает вид с продольным разрезом примера полого корпуса, выполненного из двух материалов, полученного посредством устройства, проиллюстрированного на фиг.10, где показаны также конец стержня и связанный с ним выталкивающий элемент;
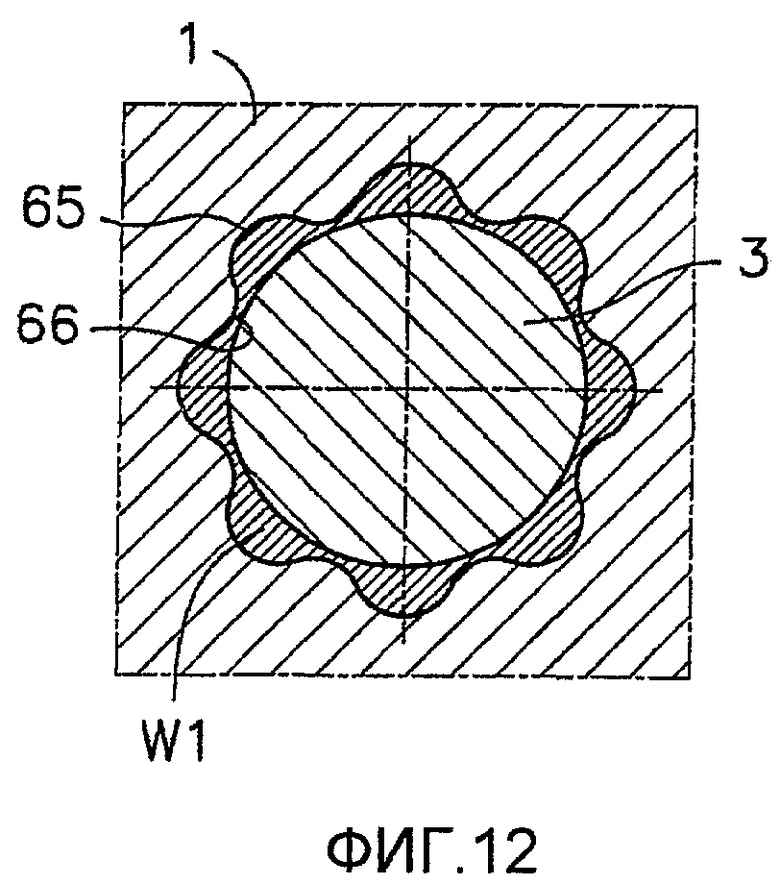
фиг.12 изображает вид с поперечным разрезом полости для формования основы в соответствии с другим вариантом осуществления устройства настоящего изобретения со стержнем, вставленным в полость для формования основы, и первым слоем полого корпуса, сформованным в пресс-форме, образованной между ними;
фиг.13 изображает вид с поперечным разрезом полости для многокомпонентного формования в соответствии с вариантом осуществления, проиллюстрированным на фиг.12, со стержнем, вставленным в нее, и вторым слоем, сформованным на упомянутом первом слое для образования готового полого корпуса;
фиг.14 изображает перспективный вид с частичным разрезом полого корпуса, выполненного из двух материалов, который может быть получен посредством устройства, проиллюстрированного на фиг.12 и 13.
Осуществление изобретения
На фиг.1 изображено устройство для изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования в соответствии с простейшим вариантом осуществления настоящего изобретения. В варианте осуществления, проиллюстрированном на фиг.1, упомянутым полым корпусом является заготовка первого типа Р, выполненная из двух материалов, изображенная в продольным разрезе на фиг.3.
Заготовка, выполненная из двух материалов, проиллюстрированная на фиг.3, содержит полый корпус из пластмассы в форме пробирки, содержащей отверстие 62 и горлышко 61 с наружной резьбой и периметрической кольцеобразной кромкой 63. Такие заготовки Р предназначены для последующего изготовления пластиковых бутылок посредством дутья. В процессе дутья часть в форме пробирки надувается до тех пор, пока не принимает форму полого корпуса сосуда или контейнера, при этом горлышко 61, отверстие 62 и периметрическая кольцеобразная кромка 63 остаются без изменения. Заготовка Р, выполненная из двух материалов, образована из первого слоя Р1 материала формования основы, например исходного полиэтилентерефталата, и второго слоя Р2 материала покрытия, например восстановленного или повторно используемого полиэтилентерефталата, наложенного посредством многокомпонентного формования на упомянутый первый слой Р1. В данном примере, проиллюстрированном на фиг.3, горлышко 61, отверстие 62 и периметрическая кольцеобразная кромка 63 образованы из первого слоя Р1. Это означает, что продукт, содержащийся в контейнере или сосуде, изготовленном посредством дутья из заготовки данного типа Р, выполненной из двух материалов, проиллюстрированной на фиг.3, никогда не будет контактировать с вторым слоем Р2, таким образом, предотвращая возможность загрязнения продукта, например, восстановленным или повторно используемым материалом, образующим второй слой Р2.
Устройство в соответствии с данным вариантом осуществления содержит неподвижную часть, показанную на фиг.1 справа, и подвижную часть, показанную на фиг.1 слева. В неподвижной части расположены полость 1 для формования основы и первая и вторая концевые полости 2а, 2b для многокомпонентного формования, расположенные на одинаковом расстоянии по обе стороны от упомянутой полости 1 для формования основы в поперечном направлении DT в направлении выемки их формы или продольном направлении DL. Первый горячий канал 10 выполнен с возможностью подачи материала формования основы в полость 1 для формования основы, и второй горячий канал 20 выполнен с возможностью подачи материала многокомпонентного формования в упомянутые концевые полости 2а, 2b для многокомпонентного формования. В упомянутом втором горячем канале 20 установлен клапан 21, приспособленный для поочередного обеспечения или прерывания прохождения материала многокомпонентного формования по направлению к одной и другой из первой и второй концевых полостей 2а, 2b для многокомпонентного формования в соответствии с циклом, который будет объяснен ниже.
Подвижная часть содержит опорную пластину 30, на которой установлена пластина 32 держателя стержней, содержащая систему из двух стержней 3, находящихся друг от друга на расстоянии, равном расстоянию между полостью 1 для формования основы и каждой из первой и второй концевыми полостями 2а, 2b для многокомпонентного формования. Упомянутая пластина 32 держателя стержней приводится в движение обычным приводным средством (не показано) для приведения в движение попеременно на упомянутой опорной пластине 30 в упомянутом поперечном направлении DT между двумя положениями. В первом положении (проиллюстрированном на фиг.1) стержни 3 совмещены с первым комплектом полостей, образованным из полости 1 для формования основы и первой концевой полости 2а для многокомпонентного формования. Во втором положении (не проиллюстрированном) стержни 3 совмещены со вторым комплектом полостей, образованным из полости 1 для формования основы и второй концевой полости 2b для многокомпонентного формования. Опорная пластина 30 в свою очередь приводится в движение для обеспечения перемещения в продольном направлении DL между закрытым положением (не проиллюстрировано), в котором стержни 3 введены в упомянутые первый или второй комплекты полостей, и открытым положением (проиллюстрированным на фиг.1), в котором стержни 3 или группы стержней 3 извлечены из первого или второго комплектов полостей. Подвижная часть также включает в себя выталкивающие средства, приспособленные для выталкивания сформованных, т.е. законченных, заготовок Р, выполненных из двух материалов, только из стержней 3, которые извлечены из одной из первой и второй концевых полостей 2а, 2b для многокомпонентного формования. В варианте осуществления, проиллюстрированном на фиг.1, упомянутые выталкивающие средства содержат два выталкивающих элемента 4, причем каждый выталкивающий элемент 4 связан с одним из стержней 3. Данные выталкивающие элементы 4 соединены с соответствующими выталкивающими пластинами 40, приводимыми в движение приводным средством (не показано) таким образом, что они могут перемещаться независимо и поочередно между положениями формования и положениями выталкивания.
В варианте осуществления, проиллюстрированном на фиг.1, каждый выталкивающий элемент 4 имеет форму втулки, установленной на соответствующем стержне 3, и содержит кольцеобразную поверхность 44, окружающую стержень 3. В упомянутом положении формования (проиллюстрированном на фиг.1 по отношению к стержню 3, расположенному напротив первой концевой полости 2а для многокомпонентного формования) упомянутая концевая кольцеобразная поверхность 44 выталкивающего элемента 4 расположена рядом с началом формовочной поверхности стержня 3, а в положении выталкивания (проиллюстрированном на фиг.1 по отношению к стержню 3, расположенному напротив полости 1 для формования) концевая кольцеобразная поверхность 44 выталкивающего элемента 4 находится рядом или на расстоянии от свободного конца стержня 3. При перемещении между положениями формования и выталкивания концевая кольцеобразная поверхность 44 выталкивающего элемента 4 контактирует с заготовкой Р, выполненной из двух материалов, и выталкивает ее из стержня 3. Кроме того, по меньшей мере, одна часть концевой кольцеобразной поверхности 44 каждого выталкивающего элемента 4 приспособлена для выполнения функции формовочной поверхности, когда выталкивающий элемент 4 находится в положении формования, и опорная пластина 30 находится в закрытом положении.
Для формования снабженного наружной резьбой горлышка 61 заготовки Р, выполненной из двух материалов, устройство содержит пластину 50 держателя полуформ, на которой закреплена пара полуформ 5а, 5b, приспособленных и приводимых в движение для обеспечения закрытия после открытия полости 1 для формования основы и для обеспечения открытия. Полуформы 5а, 5b содержат соответствующие внутренние поверхности, образующие часть пресс-формы, которые сконфигурированы для формования горлышка 61 заготовки Р, выполненной из двух материалов, с соответствующей резьбой. Таким образом, когда опорная пластина 30 находится в закрытом положении, внутренняя поверхность полости 1 для формования основы, наружная поверхность стержня 3, упомянутая концевая кольцеобразная поверхность 44 выталкивающего элемента 4 и упомянутые внутренние поверхности полуформ 5а, 5b приспособлены для образования пресс-формы для формования упомянутого первого слоя Р1 материала формования основы заготовки Р, выполненной из двух материалов, включая горлышко с наружной резьбой 61, образованное посредством внутренних поверхностей полуформ 5а, 5b. Инжекция материала формования через первый канал 10 образует первый слой Р1 на стержне 3, введенном в полость 1 для формования основы.
Затем стержень 3, на котором сформован первый слой Р1, извлекается из полости 1 для формования основы и затем вводится в одну из первой или второй концевых полостей 2а, 2b для многокомпонентного формования посредством комбинации перемещений опорной пластины 30, пластины 32 держателя стержней и пластины 50 держателя полуформ. Предположим, что стержень 3 введен в первую концевую полость 2а для многокомпонентного формования, в данном новом положении внутренняя поверхность первой концевой полости 2а для многокомпонентного формования и наружная поверхность первого слоя Р1 материала формования основы, расположенного на стержне 3, приспособлены для образования пресс-формы для многокомпонентного формования второго слоя Р2. Инжекция материала для многокомпонентного формования в первую концевую полость 2а для многокомпонентного формования через второй горячий канал 20 обеспечивает образование второго слоя Р2 на первом слое Р1 для получения готовой заготовки Р, выполненной из двух материалов. С этой целью клапан 21 предварительно устанавливается в положение (проиллюстрированное на фиг.1), обеспечивающее прохождение материала для многокомпонентного формования только по направлению к первой концевой полости 2а для многокомпонентного формования.
В то же самое время, когда происходит инжекция материала многокомпонентного формования в первую концевую полость 2а для многокомпонентного формования, первый слой Р1 новой заготовки Р, выполненной из двух материалов, формуется на другом стержне 3, который одновременно введен в полость 1 для формования основы, посредством новой инжекции материала формования основы через первый горячий канал 10. Затем перемещение опорной пластины 30 в продольном направлении DL по направлению к открытому положению извлекает оба стержня 3 из соответствующей полости 1 для формования основы и первой концевой полости 2а для многокомпонентного формования. Последующее перемещение пластины 32 держателя стержней в поперечном направлении DT на опорной пластине 30 обеспечивает совмещение стержня 3, недавно извлеченного из первой концевой полости 2а для многокомпонентного формования, с полостью 1 для формования основы и стержня 3, недавно извлеченного из полости 1 для формования основы, со второй концевой полостью 2b для многокомпонентного формования. Затем законченная заготовка Р, выполненная из двух материалов, выталкивается из стержня 3, который был совмещен с полостью 1 для формования основы, посредством перемещения соответствующей выталкивающей пластины 40, и клапан 21 устанавливается в положение (не проиллюстрировано), обеспечивающее прохождение материала для многокомпонентного формования только по направлению к второй концевой полости 2b для многокомпонентного формования. Затем новое перемещение опорной пластины 30 в продольном направлении DL по направлению к закрытому положению вводит стержни 3 в полость 1 для формования основы и вторую концевую полость 2b для многокомпонентного формования соответственно, и полуформы 5а, 5b закрываются и устанавливаются в положение формования рядом с отверстием полости 1 для формования основы. В данном положении осуществляется новая одновременная инжекция материала формования основы в полость 1 для формования основы через первый горячий канал 10 и материала для многокомпонентного формования во вторую концевую полость 2b для многокомпонентного формования через второй горячий канал 20. Новые комбинации перемещений опорной пластины 30, пластины 32 держателя стержней и пластины 50 держателя полуформ извлекает стержни 3 из соответствующей полости 1 для формования основы и второй концевой полости 2b для многокомпонентного формования, а также совмещает их соответственно с первой концевой полостью 2а для многокомпонентного формования и полостью 1 для формования основы. Затем законченная заготовка Р, выполненная из двух материалов, выталкивается из стержня 3, который совмещен с полостью 1 для формования основы, посредством перемещения соответствующей выталкивающей пластины 40, и клапан 21 опять устанавливается в положение, обеспечивающее прохождение материала для многокомпонентного формования только по направлению к первой концевой полости 2а для многокомпонентного формования, положение, проиллюстрированное на фиг.1. С этого момента цикл может повторяться бесконечно для изготовления заготовки Р, выполненной из двух материалов.
Предпочтительно, если операция выталкивания заготовки Q, выполненной из двух материалов, осуществляется, когда соответствующий стержень находится в центрированном положении относительно опорной пластины для предотвращения крутящих моментов и для облегчения сбора выталкиваемых полых корпусов. В данном варианте осуществления, проиллюстрированном на фиг.1, операция выталкивания выполняется, когда соответствующий стержень 3 совмещен с полостью 1 для формования основы, т.е. после извлечения стержней 3 и после их перемещения в поперечном направлении DT.
Специалисту в области пресс-форм и устройств инжекционного формования будет понятно, что устройство, описанное ранее в соответствии с фиг.1, обеспечивает множество вариантов и может применяться для изготовления других типов заготовок, выполненных из двух материалов, или полых корпусов, выполненных из двух материалов, отличающихся от заготовки Р, выполненной из двух материалов.
Фиг.2 изображает другой пример осуществления, который является вариантом примера осуществления, описанного в соответствии с фиг.1, и подобные ссылочные номера используются для описания одинаковых или эквивалентных элементов. В неподвижной части устройства, проиллюстрированного на фиг.2, расположены первая и вторая концевые полости 1а, 1b для формования основы, соединенные с первым горячим каналом 10, между которыми расположена полость 2 для многокомпонентного формования, соединенная со вторым горячим каналом 20. Клапан 11 установлен в первом горячем канале 10 для обеспечения попеременно прохождения материала формования основы только по направлению к одной или другой из упомянутых первой и второй концевых полостей 1а, 1b для формования основы. Здесь пластина 5 держателя полуформ с парой полуформ 5а, 5b установлена в соответствии с одной полостью 2 для многокомпонентного формования. Подвижная часть не претерпела изменений по сравнению с подвижной частью, описанной в соответствии с фиг.1, и цикл инжекции и выталкивания также является аналогичным. Однако в первом положении (проиллюстрированном на фиг.1) стержни 3 совмещены с первым комплектом полостей, образованным из первой концевой полости 1а для формования основы и полости 2 для многокомпонентного формования. Во втором положении (не проиллюстрировано) стержни 3 совмещены со вторым комплектом полостей, образованным из полости 2 для многокомпонентного формования и второй концевой полости 1b для формования основы. Полым корпусом, изготовленным в данном варианте осуществления, является заготовка Q, выполненная из двух материалов, изображенная в продольном разрезе на фиг.4.
Фиг.4 изображает упомянутую заготовку Q, выполненную из двух материалов, которая, так же как и заготовка Р, выполненная из двух материалов, проиллюстрированная на фиг.3, образована из первого слоя Q1 материала формования основы и второго слоя Q2 материала покрытия. Разница здесь заключается в том, что наружная резьба горлышка 61 и периметрическая кольцеобразная кромка 63 образованы из материала второго слоя Q2. Данная геометрия может быть использована, например, для создания контейнера со слоем защитного материала либо внутри (первый слой Q1), либо снаружи (второй слой Q2), поскольку в данном примере оба слоя покрывают всю заготовку Q, выполненную из двух материалов, и контейнер, образованный из них.
Таким образом, в варианте осуществления, проиллюстрированном на фиг.2, внутренняя поверхность полости 1а, 1b для формования основы, наружная поверхность стержня 3 и концевая кольцеобразная поверхность 44 выталкивающего элемента 4 приспособлены для образования пресс-формы для формования первого слоя Q1 материала формования основы, а внутренняя поверхность полости 2 для многокомпонентного формования, наружная поверхность первого слоя Q1 материала формования основы и упомянутые внутренние поверхности полуформ 5а, 5b приспособлены для образования пресс-формы для внешнего формования второго слоя Q2 материала многокомпонентного формования, который здесь включает в себя горлышко 61 с наружной резьбой, образованное посредством внутренних поверхностей полуформ 5а, 5b.
Кинематическое перемещение и этапы цикла инжекции и выталкивания аналогичны тем, которые были описаны выше в соответствии с фиг.1, при этом разница заключается в том, что клапан 11 изменяет свое положение для обеспечения прохождения материала для формования основы через первый горячий канал 10 по направлению к одной или другой из первой или второй концевых полостей 1а, 1b для формования основы, и заготовка Q, выполненная из двух материалов, выталкивается, когда соответствующий стержень находится в центрированном положении, совмещенном с полостью 2 для многокомпонентного формования, т.е. после извлечения стержней 3 и перед перемещением в поперечном направлении DT.
Очевидно, что как в варианте осуществления, проиллюстрированном на фиг.1, так и варианте осуществления, проиллюстрированном на фиг.2, изменение положения клапана 11, 21 и выталкивание законченной заготовки P, Q, выполненной из двух материалов, могут выполняться одинаково перед или после извлечения стержней 3 посредством перемещения опорной пластины 30 по направлению к открытому положению и перед или после перемещения стержней 3 по направлению к их положениям, совмещенным с полостями, расположенными рядом с полостями, из которых они извлечены. Очевидно, что как клапан 21, проиллюстрированный на фиг.1, так и клапан 11, проиллюстрированный на фиг.2, показаны схематично и могут быть заменены любым другим клапанным средством, приспособленным для выполнения таких же функций. Кроме того, две пластины 50 держателя полуформ и две пары полуформ 5а и 5b, связанные с концевыми полостями, либо концевыми полостями 1а, 1b для формования основы, либо концевыми полостями 2 для многокомпонентного формования, могут быть использованы вместо одной центральной пластины 50 держателя полуформ, хотя это предполагает бесполезное дублирование устройств.
Фиг.5 изображает другой вариант осуществления, который является более сложной версией варианта осуществления, описанного выше в соответствии с фиг.1, и подобные ссылочные номера используются для описания одинаковых или эквивалентных элементов. Устройство в соответствии с вариантом осуществления, проиллюстрированным на фиг.5, пригодно для изготовления заготовок типа Р, показанных на фиг.3.
Устройство, проиллюстрированное на фиг.5, содержит первый горячий канал 10, выполненный с возможностью подачи материала формования основы в полости 1 для формования основы в количестве n (в проиллюстрированном примере три), и второй горячий канал 20, выполненный с возможностью подачи материала многокомпонентного формования в полости 2, 2а, 2b для многокомпонентного формования в количестве n+1 (в проиллюстрированном примере четыре). Упомянутые полости 1 для формования основы и упомянутые полости 2, 2а, 2b для многокомпонентного формования попеременно размещены в системе вдоль поперечного направления DT с такой особенностью, что полостями, расположенными в двух концах упомянутой системы, являются соответственно первая и вторая концевые полости 2а, 2b для многокомпонентного формования. На опорной пластине 30 закреплена пластина 32 держателя стержней, содержащая аналогичную систему из стержней 3 в количестве 2n (в проиллюстрированном примере шесть). Пластина 32 держателя стержней приводится в движение для обеспечения перемещения попеременно на опорной пластине 30 в поперечном направлении DT между двумя положениями, в которых стержни 3 совмещены соответственно с первым и вторым комплектом полостей. Упомянутый первый комплект полостей образован из упомянутого числа n (в проиллюстрированном примере трех) полостей 1 для формования основы и числа n (в проиллюстрированном примере трех) полостей 2, 2а для многокомпонентного формования, включая все полости 2 для многокомпонентного формования, расположенные между полостями 1 для формования основы и первой концевой полостью 2а для многокомпонентного формования. Упомянутый второй комплект полостей образован из упомянутого числа n (в проиллюстрированном примере трех) полостей 1 для формования основы и числа n (в проиллюстрированном примере трех) полостей 2, 2b для многокомпонентного формования, включая все полости 2 для многокомпонентного формования, расположенные между полостями 1 для формования основы и второй концевой полостью 2b для многокомпонентного формования. Опорная пластина 30 приводится в движение для обеспечения перемещения в продольном направлении DL между закрытым положением, в котором стержни 3 введены в упомянутые первый или второй комплекты полостей, и открытым положением, в котором стержни 3 извлечены из первого или второго комплектов полостей.
Устройство также содержит клапанное средство, представленное клапаном 21, установленное в упомянутом втором горячем канале 20 для попеременного обеспечения или прерывания прохождения материала многокомпонентного формования по направлению к первой и второй концевым полостям 2а, 2b для многокомпонентного формования в соответствии с положениями опорной пластины 30 и пластины 32 держателя стержней. В данном случае выталкивающее средство приспособлено для выталкивания многокомпонентных формованных полых корпусов Р только из тех стержней 3, которые извлечены из полостей 2, 2а, 2b для многокомпонентного формования. Выталкивающее средство содержит выталкивающие элементы 4 в количестве 2n (в проиллюстрированном примере шесть), аналогичные тем, которые описаны выше в соответствии с фиг.1, причем каждый выталкивающий элемент 4 связан с одним из стержней 3. Выталкивающие элементы 4 соединены с соответствующими выталкивающими пластинами 40, приводимыми в действие независимо и поочередно. Каждый выталкивающий элемент 4 имеет форму втулки, установленной на соответствующем стержне 3. Устройство содержит пластины 50 держателей полуформ, на которых закреплены пары полуформ 5а, 5b в количестве n (в проиллюстрированном примере три), причем каждая пара полуформ 5а, 5b приспособлена и приводится в движение для обеспечения закрытия после открытия полостей 1 для формования основы и для открытия. Полуформы 5а, 5b каждой пары содержат соответствующие внутренние поверхности, образующие часть упомянутой пресс-формы для формования заготовки Р, выполненной из двух материалов. Более конкретно, полуформы 5а, 5b приспособлены для формования горлышка 61 с наружной резьбой.
В устройстве на фиг.5 пресс-форма для формования первого слоя Р1 материала формования основы каждой заготовки Р, выполненной из двух материалов, образуется из внутренней поверхности соответствующей полости 1 для формования основы, упомянутых внутренних поверхностей соответствующих полуформ 5а, 5b, наружной поверхности соответствующего стержня 3 и концевой кольцеобразной поверхности 44 соответствующего выталкивающего элемента 4. Следовательно, первый слой Р1 будет включать в себя горлышко 61 с наружной резьбой. Пресс-форма для многокомпонентного формования второго слоя Р2 материала многокомпонентного формования каждой заготовки Р, выполненной из двух материалов, образуется из внутренней поверхности соответствующей полости 2, 2а, 2b для многокомпонентного формования и наружной поверхности упомянутого первого слоя Р1 материала формования основы, образованного на соответствующем стержне 3.
Фиг.6 изображает неподвижную часть в соответствии с другим альтернативным вариантом осуществления, подобным тому, который был описан в соответствии с фиг.5, но это более сложная версия варианта осуществления, описанного выше в соответствии с фиг.2, чем вариант устройства, описанный в соответствии с фиг.1. Другими словами, это устройство, подобное устройству, описанному в соответствии с фиг.5, но приспособленное для изготовления заготовок Q, выполненных из двух материалов, таких как изображенная на фиг.4. В данном случае устройство содержит первый горячий канал 10, выполненный с возможностью подачи материала формования основы в полости 1, 1а, 1b для формования основы в количестве n+1, и второй горячий канал 20, выполненный с возможностью подачи материала многокомпонентного формования в полости 2 для многокомпонентного формования в количестве n, при этом особенность заключается в том, что полости 1, 1а, 1b для формования основы и полости 2 для многокомпонентного формования расположены поочередно в системе вдоль поперечного направления, и что полостями, расположенными на двух концах упомянутой системы, являются соответственно первая и вторая концевые полости 1а, 1b для формования основы. В данном случае клапанные средства представлены парой клапанов 11а, 11b, установленных в первом горячем канале 10 для попеременного обеспечения или прерывания прохождения материала для формования основы по направлению к первой и второй концевым полостям 1а, 1b для формования основы в соответствии с положениями опорной пластины 30 и пластины 32 держателя стержней. Пластины 50 держателей стержней, на которых закреплены пары полуформ 5а, 5b в количестве n для формования резьбы наружной части горлышка 61 заготовки Q, выполненной из двух материалов, соединены с отверстиями полостей 2 для многокомпонентного формования. Подвижная часть (не показана) данного варианта осуществления не отличается от подвижной части, описанной выше в соответствии с фиг.5.
Необходимо отметить, что устройство двух клапанов 11а и 11b, проиллюстрированных на фиг.6, и одного клапана 11, 21, проиллюстрированного на фиг.1, 2 и 5, является двумя различными альтернативными вариантами клапанных средств, одинаково применимыми в любом варианте осуществления настоящего изобретения. Выбор одного или другого будет зависеть от таких факторов, как вязкость инжектируемой расплавленной пластмассы, легкость механической обработки, простота конструкции пресс-формы и др. Необходимо также отметить, что в обоих вариантах осуществления, проиллюстрированных на фиг.5 и 6, предпочтительно, если операции выталкивания заготовок P, Q, выполненных из двух материалов, осуществляются, когда соответствующие стержни 3 совмещены соответственно с полостями 1 для формования основы или полостями 2 для многокомпонентного формования, т.е. когда соответствующие стержни 3 находятся в симметричных положениях относительно центра опорной пластины 30.
Фиг.7 и 8 изображают виды спереди соответственно неподвижной части и подвижной части устройства в соответствии с вариантом осуществления, проиллюстрированным на фиг.5, целью которого является увеличение производительности. Единственное отличие заключается в том, что если на фиг.5 имеется полость 1 для формования основы, полость 2, 2а, 2b для многокомпонентного формования или пара полуформ 5а, 5b, то в варианте осуществления, проиллюстрированном на фиг.7, имеется и ряд полостей 1 для формования основы, ряд полостей 2, 2а, 2b для многокомпонентного формования или ряд пар полуформ 5а, 5b соответственно; и если на фиг.5 имеется стержень 3 с выталкивающим элементом 4, связанным с ним, то в варианте осуществления, проиллюстрированном на фиг.8, имеется ряд стержней 3 и ряд выталкивающих элементов 4, связанных с ними. Другими словами, фиг.5 может представлять собой вид сбоку с продольным разрезом устройства в соответствии с вариантом осуществления, проиллюстрированном на фиг.7 и 8, где каждый ряд проходит во втором поперечном направлении, перпендикулярном упомянутому поперечному направлению DT, и содержит одно и то же количество m элементов, расположенных на одинаковом расстоянии друг от друга. В результате в неподвижной части, проиллюстрированной на фиг.7, имеется в наличии система из полостей, образованная из n рядов (в проиллюстрированном примере трех) из m (в проиллюстрированном примере четырех) полостей 1 для формования основы и n+1 (в проиллюстрированном примере четырех) рядов из m (в проиллюстрированном примере четырех) полостей 2, 2а, 2b для многокомпонентного формования. В подвижной части, проиллюстрированной на фиг.8, имеется в наличии 2n (в проиллюстрированном примере шесть) рядов из m (в проиллюстрированном примере четырех) стержней 3.
Все пары полуформ 5а, 5b каждого ряда установлены на общей пластине 50 держателя полуформ, так что имеется в наличии n пластин 50 держателей полуформ, как проиллюстрировано на фиг.7. Все ряды стержней 3 установлены на одной пластине 32 держателя стержней, и выталкивающие элементы 4 каждого ряда соединены с общей выталкивающей пластиной 40, так что имеется в наличии 2n выталкивающих пластин 40, как проиллюстрировано на фиг.8. Рядом с опорной пластиной 30 размещается приводная пластина 43 в виде рамы, в которой установлены первые выбирающие элементы 41 в положениях, соответствующих положениям рядов полостей 1 для формования основы, и в опорной пластине 30 закреплены вторые выбирающие элементы 42 в положениях, соответствующих положениям полостей 2, 2а, 2b для многокомпонентного формования. Выталкивающие пластины 40 имеют конфигурации 45, приспособленные для соединения попеременно с упомянутыми первыми и вторыми выбирающими элементами 41, 42 в соответствии с первым и вторым положениями, принимаемыми пластиной 32 держателя стержней относительно опорной пластины 30 в результате ее перемещений в поперечном направлении DT. Таким образом, первые выбирающие элементы 41 соединяют выталкивающие пластины 40 с упомянутой приводной пластиной 43, которая приводится в движение для обеспечения перемещения в продольном направлении, приводя в движение соответствующие выталкивающие пластины 40 и ряды выталкивающих элементов 4, связанных с ними, по направлению к положению выталкивания во время каждого этапа выталкивания. Вторые выбирающие элементы 42 соединяют соответствующие выталкивающие пластины 40 и ряды выталкивающих элементов 4, связанных с ними, с опорной пластиной 30, удерживая их в положении формования во время каждого этапа выталкивания.
Специалисту в данной области техники будет понятно, что тут же возможен альтернативный вариант осуществления (не проиллюстрирован), подобный варианту осуществления, описанному в соответствии с фиг.7 и 8, но полученный из варианта осуществления, описанного выше в соответствии с фиг.6, вместо варианта устройства, описанного в фиг.5. Другими словами, устройство, подобное устройству, описанному в соответствии с фиг.7 и 8, но приспособленное для изготовления заготовок Q, выполненных из двух материалов, такое как устройство, проиллюстрированное на фиг.4. В данном варианте неподвижная часть не подвергается изменениям относительного того, что показано на фиг.8 с целью выполнения операций выталкивания, когда соответствующие стержни 3 находятся в симметричных положениях относительно опорной пластины 30. Это создает дополнительное преимущество обеспечения приспособления устройства для изготовления заготовок, выполненных из двух материалов, типа Р, проиллюстрированных на фиг.3, или типа Q, проиллюстрированных на фиг.4, путем простой перестановки полостей 1 для формования основы и полостей 2 для многокомпонентного формования.
В соответствии с вариантом осуществления, описанным в соответствии с фиг.7 и 8, устройство настоящего изобретения включает в себя множество полостей и стержней, сгруппированных в системы, отличные от рядов. Например, каждый ряд полостей или стержней может быть заменен группой полостей или стержней, размещенных в соответствии с матрицей, образованной из нескольких столбцов и нескольких рядов, однако возможны и другие типы систем, например в шахматном порядке. Таким образом, там, где на фиг.7 имеется ряд полостей 1 для формования основы, ряд полостей 2, 2а, 2b для многокомпонентного формования или ряд пар полуформ 5а, 5b, в данном варианте имеется соответственно группа полостей 1 для формования основы, группа полостей 2, 2а, 2b для многокомпонентного формования или группа пар полуформ 5а, 5b. Подобным образом, там, где на фиг.8 имеется ряд стержней 3 и ряд выталкивающих элементов 4, связанных с ними, в данном варианте имеется группа стержней 3 и группа выталкивающих элементов 4, связанных с ними.
Все пары полуформ 5а, 5b каждой группы установлены на общей пластине 50 держателя полуформ, так что имеется в наличии n пластин 50 держателей полуформ, и все группы стержней 3 установлены на одной пластине 32 держателя стержней. Выталкивающие элементы 4 каждой группы соединены с общей выталкивающей пластиной 40, так что имеется в наличии 2n выталкивающих пластин 40, которые приводятся в движение селективно посредством приводной пластины во взаимодействии с первыми и вторыми выбирающими элементами 41, 42, подобно тому, как это описано выше в соответствии с фиг.8.
Очевидно, что возможен такой вариант, как описан выше, включающий в себя группы различных элементов рядов, но полученный из варианта осуществления, проиллюстрированного на фиг.2, для изготовления заготовки типа Q, выполненной из двух материалов, проиллюстрированной на фиг.4, вместо полученного из варианта осуществления, проиллюстрированного на фиг.1, для изготовления заготовки типа Р, выполненной из двух материалов, проиллюстрированной на фиг.3. Очевидно также, что любые варианты осуществления, описанные выше, применимы для изготовления других типов полых корпусов, выполненных из двух материалов, из заготовок, таких, например, как крышки, колпачки, стаканы, емкости и др.
В качестве примера фиг.9 изображает сосуд, выполненный из двух материалов, в виде чашки V, пригодный для изготовления посредством устройства в соответствии с любым из вышеописанных вариантов осуществления. Чашка V, выполненная из двух материалов, образована из первого слоя V1 материала формования основы и второго слоя V2 материала покрытия. Учитывая, что формы первого и второго слоев V1, V2 чашки V, выполненной из двух материалов, обеспечивают их непосредственное извлечение из формы без необходимости использования полуформ, приспособленных для открытия и закрытия, полуформы 5а, 5b и пластины 50 держателей полуформ можно исключить.
Фиг.10 изображает другой вариант осуществления устройства настоящего изобретения, применимый для изготовления колпачков Т, выполненных из двух материалов. Фиг.11 изображает поперечный разрез одного из упомянутых колпачков Т, выполненных из двух материалов, который образован из первого слоя Т1 материала формования основы и второго слоя Т2 материала многокомпонентного формования. Устройство, проиллюстрированное на фиг.10, содержит неподвижную часть с полостью 1 для формования основы, размещенную между первой и второй концевыми полостями 2а для многокомпонентного формования. Первый горячий канал 10 выполнен с возможностью подачи материала формования основы в полость 1 для формования основы, и второй горячий канал 20 выполнен с возможностью подачи материала многокомпонентного формования в первую и вторую концевые полости 2а, 2b для многокомпонентного формования. Клапанные средства, такие как клапан 21, выполнены с возможностью обеспечения попеременного прохождения материала многокомпонентного формования в обе первую и вторую концевые полости 2а, 2b для многокомпонентного формования. Подвижная часть содержит опорную пластину 30, приводимую в движение для обеспечения перемещения в продольном направлении DL, пластину 32 держателя стержней, закрепленную на опорной пластине 30 и приводимую в движение для обеспечения перемещения в поперечном направлении DT в соответствии с ним, пару стержней 3, прикрепленных к пластине 32 держателя стержней, пару выталкивающих элементов 4, каждый связанный с одним из стержней 3, и одну выталкивающую пластину 40, соединенную с выталкивающими элементами 4 и приводимую в движение для обеспечения одновременного перемещения всех выталкивающих элементов 4 относительно пластины 32 держателя стержней в продольном направлении DL. Кинематика опорной пластины 30 и пластины 32 держателя стержней такая же, как описана выше в соответствии с фиг.1.
Колпачок Т, выполненный из двух материалов, не содержит никакой наружной резьбы или другой наружной конфигурации, требующей полуформ, приспособленных для закрытия и открытия после открытия полостей 1 для формования основы или полостей 2а, 2b для многокомпонентного формования, поэтому такие полуформы не используются. Однако, как проиллюстрировано на фиг.11, первый слой Т1 колпачка Т, выполненного из двух материалов, образует внутреннюю резьбу 64. На той же фиг.11 изображен стержень 3, образующий часть пресс-формы для внутренней поверхности первого слоя Т1, включая конфигурации пресс-формы 33 для упомянутой внутренней резьбы 64. Выталкивающий элемент 4 приспособлен для выталкивания колпачка Т, выполненного из двух материалов, извлекая внутреннюю резьбу 64 из конфигураций пресс-формы 33 стержня 3 посредством пластической деформации колпачка Т, выполненного из двух материалов. В устройстве, проиллюстрированном на фиг.10, пресс-форма для первого слоя Т1 образуется из внутренней поверхности полости 1 для формования основы, наружной поверхности стержня 3 и кольцеобразной поверхности, описанной на этапе 31 (фиг.11), образованной в основании стержня 3. Пресс-форма для второго слоя Т2 образуется из внутренней поверхности первой или второй концевой полости 2а, 2b для многокомпонентного формования, наружной поверхности первого слоя Т1, размещенного на стержне 3, и концевой кольцеобразной поверхности 44 соответствующего выталкивающего элемента 4. В результате выталкивающий элемент 4 может перемещаться по направлению к своему положению выталкивания (показанному на фиг.11 штриховыми линиями) без столкновения с первым слоем Т1, когда он находится на стержне 3. Фиг.11 штриховыми линиями изображает первый слой Т1, когда он находится на стержне 3. Однако когда выталкивающий элемент 4 перемещается по направлению к своему положению выталкивания, концевая кольцеобразная поверхность 44 сталкивается с вторым слоем Т2 колпачка Т, выполненного из двух материалов, образованным на стержне 3, для выталкивания его из стержня 3.
По этой причине в варианте осуществления, проиллюстрированном на фиг.10, два выталкивающих элемента соединены с одной и той же выталкивающей пластиной 40 и показаны в их положениях выталкивания. Выталкивающий элемент 4, соединенный со стержнем 3, расположенным напротив первой концевой полости 2а для многокомпонентного формования, осуществляет свое перемещение в продольном направлении DL, не сталкиваясь с первым слоем Т1, находящимся на стержне 3. Однако выталкивающий элемент 4, связанный со стержнем 3, расположенным напротив полости 1 для формования, осуществляет свое перемещение в продольном направлении DL, сталкиваясь со вторым слоем Т2, сцепленным с первым слоем Т1, таким образом, выталкивая законченный колпачок Т, выполненный из двух материалов, из стержня 3.
При инжекционном формовании полых корпусов, выполненных из двух материалов, толщина стенок детали распределяется между двумя слоями пластмассы. Когда суммарная толщина стенки корпуса, выполненного из двух материалов, относительно мала и инжектируемая расплавленная пластмасса обладает относительно высокой вязкостью, может возникнуть негативный момент, обусловленный тем фактом, что каждый из двух слоев может быть слишком тонким для обеспечения его инжекции в пределах соответствующих параметров. С учетом данного негативного момента фиг.12 и 13 изображают другой вариант осуществления устройства настоящего изобретения, приспособленного для изготовления полых корпусов типа W, выполненных из двух материалов, таких как корпус, показанный в поперечном разрезе на фиг.14. Особенность варианта осуществления, проиллюстрированного на фиг.12 и 13, влияет только на конфигурацию полостей 1, 1а, 1b для формования основы и совместима с любым из ранее описанных вариантов осуществления устройства настоящего изобретения.
Фиг.12 изображает поперечное сечение одной из полостей 1 для формования основы в соответствии с данным вариантом осуществления. На поверхности полости 1 для формования основы выполнены канавки 65, проходящие в продольном направлении DL или направлении извлечения из формы. Данные канавки 65 расположены рядом друг с другом и распределены по всему периметру упомянутой полости 1 для формования основы. В проиллюстрированном примере упомянутые канавки 65 имеют закругленные края и сбоку соединяются друг с другом посредством также закругленных краев, совместно образуя волнообразный профиль поперечного сечения. Очевидно, что возможны и другие профили, отличные от профилей, показанных на фиг.12 и 13. Внутри полости 1 для формования основы показан вставленный соответствующий стержень 3, имеющий наружную профильную поверхность, соответствующую форме внутренней поверхности изготавливаемого полого корпуса W, выполненного из двух материалов. Таким образом, между упомянутой внутренней поверхностью полости 1 для формования основы и упомянутой наружной поверхностью стержня 3 образован ряд каналов, образованных посредством упомянутых канавок 65. Когда материал формования основы инжектируется в полость 1 для формования основы, предпочтительно, если расплавленная пластмасса протекает вдоль упомянутых каналов, а также протекает сбоку из одного канала в другой, при этом легко соединяясь для образования первого слоя W1, наружная поверхность которого воспроизводит негативные канавки 66, соответствующие упомянутым канавкам 65 полости. Канавки 65 сконфигурированы и выполнены в полости 1 для формования основы с возможностью формования упомянутых соответствующих негативных канавок 66 на участке первого слоя W1, расположенном напротив внутренней профильной поверхности упомянутой полости 2 для многокомпонентного формования.
Фиг.13 изображает поперечное сечение одной из полостей 2 для многокомпонентного формования в соответствии с данным вариантом осуществления, содержащей обычную внутреннюю поверхность. Внутри полости 2 для многокомпонентного формования показан вставленный соответствующий стержень 3 с первым слоем W1, который предварительно был сформован в полости 1 для формования основы. Таким образом, между упомянутой внутренней поверхностью полости 2 для многокомпонентного формования и наружной поверхностью первого слоя W1 выполнен ряд каналов, образованных посредством упомянутых негативных канавок 66. Когда материал многокомпонентного формования инжектируется в полость 2 для многокомпонентного формования, предпочтительно, если расплавленная пластмасса протекает вдоль упомянутых каналов, а также протекает сбоку из одного канала в другой, при этом легко соединяясь для образования второго слоя W2, наружная поверхность которого воспроизводит обычную форму, определяемую внутренней поверхностью полости 2 для многокомпонентного формования.
Фиг.14 изображает полый корпус W, выполненный из двух материалов, полученный посредством полости 1 для формования основы в соответствии с вариантом осуществления, проиллюстрированным на фиг.12 и 13. Полым корпусом является заготовка W, выполненная из двух материалов, в которой первый слой W1 образует горлышко 61 и периметрическую кромку 63, а второй слой W2 накладывается на первый слой W1 только в части, выполненной в форме пробирки, приспособленной для формования в качестве корпуса емкости посредством дутья. Первый и второй слои W1 и W2 содержат более толстые продольные участки и более тонкие продольные участки, чередующиеся в периметрическом направлении. Участок контакта первого и второго слоев W1 и W2 четко разграничен посредством поверхности негативных канавок 66, образованных первоначально на первом слое W1.
Специалисту в данной области техники будет понятно, что полость 1 для формования основы с канавками 65, описанными в соответствии с фиг.12 и 13, применима в любом устройстве для изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования при условии, что данное устройство содержит, по меньшей мере, одну из упомянутых полостей 1 для формования основы и, по меньшей мере, один стержень 3, вставляемый в нее для формования основы первого слоя W1 упомянутого полого корпуса W, выполненного из двух материалов, и, по меньшей мере, одну полость 2 для многокомпонентного формования и, по меньшей мере, один стержень 3, вставляемый в нее, причем упомянутый первый слой W1 расположен на стержне 3 для многокомпонентного формования второго слоя W2 полого корпуса W, выполненного из двух материалов, на первом слое W1.
Способ изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования с использованием устройства в соответствии с вариантом осуществления, проиллюстрированным на фиг.1, или любым из вариантов осуществления и вариантов, полученных из варианта осуществления, проиллюстрированного на фиг.1, включает в себя следующие циклические этапы:
а) вставки системы стержней 3 с первым слоем материала формования основы, сформованным на первой половине стержней 3, в упомянутый второй комплект полостей, причем упомянутый первый слой материала формования основы сформован на упомянутой второй половине стержней 3 в предыдущем цикле формования;
b) установки упомянутого клапанного средства 21 для обеспечения прохождения материала формования основы по направлению ко второй концевой полости 2b для многокомпонентного формования или второй концевой группе полостей 2b для многокомпонентного формования;
c) одновременной инжекции материала формования основы через упомянутый первый горячий канал 10 в полости 1 для формования основы и материала многокомпонентного формования через второй горячий канал 20 в полости 2, 2b для многокомпонентного формования;
d) извлечения системы стержней 3 из второго комплекта полостей с первым слоем материала формования основы, сформованным на второй половине стержней 3, и законченными полыми корпусами P, Q, T, V, W, выполненными из двух материалов, образованными из первого слоя материала формования основы и второго слоя материала многокомпонентного формования, сформованными на упомянутой первой половине стержней 3;
e) перемещения системы стержней 3 до совмещения ее с первым комплектом полостей;
f) выталкивания полого корпуса P, Q, T, V, W или полых корпусов P, Q, T, V, W из первой половины стержней 3;
g) вставки конфигурации стержней 3 с первым слоем материала формования основы, сформованным на упомянутой второй половине стержней 3, в первый комплект полостей;
i) установки упомянутого клапанного средства 21 для обеспечения прохождения материала многокомпонентного формования по направлению к первой концевой полости 2а для многокомпонентного формования или первой концевой группе полостей 2а для многокомпонентного формования;
j) одновременной инжекции материала формования основы через первый горячий канал 10 в полости 1 для формования основы и материала многокомпонентного формования через упомянутый второй горячий канал 20 в полости 2, 2а для многокомпонентного формования;
k) извлечения системы стержней 3 из первого комплекта полостей с первым слоем материала формования основы, сформованным на первой половине стержней 3, и полыми корпусами, выполненными из двух материалов P, Q, T, V, W, образованными из первого слоя материала формования основы и второго слоя материала многокомпонентного формования, сформованными на второй половине стержней 3;
l) перемещения системы стержней 3 до ее совмещения с вторым комплектом полостей;
m) выталкивания полого корпуса P, Q, T, V, W или полых корпусов P, Q, T, V, W из второй половины стержней 3.
Способ изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования с использованием устройства в соответствии с вариантом осуществления, проиллюстрированным на фиг.2, или любым из вариантов осуществления и вариантами, полученными из варианта осуществления, проиллюстрированного на фиг.2, включает в себя следующие этапы:
а) вставки системы стержней 3 с первым слоем из материала формования основы, сформованным на первой половине стержней 3, в упомянутый второй комплект полостей, причем упомянутый первый слой материала формования основы сформован на упомянутой первой половине стержней 3 в предыдущем цикле формования;
b) установки упомянутого клапанного средства 11, 11а, 11b для обеспечения прохождения материала формования основы по направлению к второй концевой полости 1b для формования основы или второй концевой группе полостей 1b для формования основы;
c) одновременной инжекции материала формования основы через первый горячий канал 10 в полости 1, 1b для формования основы и материала многокомпонентного формования через второй горячий канал 20 в полости 2 для многокомпонентного формования;
d) извлечения системы стержней 3 из второго комплекта полостей с первым слоем материала формования основы, сформованным на второй половине стержней 3, и законченными полыми корпусами P, Q, T, V, W, выполненными из двух материалов, образованными из первого слоя материала формования основы и второго слоя материала многокомпонентного формования, сформованными на первой половине стержней 3;
e) выталкивания полого корпуса P, Q, T, V, W или полых корпусов P, Q, T, V, W из первой половины стержней 3;
f) перемещения системы стержней 3 до ее совмещения с первым комплектом полостей;
g) вставки системы стержней 3 с первым слоем материала формования основы, сформованным на упомянутой второй половине стержней 3, в первый комплект полостей;
i) установки упомянутого клапанного средства 11, 11а, 11b для обеспечения прохождения материала формования основы по направлению к первой концевой полости 1а для формования основы или первой концевой группе полостей 1а для формования основы;
j) одновременной инжекции материала формования основы через первый горячий канал 10 в полости 1, 1а для формования основы и материала многокомпонентного формования через упомянутый второй горячий канал 20 в полости 2 для многокомпонентного формования;
k) извлечения системы стержней 3 из первого комплекта полостей с первым слоем материала формования основы, сформованным на первой половине стержней 3, и полыми корпусами, выполненными из двух материалов P, Q, T, V, W, образованными из первого слоя материала формования основы и второго слоя материала многокомпонентного формования, сформованными на второй половине стержней 3;
l) выталкивания полого корпуса P, Q, T, V, W или полых корпусов P, Q, T, V, W из первой половины стержней 3;
m) перемещения системы стержней 3 до совмещения ее с вторым комплектом полостей.
Необходимо понимать, что в обоих вариантах способа некоторые этапы могут выполняться в порядке, отличающемся от порядка, изложенного выше. Например, этапы выталкивания полых корпусов и/или этапы управления распределением материала формования или многокомпонентного формования в концевые полости посредством клапанных средств могут выполняться одинаково до или после этапов перемещения системы стержней в поперечном направлении DT для совмещения ее со следующим первым или вторым комплектами полостей.
В любом из вариантов осуществления настоящего изобретения полости для формования основы, полости для многокомпонентного формования и стержни снабжены схемами охлаждающей текучей среды обычного типа, описание которых не приводится и которые обеспечивают соответствующее охлаждение слоев материала формования и материала многокомпонентного формования.
Специалист в данной области техники сможет внести изменения и модификации в проиллюстрированные и описанные варианты осуществления без отхода от объема формулы настоящего изобретения, который определен в прилагаемых пунктах формулы изобретения.







Изобретение относится к устройству и способу для изготовления полых корпусов. Последние выполнены из двух материалов посредством инжекционного многокомпонентного формования. Устройство включает в себя: полости (1) для формования основы или группы полостей (1) для формования основы, количество которых равно n, размещенных между полостями (2а, 2b) для многокомпонентного формования или группами полостей (2а, 2b) для многокомпонентного формования, количество которых равно n+1, или наоборот; и стержни (3) или группы стержней (3), количество которых равно 2n. Стержни прикреплены к пластине (32) держателя стержней, которая установлена таким образом, что она может перемещаться в поперечном направлении (DT) на опорной пластине (30), которая приводится в движение для обеспечения перемещения в продольном направлении (DL) для обеспечения поочередной вставки каждого стержня (3) в одну из полостей (1) для формования основы для того, чтобы сформовать первый слой, и в одну из полостей (2а, 2b) для многокомпонентного формования таким образом, чтобы сформовать второй слой. Устройство также включает в себя выталкивающее средство для выталкивания законченных полых корпусов (Р), выполненных из двух материалов, и клапанное средство (21) для поочередного распределения материала формования в одну или другую наружные полости. Способ изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования с использованием устройства для их формования содержит этапы: попеременной вставки стержней в соответствующий комплект полостей, одновременной инжекции материала основы в полости и материала для многокомпонентного формования соответствующего первого или второго комплектов полостей, управления распределением материала, извлечения стержней из комплектов полостей и выталкивания законченных полых корпусов. Технический результат, достигаемый при использовании устройства и способа по изобретениям, заключается в том, чтобы обеспечить чередование последовательных операций формования первого слоя основы и многокомпонентного формования второго слоя материала покрытия для образования полых корпусов. 4 н. и 11 з.п. ф-лы, 14 ил.
1. Устройство для изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования, содержащее
первый горячий канал (10), выполненный с возможностью подачи материала формования основы в полости (1) для формования основы или группы полостей (1) для формования основы, количество которых равно n;
второй горячий канал (20), выполненный с возможностью подачи материала многокомпонентного формования в полости (2, 2а, 2b) для многокомпонентного формования или группы полостей (2, 2а, 2b) для многокомпонентного формования, количество которых равно n+1,
причем упомянутые полости (1) для формования основы или группы полостей (1) для формования основы и упомянутые полости (2, 2а, 2b) для многокомпонентного формования или группы полостей (2, 2а, 2b) для многокомпонентного формования размещены поочередно в системе вдоль поперечного направления (DT), при этом полостями или группой полостей, расположенными на двух концах упомянутой системы, являются соответственно первая и вторая концевые полости (2а, 2b) для многокомпонентного формования или первая и вторая концевые группы полостей (2а, 2b) для многокомпонентного формования;
опорную пластину (30), на которой установлена пластина (32) держателя стержней, содержащая подобную систему из стержней (3) или групп стержней (3), количество которых равно 2n,
причем упомянутая пластина (32) держателя стержней приводится в движение для обеспечения перемещения попеременно на опорной пластине (30) в упомянутом поперечном направлении (DT) между двумя положениями, в которых стержни (3) или группы стержней (3) совмещены соответственно с первым и вторым комплектами полостей, каждый из которых образован из упомянутого количества n полостей (1) для формования основы или группы полостей (1) для формования основы и количества n полостей (2, 2а, 2b) для многокомпонентного формования или групп полостей (2, 2а, 20) для многокомпонентного формования, включая одну или другую из упомянутых первой и второй концевых полостей (2а, 2b) для многокомпонентного формования или первой и второй концевых групп полостей (2а, 2b) для многокомпонентного формования соответственно, и при этом упомянутая опорная пластина (30) приводится в движение таким образом, что она может перемещаться в продольном направлении (DT) между закрытым положением, в котором стержни (3) или группы стержней (3) введены в упомянутый первый или второй комплекты полостей, и открытым положением, в котором стержни (3) или группы стержней (3) извлечены из первого или второго комплектов полостей;
клапанное средство (21), установленное в упомянутом втором горячем канале (20) для попеременного обеспечения или прерывания прохождения материала многокомпонентного формования по направлению к первой и второй концевым полостям (2а, 2b) для многокомпонентного формования или первой и второй концевым группам полостей (2а, 2b) для многокомпонентного формования в соответствии с положениями опорной пластины (30) и пластины (32) держателя стержней; и
выталкивающее средство, выполненное с возможностью выталкивания законченных полых корпусов (Р, Q, Т, V, W) только из тех стержней (3) или групп стержней (3), которые извлечены из полостей (2, 2а, 2b) для многокомпонентного формования или групп полостей (2, 2а, 2b) для многокомпонентного формования.
2. Устройство по п.1, отличающееся тем, что упомянутое выталкивающее средство содержит выталкивающие элементы (4) или группы выталкивающих элементов (4) в количестве 2n, причем каждый выталкивающий элемент (4) связан с одним из стержней (3), упомянутые выталкивающие элементы (4) или группы выталкивающих элементов (4) соединены с соответствующими выталкивающими пластинами (40), приводимыми в движение независимо и поочередно.
3. Устройство по п.2, отличающееся тем, что каждый выталкивающий элемент (4) имеет форму втулки, установленной на соответствующем стержне (3), каждая пресс-форма для формования основы полого корпуса (Р, Q, Т, V, W) образована, по меньшей мере, частично из внутренней поверхности одной из полостей (1) для формования основы, наружной поверхности вставленного в нее стержня (3) и концевой кольцеобразной поверхности (44) соответствующего выталкивающего элемента (4), а каждая пресс-форма для многокомпонентного формования полого корпуса (Р, Q, Т, V, W) образована, по меньшей мере, частично из внутренней поверхности одной из полостей (2, 2а, 2b) для многокомпонентного формования и наружной поверхности первого слоя материала формования основы, сформованного на вставленном в нее стержне (3), причем упомянутый первый слой материала формования основы предварительно сформован в одной из полостей (1) для формования основы.
4. Устройство по п.3, отличающееся тем, что оно содержит одну или более пластин (50) держателей полуформ, на которых установлены пары полуформ (5а, 5b) или группы пар полуформ (5а, 5b) в количестве n, причем каждая пара полуформ (5а, 5b) приспособлена и приводится в движение для обеспечения закрытия после открытия полостей (1) для формования основы и для открытия, при этом полуформы (5а, 5b) каждой пары содержат соответствующие внутренние поверхности, образующие часть упомянутой пресс-формы для формования полого корпуса (Р, Q, Т, V, W), упомянутым полым корпусом (Р, Q, Т, V, W) является заготовка (Р), выполненная из двух материалов, причем упомянутая внутренняя поверхность полости (1) для формования основы, упомянутая наружная поверхность стержня (3), упомянутая концевая кольцеобразная поверхность (44) выталкивающего элемента (4) и упомянутые внутренние поверхности полуформ (5а, 5b) выполнены с возможностью образования пресс-формы для формования упомянутого первого слоя (Р1) материала формования основы упомянутой заготовки (Р), выполненной из двух материалов, включающей в себя горлышко (61) с наружной резьбой, образованное посредством внутренних поверхностей полуформ (5а, 5b), a упомянутая внутренняя поверхность полости (2, 2а, 2b) для многокомпонентного формования и упомянутая наружная поверхность упомянутого первого слоя (Р1) материала формования основы выполнены с возможностью образования пресс-формы для многокомпонентного формования второго слоя (Р2) материала многокомпонентного формования заготовки (Р), выполненной из двух материалов.
5. Устройство по п.1, отличающееся тем, что упомянутым количеством n групп полостей (1) для формования основы является количество n рядов полостей (1) для формования основы, упомянутым количеством n+1 групп полостей (2, 2а, 2b) для многокомпонентного формования является количество n+1 рядов полостей (2, 2а, 2b) для многокомпонентного формования, а упомянутым количеством 2n групп стержней (3) является количество 2п рядов стержней (3).
6. Способ изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования с использованием устройства с размещением полостей (1) для формования, полостей (2, 2а, 2b) для многокомпонентного формования, стержней (3), клапанных средств (21) и выталкивающих средств (4, 40), описанного в п.1, отличающийся тем, что он содержит этапы:
попеременной вставки стержней (3) в соответствующий первый и второй комплекты полостей;
одновременной инжекции материала формования основы в полости (1) для формования основы и материала многокомпонентного формования в полости (2, 2а, 2b) для многокомпонентного формования соответствующего первого и второго комплектов полостей;
селективного управления поочередным распределением материала многокомпонентного формования в концевые полости (2а, 2b) для многокомпонентного формования того первого или второго комплекта полостей, в который вставлены стержни (3);
извлечения стержней (3) из соответствующего первого или второго комплекта полостей после каждой операции инжекции с первым слоем материала формования, образованным на первой половине стержней (3), и законченным полым корпусом (Р, Q, Т, V, W), образованным из упомянутого первого слоя материала формования и второго слоя материала многокомпонентного формования, образованным на второй половине стержней (3); и
выталкивания законченных полых корпусов (Р, Q, Т, V, W) из стержней (3) упомянутой второй половины стержней (3).
7. Способ по п.6, содержащий начальные этапы:
вставки упомянутой системы стержней (3) или групп стержней (3) в упомянутый первый комплект полостей;
инжекции материала формования основы через первый горячий канал (10) в полости (1) для формования основы;
извлечения системы стержней (3) из упомянутого первого комплекта полостей с первым слоем материала формования основы, сформованным на первой половине стержней (3); и
перемещения системы стержней (3) до совмещения ее с упомянутым вторым комплектом полостей;
и затем циклические этапы:
a) вставки системы стержней (3) с первым слоем материала формования основы, сформованным на первой половине стержней (3), в упомянутый второй комплект полостей;
b) установки упомянутого клапанного средства (21) для обеспечения прохождения материала многокомпонентного формования по направлению к второй концевой полости (2b) для многокомпонентного формования или второй концевой группе полостей (2b) для многокомпонентного формования;
c) одновременной инжекции материала формования основы через упомянутый первый горячий канал (10) в полости (1) для формования основы и материала многокомпонентного формования через второй горячий канал (20) в полости (2, 2b) для многокомпонентного формования;
d) извлечения системы стержней (3) из второго комплекта полостей с первым слоем материала формования основы, сформованным на второй половине стержней (3), и законченными полыми корпусами (Р, Q, Т, V, W), выполненными из двух материалов, образованными из первого слоя материала формования основы и второго слоя материала многокомпонентного формования, сформованными на первой половине стержней (3);
e) перемещения системы стержней (3) до совмещения ее с первым комплектом полостей;
f) выталкивания полого корпуса (Р, Q, Т, V, W) или полых корпусов (Р, Q, Т, V, W) из первой половины стержней (3);
g) вставки системы стержней (3) с первым слоем материала формования основы, сформованным на второй половине стержней (3), в первый комплект полостей;
i) установки упомянутого клапанного средства (21) для обеспечения прохождения материала многокомпонентного формования по направлению к первой концевой полости (2а) для многокомпонентного формования или первой концевой группе полостей (2а) для многокомпонентного формования;
j) одновременной инжекции материала формования основы через первый горячий канал (10) в полости (1) для формования основы и материала многокомпонентного формования через второй горячий канал (20) в полости (2, 2а) для многокомпонентного формования;
k) извлечения системы стержней (3) из первого комплекта полостей с первым слоем материала формования основы, сформованным на первой половине стержней (3), и законченными полыми корпусами (Р, Q, Т, V, W), выполненными из двух материалов, образованными из первого слоя материала формования основы и второго слоя материала многокомпонентного формования, сформованными на второй половине стержней (3);
l) перемещения системы стержней (3) до совмещения ее с вторым комплектом полостей; и
m) выталкивания полого корпуса (Р, Q, Т, V, W) или полых корпусов (Р, Q, Т, V, W) из второй половины стержней (3).
8. Устройство для изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования, содержащее
первый горячий канал (10), выполненный с возможностью подачи материала формования основы в полости (1, 1a, 1b) для формования основы или группы полостей (1, 1a, 1b) для формования основы, количество которых равно n+1;
второй горячий канал (20), выполненный с возможностью подачи материала многокомпонентного формования в полости (2) для многокомпонентного формования или группы полостей (2) для многокомпонентного формования, количество которых равно n;
причем упомянутые полости (1, 1a, 1b) для формования основы или группы полостей (1, 1a, 1b) для формования основы и упомянутые полости (2) для многокомпонентного формования или группы полостей (2) для многокомпонентного формования расположены поочередно в системе вдоль поперечного направления (DT), и при этом полостями или группами полостей, расположенными на двух концах упомянутой системы, являются соответственно первая и вторая концевые полости (1a, 1b) для формования основы или первая и вторая концевые группы полостей (1а, 1b) для формования основы;
опорную пластину (30), на которой установлена пластина (32) держателя стержней, содержащая подобную систему из стержней (3) или групп стержней (3), количество которых равно 2n,
причем упомянутая пластина (32) держателя стержней приводится в движение для обеспечения перемещения попеременно на опорной пластине (30) в упомянутом поперечном направлении (DT) между двумя положениями, в которых стержни (3) или группы стержней (3) совмещены соответственно с первым и вторым комплектами полостей, каждый из которых образован из упомянутого количества n полостей (2) для многокомпонентного формования или групп полостей (2) для многокомпонентного формования и количества n полостей (1, 1a, 1b) для формования основы или групп полостей (1, 1a, 1b) для формования основы, включая соответственно одну или другую из упомянутых первой и второй концевых полостей (1а, 1b) для формования основы или первую и вторую концевые группы полостей (1а, 1b) для формования основы, и при этом упомянутая опорная пластина (30) приводится в движение для обеспечения перемещения в продольном направлении (DL) между закрытым положением, в котором стержни (3) или группы стержней (3) введены в упомянутый первый или второй комплекты полостей, и открытым положением, в котором стержни (3) или группы стержней (3) извлечены из первого или второго комплектов полостей;
клапанное средство (11, 11а, 11b), установленное в упомянутом первом горячем канале (10) для попеременного обеспечения или прерывания прохождения материала формования основы по направлению к первой и второй концевым полостям (1a, 1b) для формования основы или первой и второй концевым группам полостей (1а, 1b) для формования основы в соответствии с положениями опорной пластины (30) и пластины (32) держателя стержней; и
выталкивающее средство, выполненное с возможностью выталкивания законченных полых корпусов (Р, Q, Т, V, W) только из тех стержней (3) или групп стержней (3), которые извлечены из полостей (2) для многокомпонентного формования или групп полостей (2) для многокомпонентного формования.
9. Устройство по п.8, отличающееся тем, что упомянутое выталкивающее средство содержит выталкивающие элементы (4) или группы выталкивающих элементов (4) в количестве 2n, при этом каждый выталкивающий элемент (4) связан с одним из стержней (3), упомянутые выталкивающие элементы (4) или группы выталкивающих элементов (4) соединены с соответствующими выталкивающими пластинами (40), приводимыми в движение независимо и поочередно.
10. Устройство по п.9, отличающееся тем, что каждый выталкивающий элемент (4) имеет форму втулки, установленной на соответствующем стержне (3), каждая пресс-форма для формования основы полого корпуса (Р, Q, Т, V, W) образована, по меньшей мере, частично из внутренней поверхности одной из полостей (1, 1a, 1b) для формования основы, наружной поверхности стержня, вставленного в нее (3), и концевой кольцеобразной поверхности (44) соответствующего выталкивающего элемента (4), а каждая пресс-форма для многокомпонентного формования полого корпуса (Р, Q, Т, V, W) образована, по меньшей мере, частично из внутренней поверхности одной из полостей (2) для многокомпонентного формования и наружной поверхности первого слоя материала формования основы, сформованного на вставленном в нее стержне (3), причем упомянутый первый слой материала формования основы предварительно сформован в одной из полостей (1, 1a, 1b) для формования основы.
11. Устройство по п.10, отличающееся тем, что оно содержит одну или более пластин (50) держателей полуформ, на которой установлены пары полуформ (5а, 5b) или группы пар полуформ (5а, 5b) в количестве n, причем каждая пара полуформ (5а, 5b) приспособлена и приводится в движение для обеспечения закрытия после открытия полостей (2) для многокомпонентного формования и для открытия, полуформы (5а, 5b) каждой пары содержат соответствующие внутренние поверхности, образующие часть упомянутой пресс-формы для формования полого корпуса (Р, Q, Т, V, W), упомянутым полым корпусом (Р, Q, Т, V, W) является заготовка (Q), выполненная из двух материалов, причем упомянутая внутренняя поверхность полости (1, 1a, 1b) для формования основы, упомянутая наружная поверхность стержня (3) и упомянутая концевая кольцеобразная поверхность (44) выталкивающего элемента (4) выполнены с возможностью образования пресс-формы для формования упомянутого первого слоя (Q1) материала формования основы упомянутой заготовки (Q), выполненной из двух материалов, а упомянутая внутренняя поверхность полости (2) для многокомпонентного формования, упомянутая наружная поверхность упомянутого первого слоя (Q1) материала формования основы и упомянутые внутренние поверхности полуформ (5а, 5b) выполнены с возможностью образования пресс-формы для многокомпонентного формования второго слоя (Q2) материала многокомпонентного формования заготовки (Q), выполненной из двух материалов, включая внешнюю часть горлышка (61) с наружной резьбой, образованную посредством внутренних поверхностей полуформ (5а, 5b).
12. Устройство по п.8, отличающееся тем, что упомянутым количеством n+1 групп полостей (1, 1a, 1b) для формования основы является количество n+1 рядов полостей (1, 1a, 1b) для формования основы, упомянутым количеством n групп полостей (2) для многокомпонентного формования является количество n рядов полостей (2) для многокомпонентного формования, а упомянутым количеством 2n групп стержней (3) является количество 2n рядов стержней (3).
13. Способ изготовления полых корпусов, выполненных из двух материалов, посредством инжекционного многокомпонентного формования с использованием устройства с размещением полостей (1, 1a, 1b) для формования основы, полостей (2) для многокомпонентного формования, стержней (3), клапанных средств (11, 11а, 11b) и выталкивающих средств (4, 40), описанном в п.8, отличающийся тем, что он включает этапы:
поочередной вставки стержней (3) в соответствующий первый и второй комплекты полостей;
одновременной инжекции материала формования основы в полости (1) для формования основы и материала многокомпонентного формования в полости (2, 2а; 2, 2b) для многокомпонентного формования соответствующего первого и второго комплектов полостей;
селективного управления поочередным распределением материала многокомпонентного формования в концевые полости (1а, 1b) для формования основы того первого или второго комплекта полостей, в который вставлены стержни (3);
извлечения стержней (3) из соответствующего первого или второго комплекта полостей после каждой операции инжекции с первым слоем материала формования, образованным на первой половине стержней (3), и законченным полым корпусом (Р, Q, Т, V, W), образованным из упомянутого первого слоя материала формования и второго слоя материала многокомпонентного формования, образованным на второй половине стержней (3); и
выталкивания законченных полых корпусов (Р, Q, Т, V, W) из стержней (3) упомянутой второй половины.
14. Способ по п.13, содержащий начальные этапы:
вставки упомянутой системы стержней (3) или групп стержней (3) в упомянутый первый комплект полостей;
установки упомянутых клапанных средств (11, 11a, 11b) для обеспечения прохождения материала формования основы по направлению к первой концевой полости (1а) для формования основы или первой концевой группе полостей (1а) для формования основы;
инжекции материала формования основы через первый горячий канал (10) в полости (1, 1a) для формования основы;
извлечения системы стержней (3) из упомянутого первого комплекта полостей с первым слоем материала формования основы, сформованным на первой половине стержней (3); и
перемещения системы стержней (3) до совмещения ее с упомянутым вторым комплектом полостей;
и затем циклические этапы:
a) вставки системы стержней (3) с первым слоем материала формования основы, сформованным на первой половине стержней (3) в упомянутом втором комплекте полостей;
b) установки упомянутых клапанных средств (11, 11а, 11b) для обеспечения прохождения материала формования основы по направлению к второй концевой полости (1b) для формования основы или второй концевой группе полостей (1b) для формования основы;
c) одновременной инжекции материала формования основы через упомянутый первый горячий канал (10) в полости (1, 1b) для формования основы и материала многокомпонентного формования через второй горячий канал (20) в полости (2) для многокомпонентного формования;
d) извлечения системы стержней (3) из второго комплекта полостей с первым слоем материала формования основы, сформованным на второй половине стержней (3), и законченными полыми корпусами (Р, Q, Т, V, W), выполненными из двух материалов, образованными из первого слоя материала формования основы и второго слоя материала многокомпонентного формования, сформованными на первой половине стержней (3);
e) выталкивания полого корпуса (Р, Q, Т, V, W) или полых корпусов (Р, Q, Т, V, W) из первой половины стержней (3);
f) перемещения системы стержней (3) до совмещения ее с первым комплектом полостей;
g) вставки системы стержней (3) с первым слоем материала формования основы, сформованным на второй половине стержней (3), в первый комплект полостей;
i) установки упомянутых клапанных средств (11, 11а, 11b) для обеспечения прохождения материала формования основы по направлению к первой концевой полости (1а) для формования основы или первой концевой группе полостей (1а) для формования основы;
j) одновременной инжекции материала формования основы через первый горячий канал (10) в полости (1, 1a) для формования основы и материала многокомпонентного формования через второй горячий канал (20) в полости (2) для многокомпонентного формования;
k) извлечения системы стержней (3) из первого комплекта полостей с первым слоем материала формования основы, сформованным на первой половине стержней (3), и законченными полыми корпусами (Р, Q, Т, V, W), выполненными из двух материалов, образованными из первого слоя материала формования основы и второго слоя материала многокомпонентного формования, сформованными на второй половине стержней (3);
l) выталкивания полого корпуса (Р, Q, Т, V, W) или полых корпусов (Р, Q, Т, V, W) из второй половины стержней (3); и
m) перемещения системы стержней (3) до совмещения ее со вторым комплектом полостей.
15. Способ по п.6 или 13, отличающийся тем, что он содержит этап выбора материала формования основы или материала многокомпонентного формования из группы, включающей восстановленный пластичный материал и пластичный защитный материал, и этап конфигурирования полостей (1, 1a, 1b) для формования основы, полостей (2) для многокомпонентного формования и стержней (3) таким образом, что каждый из первого и второго слоев покрывает точно определенный участок полого корпуса (Р, Q, Т, V, W).
| Передвижная механизированная опалубка | 1978 |
|
SU688651A1 |
| US 5766651 A, 16.06.1998 | |||
| US 4744742 A, 17.05.1988 | |||
| УСТАНОВКА С ГОРИЗОНТАЛЬНОЙ ПОВОРОТНОЙ ГОЛОВКОЙ ДЛЯ МАНИПУЛИРОВАНИЯ ЗАГОТОВКАМИ | 2000 |
|
RU2246402C2 |

