Изобретение относится к обработке металлов давлением, в частности к изготовлению оснастки для обработки импульсно-ударным поверхностным пластическим деформированием (ППД), и может быть использовано для чистовой и упрочняющей обработки.
Известен способ чистовой обработки поверхностей деформирующими шариками и устройство для его реализации, выполненное в виде корпуса и закрепленного на цапфах с возможностью вращения в корпусе барабана с гнездами под шарики, выполненные в виде трубки с завальцованными торцами, при этом привод вращения подсоединяется к одной из цапф, а корпус устройства располагается на шариковых опорах для перемещения [1].
Недостатками известного способа и устройства являются: быстрый износ шариков, их выкрашивание, выход из строя гнезд под шарики, особенно завальцованных торцов трубок, которые ограничивают перемещение шариков, - все это снижает стойкость инструмента, резко снижает производительность, точность и качество процесса обработки.
Известен способ центробежной обработки поверхностным пластическим деформированием, реализуемый инструментом с деформирующими элементами (шариками или роликами), размещенными в радиальных пазах дисков [2]. При работе элементы могут смещаться в радиальном направлении, создается натяг и за счет высокой скорости вращения диска с элементами последние наносят по поверхности заготовки многочисленные удары, пластически деформируя поверхность, и мгновенно отскакивают от нее, для удлинения срока службы инструмента под шарики устанавливают отражатели плавающие или неподвижные.
Недостатками известного способа и инструмента являются: быстрый износ шариков, их выкрашивание, выход из строя гнезд под шарики и отражателей, которые ограничивают перемещение шариков, а также сепараторов, - все это снижает стойкость инструмента, резко снижает производительность, точность и качество процесса обработки.
Задача изобретения - расширение технологических возможностей центробежной обработки поверхностным пластическим деформированием, снижение износа деформирующих элементов - шариков, гнезд для деформирующих элементов, сепараторов, а также повышение стойкость инструмента в целом, повышение производительности, точности и качества процесса обработки.
Это достигается с помощью предлагаемого устройства для центробежной обработки поверхностным пластическим деформированием, состоящее из корпуса в виде диска с радиальными глухими гнездами под деформирующие элементы - шарики, по периферии которого установлено кольцо-сепаратор с отверстиями, ограничивающими радиальное перемещение деформирующих элементов - шариков, при этом под деформирующим элементом - шариком установлен отражатель в виде поршня, имеющий торец, контактирующий с деформирующим элементом - шариком, выполненный вогнутым по форме обратной форме деформирующего элемента - шарика, на цилиндрической поверхности имеющий канавку с резиновым уплотнителем, а с противоположного торца, имеющий центральное резьбовое отверстие с ввернутой в нее втулкой-жиклером с калиброванным отверстием.
Особенности конструкции и работы устройства с демпфером для центробежной обработки ППД поясняется чертежами.
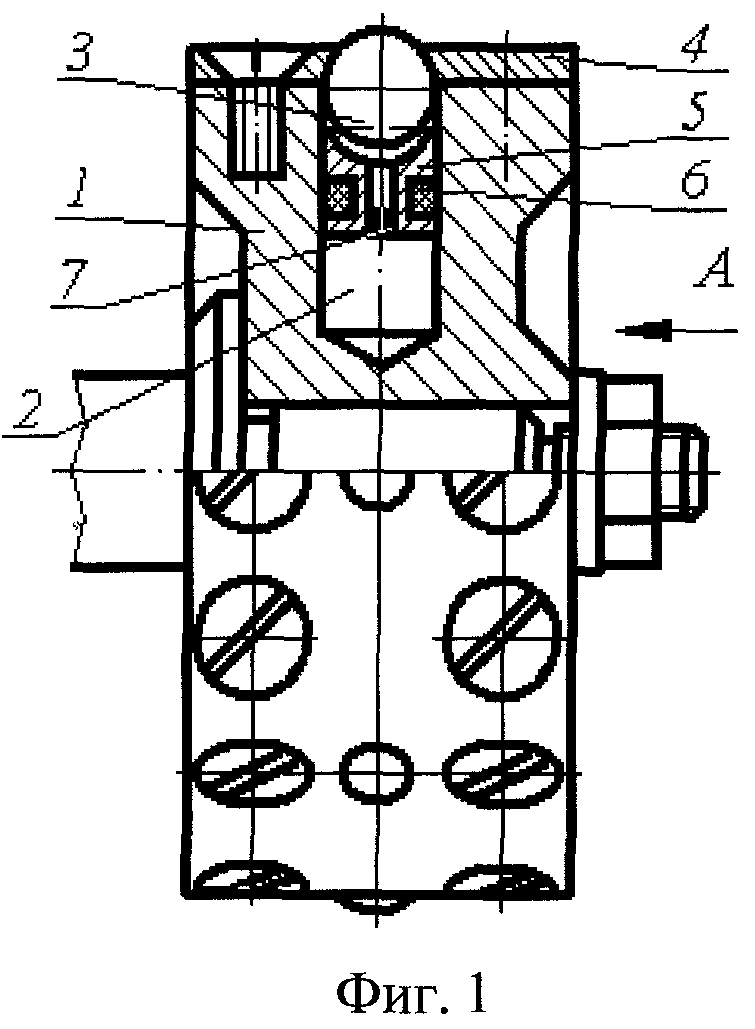
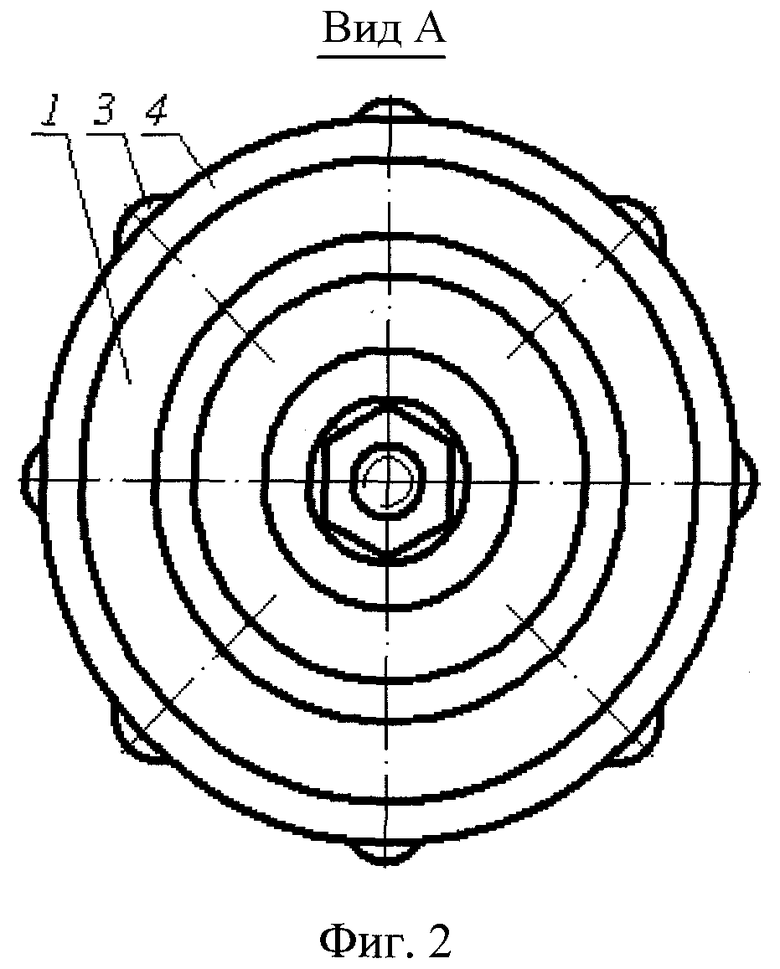
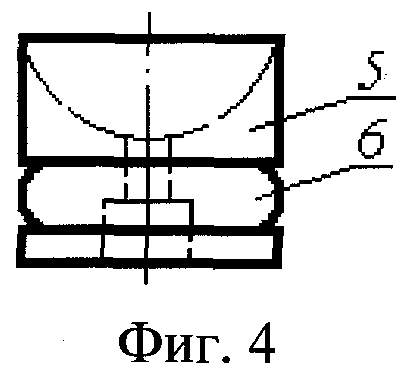
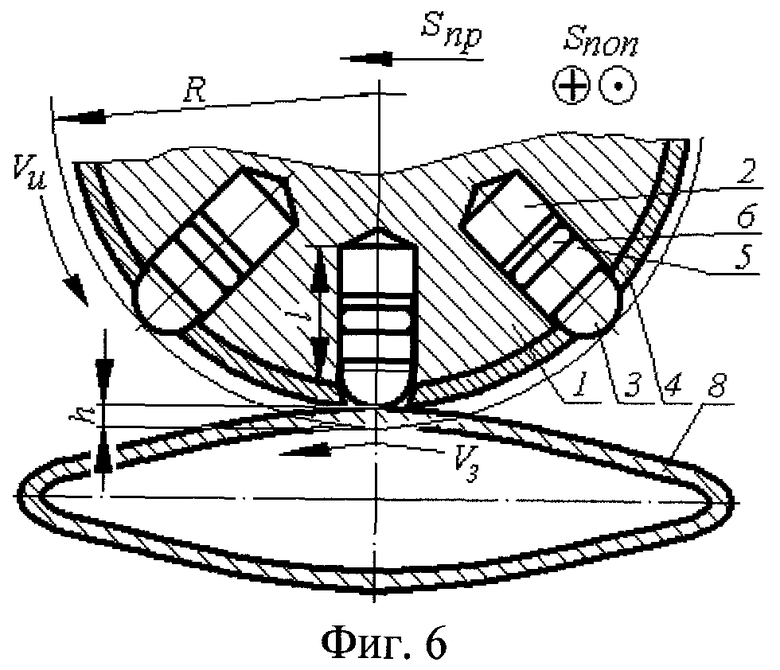
На фиг.1 показана конструкция предлагаемого устройства для центробежной обработки ППД с пневматическим демпфером, частичный продольный разрез; на фиг.2 - вид с торца по А на фиг.1; на фиг.3 - демпфер, поршень с уплотнительным кольцом, продольный разрез; на фиг.4 - демпфер, поршень с уплотнительным кольцом, общий вид; на фиг.5 - вид по Б на фиг.3; на фиг.6 - схема процесса центробежной обработки ППД шариками сложнофасонной заготовки.
Предлагаемое устройство предназначено для центробежной обработки поверхностным пластическим деформированием (ППД) ответственных, тяжело нагруженных металлических деталей с высокими параметрами шероховатости и твердости поверхности.
Устройство состоит из корпуса 1 в виде диска с радиальными глухими гнездами 2 под деформирующие элементы - шарики 3. Корпус 1 имеет центральное отверстие для крепления его на оправке или шпинделе, например, шлифовального, токарного или фрезерного станка.
По периферии корпуса 1 установлено кольцо-сепаратор 4 с отверстиями, ограничивающими радиальное перемещение деформирующих элементов - шариков 3. Размеры отверстий в кольце-сепараторе 4 влияют на величину вылета деформирующих элементов над поверхностью кольца-сепаратора, т.е. на величину натяга h (см. фиг.6). Под деформирующим элементом-шариком 3 установлен отражатель в виде поршня 5. Поршень 5 имеет следующие особенности конструкции.
Торец поршня 5, контактирующий с деформирующим элементом - шариком 3, выполнен вогнутым по форме, обратной форме деформирующего элемента - шарика 3. Поверхность вогнутого торца поршня 5 тщательно притирается к поверхности деформирующего элемента - шарика 3 с целью создания герметичности и полного запирания воздуха, находящегося в глухом гнезде 2 под поршнем 5.
На цилиндрической поверхности поршня 5 выполнена канавка, в которой расположен резиновый уплотнитель 6 в форме кольца, выполненного, например, по ГОСТ 9873-73. В качестве уплотнений может быть применена резиновая манжета по ГОСТ 6678-72 (не показана).
С противоположного торца поршня 5, со стороны глухого гнезда 2, в имеющееся в поршне центральное резьбовое отверстие, ввернута втулка-жиклер 7 с калиброванным отверстием. Калиброванное отверстие во втулке-жиклере 7 предназначено для дозированной подачи и стравливания воздуха.
При работе деформирующие элементы 3 смещаются в радиальном направлении под действием центробежной силы. Также под действием центробежной силы смещаются в радиальном направлении и поршни 5. За счет величины h при обработке создается натяг. Корпус с элементами вращается с высокой скоростью. Элементы при этом наносят по поверхности детали многочисленные удары, пластически деформируя поверхность, и мгновенно не отскакивают от нее, а задерживаются поршнем около обработанной поверхности, предотвращая удары элементов о днище гнезд. Поршень 5 при ударе элемента 3 по нему сжимает воздух в глухом гнезде, создавая пневматический демпфер, позволяющий избежать удара деформирующего элемента о днище радиального гнезда при его отскоке и повысить стойкость деформирующего элемента.
После удара и незначительного отскока при дальнейшем вращении корпуса деформирующий элемент 3 возвратится в исходное периферийное положение на окружность радиусом R (см. фиг.6) за счет центробежной силы, при этом поршень также переместится радиально к периферии и часть вытесненного воздуха всасется через жиклер в глухое гнездо под поршнем.
В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1…0,32 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость поверхности увеличивается на 35…75% при глубине наклепанного слоя 0,4…2,5 мм. Остаточные напряжения сжатия достигают на поверхности 400…750 МПа.
Предварительная обработка детали: шлифование до значения параметра шероховатости Ra=0,4…1,6 мкм, а также чистовое точение или растачивание поверхностей с шероховатостью Ra=3,2 мкм.
Центробежно-ударную обработку устройством с демпфером применяют при изготовлении деталей из цветных металлов и сплавов, титана и нержавеющей стали, а также чугуна твердостью до HRC 58…64. Помимо наружных и внутренних поверхностей вращения этим устройством обрабатывают плоскости, а с использованием копира - фасонные поверхности. Можно также обрабатывать прерывистые поверхности и места сопряжений поверхностей.
Условия центробежно-ударной обработки с пневматическим демпфером следующие. Твердость поверхностного слоя, глубина наклепа и шероховатость поверхности зависят от силы удара, конструкции пневматического демпфера, диаметра d калиброванного отверстия жиклера и числа ударов, приходящихся на 1 мм2 поверхности. Эти параметры, в свою очередь, зависят от окружной скорости диска, натяга h, размера элементов, их числа в диске, частоты вращения, величины подачи на один оборот заготовки и числа проходов.
Длина l гнезда, где расположен деформирующий элемент, диаметр d калиброванного отверстия жиклера обеспечивают полное погашение скорости отскока деформирующего элемента. При неправильно выбранных l и d наблюдается быстрый износ деформирующего элемента, гнезда и сепаратора.
Процесс наклепывания шариками с пневматическим демпфером малоизучен. В конкретных случаях необходима экспериментальная отработка режимов.
При неправильно выбранном режиме может возникнуть перенаклеп поверхности и в поверхностном слое могут возникнуть растягивающие остаточные напряжения, ведущие к микротрещинам.
Для получения хороших результатов необходимо соблюдать следующие условия обработки. Необходимо обеспечивать постоянную величину натяга h. Допускаемое радиальное биение шариков (в прижатом к сепаратору состоянии), отклонения формы и радиальное биение заготовки не должны превышать 0,025…0,055 мм.
Обработка с большими натягами приводит к увеличению шероховатости поверхности, но при этом несколько увеличивается эффект упрочнения. Для получения поверхности детали высокого качества перед обработкой заготовки очищают от следов коррозии и обезжиривают. Обработку ведут с использованием СОТС. Элементы смазывают смесью индустриального масла (60%) и керосина (40%), поверхность детали - керосином.
Оставлять припуск под обработку не следует, так как изменение размера весьма незначительно (1…5 мкм). После обработки этим устройством точность деталей соответствует 7…9-му квалитетам.
При промышленных испытаниях устройства, установленное в специальном электромеханическом приспособлении, обрабатывали заготовку, поз.8 (см. фиг.6), прокат из трубы, прошедшую формирование сложнопрофильной заготовки, изготовленную из титанового сплава.
Исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,63 мкм; деформирующие элементы-шарики диаметром 10 мм из стали ШХ15, твердостью HRC 63…65 расположены в корпусе диаметром 2R=200 мм. Диаметр отверстия жиклера принимали равным d=l,2 мм.
Импульсно-ударное ППД вели на следующих режимах: окружная скорость корпуса - VИ=1500 мин-1; скорость вращения заготовки - VЗ=5 мин-1), поперечная подача инструмента Sпоп=50 мм/мин, число проходов (т.е. число оборотов заготовки) - 3, натяг - h=0,25 мм; продольную Sпр подачу осуществляли вручную при настройке; значение усилия обкатывания устанавливали 170…175 H; высота и ширина профиля заготовки изменились после обкатывания на 0,02 мм (0,01 мм на сторону); глубина наклепанного слоя находилась в пределах 0,15…0,20 мм; повышение твердости на 25…30%; при обкатывании деформирующие элементы смазывали смесью индустриального масла (60%) и керосина (40%), поверхность детали - керосином; стойкость инструмента повысилась на 45…55%. Контроль проводился индикаторной скобой с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68 и на профилометре мод. 283 тип АII ГОСТ 19300-86. В обработанной партии (равной 10 шт.) бракованных деталей не обнаружено. Отклонение формы обкатанной поверхности от требуемой составило не более 0,02 мм, что допустимо ТУ.
Использование предлагаемого устройства для центробежной обработки ППД с пневматическим демпфером позволило расширить технологические возможности центробежной обработки ППД, снизить износ деформирующих элементов - шариков, гнезд для деформирующих элементов, сепараторов, повысить стойкость инструмента, производительность обработки, обеспечить высокую точность, снизить величину шероховатости обработанной поверхности и уменьшить себестоимость обработки.
Источники информации
1. А.с. СССР 667391, МКИ B24B 39/04. Устройство для обработки металлических поверхностей шариками. Жебелев Ю.К. и Рубин И.Л. Заявка №2564489/25-08, заявл. 06.01.78, опуб. 15.06.79. Бюл. №22.
2. Справочник технолога-машиностроителя. В 2-х т.Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. С.412-414.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕМПФЕРНЫЙ СПОСОБ ОБРАБОТКИ ППД | 2009 |
|
RU2408453C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ППД С ПНЕВМАТИЧЕСКИМ БУФЕРОМ | 2009 |
|
RU2411118C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ППД С ПНЕВМАТИЧЕСКИМ БУФЕРОМ | 2009 |
|
RU2411117C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2384397C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383428C1 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278018C1 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |


Изобретение относится к обработке металлов давлением, в частности к обработке импульсно-ударным поверхностным пластическим деформированием (ППД), и может быть использовано для чистовой и упрочняющей обработки. Устройство содержит корпус в виде диска с радиальными глухими гнездами под деформирующие элементы в форме шариков, на периферии которого установлено кольцо-сепаратор с отверстиями. Под каждым деформирующим шариком установлен отражатель в виде поршня. Торец поршня контактирует с деформирующим шариком, выполнен вогнутым по форме, обратной форме деформирующего шарика. С противоположного торца поршня выполнено центральное резьбовое отверстие, в которое ввернут жиклер. На цилиндрической поверхности поршня выполнена канавка, в которой установлен резиновый уплотнитель. В результате расширяются технологические возможности, снижается износ и повышается стойкость инструмента, а также повышается производительность и уменьшается себестоимость обработки. 6 ил.
Устройство для центробежной обработки поверхностным пластическим деформированием, состоящее из корпуса в виде диска с радиальными глухими гнездами под деформирующие элементы в форме шариков, на периферии которого установлено кольцо-сепаратор с отверстиями, ограничивающими радиальное перемещение деформирующих шариков, отличающееся тем, что под деформирующим шариком установлен отражатель в виде поршня, имеющий торец, контактирующий с деформирующим шариком, выполненный вогнутым по форме, обратной форме деформирующего шарика, на цилиндрической поверхности, имеющий канавку с резиновым уплотнителем, а с противоположного торца имеющий центральное резьбовое отверстие с ввернутым в него жиклером в виде втулки с калиброванным отверстием.
| Справочник технолога-машиностроителя, т.2, под ред | |||
| Косиловой А.Г | |||
| и др | |||
| - М.: Машиностроение, 1985, с.412-414 | |||
| Устройство для поверхностного упрочнения деталей | 1984 |
|
SU1229021A1 |
| Устройство для упрочняюще-чистовой обработки | 1989 |
|
SU1731610A2 |
| Устройство для поверхностного упрочнения деталей наклепом | 1984 |
|
SU1232459A1 |
| US 5722878 A, 03.03.1998. | |||

