Настоящее изобретение относится к способу изготовления составных компонентов и к составному компоненту, который можно использовать в автомобиле.
Кабина автомобиля может содержать приборную панель и поперечину для поддержания приборной панели. Часто поперечина может быть специально спроектирована для поддержания рулевой колонки. Во многих случаях поперечина является единой балкой, изготовленной литьем под давлением из металла или из сплава металлов.
Согласно изобретению создан составной компонент. Изобретение можно использовать в области, связанной с изготовлением автомобиля. Под термином «автомобиль», при использовании его в настоящем описании и в формуле изобретения, понимают любое движущееся транспортное средство, приспособленное для перевозки одного или более пассажиров (включая водителя) и приводимое в действие посредством использования любой формы энергии. Под термином «автомобиль» понимают (но это понятие не ограничено приведенным перечнем): легковые автомобили, грузовые автомобили, автофургоны, минивэны, внедорожники, мотоциклы, скутеры, лодки, индивидуальное судно и самолет.
В некоторых случаях автомобиль содержит один или большее количество двигателей. Под термином «двигатель», при использовании его в настоящем описании и в формуле изобретения, понимают любое устройство, или машину, приспособленную к преобразованию энергии. В некоторых случаях потенциальную энергию преобразуют в кинетическую энергию. Например, преобразование энергии может включать ситуацию, в которой химическую потенциальную энергию топлива или топливного элемента преобразуют во вращательную кинетическую энергию или в которой электрическую потенциальную энергию преобразуют во вращательную кинетическую энергию. Двигатели могут также содержать средства для преобразования кинетической энергии в потенциальную энергию. Например, некоторые двигатели содержат регенеративные тормозные системы, в которых кинетическую энергию кинематической цепи преобразуют в потенциальную энергию. Двигатели могут также содержать устройства, с помощью которых преобразуют солнечную или ядерную энергию в другую форму энергии. Некоторые примеры двигателей включают (но их состав не ограничен приведенным перечнем): двигатели внутреннего сгорания, электрические моторы, преобразователи солнечной энергии, турбины, атомные электростанции и гибридные системы, в которых объединено два или более различных типов процессов преобразования энергии.
Согласно одному аспекту изобретения создан составной компонент, содержащий: первую часть компонента и вторую часть компонента; третью часть компонента, проходящую между первой частью компонента и второй частью компонента; при этом первая часть компонента и вторая часть компонента изготовлены из материала, содержащего магний, а третья часть компонента изготовлена из материала, содержащего алюминий; причем первая часть компонента и вторая часть компонента составляют по существу большую часть составного компонента.
Согласно другому аспекту изобретения создан составной компонент для кабины автомобиля, содержащий: первую часть компонента, выполненную с возможностью прикрепления к первой боковой стороне автомобиля, причем первая часть компонента содержит, по меньшей мере, одно отверстие, выполненное для удерживания компонента центральной консоли автомобиля; вторую часть компонента, выполненную с возможностью прикрепления ко второй боковой стороне автомобиля, при этом вторая часть компонента отстоит от первой части компонента; третью часть компонента, проходящую по существу в боковом направлении между первой частью компонента и второй частью компонента, причем третья часть компонента выполнена с возможностью присоединения с ее помощью первой части компонента ко второй части компонента; при этом первая часть компонента и вторая часть компонента изготовлены из материала, содержащего магний, а третья часть компонента изготовлена из материала, содержащего алюминий.
Согласно другому аспекту изобретения создан способ изготовления компонентов для автомобиля, включающий этапы: использования пресс-формы для формования комплексной части, содержащей первую часть компонента, сформированную как одно целое со второй частью компонента; отделения первой части компонента от второго компонента; прикрепления первой части компонента к первой заданной области автомобиля и прикрепления второй части компонента ко второй заданной области автомобиля.
Согласно другому аспекту изобретения создан способ изготовления составного компонента, включающий этапы: формования первой части компонента и второй части компонента с использованием первой полости и второй полости, связанных с пресс-формой, причем первая полость отделена от второй полости первым расстоянием; введения третьей части компонента между первой частью компонента и второй частью компонента, и формирования составного компонента; где первая часть компонента отделена от второй части компонента вторым расстоянием, значительно большим первого расстояния.
Согласно другому аспекту изобретения создан способ изготовления компонентов для автомобиля, включающий этапы: использования пресс-формы для формования комплексной части, изготавливаемой из первого материала, причем комплексная часть содержит первую часть, сформированную как одно целое со второй частью; отделения первой части от второй части; сборки первой части с третьей частью, изготовленной из второго материала, и таким образом, формирования составного компонента, при этом второй материал отличается от первого материала; прикрепления составного компонента к первой заданной области автомобиля и прикрепление второго компонента ко второй заданной области автомобиля.
Другие системы, способы, отличительные признаки и преимущества изобретения станут очевидными для специалиста в данной области техники после ознакомления со следующими чертежами и подробным описанием. Считается, что все эти дополнительные системы, способы, отличительные признаки и преимущества изобретения включены в настоящее описание и в данное краткое описание и подпадают под объем изобретения и что они защищены прилагаемой формулой изобретения.
Изобретение может быть лучше понято после ознакомления со следующими чертежами и описанием. Компоненты на чертежах не обязательно изображены в масштабе; вместо этого усилия авторов были направлены на более четкую иллюстрацию принципов изобретения. Кроме того, на всех чертежах соответствующие части обозначены одинаковыми ссылочными позициями. На чертежах:
Фиг.1 - вид в изометрии, в разобранном состоянии, варианта исполнения кабины;
Фиг.2 - вид в изометрии, в разобранном состоянии, варианта исполнения составного компонента;
Фиг.3 - вид в изометрии спереди, в собранном состоянии, варианта исполнения составного компонента;
Фиг.4 - вид в изометрии сзади, в собранном состоянии, варианта исполнения составного компонента;
Фиг.5 - виды в изометрии множества альтернативных вариантов исполнения составных компонентов, изготовленных из различных материалов, со шкалами, на которых показан вес составных компонентов;
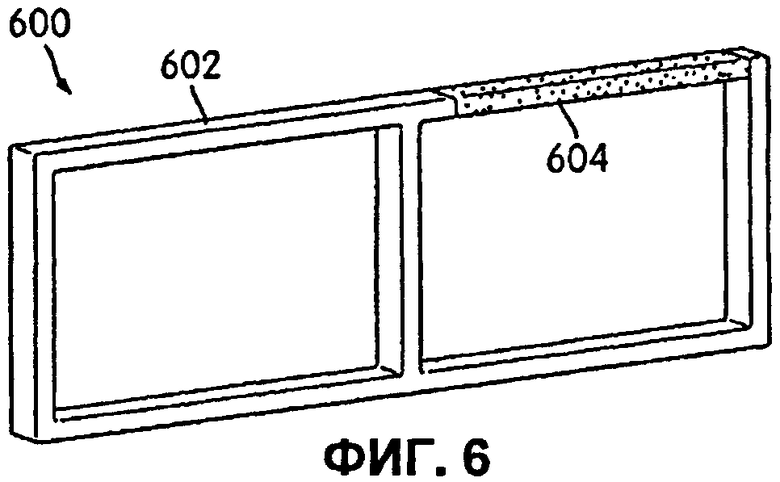
Фиг.6 - схематический вид варианта исполнения рамного элемента, в котором использовано два различных материала;
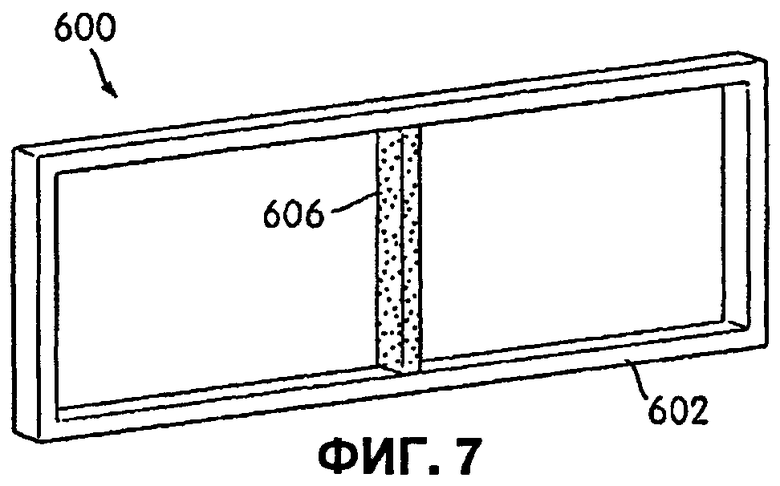
Фиг.7 - схематический вид варианта исполнения рамного элемента, в котором использовано два различных материала;
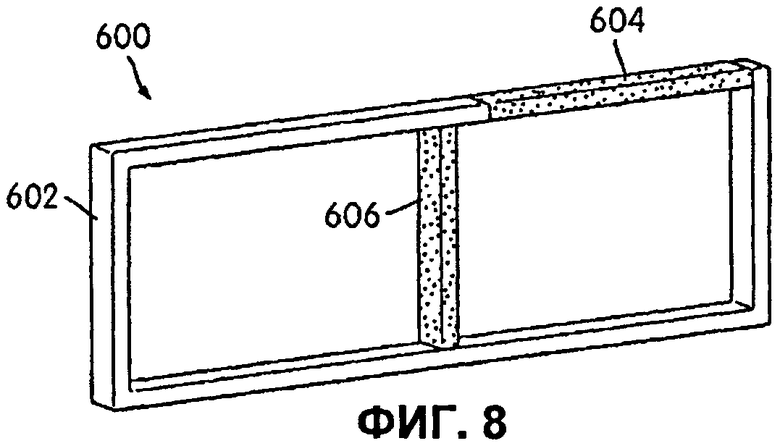
Фиг.8 - схематический вид варианта исполнения рамного элемента, в котором использовано два различных материала;
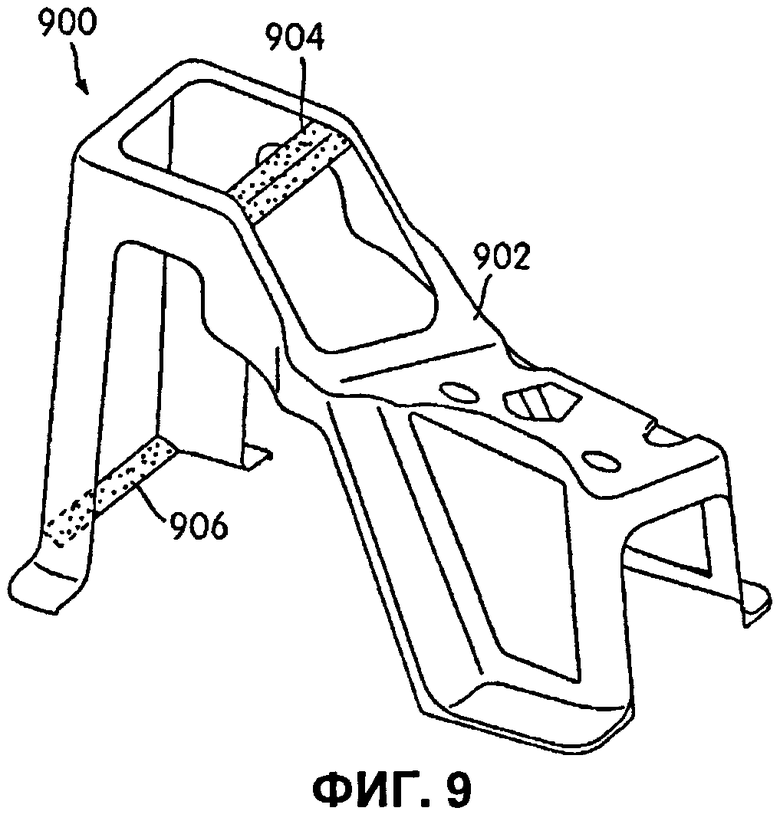
Фиг.9 - вид в изометрии варианта исполнения центральной консольной рамы автомобиля;
Фиг.10 - вид в изометрии варианта исполнения пресс-формы, используемой для изготовления частей составного компонента;
Фиг.11 - вид в изометрии варианта исполнения пресс-формы, заполняемой литейным материалом;
Фиг.12 - вид в изометрии, в разобранном состоянии, варианта исполнения пресс-формы, используемой для изготовления частей составного компонента;
Фиг.13 - вид в изометрии, в разобранном состоянии, варианта исполнения пресс-формы;
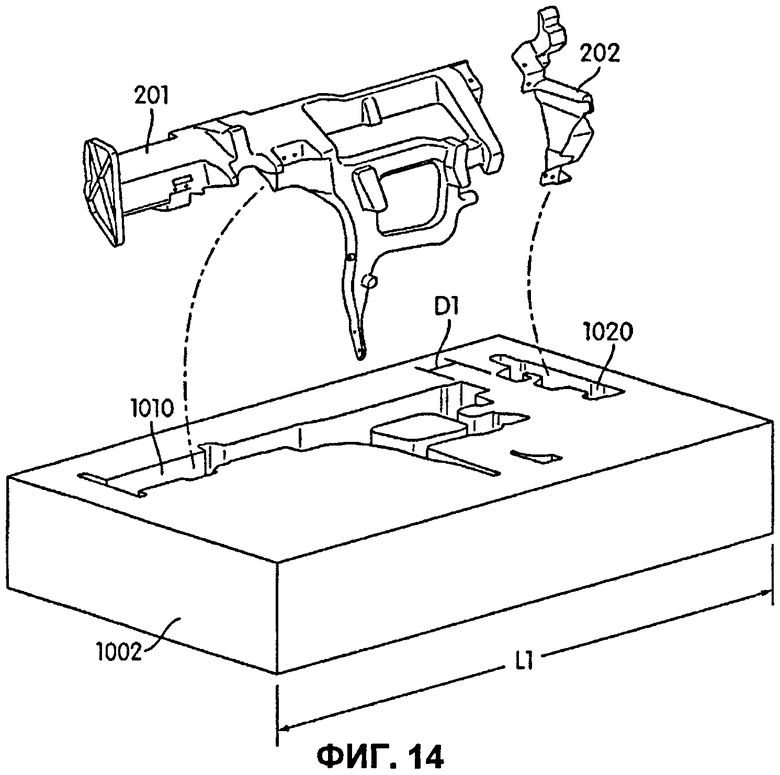
Фиг.14 - вид в изометрии варианта исполнения пресс-формы;
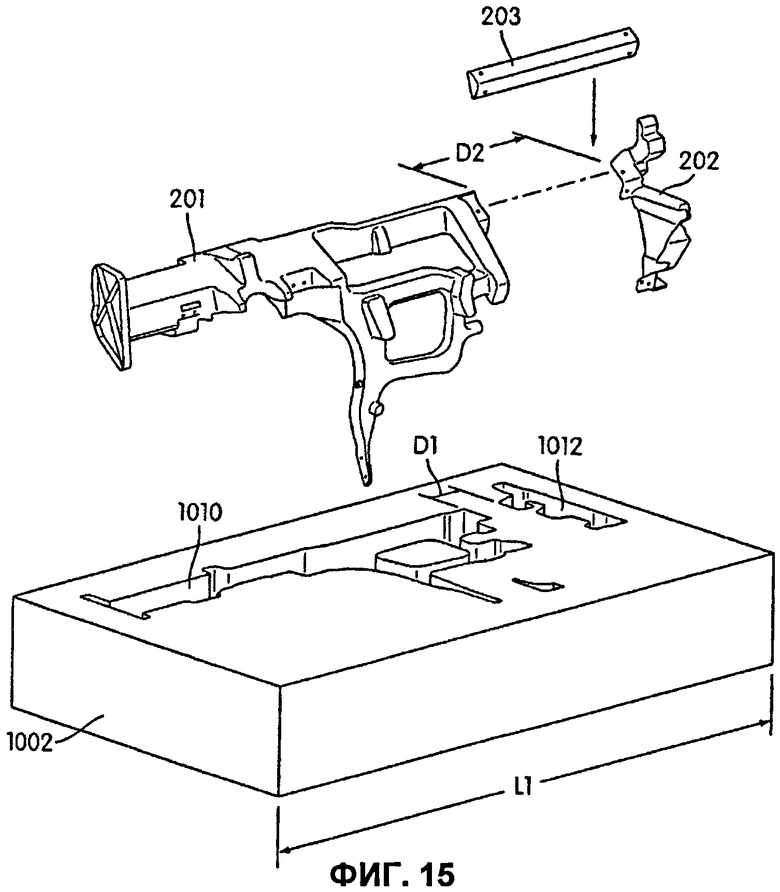
Фиг.15 - вид в изометрии варианта исполнения пресс-формы;
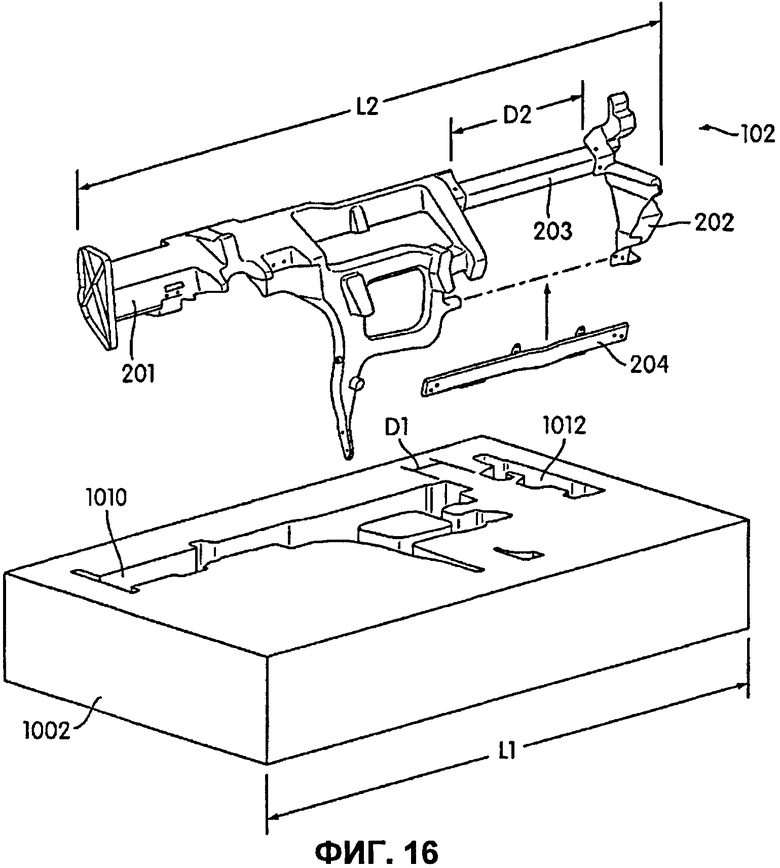
Фиг.16 - вид в изометрии варианта исполнения пресс-формы;
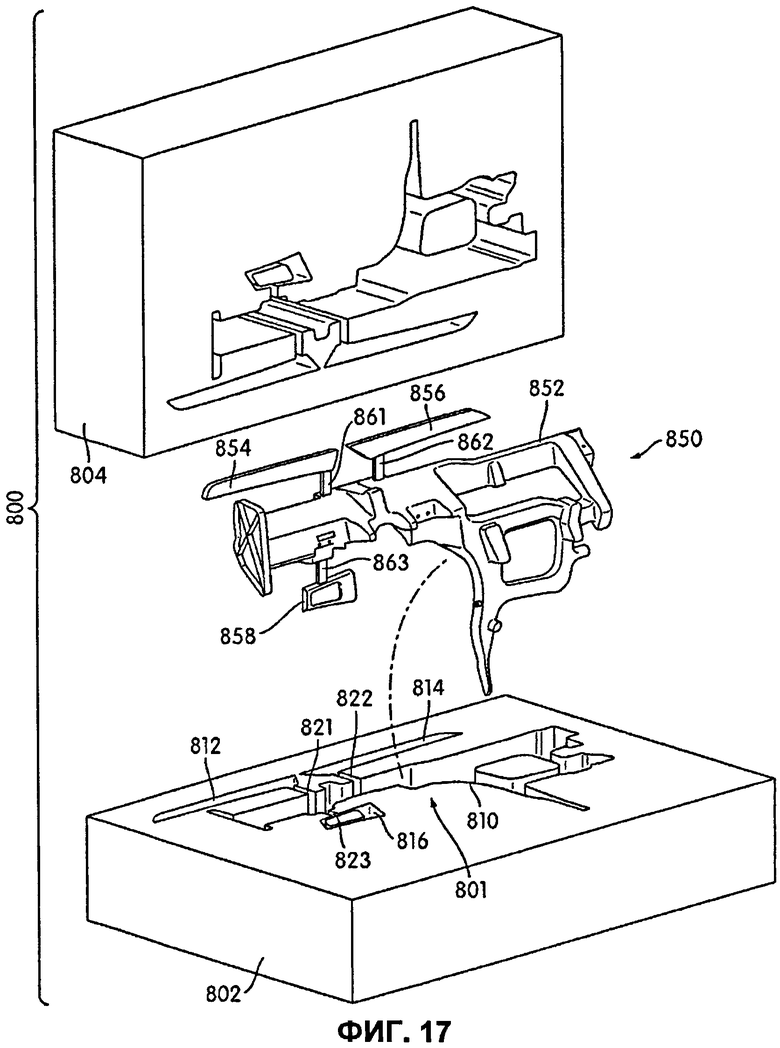
Фиг.17 - вид в изометрии, в разобранном состоянии, варианта исполнения пресс-формы, используемой для изготовления комплексной части;
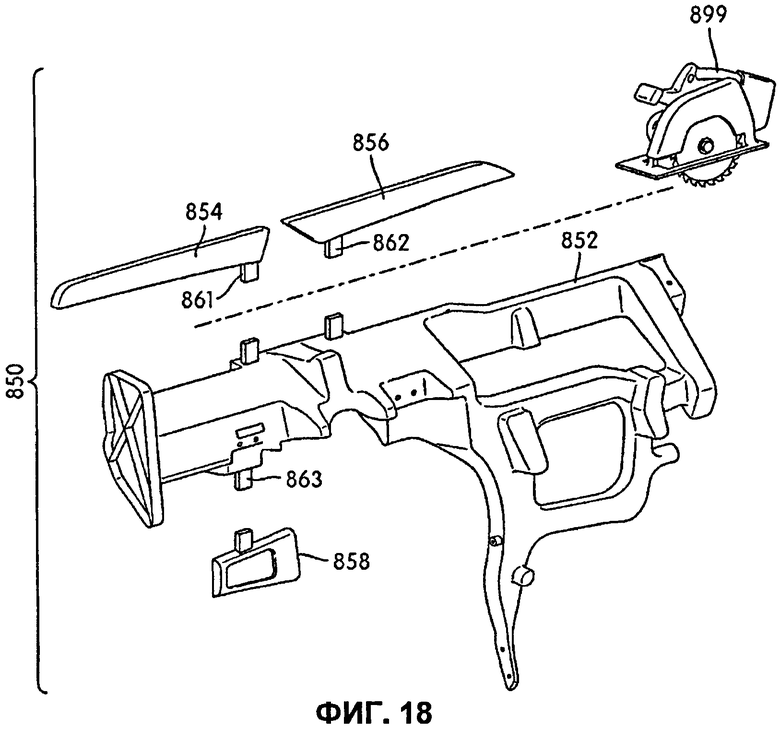
Фиг.18 - вид в изометрии варианта исполнения комплексной части, разрезанной на отдельные части;
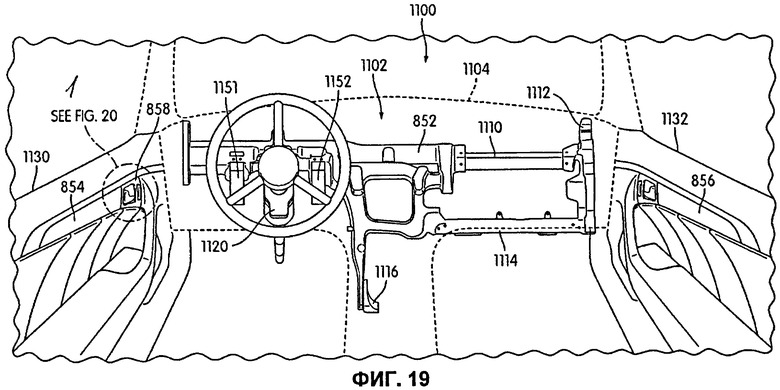
Фиг.19 - вид спереди варианта исполнения интерьера кабины автомобиля; и
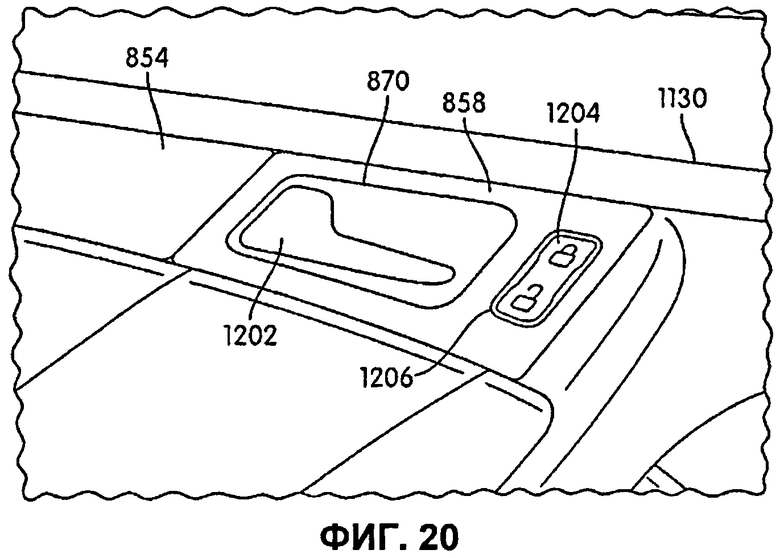
Фиг.20 - вид, в увеличенном масштабе, варианта исполнения части двери автомобиля.
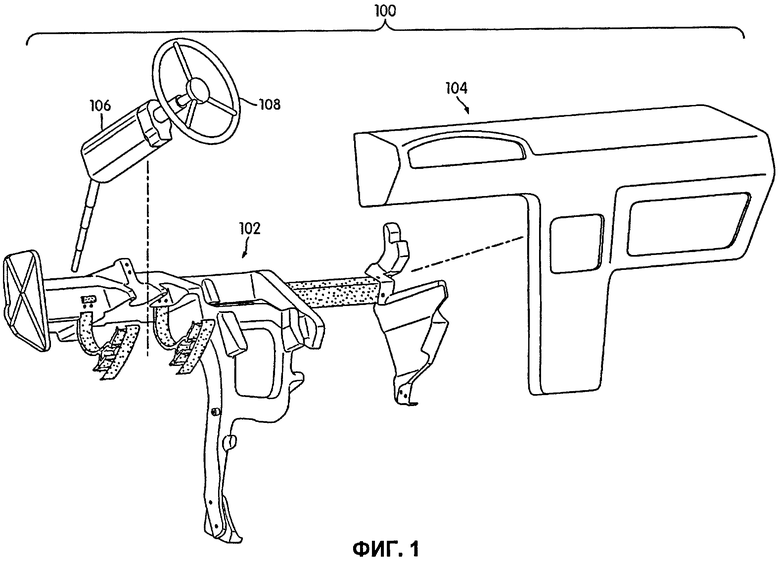
На фиг.1 представлен вид в изометрии, в разобранном состоянии, варианта исполнения кабины 100 автомобиля (не показан). В некоторых вариантах исполнения кабина 100 может содержать составной компонент 102 и приборную панель 104. В данном варианте исполнения составной компонент 102 показан в виде балки для навешивания средств управления автомобиля. Однако следует понимать, что в других вариантах исполнения составной компонент может быть использован не только в сочетании с автомобилем. Другими словами, составной компонент можно использовать в любом типе конструктивного элемента.
Приборная панель 104 может быть выполнена с возможностью размещения различных приборов, используемых для управления автомобилем. Например, приборная панель 104 может содержать множество измерительных приборов со шкалами, используемыми для определения скорости автомобиля, уровней топлива, температуры двигателя, а также другой информации. Приборная панель 104 может также содержать кнопки для управления различными системами, например, системами климат-контроля, аудисистемами, навигационными системами, а также другими типами систем. Кроме того, в различных вариантах исполнения приборная панель 104 может содержать дополнительные измерительные приборы со шкалами, кнопками, дисплеями, отделениями или другими отличительными особенностями, обычно размещаемыми в приборной панели кабины автомобиля. Для большей ясности приборная панель 104 показана в данном варианте исполнения схематически.
Составной компонент 102 может быть выполнен с возможностью обеспечения поддержки приборной панели 104. В частности, составной компонент 102 выполнен с возможностью его прикрепления непосредственно к раме или подрамнику автомобиля. При такой конструкции приборную панель 104 можно прикреплять к составному компоненту 102. В других вариантах исполнения кабина 100 может содержать один или более промежуточных элементов, располагаемых между приборной панелью 104 и составным компонентом 102.
В некоторых вариантах исполнения составной компонент 102 может быть также связан с рулевой колонкой. В одном варианте исполнения составной компонент 102 может быть связан с рулевой колонкой 106. В некоторых случаях рулевая колонка 106 может быть выполнена с возможностью присоединения к ней рулевого колеса 108. Подробное описание деталей, располагаемых на составном компоненте 102, для монтажа рулевой колонки 106 приведено ниже.
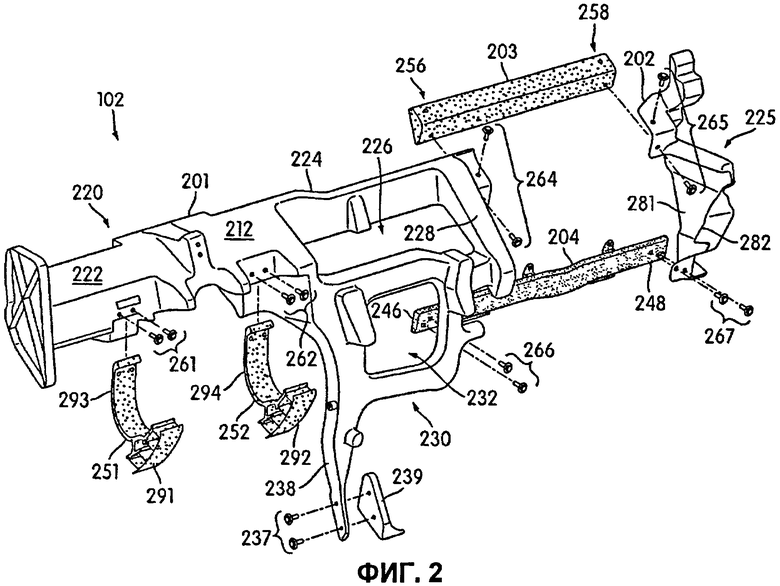
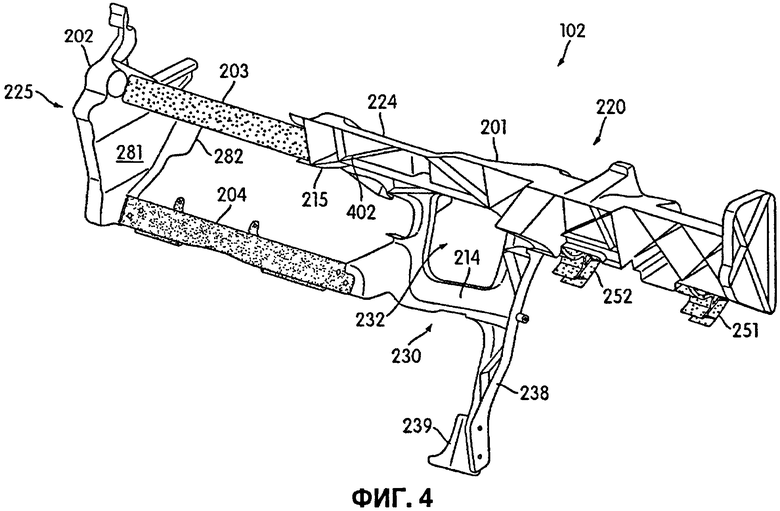
На фиг.2 представлен вид в изометрии, в разобранном состоянии, варианта исполнения составного компонента 102. Дополнительно на фиг.3 и 4 представлены виды в изометрии, в собранном состоянии, спереди и сзади, соответственно, варианта исполнения составного компонента 102. Составной компонент 102 (см. фиг.2-4) содержит множество различных компонентов.
Составной компонент 102 может содержать одну или более частей компонента. В некоторых случаях составной компонент 102 может содержать одну часть компонента. В других случаях составной компонент 102 может содержать две части компонента. Еще в некоторых случаях составной компонент 102 может содержать более двух частей компонента. В примерном варианте исполнения составной компонент 102 может содержать, по меньшей мере, три части компонента. В частности, составной компонент 102 может содержать первую часть 201 компонента, вторую часть 202 компонента и третью часть 203 компонента. В некоторых случаях первая часть 201 компонента, вторая часть 202 компонента и третья часть 203 компонента являются (каждая) монолитной частью компонента.
В некоторых вариантах исполнения составной компонент 102 может также содержать четвертую часть 204 компонента. В некоторых случаях с помощью четвертой части 204 компонента можно обеспечить дополнительную стабильность и жесткость составного компонента 102. Другими словами, четвертая составная часть 204 может быть частью рамы составного компонента 102. Однако, в других случаях, четвертая часть 204 компонента может быть кронштейном, с помощью которого не улучшается существенно конструктивная целостность составного компонента 102. Но вместо этого, в некоторых случаях четвертая часть 204 компонента может быть введена только в качестве кронштейна для облегчения удерживания одного или более компонентов приборной панели. Еще в некоторых вариантах исполнения составной компонент 102 может не содержать четвертую часть 204 компонента.
Первая часть 201 компонента имеет наружную поверхность 212. Первая часть 201 компонента также имеет внутреннюю поверхность 214, расположенную с противоположной стороны от наружной поверхности 212, как показано на фиг.4. Наружная поверхность 212 может быть обращена к интерьеру кабины автомобиля, тогда как внутренняя поверхность 214 может быть обращена к отделению двигателя автомобиля.
В одном варианте исполнения наружная поверхность 212 может быть существенно выпуклой поверхностью. В некоторых случаях наружная поверхность 212 может быть рельефной поверхностью с небольшим числом краев. В других случаях наружная поверхность 212 может содержать по существу плоские поверхности, соединенные по краям. В другом варианте исполнения наружная поверхность 212 может быть существенно вогнутой поверхностью. Еще в некоторых вариантах исполнения наружная поверхность 212 может быть существенно плоской поверхностью с небольшой кривизной или совершенно плоской.
Как четко показано на фиг.4, в одном варианте исполнения внутренняя поверхность 214 может быть существенно вогнутой поверхностью. В некоторых случаях внутренняя поверхность 214 может содержать периферический фланец 215, проходящий от наружной поверхности 212. Аналогичным образом, внутренняя поверхность 214 может содержать множество поддерживающих ребер 402, способствующих увеличению прочности и стабильности первой части 201 компонента. Однако, в другом варианте исполнения, внутренняя поверхность 214 может быть существенно выпуклой поверхностью. Еще в некоторых вариантах исполнения внутренняя поверхность 214 может быть существенно плоской поверхностью с небольшой кривизной или совершенно плоской.
Обычно первая часть 201 компонента может иметь любую форму. В некоторых вариантах исполнения первая часть 201 компонента может содержать одну по существу прямолинейную балку, проходящую в боковом направлении. Под термином «боковое направление», при использовании в настоящем описании, понимают направление, проходящее между двумя сторонами автомобиля. В других вариантах исполнения первая часть 201 компонента может содержать одну или более частей, проходящих в направлении, перпендикулярном к боковому направлению.
В примерном варианте исполнения первая часть 201 компонента имеет верхнюю часть 220, проходящую, в общем, в боковом направлении. В некоторых вариантах исполнения толщину верхней части 220 можно варьировать. Например, первая боковая часть 222 верхней части 220 может быть выполнена значительно более толстой, чем промежуточная часть 224 верхней части 220. В частности, толщина промежуточной части 224 может быть уменьшена для обеспечения пространства для первого проема 226, открытого с верхней стороны первой части 201 компонента. Кроме того, промежуточная часть 224 может также содержать первую консольную часть 228, проходящую по направлению к приборной панели и способствующую определению первого проема 226.
Первая часть 201 компонента может также содержать нижнюю часть 230, проходящую от верхней части 220 в перпендикулярном направлении. В некоторых случаях нижняя часть 230 может проходить по направлению к полу автомобиля. В других случаях нижняя часть 230 может иметь квадратную форму, в которой имеется второй проем 232. Кроме того, наличие нижней части 230 может способствовать определению края первого проема 226.
В варианте исполнения нижняя часть 230 может дополнительно содержать ножку 238, проходящую дополнительно по направлению к полу автомобиля. В некоторых случаях с помощью ножки 238 можно способствовать обеспечению поддержки в вертикальном направлении составного компонента 102. Хотя данный вариант исполнения содержит только одну ножку, в других вариантах исполнения нижняя часть 230 может содержать вторую ножку, расположенную против ножки 238.
Составной компонент 102 может также содержать вторую часть 202 компонента, связанную с боковым концом составного компонента 102. В некоторых случаях вторая часть 202 компонента может содержать базовую часть 281. Вторая часть 202 компонента может также содержать фланцевую часть 282, проходящую в перпендикулярном направлении к базовой части 281.
Составной компонент 102 содержит третью часть 203 компонента, проходящую до второй боковой части 225. В некоторых вариантах исполнения третья часть 203 компонента может быть балкой, или брусом, проходящим по существу в боковом направлении. В некоторых случаях третья часть 203 компонента может проходить между первой частью 201 компонента и второй частью 202 компонента. В некоторых случаях третья часть 203 компонента может быть выполнена как по существу непрерывное продолжение верхней части 220 первой части 201 компонента. При такой конструкции первая часть 201 компонента, вторая часть 202 компонента и третья часть 203 компонента могут быть выполнены таким образом, чтобы они проходили в направлении ширины автомобиля и чтобы с их помощью обеспечивалась поддержка всей приборной панели.
Составной компонент 102 может также содержать четвертую часть 204 компонента, проходящую до второй боковой части 225. В некоторых случаях четвертая часть 204 компонента может проходить по существу в боковом направлении. В одном варианте исполнения четвертая часть 204 компонента может быть расположена по существу параллельно третьей части 203 компонента. При такой конструкции с помощью четвертой части 204 компонента можно обеспечить дополнительную поддержку вдоль второй боковой части 225 составного компонента 102.
В некоторых вариантах исполнения с помощью третьей части 203 компонента и четвертой части 204 компонента можно облегчить установку одного или более компонентов. Например, в одном варианте исполнения третья часть 203 компонента и четвертая часть 204 компонента могут быть предназначены для формирования рамы для бардачка. В другом варианте исполнения третья часть 203 компонента и четвертая часть 204 компонента могут быть выполнены таким образом, чтобы с их помощью можно было размещать и/или поддерживать шасси радиоприемника. В некоторых случаях третья часть 203 компонента и четвертая часть 204 компонента могут содержать отверстия для крепления и/или другие кронштейны для крепления.
Составной компонент может содержать средства для поглощения энергии во время столкновения. В некоторых случаях составной компонент может содержать коленные буферы, выполненные таким образом, чтобы они деформировались во время столкновения и способствовали защите водителя. В примерном варианте исполнения составной компонент может содержать два коленных буфера, связанных с рулевой колонкой. В других вариантах исполнения составной компонент может не содержать коленные буферы.
В этом примерном варианте исполнения первая часть 201 составного компонента 102 содержит первый коленный буфер 251 и второй коленный буфер 252. В различных вариантах исполнения первый коленный буфер и второй коленный буфер 252 могут иметь любую форму. В одном варианте исполнения первый коленный буфер 251 и второй коленный буфер 252 могут содержать первый наколенник 291 и второй наколенник 292, соответственно. Аналогичным образом, первый наколенник 291 и второй наколенник 292 можно поддерживать с помощью первого фланца 293 и второго фланца 294, соответственно, присоединенных непосредственно к первой части 201 компонента.
Первая часть 201 компонента может также содержать кронштейн 239, выполненный с возможностью прикрепления его к ножке 238. В примерном варианте исполнения кронштейн 239 может быть выполнен с возможностью прикрепления непосредственно к полу автомобиля. При такой конструкции с помощью кронштейна 239 можно облегчить крепление составного компонента 102 к полу автомобиля для повышения стабильности составного компонента 102. В других случаях кронштейн 239 может быть выполнен с возможностью связывания его с центральной консолью автомобиля.
Составной компонент может содержать средства для сборки отдельных частей друг с другом. В некоторых случаях множество комплектов крепежных средств может быть использовано для скрепления различных частей. В других случаях некоторые части могут быть сварены вместе. В некоторых других случаях может быть использовано сочетание крепежных средств и сварки для сборки составного компонента. В примерном варианте исполнения множество комплектов крепежных средств может быть использовано для скрепления различных частей. Для большей ясности чертежей изображены только некоторые из крепежных средств, используемых для сборки различных компонентов составного компонента 102. Однако следует понимать, что в некоторых случаях составной компонент 102 может быть снабжен дополнительными крепежными средствами для сборки различных компонентов.
На фиг.2 подробно показана сборка составного компонента 102. В этом примерном варианте исполнения третья часть 203 компонента может быть собрана с первой частью 201 компонента и второй частью 202 компонента с использованием первого комплекта 264 крепежных средств и второго комплекта 265 крепежных средств. В частности, первая концевая часть 256 третьей части 203 компонента может быть собрана с первой частью 201 компонента с использованием первого комплекта 264 крепежных средств. В некоторых случаях первый комплект 264 крепежных средств может представлять собой комплект болтов, которые вставляют в отверстия для крепления в первой части 201 компонента и третьей части 203 компонента. В различных вариантах исполнения количество крепежных средств в первом комплекте 264 крепежных средств можно варьировать. В примерном варианте исполнения первый комплект 264 крепежных средств может содержать два крепежных средства.
Аналогичным образом, вторая концевая часть 258 третьей части 203 компонента может быть собрана со второй частью 202 компонента с использованием второго комплекта 265 крепежных средств. В некоторых случаях второй комплект 265 крепежных средств может представлять собой комплект болтов, которые вставляют в отверстия для крепления во второй части 202 компонента и третьей части 203 компонента. В различных вариантах исполнения количество крепежных средств во втором комплекте 265 крепежных средств можно варьировать. В примерном варианте исполнения второй комплект 265 крепежных средств может содержать два крепежных средства.
Аналогичным образом, четвертая часть 204 компонента может быть собрана с первой частью 201 компонента и второй частью 202 компонента с использованием третьего комплекта 266 крепежных средств и четвертого комплекта 267 крепежных средств. В частности, первая концевая часть 246 четвертой части 204 компонента может быть собрана с первой частью 201 компонента с использованием третьего комплекта 266 крепежных средств. В некоторых случаях третий комплект 266 крепежных средств может представлять собой комплект болтов, которые вставляют в отверстия для крепления в первой части 201 компонента и четвертой части 204 компонента. В различных вариантах исполнения количество крепежных средств в третьем комплекте 266 крепежных средств можно варьировать. В примерном варианте исполнения третий комплект 266 крепежных средств может содержать два крепежных средства.
Аналогичным образом, вторая концевая часть 248 четвертой части 204 компонента может быть собрана со второй частью 202 компонента с использованием четвертого комплекта 267 крепежных средств. В некоторых случаях четвертый комплект 267 крепежных средств может представлять собой комплект болтов, которые вставляют в отверстия для крепления во второй части 202 компонента и четвертой части 204 компонента. В различных вариантах исполнения количество крепежных средств в четвертом комплекте 267 крепежных средств можно варьировать. В примерном варианте исполнения четвертый комплект 267 крепежных средств может содержать два крепежных средства.
Первый коленный буфер 251 и второй коленный буфер 252 могут быть прикреплены к первой части 201 компонента с использованием пятого комплекта 261 крепежных средств и шестого комплекта 262 крепежных средств, соответственно. В некоторых случаях пятый комплект 261 крепежных средств может представлять собой комплект болтов, которые вставляют в отверстия для крепления в первом коленном буфере 251 и первой части 201 компонента. Аналогичным образом шестой комплект 262 крепежных средств может представлять собой комплект болтов, которые вставляют в отверстия для крепления во втором коленном буфере 252 и в первой части 201 компонента.
В некоторых вариантах исполнения кронштейн 239 может быть прикреплен к ножке 238 с использованием седьмого комплекта 237 крепежных средств. В некоторых случаях седьмой комплект 237 крепежных средств может содержать один или большее число болтов, которые вставляют в отверстия для крепления в ножке 238 и в кронштейне 239.
В вариантах исполнения, в которых составной компонент связан со многими небольшими частями, составной компонент может содержать средства для уменьшения количества различных частей, требующихся для изготовления составного компонента. Например, составной компонент может содержать множество сформованных как одно целое частей, выполненных для соединения с одним или большим числом компонентов кабины, для облегчения процесса сборки кабины. В некоторых случаях наружная поверхность составного компонента может содержать возвышенные части, углубленные части или другие сформованные как одно целое части, которые могут быть сопряжены с другими компонентами кабины. Кроме того, эти сформованные как одно целое части могут быть выполнены с приданием им любых размеров и/или форм. Посредством использования сформованных как одно целое частей количество частей, используемых для изготовления составного компонента, может быть уменьшено. Кроме того, можно осуществлять более эффективный процесс изготовления путем доведения до максимума пространства, используемого для частей, отливаемых в пресс-форме.
Наружная поверхность 212 (см. фиг.3) может содержать одну или более сформованных как одно целое частей для соединения с компонентами кабины. В некоторых случаях наружная поверхность 212 может содержать первую формованную часть 244 и вторую формованную часть 245. Первую формованную часть 244 и вторую формованную часть 245 можно использовать для соединения наружной поверхности 212 с приборной панелью или другими компонентами кабины.
Наружная поверхность 212 может также содержать сформованные как одно целое части для соединения с рулевой колонкой. В частности, первая часть 201 компонента может содержать часть 242 для установки колонки, выполненную с возможностью прикрепления рулевой колонки. В различных вариантах исполнения часть 242 для установки колонки может иметь формы, которые можно варьировать. В данном варианте исполнения часть 242 для установки колонки имеет первую сторону 271 и вторую сторону 272, с помощью которых можно обеспечить опоры для сторон рулевой колонки. Кроме того, часть 242 для установки колонки может содержать выступающую часть 273 для крепления. В некоторых случаях выступающая часть 273 для крепления может содержать отверстия для крепления, для фиксированной установки рулевой колонки.
Первая часть 201 компонента может содержать средства для установки вместе с рамой автомобиля. В некоторых случаях первая часть 201 компонента может содержать установочную плиту 231, устанавливаемую как одно целое с первой частью 201 компонента. Установочная плита 231 может быть ориентирована перпендикулярно к верхней части 220 с первой боковой стороны 223 составного компонента 102.
Следует понимать, что в других вариантах исполнения составной компонент может содержать дополнительные устанавливаемые как одно целое части. Например, в другом варианте исполнения кронштейн для радиоприемника может быть сформован как одно целое с частью компонента составного компонента. Еще в некоторых вариантах исполнения один или более коленных буферов могут быть сформованы как одно целое с частью компонента составного компонента.
В некоторых вариантах исполнения составной компонент может содержать средства для способствования уменьшению стоимости изготовления и/или уменьшению веса составного компонента для улучшения характеристик автомобиля. В некоторых вариантах исполнения составной компонент можно изготавливать с использованием более одного материала. В некоторых случаях составной компонент можно изготавливать из двух различных материалов. В других случаях составной компонент можно изготавливать из трех различных материалов. Еще в некоторых случаях составной компонент можно изготавливать более чем из трех различных материалов. Путем использования различных материалов в различных частях составного компонента могут быть снижены как стоимость изготовления, так и общий вес составного компонента.
В различных вариантах исполнения материалы, используемые для изготовления составного компонента, можно варьировать. Примеры материалов, которые можно использовать для изготовления составного компонента, включают (но их состав не ограничен данным перечнем): сталь, алюминий, алюминиевые сплавы, магний, магниевые сплавы, а также другие материалы.
В примерном варианте исполнения составной компонент 102 может быть изготовлен из двух различных материалов. В некоторых случаях первая часть 201 компонента и вторая часть 202 компонента могут быть изготовлены из первого материала. Также третья часть 203 компонента и четвертая часть 204 компонента могут быть изготовлены из второго материала, отличающегося от первого материала. В одном варианте исполнения первая часть 201 компонента и вторая часть 202 компонента могут быть изготовлены из материала, содержащего магний. Например, в одном варианте исполнения первая часть 201 компонента и вторая часть 202 компонента могут быть изготовлены из магниевого сплава. Кроме того, в одном варианте исполнения третья часть 203 компонента и четвертая часть 204 компонента могут быть изготовлены из материала, содержащего алюминий. Например, в одном варианте исполнения третья часть 203 компонента и четвертая часть 204 компонента могут быть изготовлены из алюминиевого сплава. Также в некоторых случаях третья часть 203 компонента может быть изготовлена из экструдируемого алюминиевого сплава. В некоторых случаях четвертый компонент 204 может быть изготовлен из штампованного алюминиевого сплава.
Материалы, используемые для изготовления различных частей компонента составного компонента, можно выбирать в соответствии с определенными свойствами материала. В некоторых вариантах исполнения жесткость каждой части компонента можно варьировать. В некоторых случаях первая часть 201 компонента и вторая часть 202 компонента могут быть значительно более жесткими, чем третья часть 203 компонента. Например, в одном варианте исполнения первая часть 201 компонента и вторая часть 202 компонента могут быть изготовлены из материала, содержащего магний, а третья часть 203 и четвертая часть 204 могут быть изготовлены из материала, содержащего алюминий, который обладает меньшей жесткостью, чем магний.
Кроме того, в некоторых случаях первая часть 201 компонента и вторая часть 202 компонента могут быть значительно более жесткими, чем четвертая часть 204 компонента. Например, в вариантах исполнения, в которых первая часть 201 компонента и вторая часть 202 компонента изготовлены из материала, содержащего магний, четвертая часть 204 может быть изготовлена из материала, содержащего алюминий. Благодаря такому сочетанию обеспечивают переменную боковую жесткость по длине составного компонента 102.
В данном примерном варианте исполнения существенно большая часть составного компонента 102 может быть изготовлена из материала, содержащего магний. В некоторых вариантах исполнения как первая боковая часть 222, так и промежуточная часть 224 могут быть изготовлены из материала, содержащего магний. В частности, первая боковая часть 222 может соответствовать части, располагаемой на стороне водителя автомобиля, тогда как промежуточная часть 224 может соответствовать центральной консольной части автомобиля. Благодаря такому сочетанию можно способствовать увеличению конструктивной целостности составного компонента 102.
В различных вариантах исполнения первый коленный буфер 251 и второй коленный буфер 252 могут быть изготовлены из различных материалов. В некоторых случаях первый коленный буфер 251 и второй коленный буфер 252 могут быть изготовлены из материала, содержащего магний. В других случаях первый коленный буфер 251 и второй коленный буфер 252 могут быть изготовлены из материала, содержащего алюминий. Еще в некоторых случаях первый коленный буфер 251 и второй коленный буфер 252 могут быть изготовлены из других материалов.
В различных вариантах исполнения кронштейн 239 может быть также изготовлен из различных типов материалов. В некоторых случаях кронштейн 239 может быть изготовлен из материала, содержащего магний, например, из магниевого сплава. В других случаях кронштейн 239 может быть изготовлен из материала, содержащего алюминий, например, из алюминиевого сплава. Еще в некоторых случаях кронштейн 239 может быть изготовлен из других материалов.
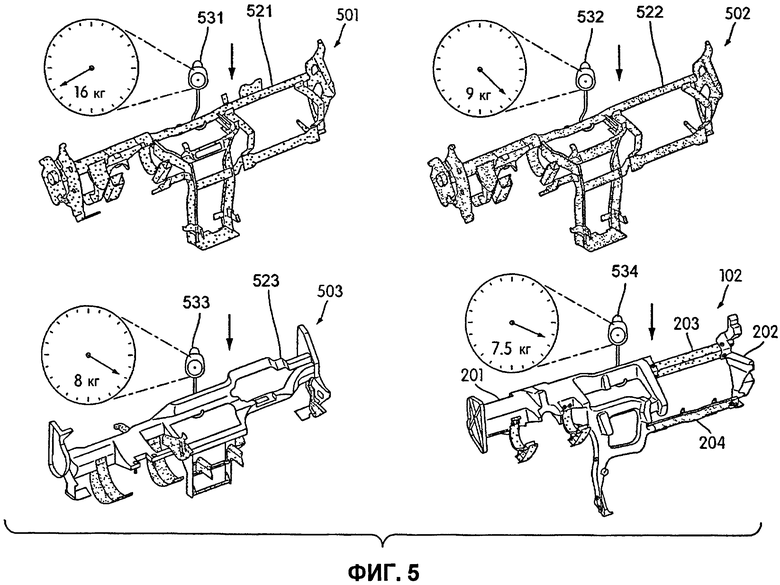
На фиг.5 представлено множество альтернативных вариантов исполнения составных компонентов, изготовленных из различных материалов. Следует понимать, что следующие варианты исполнения представлены только в качестве иллюстративных примеров. В других вариантах исполнения составной компонент может быть изготовлен еще из некоторых материалов.
В некоторых случаях первый составной компонент 501 изготавливают из стали. В частности, первый составной компонент 501 содержит монолитную часть 521 компонента, проходящую вдоль всей длины первого составного компонента 501. Первый составной компонент 501 дополнительно содержит дополнительные элементы, включающие коленные буферы и кронштейны, которые могут быть изготовлены из стали.
Второй составной компонент 502 может быть изготовлен из алюминия. В частности, второй составной компонент 502 содержит монолитную часть 522 компонента, которая проходит вдоль всей длины второго составного компонента 502. Второй составной компонент 502 дополнительно содержит дополнительные элементы, включающие коленные буферы и кронштейны, которые могут быть изготовлены из алюминия.
В некоторых случаях третий составной компонент 503 изготавливают из материала, содержащего магний, например, из магниевого сплава. В частности, третий составной компонент 503 содержит монолитную часть 523 компонента, которая проходит вдоль всей длины третьего составного компонента 503. Третий составной компонент 503 дополнительно содержит дополнительные элементы, включающие коленные буферы и кронштейны, которые могут быть изготовлены из стали. В некоторых случаях коленные буферы и кронштейны, связанные третьим составным компонентом 503, могут быть изготовлены из алюминия или алюминиевого сплава.
Как было описано ранее, составной компонент 102 может быть изготовлен из частей компонента, содержащих материалы, включающие магний, и частей компонента, содержащих материалы, включающие алюминий. В частности, в одном варианте исполнения составной компонент 102 содержит первую часть 201 компонента и вторую часть 202 компонента, которые изготовлены из материала, содержащего магний. Кроме того, в одном варианте исполнения составной компонент 102 содержит третью часть 203 компонента и четвертую часть 204 компонента, которые изготовлены из материала, содержащего алюминий.
На фиг.5 дополнительно показаны отличающиеся друг от друга по весу первый составной компонент 501, второй составной компонент 502, третий составной компонент 503 и составной компонент 102, которые представлены схематически показаниями первых весов 531, вторых весов 532, третьих весов 533 и четвертых весов 534, соответственно. Как определено с помощью первых весов 531, первый составной компонент 501 весит приблизительно 16 кг. Как определено с помощью вторых весов 532, второй составной компонент 502 весит приблизительно 9 кг. Как определено с помощью третьих весов 533, третий составной компонент 503 весит приблизительно 8 кг. Вес составного компонента 102 определяли также, используя четвертые весы 534. В некоторых случаях составной компонент 102 мог весить приблизительно 7,5 кг. Как показано здесь, составной компонент 102 весит существенно меньше первого составного компонента 501 и второго составного компонента 502, которые изготовлены из стали и алюминия, соответственно. Также составной компонент 102 весит существенно меньше, чем третий составной компонент 503, изготовленный из монолитного блока магния. Другими словами, применение конструкции, выполненной с использованием сочетания материалов, включающих магний, и материалов, включающих алюминий, позволяет уменьшить вес составного компонента 102, в то же время позволяя сохранить прочность и несущую способность узла кабины.
Хотя в предыдущих вариантах исполнения описан составной компонент для автомобиля, в других вариантах исполнения любой рамный элемент, используемый для армирования, или упрочнения, части автомобиля, может быть изготовлен с использованием двух или более различных материалов. Например, в одном варианте исполнения рамный элемент может быть использован как часть корпуса автомобиля. В другом примере рамный элемент может быть использован как часть подрамника для подвесной системы.
На фиг.6-8 представлены варианты исполнения рамного элемента, изготовленного с использованием двух различных материалов. В одном варианте исполнения, изображенном на фиг.6, рамный элемент 600 содержит первую монолитную часть 602 и вторую монолитную часть 604. В этом варианте исполнения вторая монолитная часть 604 соответствует части наружной периферии рамного элемента 600. В некоторых случаях первая монолитная часть 602 может быть изготовлена из материала, содержащего магний. Также вторая монолитная часть 604 может быть изготовлена из материала, содержащего алюминий. При такой конструкции вес рамного элемента 600 может быть меньше веса рамного элемента, содержащего одну монолитную часть из магния. Также, вторая монолитная часть 604 может быть легко модифицирована таким образом, чтобы она содержала средства для присоединения других компонентов к рамному элементу 600.
В другом варианте исполнения, изображенном на фиг.7, расположение другой монолитной части может быть изменено относительно первой монолитной части 602. В этом альтернативном варианте исполнения третья монолитная часть 606 соответствует поперечной балке рамного элемента 600. Еще в одном варианте исполнения, изображенном на фиг.8, рамный элемент 600 содержит первую монолитную часть 602, вторую монолитную часть 604 и третью монолитную часть 606. В этом варианте исполнения вторая монолитная часть 604 и третья монолитная часть 606 соответствуют наружной периферии и поперечной балке, соответственно, рамного элемента 600. Путем изменения расположения второй монолитной части относительно первой монолитной части, где первая монолитная часть и вторая монолитная часть содержат различные материалы, может быть точно подобрана общая прочность рамного элемента. Кроме того, путем варьирования количества различных монолитных частей из различных материалов может быть точно подобран общий вес рамного элемента. В некоторых случаях благодаря такому сочетанию можно способствовать снижению стоимости изготовления.
На фиг.9 представлен вариант исполнения центральной консольной рамы 900 автомобиля. Центральная консольная рама 900 может быть связана с центральной консолью в кабине автомобиля. В некоторых случаях центральная консольная рама 900 может содержать различные части. В других случаях центральная консольная рама 900 может содержать одну монолитную часть, содержащую один материал.
В примерном варианте исполнения центральная консольная рама 900 содержит первую часть 902 компонента, вторую часть 904 компонента и третью часть 906 компонента. Первая часть 902 компонента представляет собой основную конструкцию центральной консольной рамы 900 и изготовлена из первого материала. Вторая часть 904 компонента и третья часть 906 компонента являются отдельными поперечными балками и изготовлены из второго материала, отличающегося от первого материала. В некоторых случаях первый материал может содержать магний. В некоторых случаях второй материал может содержать алюминий. В других случаях различные материалы могут быть использованы для изготовления первой части 902 компонента, второй части 904 компонента и третьей части 906 компонента. Благодаря использованию такой примерной конструкции могут быть точно подобраны вес и прочность центральной консольной рамы 900.
На фиг.10-16 проиллюстрирован вариант исполнения процесса изготовления компонента для автомобиля. В частности, на фиг.10-16 проиллюстрирован процесс изготовления составного компонента для автомобиля с использованием пресс-формы. Следует понимать, что процесс, подробно описанный в данном документе, можно также использовать для изготовления других составных компонентов, которые можно изготавливать с использованием процесса литья под давлением. Другими словами, процесс, описанный ниже, не ограничен способом изготовления составного компонента для автомобиля.
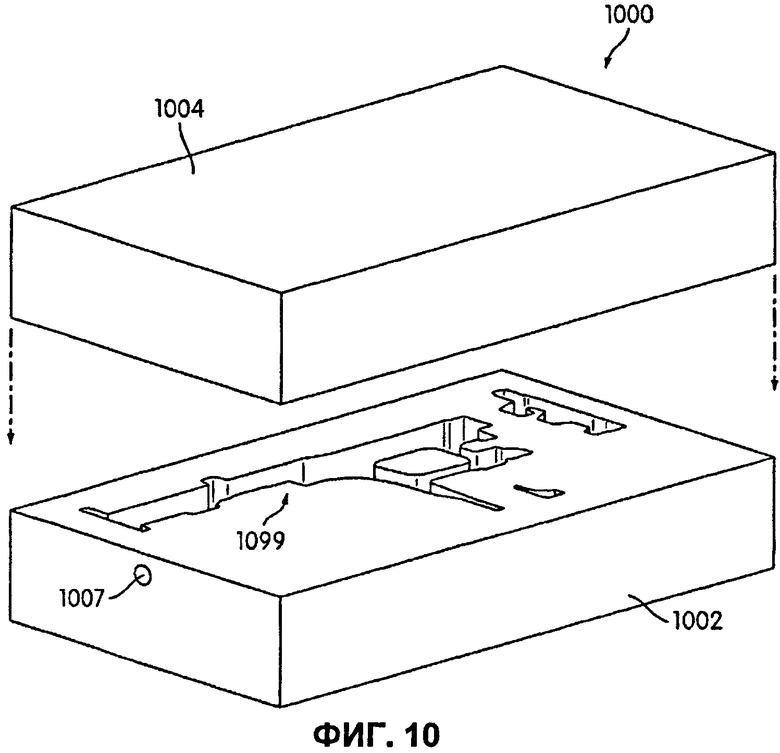
На фиг.10 представлен вид в изометрии, в разобранном состоянии, первой пресс-формы 1000. Первая пресс-форма 1000 содержит неподвижную полуформу 1002 и подвижную полуформу 1004. Для большей ясности чертежа первая пресс-форма 1000 изображена схематически. Однако следует понимать, что в некоторых случаях первая пресс-форма 1000 может содержать различные другие компоненты, которые обычно вводят в пресс-форму. Например, первая пресс-форма 1000 может дополнительно содержать одну или большее число плит для удерживания неподвижной полуформы 1002 и подвижной полуформы 1004. Также в некоторых случаях первая пресс-форма 1000 может содержать выталкиватели для облегчения извлечения сформованных частей.
В некоторых вариантах исполнения первая пресс-форма 1000 может содержать одно или более отверстий для подачи литейного материала. В одном варианте исполнения первая пресс-форма 1000 может содержать отверстие 1007. В некоторых случаях отверстие 1007 может быть предназначено для введения насадки для инжектирования металла или металлического сплава в неподвижную полуформу 1002 и подвижную полуформу 1004. Также отверстие 1007 может сообщаться с одним или более каналами, расположенными в неподвижной полуформе 1002 и/или в подвижной полуформе 1004. Для большей ясности чертежа каналы, выполненные для заливки литейного материала в различные полости пресс-формы 1000, не изображены в данном варианте исполнения.
Обычно первая пресс-форма 1000 может быть ассоциирована с любым типом процесса литья под давлением. Например, в некоторых вариантах исполнения первая пресс-форма 1000 может быть использована в процессе беспористого литья. В других вариантах исполнения первая пресс-форма 1000 может быть использована в литейном процессе с прямым впрыском. Кроме того, первая пресс-форма 1000 может быть соединена с горячей камерой прессования при осуществлении процесса литья. Также в некоторых случаях первая пресс-форма 1000 может быть соединена с холодной камерой прессования при осуществлении процесса литья.
В примерном варианте исполнения первая пресс-форма 1000 может быть использована для изготовления одной или более частей составного компонента, который можно использовать для поддержки приборной панели и/или рулевой колонки автомобиля. В некоторых случаях первая пресс-форма 1000 может содержать одну или более полостей, которые используют для формования частей составного компонента. В частности, одна или более полостей могут быть выполнены по форме таким образом, чтобы в них можно было изготавливать предварительно определенные компоненты во время процесса литья под давлением. В одном варианте исполнения первая пресс-форма 1000 содержит множество полостей 1099. В некоторых случаях множество полостей 1099 может содержать множество полостей, выполненных для формования одной или более частей составного компонента.
Во время выполнения первого этапа изготовления составного компонента подвижную полуформу 1004 (см. фиг.10) можно перемещать к неподвижной полуформе 1002. В некоторых случаях подвижная полуформа 1004 и неподвижная полуформа 1002 могут содержать элементы для совмещения, для способствования облегчению правильного закрывания первой пресс-формы 1000. Кроме того, в некоторых случаях подвижная полуформа 1004 и неподвижная полуформа 1002 могут содержать отверстия для крепежных средств, предназначенных для введения в них винтов и/или болтов, которые можно использовать для скрепления вместе подвижной полуформы 1004 и неподвижной полуформы 1002.
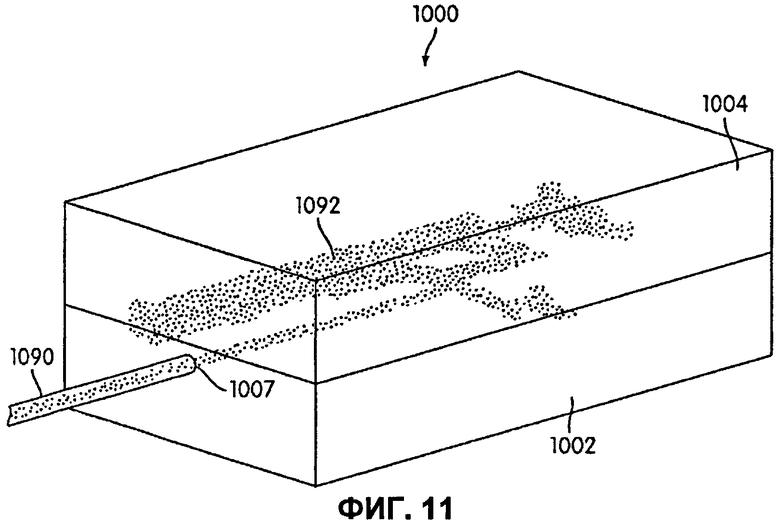
Насадка 1090 (см. фиг.11) может быть соединена с отверстием 1007. В некоторых случаях насадка 1090 может быть соединена с камерой, находящейся под давлением, содержащей некоторый тип литейного материала 1092. В это время литейный материал 1092 может быть впрыснут в первую пресс-форму 1000. При протекании литейного материала 1092 по одному или более каналам первой пресс-формы 1000 литейный материал 1092 может заполнять полости, расположенные в первой пресс-форме 1000. При такой конструкции литейный материал 1092 можно формовать, придавая ему заданную форму согласно форме внутренних полостей.
В различных вариантах исполнения материалы, используемые с применением первой пресс-формы 1000, можно варьировать. Примерами различных материалов, которые можно использовать для литья под давлением, (но их состав не ограничен данным перечнем): сталь, алюминий, алюминиевые сплавы, магний, магниевые сплавы, а также другие материалы. В одном варианте исполнения первую пресс-форму 1000 можно использовать для литья материала, содержащего магний, для изготовления отливаемых под давлением частей составного компонента, содержащих магний. В другом варианте исполнения первую пресс-форму 1000 можно использовать для литья магниевого сплава, для изготовления отливаемых под давлением частей составного компонента, содержащих магниевый сплав.
После охлаждения и усадки литейного материала подвижную полуформу 1004 можно отделять от неподвижной полуформы 1002. В это время отлитые под давлением части можно удалять из первой пресс-формы 1000. В некоторых случаях первая пресс-форма 1000 может содержать один или более выталкивателей, с помощью которых способствуют облегчению удаления отлитых под давлением частей. В других случаях отлитые под давлением части могут быть извлечены вручную после охлаждения частей.
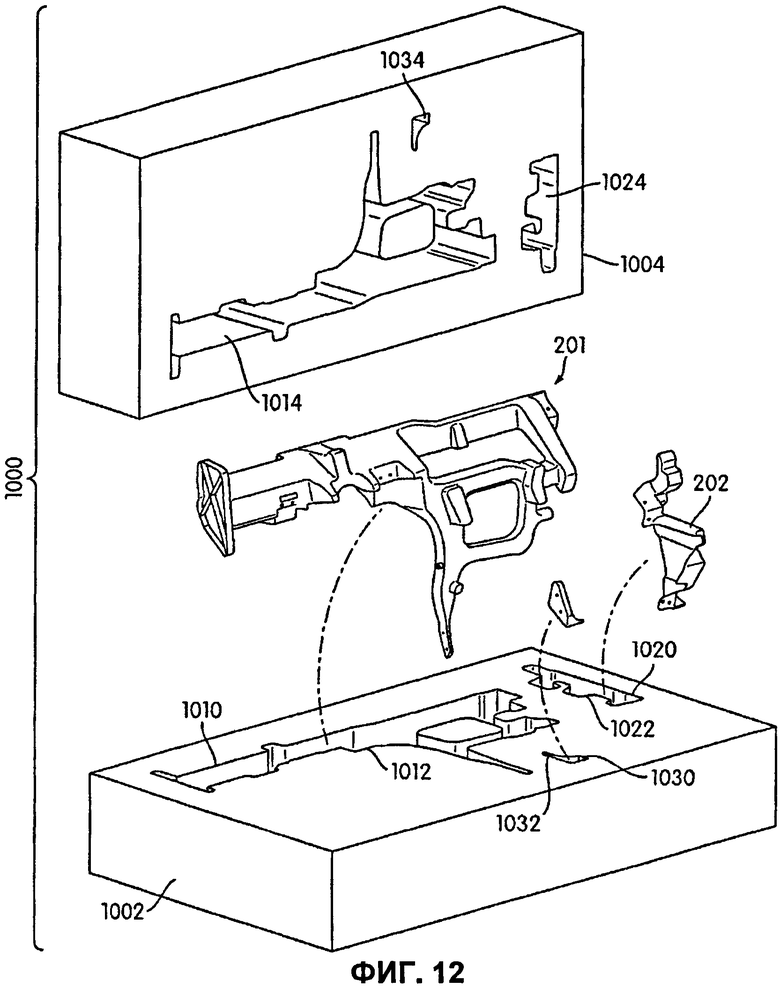
На фиг.12 представлен вид в изометрии, в разобранном состоянии, первой пресс-формы 1000, содержащей множество отлитых под давлением частей. Первая пресс-форма 1000 (см. фиг.12) может содержать первую оформляющую полость 1010. Первая оформляющая полость 1010 может содержать первую нижнюю часть 1012 оформляющей полости и первую верхнюю часть 1014 оформляющей полости, расположенные в неподвижной полуформе 1002 и подвижной полуформе 1004, соответственно. В примерном варианте исполнения первая оформляющая полость 1010 может быть выполнена для формования первой части 201 компонента.
Первая пресс-форма 1000 может также содержать вторую оформляющую полость 1020. Вторая оформляющая полость 1020 может содержать вторую нижнюю часть 1022 оформляющей полости и вторую верхнюю часть 1024 оформляющей полости, расположенные в неподвижной полуформе 1002 и подвижной полуформе 1004, соответственно. В этом примерном варианте исполнения вторая оформляющая полость 1020 может быть выполнена для формования второй части 202 компонента.
Первая пресс-форма 1000 может также содержать третью оформляющую полость 1030. Третья оформляющая полость 1030 может содержать третью нижнюю часть 1032 оформляющей полости и третью верхнюю часть 1034 оформляющей полости, расположенные в неподвижной полуформе 1002 и подвижной полуформе 1004, соответственно. В примерном варианте исполнения третья оформляющая полость 1030 может быть использована для формования кронштейна 239. В некоторых вариантах исполнения кронштейн 239 может быть выполнен для соединения его с первой частью 201 компонента.
Как было описано ранее, материалы, используемые для изготовления первой части 201 компонента, второй части 202 компонента и кронштейна 239, можно варьировать. В некоторых случаях первую часть 201 компонента, вторую часть 202 компонента и кронштейн 239 можно изготавливать из материала, содержащего алюминий. В данном примерном варианте исполнения первая часть 201 компонента, вторая часть 202 компонента и кронштейн 239 могут быть изготовлены из материала, содержащего магний. В некоторых случаях первая часть 201 компонента, вторая часть 202 компонента и кронштейн 239 могут быть изготовлены из магниевого сплава.
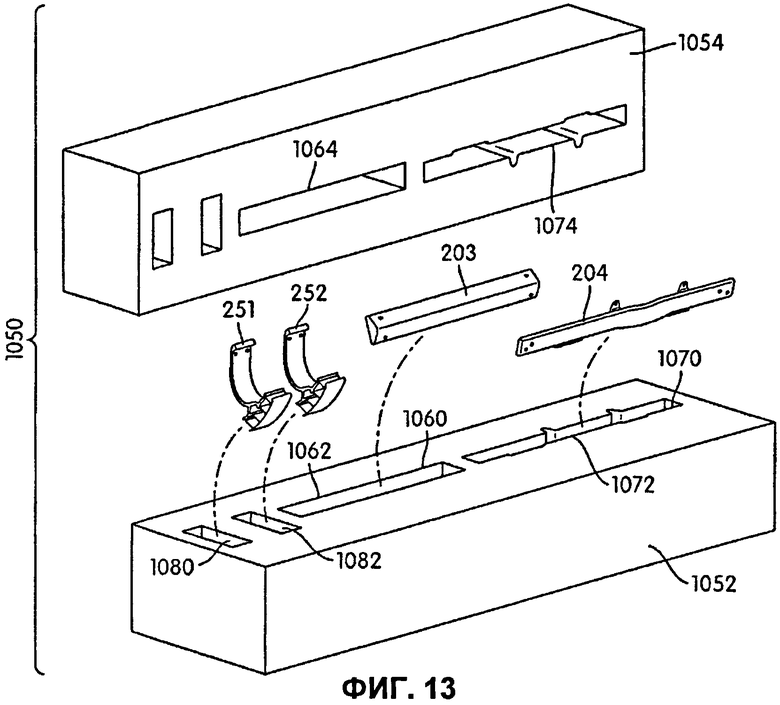
Вторую пресс-форму 1050 (см. фиг.13) можно использовать для изготовления дополнительных частей составного компонента. В некоторых вариантах исполнения вторая пресс-форма 1050 может содержать неподвижную полуформу 1052 и подвижную полуформу 1054. В некоторых случаях вторая пресс-форма 1050 может содержать одну или большее количество полостей, используемых для формования частей составного компонента. В некоторых вариантах исполнения вторая пресс-форма 1050 может содержать первую оформляющую полость 1060. Первая оформляющая полость 1060 может содержать первую нижнюю часть 1062 оформляющей полости и первую верхнюю часть 1064 оформляющей полости, расположенные в неподвижной полуформе 1052 и подвижной полуформе 1054, соответственно. В примерном варианте исполнения первая оформляющая полость 1060 может быть выполнена для формования третьей части 203 компонента.
Также вторая пресс-форма 1050 может содержать вторую оформляющую полость 1070. Вторая оформляющая полость 1070 может содержать вторую нижнюю часть 1072 оформляющей полости и вторую верхнюю часть 1074 оформляющей полости, расположенные в неподвижной полуформе 1052 и подвижной полуформе 1054, соответственно. В данном примерном варианте исполнения вторая оформляющая полость 1070 может быть выполнена для формования четвертой части 204 компонента. В некоторых случаях третья часть 203 компонента может быть балкой или брусом, используемым для изготовления составного компонента, например, балки для навешивания. Кроме того, в некоторых случаях четвертая часть 204 компонента может быть балкой, используемой для изготовления составного компонента. В других случаях четвертая часть 204 компонента может быть кронштейном. Например, в варианте исполнения, в котором составной компонент является балкой для навешивания приборной панели, четвертая часть 204 может быть кронштейном, изготавливаемым для соединения с одним или множеством компонентов приборной панели.
Вторая пресс-форма 1050 может также содержать третью оформляющую полость 1080 и четвертую оформляющую полость 1082. В некоторых случаях третья оформляющая полость 1080 и четвертая оформляющая полость 1082 могут содержать верхнюю и нижнюю оформляющие полости, выполненные в неподвижной полуформе 1052 и подвижной полуформе 1054, соответственно. В одном варианте исполнения третью оформляющую полость 1080 и четвертую оформляющую полость 1082 можно использовать для формования первого коленного буфера 251 и второго коленного буфера 252.
В различных вариантах исполнения материалы, используемые с применением второй пресс-формы 1050, можно варьировать. Примеры различных материалов, которые можно использовать для литья под давлением, включают (но их состав не ограничен данным перечнем): сталь, алюминий, алюминиевые сплавы, магний, магниевые сплавы, а также другие материалы. В одном варианте исполнения вторую пресс-форму 1050 можно использовать для литья материала, содержащего алюминий, для изготовления отливаемых под давлением частей для составного компонента. В некоторых других вариантах исполнения вторую пресс-форму 1050 можно использовать для литья алюминиевых сплавов, для изготовления отливаемых под давлением частей для составного компонента. В примерном варианте исполнения третью часть 203 компонента, четвертую часть 204 компонента, первый коленный буфер 251 и второй коленный буфер 252 можно изготавливать из материала, содержащего алюминий. Например, в одном варианте исполнения третья часть 203 компонента, четвертая часть 204 компонента, первый коленный буфер 251 и второй коленный буфер 252 могут быть частями из алюминиевого сплава.
После изготовления частей составного компонента, эти части могут быть собраны ранее описанным способом со ссылкой на Фиг.2 и 3. В частности, первая часть 201 компонента и вторая часть 202 компонента могут быть соединены с использованием третьей части 203 компонента и четвертой части 204 компонента. Кроме того, первый коленный буфер 251, второй коленный буфер 252 и кронштейн 239 могут быть собраны с первой частью 201 компонента.
Способ изготовления составного компонента для автомобиля может включать средства для минимизации размеров пресс-формы, используемой для формования одной или большего числа частей составного компонента. Это может быть полезным в ситуациях, когда большие пресс-формы не доступны, или в ситуациях, когда использование большой пресс-формы может привести к существенному увеличению стоимости изготовления конкретной части.
Первая оформляющая полость 1010 (см. фиг.14) и вторая оформляющая полость 1020 в неподвижной полуформе 1002 могут быть выполнены на расстоянии D1 друг от друга в продольном направлении, определенном вдоль длины неподвижной полуформы 1002. Так как первая оформляющая полость 1010 и вторая оформляющая полость 1020 имеют нерегулярные формы, расстояние между первой оформляющей полостью 1010 и второй оформляющей полостью 1020 можно варьировать в небольшой степени. Таким образом, в некоторых случаях D1 может быть средним расстоянием между концами первой оформляющей полости 1010 и второй оформляющей полости 1020. В других случаях расстояние D1 может быть минимальным расстоянием между двумя смежными концами первой оформляющей полости 1010 и второй оформляющей полости 1020.
В некоторых вариантах исполнения расстояние D1 может быть выбрано таким образом, чтобы оно было существенно меньшим, чем длина третьей части 203 компонента. В некоторых случаях расстояние D1 может быть меньшим, чем длина первой оформляющей полости 1010. Также в некоторых случаях расстояние D1 может быть меньшим, чем длина второй оформляющей полости 1020. При такой конструкции первая оформляющая полость 1010 и вторая оформляющая полость 1020 могут быть расположены в первой пресс-форме 1000 таким образом, чтобы можно было уменьшить до минимума длину L1 первой пресс-формы 1000.
После изготовления первой части 201 (см. фиг.15) компонента и второй части 202 компонента, третью часть 203 компонента можно соединить с первой частью 201 компонента и второй частью 202 компонента. В частности, первая часть 201 компонента и вторая часть 202 компонента могут быть отделены друг от друга расстоянием D2 таким образом, чтобы между первой частью 201 компонента и второй частью 202 компонента можно было вставить третью часть 203 компонента. В некоторых случаях расстояние D2 может быть значительно большим расстояния D1.
Четвертая часть 204 (см. фиг.16) компонента может быть также соединена с первой частью 201 компонента и второй частью 202 компонента. В частности, четвертая часть 204 компонента может быть введена между первой частью 201 компонента и второй частью 202 компонента. В некоторых случаях четвертая часть 204 компонента может быть выставлена, в общем, параллельно третьей части 203 компонента.
В некоторых случаях третья часть 203 компонента может быть изготовлена с использованием процесса литья под давлением, как это было показано на фиг.13. В других случаях, однако, третью часть 203 компонента можно изготавливать, используя экструзионный процесс. Аналогичным образом, в некоторых случаях четвертую часть 204 компонента можно также изготавливать, используя процесс литья под давлением. В других случаях четвертую часть 204 компонента можно изготавливать, используя экструзионный процесс. Благодаря использованию различных способов третью часть 203 компонента и/или четвертую часть 204 компонента можно формовать, придавая им различные виды форм. Например, третью часть 203 компонента можно формовать, используя экструзионный процесс, придавая ей приблизительно цилиндрическую форму.
При такой конструкции первая часть 201 компонента, вторая часть 202 компонента и третья часть 203 компонента могут быть собраны в виде составного компонента 102, значительно более длинного, чем первая пресс-форма 1000. Другими словами, этим способом обеспечивают возможность уменьшения размера пресс-формы, требующейся для формования частей составного компонента. В данном примерном варианте исполнения составной компонент 102 может иметь, например, длину L2, которая значительно больше длины L1 первой пресс-формы 1000. При использовании такой конструкции может быть снижена стоимость изготовления в сравнении со способами, согласно которым используют одну пресс-форму для отливки составного компонента полной длины.
В вариантах исполнения, в которых может быть использовано множество пресс-форм для изготовления различных компонентов автомобиля, пресс-форма может содержать средства для доведения до максимума пространства, используемого в одной пресс-форме. В некоторых вариантах исполнения одна пресс-форма может быть использована для изготовления множества частей, которые могут быть использованы в различных определенных местах автомобиля.
Пресс-форма 800 содержит подвижную полуформу 804 и неподвижную полуформу 802. Кроме того, пресс-форма 800 содержит оформляющую полость 801. В некоторых случаях оформляющая полость 801 может содержать одну или большее число субполостей. В одном варианте исполнения оформляющая полость 801 содержит первую субполость 810. В некоторых случаях первая субполость 810 может быть сформирована для формования части составного компонента, например балки для навешивания. Однако, в других случаях, первая субполость 810 может иметь другую форму.
Оформляющая полость 801 может также содержать вторую субполость 812 и третью субполость 814. В некоторых вариантах исполнения могут быть выполнены вторая субполость 812 и третья субполость 814 для формования отделочных панелей для двери автомобиля. В некоторых случаях вторая субполость 812 и третья субполость 814 могут иметь по существу сходные формы. В других случаях вторая субполость 812 и третья субполость 814 могут иметь различные формы.
Оформляющая полость 801 может также содержать четвертую субполость 816. В некоторых вариантах исполнения четвертая субполость 816 может быть выполнена для формования отливаемой части для ручки двери автомобиля. В других вариантах исполнения четвертая субполость 816 может быть выполнена для формования отливаемой части другого типа.
В некоторых вариантах исполнения субполости оформляющей полости 801 могут быть соединены одним или более каналами. В данном примерном варианте исполнения вторая субполость 812 и третья субполость 814 сообщены с первой субполостью 810 посредством первого канала 821 и второго канала 822, соответственно. Аналогичным образом, четвертая субполость 816 может сообщаться с первой субполостью 810 посредством третьего канала 823. При такой конструкции литейный материал может равномерно заполнять каждую субполость оформляющей полости 801.
В одном варианте исполнения пресс-форму 800 можно использовать для изготовления комплексной части 850, как это изображено на фиг.17. Под термином «комплексная часть», при использовании во всем данном подробном описании и в формуле изобретения, понимают набор из множества частей компонента, которые формуют как одну монолитную часть в процессе формования. В частности, комплексная часть содержит множество частей компонента, которые выполняют таким образом, чтобы их можно было отделять друг от друга после процесса формования.
Комплексная часть 850 может содержать две или более частей, соединенных друг с другом. В данном варианте исполнения комплексная часть 850 содержит первую часть 852 компонента. Комплексная часть 850 может также содержать вторую часть 854 компонента и третью часть 856 компонента. Комплексная часть 850 может дополнительно содержать четвертую часть 858 компонента. В некоторых случаях вторая часть 854 компонента, третья часть 856 компонента и четвертая часть 858 компонента могут быть сформированы как одно целое с первой частью 852 компонента. Например, в данном варианте исполнения вторая часть 854 компонента может быть прикреплена к первой части 852 компонента посредством первой соединительной части 861. Третья часть 856 компонента может быть прикреплена к первой части 852 компонента посредством второй соединительной части 862. Также четвертая часть 858 компонента может быть прикреплена к первой части 852 компонента посредством третьей соединительной части 863.
Во время процесса изготовления множества компонентов автомобиля, одна или более частей компонента могут быть отделены от комплексной части 850 (см. фиг.18). В одном варианте исполнения можно использовать пилу 899 для разрезания первой соединительной части 861, второй соединительной части 862 и третьей соединительной части 863. Хотя в данном варианте исполнения используют пилу, в других вариантах исполнения для отделения первой соединительной части 861, второй соединительной части 862 и третьей соединительной части 863 можно использовать другие способы. Например, в другом варианте исполнения для разрезания одной или более соединительных частей можно использовать лазер.
Для иллюстрации размеры первой соединительной части 861, второй соединительной части 862 и третьей соединительной части 863 сильно увеличены. В некоторых случаях после разрезания одной или более соединительных частей, на различных частях может оставаться некоторое лишнее количество материала. В некоторых вариантах исполнения это лишнее количество материала может быть удалено с использованием, например, шлифования песком, резания или других способов.
В некоторых вариантах исполнения первая часть 852 компонента может быть соединена с дополнительными частями компонента для формования составного компонента. В некоторых случаях первая часть 852 компонента может быть собрана с частями компонента, которые были изготовлены с использованием сходного процесса литья под давлением. В частности, первая часть 852 компонента может быть собрана с частями компонента, сходными с частями, описанными в предыдущих вариантах исполнения, для изготовления составного компонента.
На фиг.19 представлен вид спереди интерьера кабины 1100 автомобиля. Первая часть 852 (см. фиг.19) компонента собрана с первой частью 1110 балки для навешивания, со второй частью 1112 балки для навешивания и третьей частью 1114 балки для навешивания для образования составного компонента 1102. Также первая часть 852 компонента собрана с первым коленным буфером 1151, вторым коленным буфером 1152 и кронштейном 1116. В некоторых случаях составной компонент 1102 может быть дополнительно соединен с рулевой колонкой 1120.
Составной компонент 1102, содержащий первую часть 852 компонента, может быть соединен с первой заданной областью интерьера кабины 1100. В данном случае составной компонент 1102 может быть установлен позади приборной панели 1104. Для иллюстрации приборная панель 1104 здесь показана пунктирными линиями.
Аналогичным образом вторая часть 854 компонента может быть соединена со второй заданной частью интерьера кабины 1100. Например, в одном варианте исполнения вторая часть 854 компонента может быть соединена с первой дверью 1130. В частности, вторая часть 854 компонента может быть собрана как элемент отделки первой двери 1130. Аналогичным образом третья часть 856 компонента может быть соединена со второй дверью 1132. В частности, третья часть 856 компонента может быть поставлена как элемент отделки второй двери 1132.
Четвертая часть 858 (см. фиг.19 и 20) компонента может быть также соединена с первой дверью 1130. В некоторых случаях четвертая часть 858 компонента содержит первый проем 870, выполненный для установки в нем ручки 1202. Аналогичным образом, четвертая часть 858 компонента содержит второй проем 1206, выполненный для установки в нем запорной кнопки 1204. При такой конструкции четвертая часть 858 компонента выполнена для обеспечения стилизованной отделки для ручки 1202 и запорной кнопки 1204.
Применение такой предпочтительной компоновки может обеспечить снижение стоимости изготовления благодаря использованию одной пресс-формы для изготовления множества различных частей компонента, предназначенных для использования в автомобиле. В частности, количество этапов, используемых для создания многокомпонентных частей, соответствующих различным заданным областям автомобиля, может быть уменьшено в сравнении с традиционными способами.
Хотя в данном варианте исполнения рассмотрен способ изготовления множества частей, которые соединяют с различными заданными областями автомобиля, следует понимать, что данный процесс не ограничен использованием, связанным с автомобилем. В общем, способ, описанный здесь, можно применять в любом традиционном способе литья под давлением для повышения суммарной эффективности процесса литья под давлением.
Хотя описаны различные варианты исполнения изобретения, авторы считают описание скорее примерным, чем ограничительным, и специалисту в данной области техники должно быть понятно, что может быть предложено еще множество вариантов исполнения и способов реализации, которые подпадали бы под объем изобретения. В соответствии с этим, изобретение не ограничено ничем, кроме прилагаемой формулы изобретения и ее эквивалентов. Кроме того, могут быть предложены различные модификации и изменения в пределах объема прилагаемой формулы изобретения.
Изобретения относятся к области машиностроения, а именно к вариантам конструкции элементов кузовов и вариантам способа их изготовления. Согласно первому варианту составной компонент содержит две части компонента и третью часть, которая проходит между ними. Первая и вторая части компонента изготовлены из материала, содержащего магний, а третья часть - из материала, содержащего алюминий. Первая и вторая части составляют большую часть составного компонента. Согласно второму варианту первая часть компонента выполнена с возможностью крепления к первой боковой стороне автомобиля и содержит, по меньшей мере, одно отверстие, для удержания компонента центральной консоли автомобиля. Вторая часть выполнена с возможностью крепления ко второй боковой стороне автомобиля, при этом вторая часть компонента отстоит от первой части компонента. Согласно первому варианту способа изготовления компонентов для автомобиля используется пресс-форма для формования комплексной части, содержащей первую часть, сформированную за одно целое со второй частью. Затем отделяют первую часть компонента от второй части. Первая часть крепится к первой заданной области автомобиля, а вторая часть крепится ко второй заданной области автомобиля. Согласно второму варианту в способе для формования первой и второй частей используют первую и вторую полости, связанные с пресс-формой. Третья часть компонента вводится между первой и второй частями компонента и формирует составной компонент. Согласно третьему варианту в способе используется пресс-форма для формования комплексной части, изготавливаемой из первого материала и содержащей первую часть, сформованную за одно целое со второй частью, затем первая часть отделяется от второй части. Третья часть собирается с первой частью, изготовленной из другого материала, для формирования составного компонента. Достигается снижение веса и увеличение прочности. 5 н. и 27 з.п. ф-лы, 20 ил.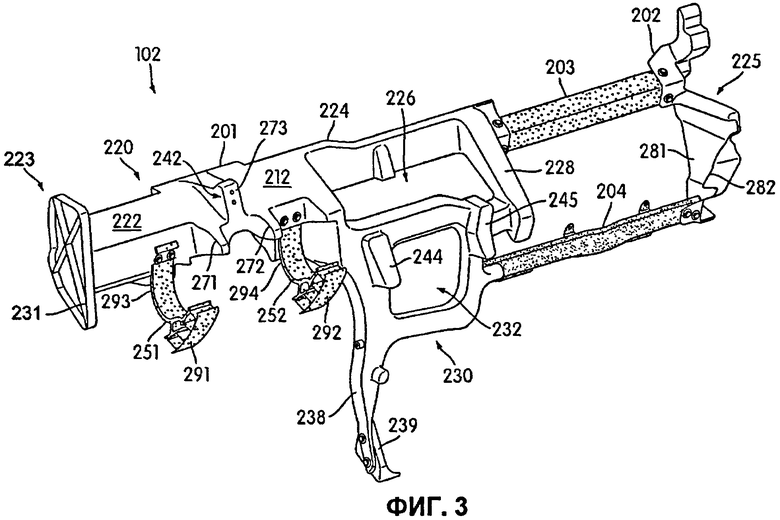
1. Составной компонент, содержащий:
первую часть компонента и вторую часть компонента;
третью часть компонента, проходящую между первой частью компонента и второй частью компонента;
при этом первая часть компонента и вторая часть компонента изготовлены из материала, содержащего магний, а третья часть компонента изготовлена из материала, содержащего алюминий;
причем первая часть компонента и вторая часть компонента составляют существенно большую часть составного компонента.
2. Составной компонент по п.1, в котором первая часть компонента и вторая часть компонента изготовлены из магниевого сплава.
3. Составной компонент по п.1, в котором третья часть компонента изготовлена из алюминиевого сплава.
4. Составной компонент по п.1, в котором третья часть компонента является экструдированной частью.
5. Составной компонент по п.1, в котором первая часть компонента и вторая часть компонента являются частями, изготовленными литьем под давлением.
6. Составной компонент по п.1, содержащий четвертую часть компонента, проходящую между первой частью компонента и второй частью компонента, параллельно третьей части компонента.
7. Составной компонент для узла кабины автомобиля, содержащий:
первую часть компонента, выполненную с возможностью ее прикрепления к первой боковой стороне автомобиля;
причем первая часть компонента содержит, по меньшей мере, одно отверстие, выполненное для поддержания компонента центральной консоли автомобиля;
вторую часть компонента, выполненную с возможностью прикрепления ко второй боковой стороне автомобиля, при этом вторая часть компонента отстоит от первой части компонента;
третью часть компонента, проходящую, по существу, в боковом направлении между первой частью компонента и второй частью компонента, причем третья часть компонента выполнена с возможностью обеспечения соединения первой части компонента со второй частью компонента;
при этом первая часть компонента и вторая часть компонента изготовлены из материала, содержащего магний, а третья часть компонента изготовлена из материала, содержащего алюминий.
8. Составной компонент по п.7, содержащий, по меньшей мере, один коленный буфер, прикрепленный к первой части компонента.
9. Составной компонент по п.7, в котором первая часть компонента выполнена для поддержания узла рулевой колонки.
10. Составной компонент по п.9, содержащий первый коленный буфер и второй коленный буфер, которые прикреплены к первой части компонента вблизи узла рулевой колонки.
11. Составной компонент по п.7, в котором первая часть компонента содержит верхнюю часть, проходящую, по существу, в боковом направлении, и нижнюю часть, проходящую по направлению к полу автомобиля.
12. Составной компонент по п.11, в котором нижняя часть содержит ножку, выполненную с возможностью прикрепления к кронштейну.
13. Составной компонент по п.7, содержащий четвертую часть компонента, расположенную между первой частью компонента и второй частью компонента, причем четвертая часть компонента ориентирована, по существу, в сходном с третьей частью компонента направлении.
14. Способ изготовления компонентов для автомобиля, включающий
этапы:
использования пресс-формы для формования комплексной части, содержащей первую часть компонента, сформированную за одно целое со второй частью компонента;
отделения первой части компонента от второго компонента; и прикрепления первой части компонента к первой заданной области автомобиля, и прикрепления второй части компонента ко второй заданной области автомобиля.
15. Способ по п.14, при котором первую часть компонента изготавливают из материала, содержащего магний.
16. Способ по п.14, при котором вторую часть компонента изготавливают из материала, содержащего магний.
17. Способ по п.14, при котором этап отделения первой части компонента от второй части компонента включает этап сборки первой части компонента с третьей частью компонента для формирования составного компонента.
18. Способ по п.17, при котором третью часть компонента изготавливают из материала, содержащего алюминий.
19. Способ по п.18, при котором этап прикрепления первой части компонента к первой заданной области включает прикрепление составного компонента к первой заданной части.
20. Способ изготовления составного компонента, включающий этапы:
формования первой части компонента и второй части компонента с использованием первой полости и второй полости, связанных с пресс-формой, причем первая полость отделена от второй полости первым расстоянием;
введения третьей части компонента между первой частью компонента и второй частью компонента и формования составного компонента;
при этом первая часть компонента отделена от второй части компонента вторым расстоянием, которое значительно больше первого расстояния.
21. Способ по п.20, при котором после этапа введения третьей части компонента выполняют этап введения четвертой части компонента между первой частью компонента и второй частью компонента.
22. Способ по п.20, при котором длина составного компонента значительно больше длины пресс-формы.
23. Способ по п.20, при котором первую часть компонента и вторую часть компонента изготавливают из материала, содержащего магний.
24. Способ по п.20, при котором третью часть компонента изготавливают из материала, содержащего алюминий.
25. Способ по п.21, при котором четвертую часть компонента изготавливают из материала, содержащего алюминий.
26. Способ по п.20, при котором составной компонент является подвесной балкой для автомобиля.
27. Способ изготовления компонентов для автомобиля, включающий этапы:
использования пресс-формы для формования комплексной части, изготавливаемой из первого материала и содержащей первую часть, сформованную за одно целое со второй частью;
отделения первой части от второй части;
сборки первой части с третьей частью, изготовленной из второго материала, и таким образом формирования составного компонента, причем второй материал отличается от первого материала; и прикрепления составного компонента к первой заданной области автомобиля и прикрепления второго компонента ко второй заданной области автомобиля.
28. Способ по п.27, при котором первая часть связана с подвесной балкой для автомобиля.
29. Способ по п.27, при котором первая заданная область является частью рамы автомобиля.
30. Способ по п.27, при котором вторая часть связана с отделочной панелью двери автомобиля.
31. Способ по п.27, при котором вторая заданная область является дверью автомобиля.
32. Способ по п.27, при котором вторая часть является отливаемой частью, выполняемой в форме ручки двери автомобиля.
| DE 10220025 A1, 20.11.2003 | |||
| РЕЗОНАНСНЫЙ СЕНСОР ДАВЛЕНИЯ, УСИЛИЯ ИЛИ ПЕРЕМЕЩЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379638C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ изготовления прессовочных масс | 1935 |
|
SU47816A1 |

