Изобретение относится к технологии машиностроения, в частности к способам и устройствам для отделочно-упрочняющей обработки поверхностей деталей валов или винтов из сталей и сплавов поверхностным пластическим деформированием (ППД) с нагружением деформирующих элементов центробежными силами.
Известен инструмент центробежной обработки, у которого деформирующие элементы (шарики или ролики) размещают в радиальных пазах диска, при этом в работе элементы смещаются в радиальном направлении [1]. Диск с элементами вращается с высокой скоростью. Элементы при этом наносят по поверхности детали многочисленные удары, пластически деформируя поверхность, и мгновенно отскакивают от нее.
Известный способ и инструмент отличается ограниченными технологическими возможностями и не позволяет упрочнять сложнофасонные поверхности, например винтовые, эксцентриковые, кулачковые и др., при этом способ и инструмент имеют низкую производительность и не позволяют развить больших усилий для эффективной обработки.
Задачей изобретения является расширение технологических возможностей импульсной обработки поверхностным пластическим деформированием и упрочнять сложнофасонные поверхности за счет управления глубиной и микрорельефом упрочненного слоя путем использования устройства и инструмента специальной формы с большим количеством деформирующих элементов, на которые воздействует, помимо центробежных сил, нагрузка за счет сжатого воздуха, что позволяет увеличить производительность и улучшить качество поверхности.
Поставленная задача решается с помощью предлагаемого устройства для импульсного упрочнения винтов винтовых насосов, содержащего диск с радиальными пазами и деформирующие элементы, размещенные в радиальных пазах диска с возможностью нанесения под действием центробежной силы ударов по поверхности винта, при этом радиальные пазы диска выполнены в виде пневмоцилиндров с возможностью подачи в них сжатого воздуха по радиальному каналу и кольцевым канавкам, деформирующие элементы выполнены в виде двухступенчатых роликов, ступень меньшего диаметра которых выполнена в виде штока пневмоцилиндра со сферическим рабочим торцом, выполненного с возможностью совершения ударов и пластического деформирования поверхности винта, а ступень большего диаметра двухступенчатых роликов выполнена в виде поршня, имеет канавку с уплотнительным кольцом и расположена в пневмоцилиндре, при этом на периферийной поверхности диска установлено кольцо с отверстиями, которые выполнены с возможностью свободного прохождения через них ступеней меньшего диаметра деформирующих элементов и обеспечения удерживания последних в радиальных пазах диска, а сферический рабочий торец штока выполнен с радиусом r>ε, где ε - эксцентриситет обрабатываемого винта винтового насоса.
Конструкция устройства поясняется чертежами.
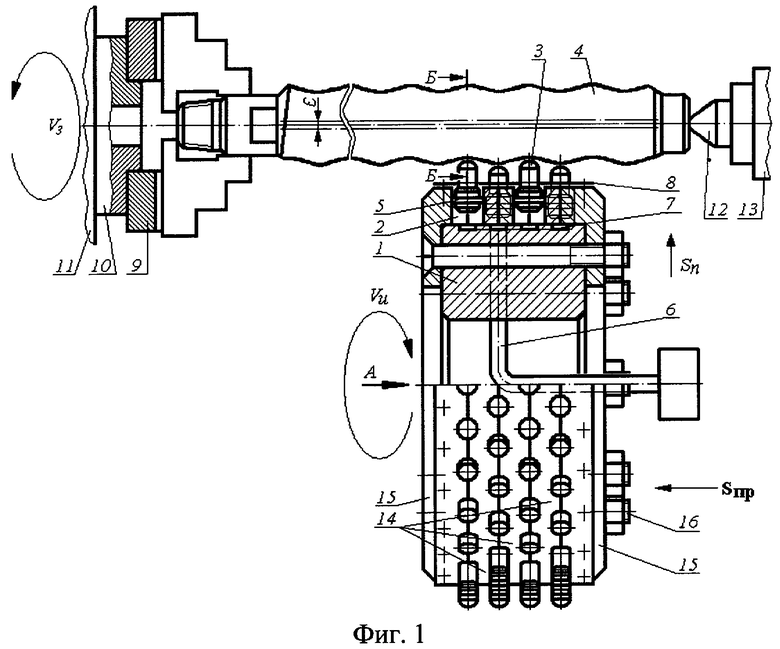
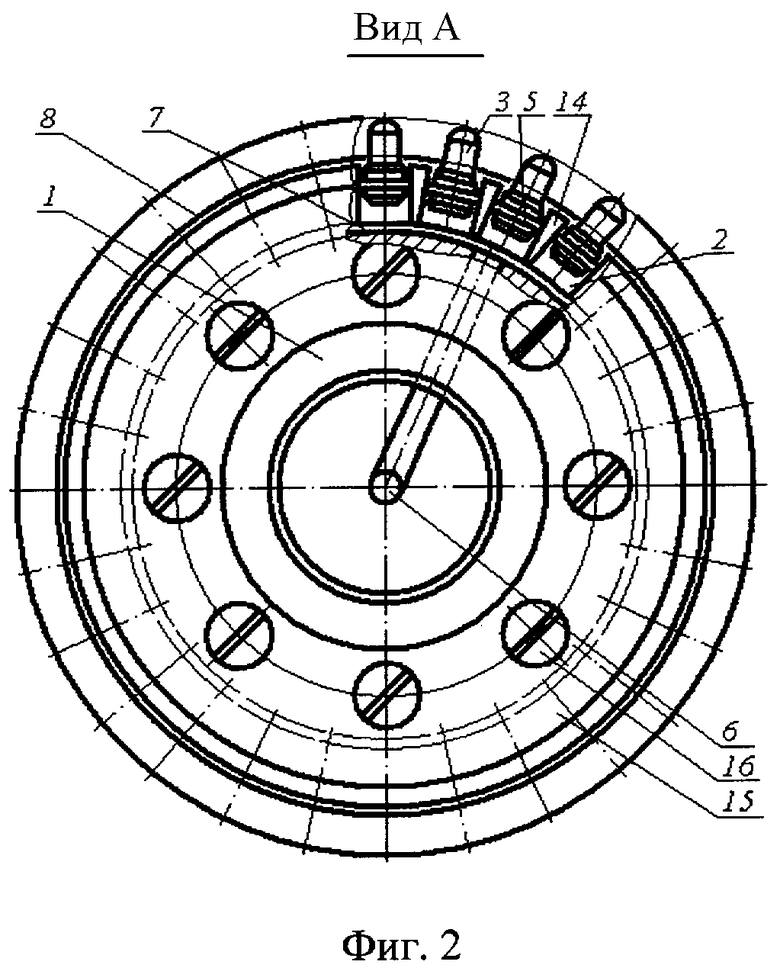
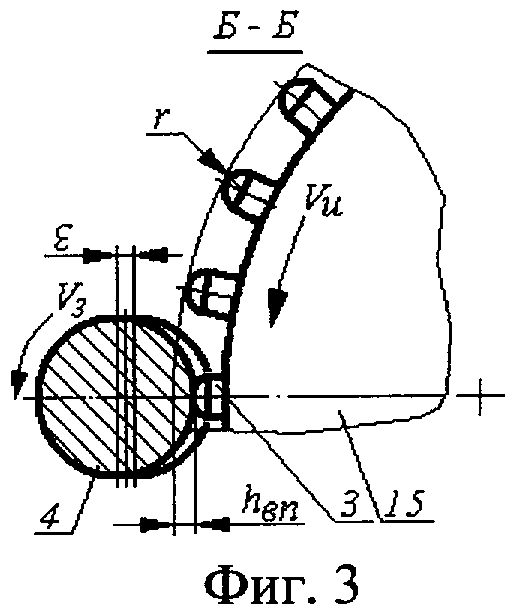
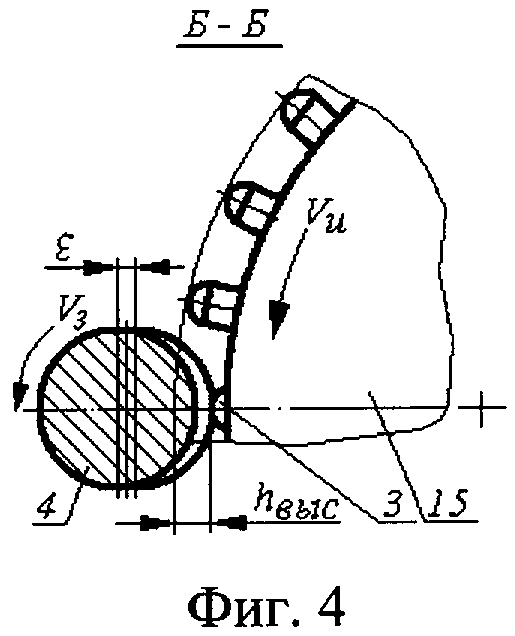
На фиг.1 представлена схема импульсного упрочнения винтовых поверхностей винтов предлагаемым устройством, частичный продольный разрез; на фиг.2 - вид по А на фиг.1, общий вид с торца; на фиг.3 - сечение Б-Б на фиг.1, деформирующие элементы упрочняют впадину винта; на фиг.4 - сечение Б-Б на фиг.1, деформирующие элементы упрочняют выступ винта.
Предлагаемое устройство предназначено для поверхностного пластического деформирования (ППД) упрочнения винтовых поверхностей винтов винтовых насосов (фиг.1) с использованием периодической импульсной нагрузки на деформирующие элементы. Устройство с небольшой модернизацией можно использовать для импульсного упрочнения цилиндрических, эксцентриковых, кулачковых поверхностей.
Предлагаемое устройство содержит диск 1 с радиальными пазами 2, в которых размещены деформирующие элементы 3. Диск 1 с деформирующими элементами 3 вращается с высокой скоростью Vи. При работе элементы могут смещаться в радиальном направлении. На деформирующие элементы 3 действуют центробежные силы, под действием которых наносятся по поверхности заготовки 4, вращающейся со скоростью Vз, многочисленные удары.
Деформирующие элементы 3 выполнены в форме двухступенчатых роликов. Ступени меньшего диаметра расположены дальше от центра диска, а ступени большего диаметра - ближе к центру и находятся в радиальных пазах 2. Ступень меньшего диаметра является штоком пневмоцилиндра и ее рабочий торец выполнен сферическим радиусом r и ударяет по поверхности заготовки, пластически деформируя ее. Длина этой ступени больше чем эксцентриситет ε обрабатываемой заготовки винта. Радиус r сферы штока берется не менее эксцентриситета r обрабатываемого винта, т.е. r>ε.
Ступень большего диаметра деформирующего элемента - ролика 3 является поршнем, имеет канавку с уплотнительным кольцом 5 и расположена в радиальном пазу - пневмоцилиндре 2. В пневмоцилиндры 2 по радиальному каналу 6 и кольцевым канавкам 7 подается сжатый воздух.
На цилиндрической периферийной поверхности диска 1 установлено и закреплено кольцо 8, выполняющее функции крышки пневмоцилиндров, с отверстиями для свободного прохождения ступени меньшего диаметра деформирующих элементов и удержания их в пневмоцилиндрах 2.
При обработке заготовка получает вращение Vз, а устройство для упрочнения - движение продольной подачи Sпр вдоль оси обрабатываемой заготовки и вращательное движение Vи.
Устройство предназначено для импульсного упрочнения поверхностным пластическим деформированием деталей эксцетричных валов или винтов винтовых насосов, для чего устройство устанавливают, например, на суппорте токарного станка (не показан). Заготовку закрепляют в патроне 9 шпинделя 10 передней бабки 11 и поджимают центром 12 задней бабки 13. Обрабатываемой заготовке сообщают вращательное движение Vз. Скорость вращения заготовки задают в зависимости от требуемой производительности, конструктивных особенностей заготовки и оборудования.
Сборная конструкция диска 1, помимо вышеназванных отличий, имеет следующие особенности. Пневмоцилиндры 2 образованы сепараторами 14, в которых имеются радиальные пазы, и крышками 15, которые установлены с торцов диска 1 и которые закреплены винтами 16.
Сущность процесса с использованием предлагаемого устройства заключается в следующем. При работе деформирующие элементы могут смещаться в радиальном направлении. Используя поперечную подачу Sп подводят и поджимают деформирующие элементы к центру обрабатываемой заготовки и устанавливают нужный натяг hвп по впадине винтовой поверхности. Инструмент с деформирующими элементами вращается с высокой скоростью Vи. Элементы при этом наносят по поверхности детали многочисленные удары, пластически деформируя поверхность. Периодически деформирующие элементы ударяют как по впадинам (см. фиг.3), так и по выступам (см. фиг.4), где натяг hвыс больше на величину эксцентриситета ε по сравнению с hвп. При этом деформирующие элементы не отскакивают от обработанной поверхности, как это происходит в прототипе [1], а прижаты к обрабатываемой поверхности за счет подачи и давлении сжатого воздуха на поршень, которым является деформирующий ролик. Однако давление в каждом пневмоцилиндре 2 одинаковое, поэтому воздействие деформирующих элементов на выступы и впадины будет примерно одинаковое. Подача сжатого воздуха в пневмоцилиндры увеличивает срок службы инструментов, при этом пневмоцилиндры работают как демпферы и гасят вибрации, возникающие при ударах. В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость поверхности увеличивается на 30… 80% при глубине наклепанного слоя 0,3…3 мм. Остаточные напряжения сжатия достигают на поверхности 400…800 МПа.
Предварительная обработка заготовки: шлифование до значения параметра шероховатости Ra=0,4…1,6 мкм, а также чистовое точение поверхностей с шероховатостью Ra=3,2 мкм.
Предлагаемую ударную обработку применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 58…64. Помимо наружных винтовых поверхностей этим способом обрабатывают внутренние фасонные поверхности вращения, а также плоскости, соответствующим образом изготовив профиль деформирующих элементов. Можно также обрабатывать прерывистые поверхности и места сопряжений поверхностей.
Обработку выполняют на шлифовальных, токарных и фрезерных станках. Изготовляют деформирующие элементы из сталей марок ШХ15 и 9ХС с твердостью HRC 56-60.
Твердость поверхностного слоя, глубина наклепа и шероховатость поверхности зависят от силы удара и числа ударов, приходящихся на 1 мм2 поверхности. Эти параметры, в свою очередь, зависят от окружной скорости инструмента, натяга, размера элементов, их числа в инструменте, частоты вращения заготовки и времени обработки.
Режимы обработки винтовых поверхностей деформирующими элементами - роликами диаметром малой ступени 7…10 мм и радиусом сферической рабочей поверхности r=3,5…5 мм и давлении сжатого воздуха 0,63 МПа приведены в таблице.
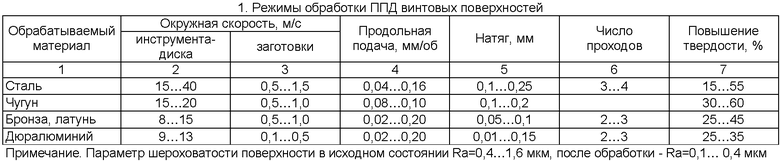
В конкретных случаях необходима экспериментальная отработка режимов. При неправильно выбранном режиме может возникнуть перенаклеп поверхности и в поверхностном слое могут возникнуть растягивающие остаточные напряжения, ведущие к трещинам и выкрашиванию поверхностного слоя. Для получения хороших результатов необходимо соблюдать следующие условия обработки. Допускаемое радиальное биение элементов, отклонения формы и радиальное биение заготовки не должны превышать 0,03…0,04 мм.
Обработка с большими натягами приводит к увеличению шероховатости поверхности, но при этом несколько увеличивается эффект упрочнения. Для получения поверхности заготовки высокого качества перед обработкой заготовки очищают от следов коррозии и обезжиривают. Обработку ведут с использованием COTС. Элементы смазывают смесью индустриального масла (60%) и керосина (40%), поверхность заготовки - керосином.
Оставлять припуск под обработку не следует, так как изменение размера весьма незначительно (1…5 мкм). После обработки этим устройством точность заготовок соответствует 7…9-му квалитетам.
Пример. Для оценки параметров качества поверхностного слоя, упрочненного предлагаемым устройством, проведены экспериментальные исследования обработки винта левого Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина 1282 мм, длина винтовой части 1208 мм, диаметр поперечного сечения винта 27-0,05 мм, эксцентриситет 3,3 мм, шаг 28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса 5,8 кг.
Обработка проводилась на токарно-винторезном станке мод. 16К20 с использованием предлагаемого устройства,
Значения технологических факторов (частота ударов, величина подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величина силы импульсного воздействия деформируемых элементов на обрабатываемую поверхность составляла Рим=25,5…40,0 кН. Глубина упрочненного импульсной обработкой слоя в 3…4 раза выше, чем при традиционном обкатывании. Упрочненный слой при традиционном обкатывании формируется в условиях длительного действия больших статических усилий. С помощью предлагаемого устройства аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии.
Исследования напряженного состояния упрочненного поверхностного слоя импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1…1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования. Обработка показала, что параметр шероховатости обработанных винтовых поверхностей уменьшился до значения Ra=0,32…0,63 мкм при исходном - Ra=3,2…6,3 мкм, производительность повысилась более чем в три раз по сравнению с традиционным обкатыванием. Энергоемкость процесса уменьшилась в 2,4 раза.
Гашение микровибраций в процессе обработки благоприятно сказывается на условиях работы инструмента. Это приводит к более равномерному распределению нагрузки на инструмент, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает формирование упрочняемой поверхности. Демпфирование колебаний способствует лучшему проникновению СОТС в зону обработки. Демпфирование колебаний способствует увеличению стойкости деформирующих элементов инструмента. Обработка в условиях демпфирования колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОТС вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Предлагаемое устройство расширяет технологические возможности импульсной обработки поверхностным пластическим деформированием за счет управления глубиной упрочненного слоя и микрорельефом сложнофасонной поверхности путем использования устройства и инструмента специальной формы с большим количеством деформирующих элементов, что позволяет увеличить производительность и снизить расходы на изготовление благодаря простоте конструкции.
Источники информации, принятые во внимание
1. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1983. С.412-414.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2384397C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2364490C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347664C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2364491C1 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2007 |
|
RU2350457C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347665C1 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ | 2007 |
|
RU2347666C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347660C1 |
Изобретение относится к технологии машиностроения, в частности к устройствам для отделочно-упрочняющей обработки поверхностей винтов. Устройство содержит диск с радиальными пазами и деформирующие элементы, размещенные в радиальных пазах диска с возможностью нанесения под действием центробежной силы ударов по поверхности винта. Радиальные пазы диска выполнены в виде пневмоцилиндров с возможностью подачи в них сжатого воздуха по радиальному каналу и кольцевым канавкам. Деформирующие элементы выполнены в виде двухступенчатых роликов. Ступень меньшего диаметра двухступенчатых роликов выполнена в виде штока пневмоцилиндра, выполненного с возможностью совершения ударов и пластического деформирования поверхности винта. Ступень большего диаметра двухступенчатых роликов выполнена в виде поршня, имеет канавку с уплотнительным кольцом и расположена в пневмоцилиндре. На периферийной поверхности диска установлено кольцо с отверстиями. Отверстия в кольце выполнены для свободного прохождения через них ступеней меньшего диаметра деформирующих элементов и обеспечения удерживания последних в радиальных пазах диска. В результате расширяются технологические возможности, увеличивается производительность и снижаются расходы. 4 ил., 1 табл.
Устройство для импульсного упрочнения винтов винтовых насосов, содержащее диск с радиальными пазами и деформирующие элементы, размещенные в радиальных пазах диска с возможностью нанесения под действием центробежной силы ударов по поверхности винта, отличающееся тем, что радиальные пазы диска выполнены в виде пневмоцилиндров с возможностью подачи в них сжатого воздуха по радиальному каналу и кольцевым канавкам, деформирующие элементы выполнены в виде двухступенчатых роликов, ступень меньшего диаметра которых выполнена в виде штока пневмоцилиндра со сферическим рабочим торцом, выполненного с возможностью совершения ударов и пластического деформирования поверхности винта, а ступень большего диаметра двухступенчатых роликов выполнена в виде поршня, имеет канавку с уплотнительным кольцом и расположена в пневмоцилиндре, при этом на периферийной поверхности диска установлено кольцо с отверстиями, которые выполнены с возможностью свободного прохождения через них ступеней меньшего диаметра деформирующих элементов и обеспечения удерживания последних в радиальных пазах диска, а сферический рабочий торец штока выполнен с радиусом r>ε, где ε - эксцентриситет обрабатываемого винта винтового насоса.
| Справочник технолога-машиностроителя, под | |||
| ред | |||
| Мещерякова Р.К | |||
| и др., т.2 | |||
| - М.: Машиностроение, 1983, с.412-414 | |||
| Устройство для поверностного упрочнения деталей | 1976 |
|
SU576203A1 |
| Устройство для поверхностного упрочнения деталей | 1984 |
|
SU1229021A1 |
| Устройство для поверхностного упрочнения деталей | 1977 |
|
SU653100A2 |
| US 5722878 A, 03.03.1998. | |||

