(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ
12
МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления статора электрической машины | 1987 |
|
SU1476569A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2016 |
|
RU2670094C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2017 |
|
RU2673450C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Оправка для заливки обмотки статора электрической машины изоляционным материалом | 1982 |
|
SU1136263A1 |
| Способ изготовления статора электрической машины | 1986 |
|
SU1427506A1 |
| МАЛОГАБАРИТНЫЙ ДАТЧИК УГЛОВЫХ ПЕРЕМЕЩЕНИЙ ПОВЫШЕННОЙ ТОЧНОСТИ | 2008 |
|
RU2407987C2 |
| Оправка для заливки обмотки статора электрической машины | 1990 |
|
SU1781781A1 |
| ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА С СЕРВОДВИГАТЕЛЕМ | 2006 |
|
RU2401722C2 |
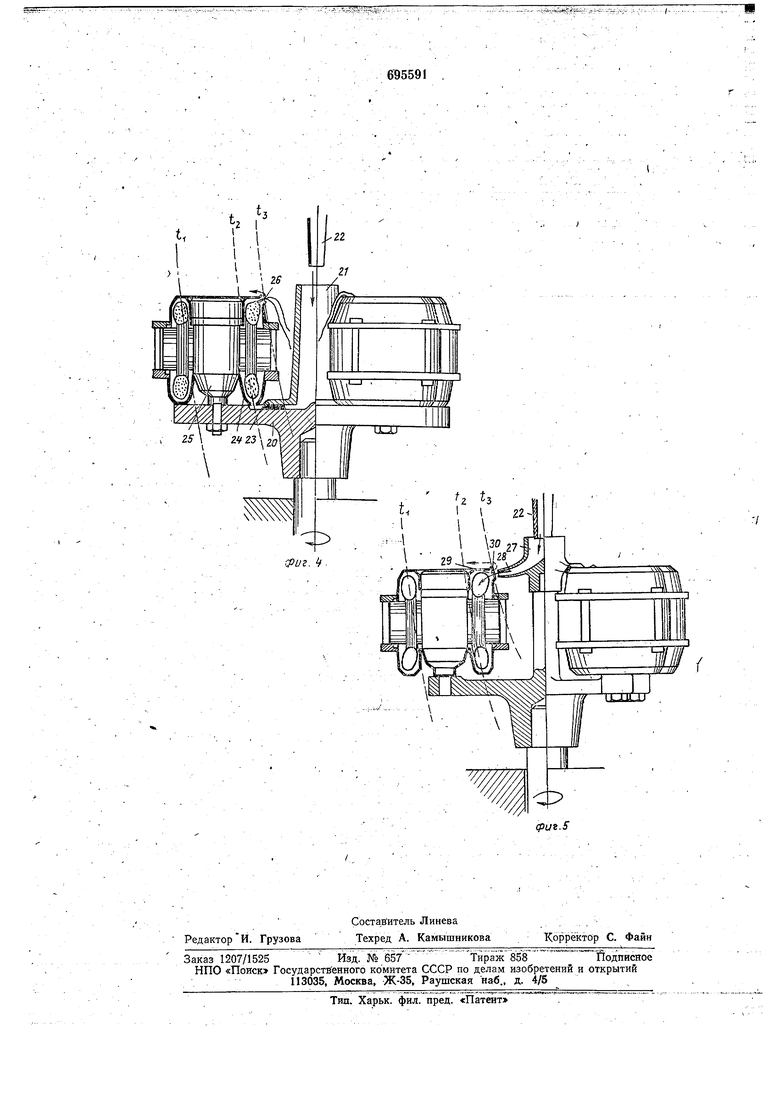
ливки изоляционного материала снизу; на фиг. 5 - устроййтво длй залйв1г :ийЗоЭ1Яционного материала сверху.
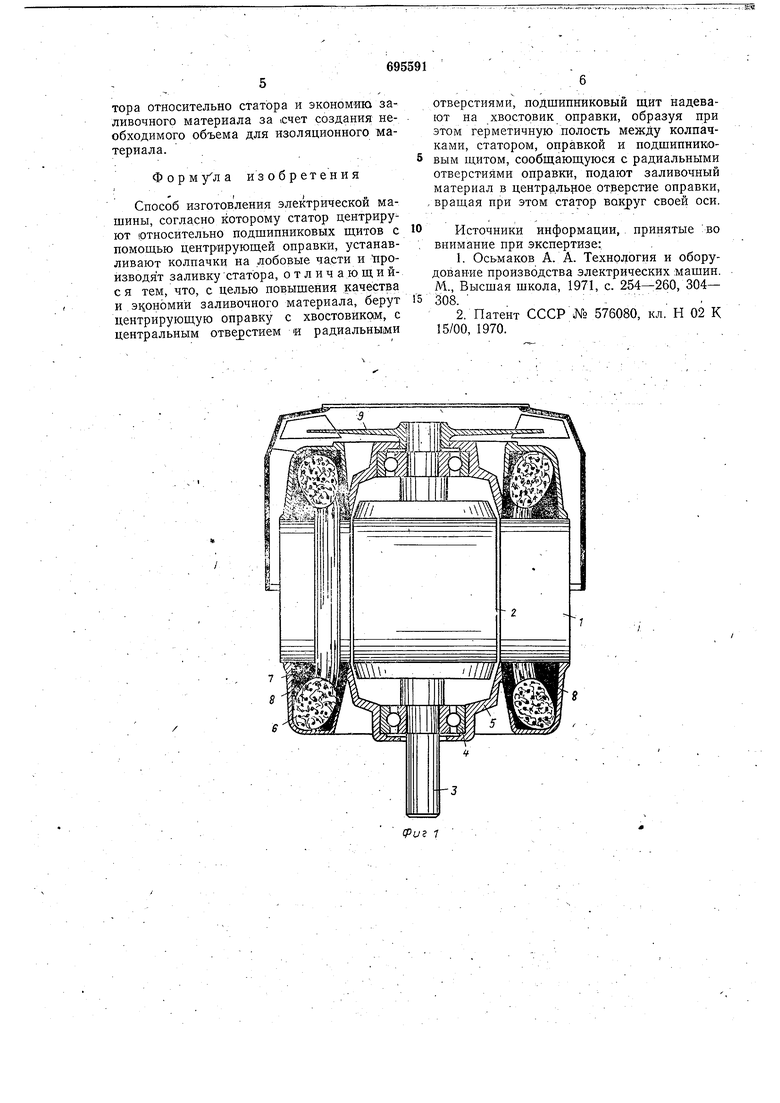
Конструкция электрической машины (фиг. 1) содержит статор 1, внутри которого размещен отор 2. Ротор 2 крепится на валу 5 и с помощью подшипников 4 й- недшвпнщшв. 51фЫ13ёкгуцеНтрируеТ|СяЛ относительно статора. Вокруг лобовой части обМртКИ 5 залита изоляционная масса 7, причем да лобовые чисти установлёБЫ/колпачки 5. Вентилятор 9, расположенный На валу 5/ предназначен для прдач воздуха и прогонки его через двигатель. -
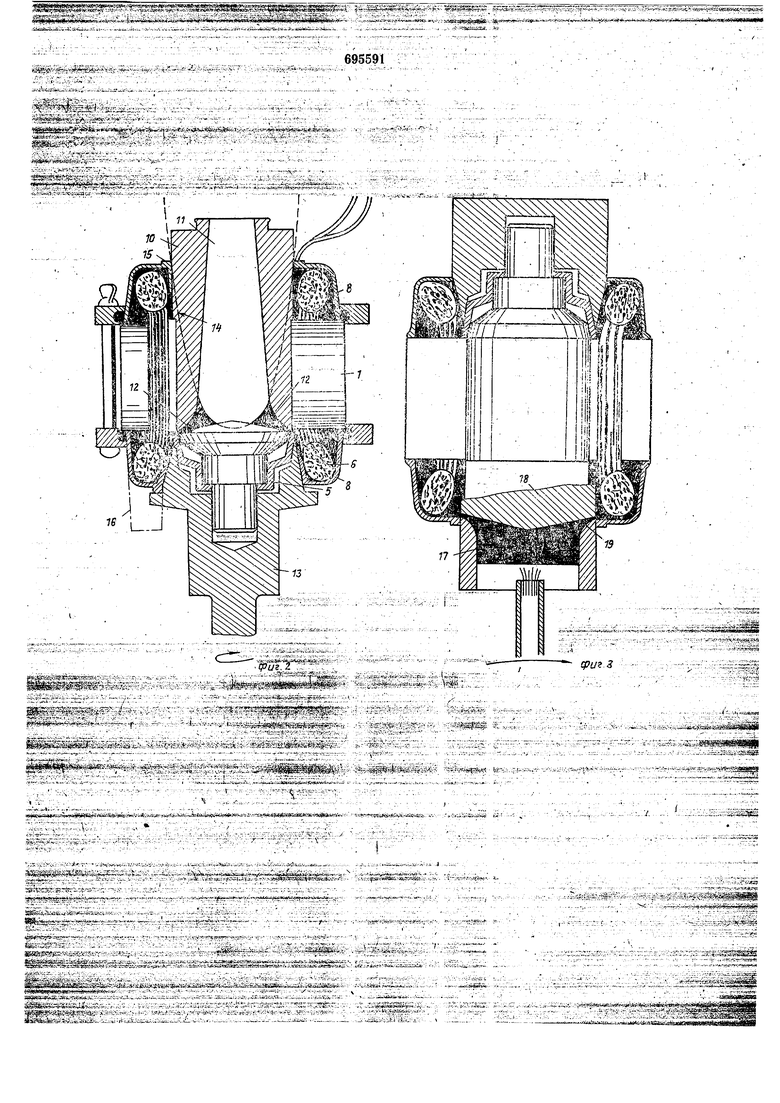
, Способ изпотовления электрической ivraшины (фиг. 2) Ь суШёствйяёТсй в йЖдующей последовательности. i
Статор / c 3apaHitree yS6)keHHoft оё моткой 6 закрывают колпачками 8 из ггластйассй, которые стягивают выбранньтм для этого
ср|ёдством-крепления. В стат6 5 вста вляют оправку 10 с центральным отверстием // ,и радиальными отверстиями 12 Для: въгхода изоляционного материала. В качестве изоляционного материала может быть использована эпоксидная, смогла С наполнителями, в том числе и из магнитомягкого материала. Оправка. снабжен а хвостовикой, на fcoтором устанавливается крышка пЪдшипниха 5, И поджимается к бортику оправки прижи1мной втулкой 13. Оправка центрируется относительно внутренней ,поверхности статора, ивставляется в статор до тех пор, пока уступ /4 не упрется в статор. Даким образам обеспечивается осевая и радиальная
установка крышки подшипника 5. Колпачки 8 надеваются на лобовъ1е часта обмоткг И уцйрШ ШЕГйЖс ШГ ста ; тора, создавая герметичный объем, который
опрёдёлЯётся положением оправки, статором, прижимной втулкой 13 и крышкой подшипника 5.
В о вреМГ 1процесса зГЛйвк1Гз аЯЙ 6 ную массу Т10дают через центральное отверстие //. Подающий патрубок должен свободно проходить вотверстии, чуть не доходя радиальных отверстий. Необходимо избегать прямого контакта прдающего патрубка с; горячей оправкой, чтобы не начиналось отверждения изоляционного материала в патрубке. В пpoЦёccё зaJrйвкйctaтб p кpгata:aют вокруг свое.й оси, поэтому изоляционный
тйатёрйал, вйтёбйяя воздух, затёкает в герметичный объем через отверстия 12 и заполняёт его до тех пор, пока не начнет выходить черезотверстие в колпачке 15. Прй
раЩё йййУзЖГёНу рёМ ГпО верхЙ ляционного материала принимает форму параболоида, к ривйзна которого зависит от скорости вращения узла. Скорость должна быть выбрана так, чтобы парабо ШД ёШл
лйнйй ка еанйя,;гштг§аёйую йёр пачком и оправкой (пунктирная линия на фиг. 2). ..
После окончания заливки оправку вынимают, а литмнки у отверстия /2. срезают. Долпа;чкй,; надеваемые на обмотку статора, по форме могут быть разными. На фиг. 2 показан нижний кожух с карманом /5 . (обоз-начен пунктирной линией). Этот предусмотрен для крепления к другим приборам.
На фиг. 3 показан статор электрической машины, в которой изоляционный материал заливают снизу . Статор вращается вокруг
tieHtjpa , 1р&СШйоЖённогЬ вне статора. Изоляцирнныйматериал 17 подают со стороны центра вращения статора. В этом случае оправка /5 может быть выполнена без централь ного отверстия, а иметь только радиальйЬ1е . отв ерстия 19 со стороны, лежащей ближек центру вращения.
Устройство для заливки изоляционного материала снизу (фиг. 4) содержит ротационный ДИ.СК 20 с центральньш подающим патрубком 21, в который .изоляционный материал постуцает из наконечн1ика 22. Жидкий изоляционный материал через каналы 23 и входное отверстиев долпачке 24 проходит в нижнюю часть статора. К диску
20 крепитсяоправка 25, вокруг которой
расйолагаются, подлежащий заливке статор. Прйвра1цетий днска наружная поверхность з,адиваемого материала приобретает napfrболоидную форму - (ь tz и. tz на фиг. 4). При заливке воздух из статора вытесняется и выходит через отверстие для вьгеодов 26. Это отверстие должно быть так распо ложёнОГотносительно параболической поверхности, чтобщ обеспечивать полную заливку статора пласти чёским материалом Т|:|й П о5нбйвйГТёснений воздуха.
Для одновременной заливки на ротационном дискеможно расположить соответ ствз-ющее его конструкции число статоров. После заливки статора; ..пластическим материалом допускается отверждение послед ЯГёгсГв течение Довольно долгого времени,
5 например 10 мин, после чёлОстаТОры пОМё: 1цают в сушильный,шкаф для придания залитой массе необходимой твердости; . . . /, В устройстве для заливки изоляционно гО материала сверху (фиг. 5) изоляционный м р1иал ;пода:ется ,. из7 наконёч 22 во враш;ающееся заливочное устройство 27, рЭсШложМнбе по оси вращения устройства. В заливочном устройстве имеются ка..« нальг 2S, которые примыкают к отверстию ......
29 ВСТатОре. к..-i4aei r-,.,,T.;::iziri :..
Отверстие Предназначено для вывод Й15х пров6дх)в;статорнойобмотки. Оно вы-Полняетсядостаточно щироким, чтобы обеспечить одновременно с подачей изоляцйонного матёртайа выход воздуха. Преимущество этого сцособа йОсТОйт в ТЬм, чТб
-----.-Vi:i- --r- -i3r3E;-VJ;Si 4;-;--:- ::- « T S
литника, а оправка ймееТ йрЬстую конфигурацию. -- ,. - г « гИзобретение позволяет повысить каче-/ -ство блаГодаЧ тбчномуцентрированиюро-
тора относительно статора и экономию заливочного материала за 1счет создания необходимого объема для изоляционного материала.
Форм/л а изобретения
Способ изготовления электрической машины, согласно которому статор центрируют относительно подшинниковых щитов с помощью центрирующей оправки, устанавливают колпачки на лобовые части и Производят заливку статора, отличающийся тем, что, с целью повыщения качества и экономии заливочного материала, берут центрирующую оправку с хвостовико(М, с центральным отверстием и радиальными
отверстиями, подщипниковый щит надевают на хвостовик оправки, образуя при этом герметичную полость между колпачками, статором, оправкой и подшипниковым щитом, сообщающуюся с радиальными отверстиями оправки, подают заливочный материал в центральное отверстие оправки, вращая при этом статор вок)уг своей оси.
Источники информации, принятые во внимание при экспертизе:
695591
. - Лй.. , ,
- %b-rjn| fe
--i Asrabjbrt.s.- «Af I f-teg,gS #-rtriBfcK « teJ№- j - P fc., j-,.tVi-;; i I -rfK I- itff ,v- -f
--
S-fi/,.-,-
t« SWrilE% .. , r- . «- -Г -rtr-l X -
т ,i г -fe;; :: -: ;;i .;Seb . -«t.jjbX - i-fc- .. 1Гл-(1М jiju. лл i .. ...-д ii.u(,«rxSSaffiK ihiiLSSfc.-ifefeiiV.-:;-- ;ixS. ,-- ,,
,.
:;:;йЩШ
-: .,т;:щ
„ t ,% f , ::--:;-x;- i As5 Visais« r-: «W % «W;
t,
J
ILJJiJJ
