Изобретение относится к области электротехники и приборостроения и может быть использовано в системах управления различных объектов, в том числе и летательных аппаратов в условиях значительных механических нагрузок.
К датчикам предъявляются следующие основные требования: высокая чувствительность, стабильность и точность выходной характеристики, минимальное влияние внешних факторов, простая и технологичная конструкция [1].
Широкое распространение получили индукционные датчики угла электромашинного типа с явно выраженными полюсами на статоре и роторе [1, 2].
Одним из основных факторов, влияющих на погрешность измерений угла таких датчиков, является относительная величина неравномерности воздушного зазора между статором и ротором, обусловленная несоосностью расположения ротора в расточке статора. Это определяется погрешностями изготовления узлов и деталей (статора, корпуса, подшипниковых щитов, ротора). Повышение точности изготовления деталей в существующих конструкциях проблему повышения точности характеристик датчиков не решает.
Существуют способы уменьшения несоосности положения ротора в статоре методом сборки статора и подшипниковых щитов в корпусе на термокомпенсирующей оправке и с использованием так называемой "проходной" конструкции, в которой расточка статора и подшипниковые гнезда совместно обрабатываются после сборки в корпусе под один диаметр притиром или другими способами.
В первом случае конструкция датчика остается сравнительно сложной, а изготовление трудоемким. Во втором случае затруднено удаление продуктов обработки из внутренних полостей корпуса с обмотанным статором.
Известен вариант формовки подшипниковых гнезд методом заливки эпоксидного состава вокруг точной оправки, плотно вставленной в расточку статора. Такая конструкция проста и технологична, но не обеспечивает достаточной точности и стабильности датчика за счет изменения размеров подшипниковых гнезд при полимеризации заливочного эпоксидного состава (до 5%).
Целью данного технического решения является повышение точностных характеристик датчика при сохранении простоты конструкции и технологичности. Указанная цель достигается тем, что подшипниковые гнезда армируются жесткими кольцевыми изоляционными втулками, охватывающими лобовые части обмоток статора.
Технология сборки датчика (см. чертеж) следующая.
Статор (1) с обмотками, на лобовые части которых надеты армирующие втулки (2), вставляется в корпус (3). При необходимости выводы обмоток распаиваются на штепсельный разъем (4). Сборка заливается эпоксидным составом. Затем в расточку статора плотно вставляется точная оправка, вокруг которой и формируются заливкой (5) подшипниковые гнезда.
Таким образом, за одну операцию заливки пропитывается и вклеивается статор, фиксируется монтаж, крепится штепсельный разъем и оформляются подшипниковые гнезда. После полимеризации состава и термоциклирования оправка извлекается из сборки, с открытого торца снимаются излишки заливочного состава, вставляется ротор (6) с подшипниками (7) и плоский фланец (8), после чего датчик зачеканивается. Резьбовые соединения отсутствуют. Оформленные заливочным составом гнезда под подшипники соосны расточке статора. Толщина состава между армирующими втулками и подшипниками составляет не более 0,15 мм, усадка которой на 5% при полимеризации практически не влияет на размеры гнезд и, в конечном итоге, на погрешности датчика.
Литература
1. Агейкин Д.И., Костина Е.Н., Кузнецова Н.Н. Датчики систем автоматического контроля и регулирования. М., Машгиз, 1959.
2. Пульер Ю.М. Индукционные электромеханические элементы вычислительных и дистанционно-следящих систем. М., Машиностроение, 1964.
3. Свидетельство РФ №1076738 на полезную модель / Трансформаторный датчик угла поворота / Савченко М.Г., Мирютов А.В., Березиков A.M. G01B 7/30. Бюл. №8, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления статора электрической машины | 1987 |
|
SU1476569A1 |
| Способ изготовления электродвигателя | 1988 |
|
SU1713027A1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| ГИЛЬЗА РЕАКТИВНОЙ СИНХРОННОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ СТАТОРА | 2008 |
|
RU2373622C1 |
| Способ изготовления электрической машины | 1976 |
|
SU695591A3 |
| Электродвигатель | 1979 |
|
SU838914A1 |
| ЭЛЕКТРОДВИГАТЕЛЬ ДЛЯ ВЕНТИЛЯТОРА | 1967 |
|
SU223890A1 |
| Станок для сборки подшипниковых узлов | 1981 |
|
SU1017464A2 |
| Способ капсулирования обмотки статора взрывозащищенного электродвигателя и оснастка для его осуществления | 1991 |
|
SU1819367A3 |
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
Изобретение относится к области приборостроения и может быть использовано в системах управления различных объектов, в том числе и летательных аппаратов, в условиях значительных механических перегрузок. Устройство содержит статор с обмотками и ротор с подшипниками, взаимно соосно зафиксированными в корпусе заливочным эпоксидным составом. При этом на лобовые части обмоток статора надеты жесткие изолирующие втулки с возможностью армирования гнезд подшипников ротора. Технический результат заключается в повышении точности измерений датчика за счет уменьшения несоосности положения ротора и статора. 1 ил.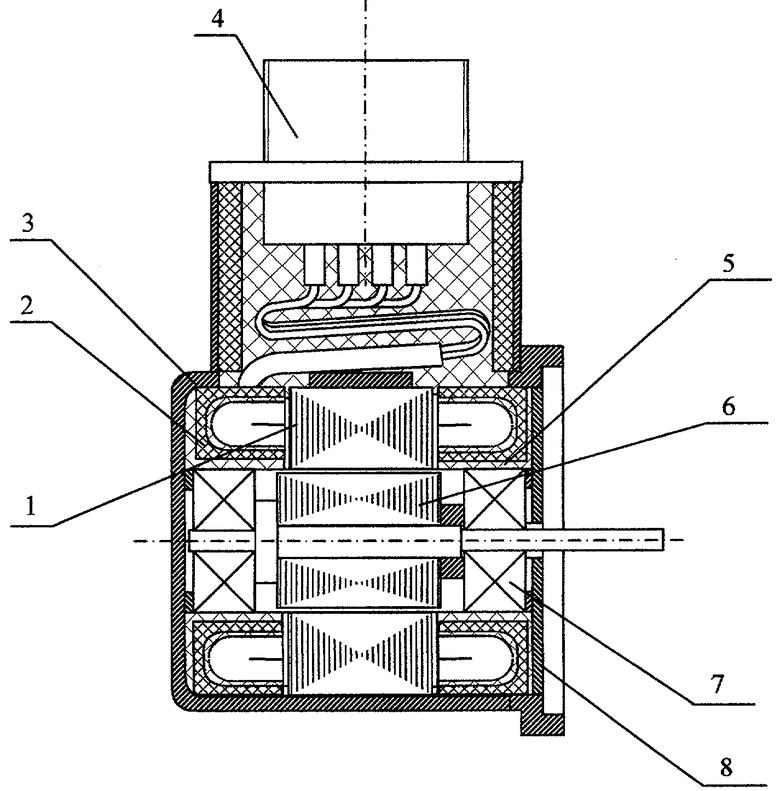
Малогабаритный датчик угловых перемещений повышенной точности электромашинного типа, содержащий статор с обмотками и ротор с подшипниками, взаимно соосно зафиксированными в корпусе заливочным эпоксидным составом, отличающийся тем, что на лобовые части обмоток статора надеты жесткие изолирующие втулки с возможностью армирования гнезд подшипников ротора.
| Трансформаторный датчик угла поворота | 1982 |
|
SU1076738A1 |
| ДАТЧИК УГЛОВЫХ ПЕРЕМЕЩЕНИЙ | 1982 |
|
SU1040891A1 |
| Способ изготовления электрической машины | 1976 |
|
SU695591A3 |
| Способ установки судовых центрируемых механизмов, приборов и подшипников валопроводов | 1959 |
|
SU123419A1 |
| ДАТЧИК УГЛОВЫХ ПЕРЕМЕЩЕНИЙ | 1998 |
|
RU2148788C1 |

