Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для усовершенствования инжекционного формования изделий из пластмассы, с использованием дополнительного охлаждения вне инжекционной формы с целью снижения времени производственного цикла.
Уровень техники
Машины и формы для инжекционного формования, предназначенные для изготовления пластмассовых изделий способом литья под давлением, имеются на рынке. В процессе цикла формования расплавленная пластмасса инжектируется в полости формы, и обычно форма, охлаждаемая циркулирующей охлажденной водой, остается закрытой до тех пор, пока отлитое изделие не станет достаточно холодным, чтобы его можно было вытолкнуть из формы, после чего оно свободно падает под действием собственного веса.
Когда стенки литого изделия толсты, требуется большее время охлаждения, что удлиняет время цикла и снижает производительность. Чтобы преодолеть этот недостаток, имеются системы, в которых форма открывается до полного охлаждения изделия и теплое изделие выталкивается в роботизированный манипулятор, принимающий его для дальнейшего охлаждения вне формы (добавочного охлаждения) либо на одной или нескольких станциях добавочного охлаждения рядом с машиной инжекционного формования, либо в самом роботизированном манипуляторе, который в таком случае имеет встроенные средства охлаждения. В этом случае форма может быть открыта раньше для сокращения времени цикла, однако при этом необходимы значительные затраты на быстродвижущийся робот и сложные средства охлаждения. Такие способы добавочного охлаждения используются наиболее широко, и конкретный вариант представлен в документе CN 101072667 (HUSKY). Хотя этот способ обеспечивает хорошее добавочное охлаждение, он требует очень дорогого робототехнического и перегрузочного оборудования.
В других существующих способах создания добавочного охлаждения вместо выталкивания в роботизированный манипулятор изделие остается на формовочном стержне (пуансоне) инжекционной формы в течение одного или нескольких дополнительных циклов. В таких случаях должны быть предусмотрены два или несколько комплектов стержней, а также механизм подачи каждого комплекта стержней попеременно в формовочную позицию и в позиции добавочного охлаждения. Такие способы значительно удорожают инжекционные формы из-за удвоения числа стержней и других частей форм, включая отдельные средства выталкивания изделий. Например, из документа WO 00/06356 известно устройство для инжекционного формования, содержащее форму с полостями и поворотную турель со стержнями, перемещаемую между закрытым и открытым положениями (см. фиг.2, 3a-3d). Поворотная турель имеет центральный блок и четыре пластины со стержнями, каждая из которых имеет стержни в количестве, соответствующем количеству полостей в указанной форме. После того, как партия изделий была сформована, форму открывают, и турель вращается, пока сформованные изделия не достигнут самого нижнего положения, в котором их выталкивают в устройство термической обработки. Для данной конструкции необходимо несколько наборов стержней и турель, которую необходимо двигать как для обеспечения совпадения стержней с полостями, так и для открывания/закрывания формы. При этом стержни перемещаются из горизонтального положения в вертикальное путем вращения на 270 градусов с шагом в 90 градусов при каждом открытии формы.
Попытка использования вертикальных, а не горизонтальных позиций добавочного охлаждения, с тем чтобы использовать преимущество силы тяжести для поддержания контакта изделия с охлаждающими поверхностями в позициях добавочного охлаждения, описана в документе JP 2000289098 (NISSEI). Однако в этом случае используется нестандартная машина инжекционного формования с вертикальным зажимным устройством вместо обычного горизонтального зажимного устройства. Кроме того, требуется сложное перегрузочное оборудование.
Раскрытие изобретения
Соответственно, имеется потребность в способе и устройстве для эффективного охлаждения изделий вне инжекционной формы, с тем чтобы сократить время цикла, но не требующих дорогостоящих робототехнических и/или охлаждающих и/или перегрузочных средств и/или форм.
Согласно одному аспекту настоящего изобретения предлагается устройство для инжекционного формования, содержащее открываемую форму с полостями для инжекционного формования изделий и полости добавочного охлаждения, расположенные под полостями для инжекционного формования, причем полости добавочного охлаждения выполнены таким образом, чтобы в процессе работы, после освобождения из полостей для инжекционного формования, в них могли перемещаться, по меньшей мере частично под действием силы тяжести, освобожденные сформованные изделия.
Устройство для инжекционного формования предпочтительно включает несколько направляющих средств для направления в процессе работы освобожденного изделия в соответствующую полость добавочного охлаждения. Направляющие средства могут включать группу лотков, верхние края которых могут позиционироваться для приема соответственных изделий, освобожденных из формовочных полостей, а нижние края могут позиционироваться для выгрузки изделий в выбранные позиции добавочного охлаждения. Формовочные полости предпочтительно расположены рядами, а группа лотков выстроена так, чтобы их верхние края были одинаково ориентированы относительно каждой из соответственных формовочных полостей. Направляющие средства могут перемещаться вместе между верхней позицией приема и нижней позицией выдачи. Каждое из направляющих средств может включать освобождаемый удерживающий элемент для удержания изделия, по меньшей мере, частично в направляющем средстве. Элемент должен быть освобождаемым, чтобы он давал возможность удерживаемым изделиям падать в соответственные полости добавочного охлаждения. Удерживающие элементы могут быть выполнены так, чтобы они освобождались при вертикальном перемещении направляющих средств, когда направляющее средство приближается к нижней позиции выдачи или достигает ее.
Устройство для инжекционного формования предпочтительно включает элементы захвата для захвата охлажденных изделий в полостях добавочного охлаждения, выемки их из упомянутых полостей и освобождения изделий. Элементы захвата могут быть смонтированы на направляющих средствах или рядом с ними и могут перемещаться вертикально между позицией, в которой они используются в процессе работы для захвата соответствующих верхних частей охлажденных изделий в полостях добавочного охлаждения, и позицией, в которую захваченные изделия поднимаются из этих полостей.
Если сформованные изделия имеют форму полых труб, открытых с одного конца и закрытых с другого, каждый захватный элемент обычно включает удлиненный элемент для зацепления внутренней поверхности закрытого конца изделия в процессе работы. Удлиненные элементы могут быть подвижными относительно захватных элементов и смещенными книзу относительно них для приложения направленной вниз силы к изделиям в полостях добавочного охлаждения. По меньшей мере, некоторые из захватных элементов и/или удлиненных элементов могут быть охлаждены, чтобы благодаря этому в процессе работы отбирать тепло от изделия.
Полости добавочного охлаждения могут быть расположены в одной или нескольких группах в блоке охлаждения. Число полостей добавочного охлаждения предпочтительно - целое кратное числа полостей формы, чтобы позволить в процессе работы упомянутым изделиям оставаться в полостях добавочного охлаждения в течение времени, в общем случае, равного соответствующему кратному времени цикла процесса формования. Обычно для блока охлаждения предусматривается охлаждающее устройство. Предпочтительно блок охлаждения может перемещаться горизонтально, чтобы сцентрировать направляющие средства с выбранными полостями добавочного охлаждения.
Согласно другому аспекту изобретения предлагается способ инжекционного формования, включающий следующие шаги:
предусматривают открываемую инжекционную форму с полостями для инжекционного формования изделий;
формуют изделия в упомянутых полостях;
открывают форму для освобождения сформованных изделий и
позволяют освобожденным сформованным изделиям перемещаться, по меньшей мере, частично под действием силы тяжести, в соответственные полости добавочного охлаждения, расположенные, в общем случае, под формой.
Краткое описание графических материалов
Настоящее изобретение может быть осуществлено в различных вариантах, и ниже, только в качестве примера, будут описаны конкретные варианты его осуществления со ссылками на сопроводительные чертежи.
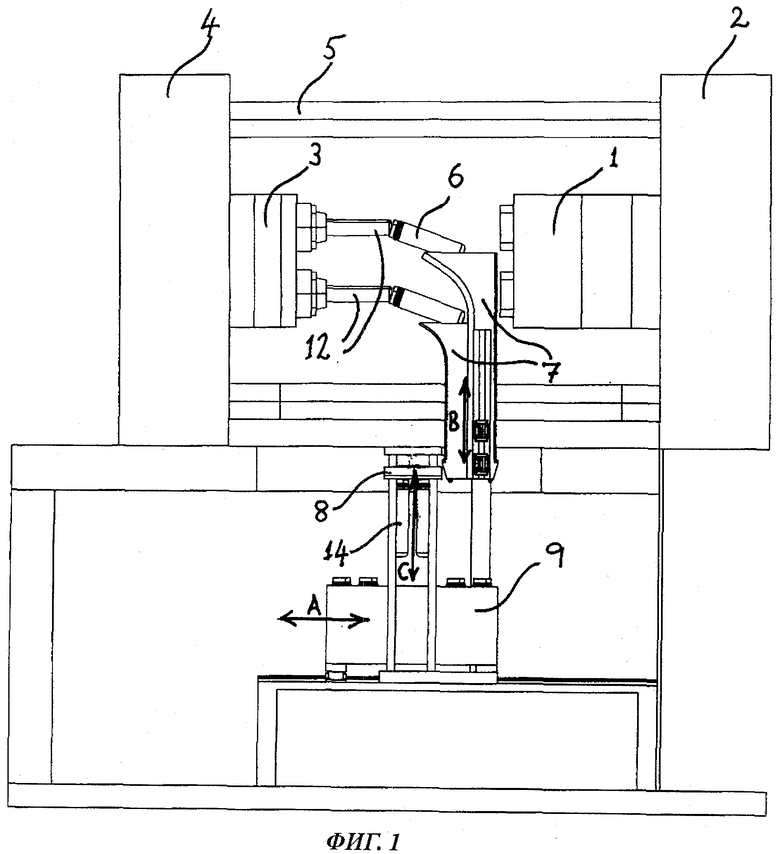
Фиг.1 представляет вид сбоку устройства для изготовления изделий посредством инжекционного формования с добавочным охлаждением согласно настоящему изобретению, с формой в открытом состоянии.
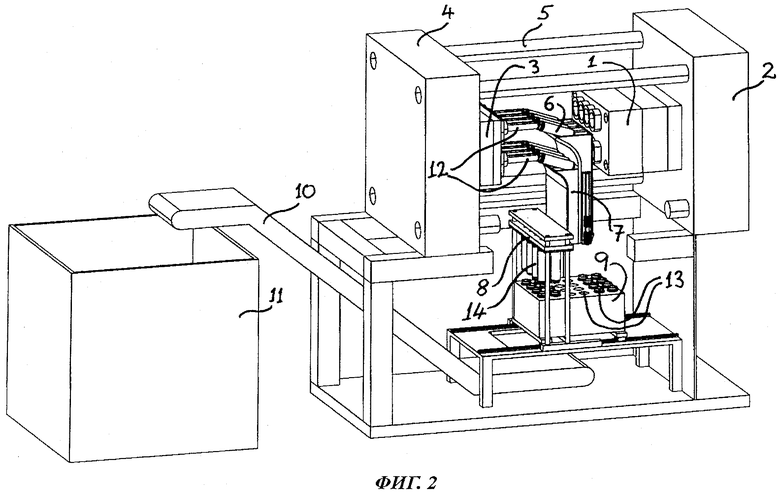
Фиг.2 представляет аксонометрическую проекцию устройства для изготовления изделий посредством инжекционного формования с добавочным охлаждением согласно настоящему изобретению, с формой в открытом состоянии.
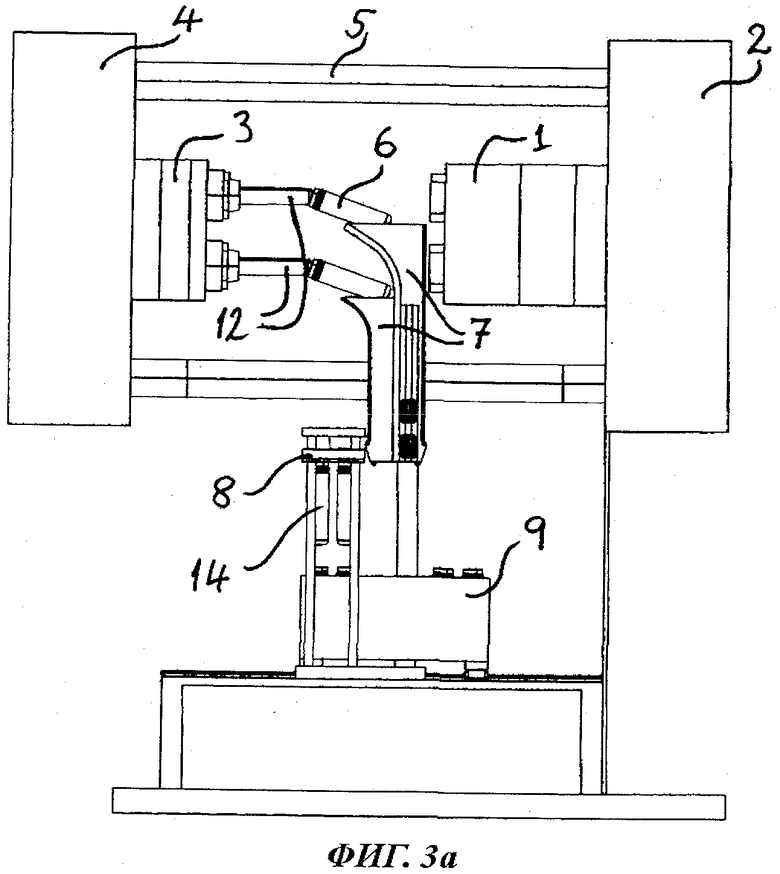
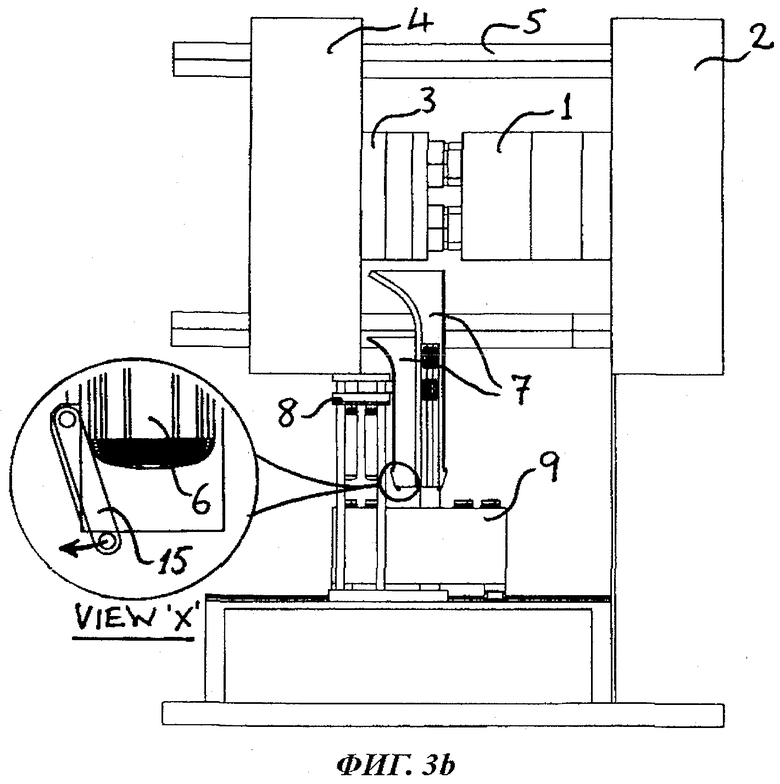
Фиг.3a и 3b иллюстрируют работу устройства для изготовления изделий посредством инжекционного формования с добавочным охлаждением согласно настоящему изобретению, в течение той фазы производственного цикла, в которой инжекционная форма открыта.
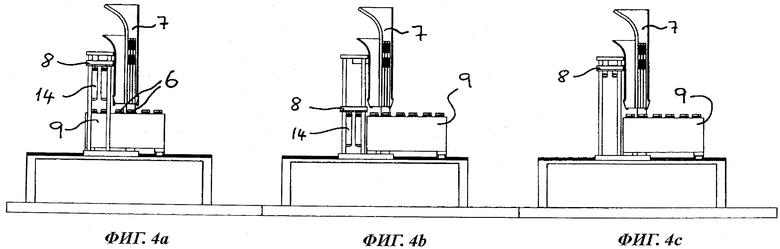
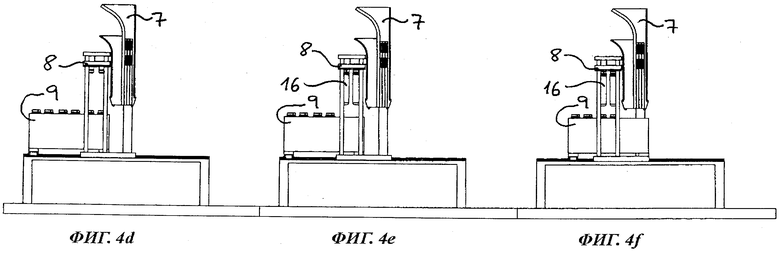
Фиг.4a-4f иллюстрируют работу устройства для изготовления изделий посредством инжекционного формования с добавочным охлаждением согласно настоящему изобретению, в течение той фазы производственного цикла, в которой инжекционная форма закрыта.
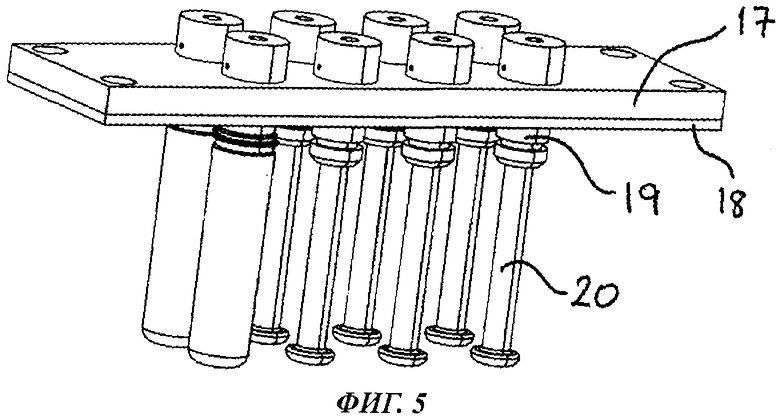
Фиг.5 представляет аксонометрическую проекцию средства переноса для извлечения изделий из их позиций охлаждения, которое также включает стержневые детали для прижима изделий к охлаждающей поверхности и для охлаждения их зоны отверстия.
Осуществление изобретения
В представленных в качестве примера вариантах осуществления литые изделия представляют собой заготовки в форме пробирок, которые обычно используются в формовании бутылок с раздувом и вытяжкой, поэтому заготовки имеют горлышко с винтовой резьбой. Для освобождения резьбовых частей заготовок, горловые части инжекционной формы (называемые горловыми кольцами) должны раскрываться, поэтому удобно располагать полости рядами. В представленном варианте осуществления изобретения полости расположены в инжекционной форме в два ряда.
В варианте исполнения, представленном на Фиг.1 и 2, инжекционная форма с неподвижной полуформой 1 смонтирована на неподвижной плите 2 машины для инжекционного формования, а подвижная полуформа 3 смонтирована на движущейся плите 4 машины для инжекционного формования; движущаяся плита 4 обычным образом направляется четырьмя траверсами 5, при этом изготавливаются изделия 6, которые выталкиваются со стержней 12 движущейся полуформы 3 и падают под действием собственного веса в направляющие лотки 7. Изделия 6 выталкиваются со стержней любым подходящим способом, используемым в традиционных машинах для инжекционного формования.
Направляющие лотки 7 ориентируют изделия для позиций охлаждения, расположенных в блоке охлаждения 9, помещенном под формой 1, 3. Одна группа захватов 8 предусмотрена для извлечения охлажденных изделий 14 из позиций охлаждения, освобождающего эти позиции охлаждения для приема новых отлитых изделий 6.
Предпочтительный вариант исполнения представлен на Фиг.1 и 2; в нем для примера инжекционная форма 1, 3 включает в общей сложности восемь полостей, расположенных по центру в зажимных плитах 2, 4 в два горизонтальных ряда по четыре полости в каждом. Позиции охлаждения 13, находящиеся в блоке охлаждения 9, могут подаваться назад и вперед в горизонтальном направлении, параллельно направлению открытия формы, как показано стрелками 'A' на Фиг.1. Направляющие лотки 7 могут подаваться в вертикальном направлении, как показано стрелками 'B' на Фиг.1. Захваты 8 также могут подаваться в вертикальном направлении, как показано стрелками 'C' на Фиг.1.
Как показано на Фиг.2, имеются три комплекта по восемь позиций охлаждения 13 в каждом, итого двадцать четыре позиции, которые расположены в шесть рядов по четыре позиции в каждом. Каждый из трех комплектов позиций охлаждения 13 может принимать изделия, отлитые в последовательных производственных циклах, таким образом, каждое изделие охлаждается в блоке охлаждения 9 в течение времени трех производственных циклов. Направляющие лотки 7 включают восемь направляющих камер, по одной камере на каждое изделие 6, отлитое в каждом производственном цикле. Группа захватов 8 включает восемь захватов, которые могут вынуть одну партию из восьми охлажденных изделий 14 из блока охлаждения 9. Захваты могут затем освободить восемь охлажденных изделий 14, которые могут упасть на транспортер 10 для перемещения в накопительный бункер 11.
Фиг.3 и 4 иллюстрируют последовательность операций в ходе одного производственного цикла для предпочтительного варианта осуществления Фиг.1 и 2. На Фиг.3 на двух видах сбоку показана последовательность операций в ходе фазы открытия формы одного производственного цикла. На Фиг.3a движущаяся плита 4 машины для инжекционного формования находится в открытом состоянии, открыв форму 1, 3 для обнажения отлитых заготовок 6, которые должны быть вытолкнуты со стержней 12 подвижной полуформы 3. Группа захватов 8 держит одну партию из восьми заготовок, которую она только что подняла из среднего из трех комплектов позиций охлаждения 14 блока охлаждения 9, чтобы освободить эти позиции для приема свежеотлитых заготовок 6. После извлечения группой захватов 8 охлажденных заготовок 14 блок охлаждения 9 горизонтально сдвигается в положение, в котором свободные позиции охлаждения сцентрованы с направляющими лотками 7 и готовы принять свежеотлитые заготовки 6.
После того, как заготовки 6 вытолкнуты, направляющие лотки сдвигаются вертикально вниз и подвижная плита 4 закрывается, как показано на Фиг.3b. В этот момент производственного цикла заготовки 6 удерживаются у дна направляющих лотков 7, как показано на увеличенном виде 'X' на Фиг.3b. Заготовки 6 удерживаются у дна направляющих лотков 7 подвижными створками 15, которые могут откидываться в направлении стрелки на увеличенном виде 'X' для освобождения заготовок 6, чтобы они могли падать в их позиции охлаждения в блоке охлаждения 9. Это может происходить сразу по завершении направляющими лотками их перемещения вниз.
На шести видах сбоку Фиг.4 показана последовательность операций в ходе той фазы одного производственного цикла, когда форма закрыта. Пока форма закрыта, параллельно с циклом инжекционного формования, как показано на Фиг.4a, заготовки 6 в результате срабатывания створок 15 у дна направляющих лотков 7 падают в соответствующий комплект позиций охлаждения в блоке охлаждения 9. Затем блок охлаждения 9 сдвигается в свою самую дальнюю позицию от группы захватов 8, как показано на Фиг.4b. Группа захватов 8, держа ранее извлеченные заготовки 14, затем сдвигается вниз в позицию готовности для освобождения заготовок 14. Лучше не позволять заготовкам пролетать, падая, большое расстояние, во избежание повреждения поверхности при ударе. На Фиг.4c заготовки 14 освобождены группой захватов 8, которая затем сдвигается вверх.
Когда группа захватов 8 свободна, блок охлаждения 9 сдвигается в позицию, соответствующую следующей партии подлежащих извлечению охлажденных заготовок, при этом группа захватов 8 располагается, как показано на Фиг.4d. Для максимизации времени охлаждения, которое заготовки проводят в позициях охлаждения, группа захватов 8 извлекает заготовки из блока охлаждения 9 как можно позже в ходе производственного цикла, непосредственно перед открытием формы или в ходе открытия. Фиг.4e показывает, что группа захватов 8 произвела извлечение охлажденных заготовок 14 из блока охлаждения 9, тем самым освободив один комплект позиций охлаждения для приема свежеотлитых заготовок в следующем цикле. На Фиг.4f блок охлаждения 9 сдвинут, чтобы сцентрировать свободные позиции охлаждения с направляющими лотками 7 в положение готовности для приема новых заготовок. После этого форма может быть открыта для следующего цикла, и как только это происходит, направляющие лотки 7 сдвигаются вверх для приема новых заготовок.
Для примера в описанном варианте осуществления настоящего изобретения в блоках охлаждения было три комплекта позиций добавочного охлаждения, но настоящее изобретение может применяться с любым целым числом комплектов позиций добавочного охлаждения; это число является числом циклов, в течение которых осуществляется добавочное охлаждение. Толщина изделий и характеристики машины для инжекционного формования могут влиять на оптимальное число комплектов позиций добавочного охлаждения.
Настоящее изобретение может быть реализовано с использованием стержневых частей, которые могут иметь двойное назначение. Во-первых, они могут использоваться для прижима книзу охлаждаемых изделий так, чтобы изделия сохраняли хороший контакт с охлаждающей поверхностью позиции охлаждения для более эффективного охлаждения. Во-вторых, учитывая, что зона отверстия литого изделия - самая горячая, может быть желательно усилить охлаждение в этой зоне, так что стержневые части могут иметь концы, форма которых соответствует внутренности изделия вблизи его отверстия, чтобы благодаря хорошему контакту с изделием стержневые части могли отбирать тепло из зоны отверстия. Для достижения этого эффекта в стержневых частях может циркулировать охлаждающая жидкость, например, охлажденная вода.
В другом варианте осуществления настоящего изобретения стержневые части объединены с группой захватов 8, как показано на Фиг.5, которая представляет аксонометрическую проекцию группы захватов с восемью захватами, включающими также восемь стержневых частей 20 для прижима и охлаждения. Имеется главная опорная пластина 17, на которой смонтированы захваты 19. В примере, представленном на Фиг.5, захваты сконструированы выступающими, чтобы зацеплять заготовки за внутреннюю поверхность горлышка. Предусмотрена такая сбрасывающая пластина 18, которая для сброса заготовок может сдвигаться вниз относительно главной пластины 17 и захватов 19, сталкивая заготовки, зацепленные захватами 19, с этих захватов. Для повышения эффективности осуществления функций прижима и охлаждения стержневые части 20 могут быть по отдельности подпружинены пружинами, прижимающими их вниз относительно главной пластины 17. В этом случае, когда группа захватов опускается в партию заготовок в ходе производственного цикла, концы всех стержневых частей 20 будут иметь хороший контакт с зоной отверстия всех заготовок, независимо от того, что вертикальные позиции заготовок могут быть не идентичными.
В предыдущих описаниях предпочтительных вариантов осуществления средства привода различных движущихся частей не были показаны, поскольку могут использоваться несколько возможных схем привода, безусловно известных специалистам.
Таким образом, раскрыты способ и устройство, которые позволяют сократить время цикла инжекционного формования пластмассовых изделий посредством применения к изделиям охлаждения вне формы, и которые могут быть просто и экономично реализованы с использованием стандартных машин и форм и не требуют использования сложного робототехнического оборудования. Посредством осуществления настоящего изобретения с дополнительным использованием стержневых частей для дополнительного прижима и/или охлаждения зоны отверстия, может быть достигнуто еще большее сокращение времени цикла и/или улучшение качества изделий.
В раскрытых вариантах осуществления предлагается способ и устройство для инжекционного формования пластмассовых изделий с дополнительным охлаждением вне инжекционной формы, предусматривающие размещение одной или нескольких позиций добавочного охлаждения под инжекционной формой и такое направление вытолкнутых изделий, чтобы они могли падать под действием собственного веса из инжекционной формы в нижерасположенные позиции охлаждения. Предусмотрены также средства извлечения охлажденных изделий из позиций охлаждения.
Предпочтительный способ обладает тем преимуществом, что перемещение изделий из формы в позиции охлаждения осуществляется очень экономично под действием собственного веса, с использованием простых направляющих средств вместо сложных роботов.
Другое преимущество заключается в том, что позиции охлаждения могут быть выполнены с малыми затратами, так как они не должны быть легкими, поскольку для сокращения времени цикла нет необходимости в очень быстрой подаче с помощью робототехнических механизмов, и любые требуемые перемещения могут быть осуществлены в течение мертвых времен производственного цикла более простыми приводными средствами с малыми скоростями.
Этот предпочтительный способ может быть реализован с использованием стандартных машин для инжекционного формования и инжекционных форм стандартных конструкций, что обеспечивает преимущество использования экономичных машин и форм с проверенными эксплуатационными характеристиками.
Следующее преимущество заключается в экономии пространства благодаря тому, что позиции охлаждения размещены в обычно не используемом пространстве под зажимным узлом машины для инжекционного формования, а не с одной или с обеих сторон машины, как в традиционных способах. Кроме того, способ и устройство легко могут быть приспособлены или применены к уже существующим комбинациям машина/форма.
Таким образом, в этом предпочтительном способе предусмотрены позиции добавочного охлаждения, размещенные под инжекционной формой, и предусмотрены также инновационные направляющие средства для направления вытолкнутых заготовок при их перемещении, по меньшей мере, частично под действием собственного веса из инжекционной формы в соответствующие позиции охлаждения. Далее, предусмотрены средства перемещения изделия, чтобы охлажденные изделия могли быть извлечены из позиций добавочного охлаждения.
Термин "размещенные под" означает варианты исполнения, в которых позиции добавочного охлаждения размещены вертикально под формовочными полостями, равно как и те варианты, в которых позиции добавочного охлаждения размещены внизу с одной стороны.
Число позиций добавочного охлаждения может быть любым целым кратным числу формовочных полостей. По существу, это целое кратное является числом формовочных циклов, в течение которых добавочное охлаждение может применяться к каждому отлитому изделию после его выталкивания из инжекционной формы. Все такие позиции охлаждения могут быть удобно расположены очень близко друг от друга, в одном компактном блоке добавочного охлаждения, который может быть снабжен простыми средствами охлаждения, например, циркулирующей охлажденной водой, и реализован с небольшими затратами. Направляющие средства могут направлять падающие заготовки в позиции, расположенные близко друг от друга, что позволяет сделать расстояние между соседними позициями охлаждения меньше, чем соответствующее расстояние в инжекционной форме.
В традиционных способах использования добавочного охлаждения отлитые изделия обычно остаются на формовочных стержнях (пуансонах) инжекционной формы и выталкиваются в горизонтально расположенные приемники на робототехнических устройствах перемещения/охлаждения. В предпочтительном варианте осуществления настоящего изобретения позиции добавочного охлаждения также выполнены в виде приемников, но ориентированы, в общем случае, вертикально, а не горизонтально. Благодаря этому изделие падает в нужную позицию и, поскольку оно подвергается усадке в ходе охлаждения, может под действием собственного веса принудительно сохранять хороший контакт с охлаждающей поверхностью приемника позиции охлаждения для более эффективного охлаждения. В тех случаях, когда вес изделия недостаточен для достижения этого эффекта под действием собственного веса, могут быть предусмотрены дополнительные средства прижима или подталкивания изделия для контакта с охлаждающей поверхностью.
Одним из таких средств могут быть стержневые части, размещенные внутри изделий и подталкивающие изделия к охлаждающей поверхности либо под действием собственного веса, либо под действием внешней силы, например, пружины. Такие стержневые части также могут охлаждаться, например, циркулирующей охлажденной водой, чтобы они могли дополнительно выполнять функцию охлаждения изделий с их внутренней поверхности, тем самым усиливая эффект охлаждения в позиции добавочного охлаждения. В частности, такие стержневые части могут быть очень эффективны для охлаждения зоны отверстия изделий, которая является самой горячей зоной и обычно требует дополнительного охлаждения; такая особенность тем более выгодна, что она важна для достижения высокой прозрачности в зоне отверстия при использовании кристаллического или частично-кристаллического полимерного материала, например, PET (polyethyleneterephthalate - ПЭТФ, полиэтилентерефталат).
Если изготавливаемые изделия имеют конструктивные особенности, которые требуют наличия в форме ползунов для освобождения изделий в ходе выталкивания, формовочные полости обычно располагают в линию или в ряд, чтобы облегчить перемещение ползуна. В некоторых вариантах осуществления, чтобы облегчить направление вытолкнутых изделий вниз, в позиции охлаждения, такие ряды полостей идут горизонтально, а не вертикально, как в традиционных способах.
Позиции охлаждения могут быть снабжены приводными средствами для подачи их в места, сцентрованные с направляющими средствами (для приема новых отлитых изделий) или с транспортировочными средствами (для извлечения изделий или подачи/отвода стержней), или в места, где можно осуществить выдачу изделия из системы. Все такие перемещения могут быть осуществлены в течение цикла инжекционного формования, когда форма закрыта, так что времена, требуемые для таких перемещений, не добавляются к времени производственного цикла. В результате такие перемещения могут быть осуществлены с помощью простых низкоскоростных дешевых средств.
Предпочтительный вариант осуществления предусматривает устройство инжекционного формования для формования пластмассовых изделий с применением добавочного охлаждения вне инжекционной формы, включающее:
- инжекционную форму с несколькими полостями для формования пластмассовых изделий;
- формовочные средства для инжектирования пластического материала в упомянутую инжекционную форму;
- средства открытия формы для горизонтального открытия и закрытия упомянутой инжекционной формы в процессе работы, чтобы можно было освободить отлитые изделия;
- позиции добавочного охлаждения, расположенные под формовочными полостями,
- направляющие средства для направления освобожденных изделий при их перемещении, по меньшей мере, частично под действием собственного веса в позиции добавочного охлаждения, и
транспортировочные средства для извлечения изделий из позиций добавочного охлаждения и, опционно, для подвода стержневых частей к изделиям и отвода этих частей.
Формовочные средства и средства открытия формы могут быть выполнены так же, как в традиционных машинах для инжекционного формования. Позиции добавочного охлаждения могут располагаться вертикально под формами или ниже и сбоку. Устройство транспортировки изделий может включать любое подходящее приспособление, но, как правило, включает группу или несколько групп средств для захвата и освобождения изделий, а также приводные средства для перемещения упомянутых групп в места добавочного охлаждения и от них. Такое устройство может также включать упомянутые стержневые части и приводные средства для таких частей.
Предпочтительный вариант осуществления предусматривает способ инжекционного формования пластмассовых изделий с применением добавочного охлаждения вне инжекционной формы, который включает следующие шаги:
- инжектируют пластический материал в предусмотренную инжекционную форму, формуя тем самым пластмассовые изделия;
- после частичного охлаждения отлитых изделий в упомянутой форме открывают форму;
- освобождают отлитые изделия и позволяют им проходить, по меньшей мере, частично под действием собственного веса, сквозь предусмотренные направляющие средства в предусмотренные позиции добавочного охлаждения, расположенные под упомянутой инжекционной формой,
- до упомянутого освобождения упомянутых отлитых изделий извлекают охлажденные изделия из упомянутых позиций добавочного охлаждения, тем самым освобождая эти позиции для приема упомянутых отлитых изделий;
- опционно подводят стержневые части к изделиям в упомянутых позициях охлаждения и отводят эти части.
В каждого цикле между закрытием и открытием формы изделия отливаются в формовочных полостях предусмотренной инжекционной формы, а ранее отлитые изделия охлаждаются в позициях добавочного охлаждения. Число позиций добавочного охлаждения, которые могут быть заполнены изделиями, подлежащими охлаждению, определяет число циклов, в течение которых каждое изделие остается на добавочном охлаждении. Непосредственно перед открытием формы или в ходе открытия транспортировочное устройство извлекает одну партию полностью охлажденных изделий из их позиций охлаждения, освобождая эти позиции для приема свежеотлитых изделий, которые выталкиваются из инжекционной формы.
Некоторые перемещения, требуемые для направляющих средств, и/или транспортировочных средств, и/или блока охлаждения, осуществляются с использованием перемещения подвижной плиты машины для инжекционного формования. Это устраняет потребность в дополнительных приводных средствах. Так, например, направляющие средства могут быть связаны с подвижной плитой так, чтобы подвижная плита, открываясь, сдвигала направляющие средства в нужное положение для направления свежеотлитых и вытолкнутых изделий в позиции охлаждения. Аналогично, при закрытии подвижная плита отодвигает направляющие средства, чтобы можно было осуществить закрытие формы.
Изобретение относится к способу и устройству для инжекционного формования. Устройство содержит открываемую форму с полостями для инжекционного формования изделий. Полости добавочного охлаждения расположены под полостями для инжекционного формования и выполнены таким образом, чтобы в процессе работы, после освобождения из полостей для инжекционного формования, в них могли перемещаться, по меньшей мере частично под действием силы тяжести, освобожденные сформованные изделия. Верхние края группы лотков выполнены с возможностью позиционирования для приема соответственных изделий, освобожденных из полостей для инжекционного формования. Нижние края выполнены с возможностью позиционирования для выгрузки изделий в выбранные полости добавочного охлаждения. Полости для инжекционного формования расположены рядами, а группа лотков выстроена так, чтобы их верхние края были по существу одинаково ориентированы относительно каждой из соответственных полостей для инжекционного формования. Изобретение обеспечивает снижение времени производственного цикла. 2 н. и 13 з.п. ф-лы, 11 ил.
1. Устройство для инжекционного формования, содержащее:
открываемую форму (1, 3) с полостями и формовочными стержнями (12), проходящими по существу горизонтально, для инжекционного формования изделий (6);
направленные по существу вертикально полости добавочного охлаждения (13), расположенные под полостями для инжекционного формования, причем полости добавочного охлаждения выполнены таким образом, чтобы в процессе работы, после освобождения из полостей для инжекционного формования и выталкивания с формовочных стержней (12), в них могли перемещаться, по меньшей мере частично под действием силы тяжести, освобожденные сформованные изделия (6); и
группу лотков (7), верхние края которых выполнены с возможностью приема соответственных сформованных изделий, освобожденных из полостей для инжекционного формования, а нижние края выполнены с возможностью выгрузки изделий в соответствующие выбранные полости добавочного охлаждения (13),
отличающееся тем, что указанные лотки (7) выполнены с возможностью в процессе работы устройства принимать сформованные изделия после их освобождения с формовочных стержней (12) и изменять ориентацию каждого сформованного изделия (6) на по существу вертикальную для их перемещения в соответствующие выбранные полости добавочного охлаждения (13).
2. Устройство по п.1, отличающееся тем, что полости для инжекционного формования расположены рядами, а группа лотков (7) выстроена так, чтобы их верхние края были по существу одинаково ориентированы относительно каждой из соответственных полостей для инжекционного формования.
3. Устройство по п.1, отличающееся тем, что лотки (7) могут совместно перемещаться между верхней позицией приема и нижней позицией выдачи.
4. Устройство по п.1 или 3, отличающееся тем, что каждый из лотков (7) включает освобождаемый удерживающий элемент (15) для удержания изделия, по меньшей мере, частично в указанном лотке и обеспечения возможности удерживаемым изделиям падать в соответственные полости добавочного охлаждения (13).
5. Устройство по п.4, отличающееся тем, что удерживающие элементы (15) выполнены так, чтобы они освобождались при вертикальном перемещении лотков (7), когда указанные лотки приближаются к нижней позиции выдачи или достигает ее.
6. Устройство по п.1, отличающееся тем, что включает элементы захвата (8) для захвата охлажденных изделий (14) в полостях добавочного охлаждения (13), выемки их из указанных полостей и освобождения изделий.
7. Устройство по п.6, отличающееся тем, что элементы захвата (8) смонтированы на лотках (7) или рядом с ними и могут перемещаться вертикально между позицией, в которой они используются для захвата в процессе работы соответствующих верхних частей охлажденных изделий (14) в полостях добавочного охлаждения, и позицией, в которую захваченные изделия поднимаются из этих полостей.
8. Устройство по п.6 или 7, отличающееся тем, что сформованные изделия (6) имеют форму полых труб, открытых с одного конца и закрытых с другого, а каждый элемент захвата (8) включает удлиненный элемент (20) для зацепления внутренней поверхности закрытого конца изделия в процессе работы.
9. Устройство по п.8, отличающееся тем, что удлиненные элементы (20) подвижны относительно элементов захвата (8) и смещены книзу относительно них для приложения направленной вниз силы к изделиям в полостях добавочного охлаждения.
10. Устройство по п.8, отличающееся тем, что, по меньшей мере, некоторые из элементов захвата (8) и/или удлиненных элементов (20) охлаждены, чтобы в процессе работы отбирать тепло от указанного изделия.
11. Устройство по п.1, отличающееся тем, что полости добавочного охлаждения (13) расположены в одной или более группах в блоке охлаждения (9).
12. Устройство по п.11, отличающееся тем, что число полостей добавочного охлаждения (13) составляет целое, кратное числу полостей для инжекционного формования, чтобы позволить в процессе работы указанным изделиям оставаться в полостях охлаждения в течение времени, в общем случае, равного соответствующему кратному времени цикла процесса формования.
13. Устройство по п.11, отличающееся тем, что для блока охлаждения (9) предусмотрено охлаждающее устройство.
14. Устройство по одному из пп.11-13, отличающееся тем, что блок охлаждения (9) может перемещаться горизонтально, чтобы сцентрировать лотки (7) с выбранными полостями добавочного охлаждения (13).
15. Способ инжекционного формования, включающий следующие шаги:
предусматривают открываемую инжекционную форму (1, 3) с полостями и формовочными стержнями (12), проходящими по существу горизонтально, для инжекционного формования изделий (6);
формуют изделия (6) в указанных полостях;
открывают указанную форму для освобождения сформованных изделий (6) на указанных формовочных стержнях (12);
выталкивают указанные сформованные изделия с указанных формовочных стержней (12);
позволяют вытолкнутым сформованным изделиям (6) перемещаться, по меньшей мере частично под действием силы тяжести, в соответственные направленные по существу вертикально полости добавочного охлаждения, расположенные, в общем случае, под указанной формой,
отличающийся тем, что каждое вытолкнутое сформованное изделие (6) падает в соответствующий лоток (7), который изменяет ориентацию каждого сформованного изделия (6) на по существу вертикальную для их перемещения в соответствующие выбранные полости добавочного охлаждения (13).
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И СПОСОБ ПОЛУЧЕНИЯ ПЛАСТМАССОВЫХ ОБЪЕКТОВ | 2004 |
|
RU2346811C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2133654C1 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ И СОЗДАНИЯ НЕОБХОДИМЫХ ТЕМПЕРАТУРНЫХ УСЛОВИЙ ДЛЯ ОБЪЕКТА ТРУБЧАТОЙ ФОРМЫ | 2002 |
|
RU2283230C2 |
| УСТРОЙСТВО И СПОСОБ ПОСТФОРМОВОЧНОГО ОХЛАЖДЕНИЯ, ПРЕДУСМАТРИВАЮЩИЕ ПОВОРОТ И ПОПЕРЕЧНОЕ ПЕРЕМЕЩЕНИЕ | 2003 |
|
RU2294832C2 |
| Насос для подачи горючей жидкости в двигателях внутреннего горения и механического распыливания этой жидкости | 1926 |
|
SU6356A1 |

