ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу соединения первого компонента, изготовленного из пластмассы, в частности из термопластичной и/или термореактивной пластмассы, со вторым компонентом путем установки на первый компонент соединительного элемента, снабженного опорной пластиной, которая выполнена из термопластичной и/или термореактивной пластмассы и на которой имеется соединительное средство и сквозное отверстие.
Кроме того, изобретение относится к соединительному элементу для выполнения соединения в соответствии с таким способом, состоящему из опорной пластины, которая может быть прикреплена к первому компоненту и в которой имеется отверстие и соединительное средство, которое может быть вставлено в опорную пластину и предназначено для приема крепежного средства, установленного на втором компоненте для обеспечения соединения со вторым компонентом, причем первый компонент изготовлен из пластмассы, в частности из термопластичной и/или термореактивной пластмассы.
Кроме того, изобретение относится к устройству, предназначенному в частности для осуществления способа соединения первого компонента из пластмассы, в частности из термопластичной и/или термореактивной пластмассы, со вторым компонентом с помощью соединительного элемента.
УРОВЕНЬ ТЕХНИКИ
Соединение пластинчатых компонентов, толщины которых малы по сравнению с размерами их поверхности, с другими компонентами, в том числе и с пластинчатыми компонентами, является достаточно дорогостоящим процессом, поскольку во многих случаях из-за малой толщины материала нельзя использовать соединительные винты, заклепки или другие аналогичные соединительные средства.
Для обеспечения таких соединений в авиастроении и в автомобилестроении используются так называемые пластинчатые гайки. Известные варианты конструкций таких пластинчатых гаек имеют планшайбу с примерно прямоугольным основанием, которая суживается на обоих краях. Планшайба снабжена центральным отверстием, выполненным примерно в ее центре. На каждом из краев планшайбы имеется по одному крепежному отверстию. На продольных краях планшайбы имеются загнутые кромки в зоне центрального отверстия для установки крепежной гайки. Таким образом, крепежная гайка устанавливается в планшайбе, так что возможна компенсация допусков в двух пространственных направлениях, параллельных поверхности планшайбы.
В альтернативном варианте также можно использовать фиксирующую пружину для крепления соединительной гайки к планшайбе. Фиксирующая пружина удерживается в этом случае фиксирующими выступами с выемками, установленными по обеим сторонам параллельно продольным сторонам планшайбы. Для того чтобы снять соединительную гайку, можно вынуть фиксирующую пружину из этих выемок. В этом варианте также возможна компенсация допусков благодаря тому, что соединительная гайка, удерживаемая фиксирующей пружиной, может перемещаться в двух пространственных направлениях, параллельных поверхности планшайбы.
Для выполнения соединения между первым и вторым компонентами пластинчатая гайка сначала прикрепляется к первому компоненту. Для этой цели сначала выполняются два отверстия в первом компоненте, которые соответствуют по месту крепежным отверстиям в планшайбе. После этого планшайба с первым компонентом соединяется со вторым компонентом с помощью двух заклепок, введенных в крепежные отверстия. Далее, в первом компоненте в зоне центрального отверстия пластинчатой гайки выполняется другое отверстие, которое предназначено, например, для прохождения болта. Это отверстие может быть выполнено перед фиксацией пластинчатой гайки на первом компоненте. Наконец, например, болт или аналогичное крепежное средство пропускается через отверстие во втором компоненте, причем болт ввинчивается в крепежную гайку для эффективного соединения первого и второго компонентов.
Могут использоваться и другие способы или соединительные средства для выполнения таких соединений с использованием центрального отверстия в первом компоненте. При этом фиксация пластинчатой гайки выполняется расширением муфты, окружающей центральное отверстие пластинчатой гайки внутри отверстия первого компонента, аналогично креплению так называемой "взрывной заклепки". Расширение муфты может быть после этого выполнено, например, с помощью разового пробойника, который проводится через муфту с помощью оснастки. В процессе изготовления соединительного элемента этот пробойник может быть введен в муфту. В альтернативном варианте осуществления изобретения указанное расширение может быть также выполнено с помощью отдельного штифта, который вводится в муфту только тогда, когда устанавливается соединительный элемент, и который удаляется в конце операции расширения и может быть использован повторно. В результате фиксации пластинчатой гайки по центру первого компонента, отпадает необходимость в варианте соединения пластинчатой гайки с первым компонентом с помощью двух отдельных заклепок.
В связи с достаточным количеством операций (стадий) вышеуказанные способы или средства соединения требуют достаточно больших трудозатрат на установку. Кроме того, особенно для компонентов, состоящих из пластмасс, армированных волокном, существует риск расслаивания в зоне соединения. Такие расслаивания могут происходить, например, в таких зонах, в которых механические нагрузки действуют на материал параллельно предпочтительному направлению ориентации волокон, особенно в случаях соединений заклепками, винтовых соединений, или при расширении муфт в отверстиях, выполненных в пластмассах, армированных волокном. Более того, заклепки, используемые для крепления пластинчатой гайки, и расширяемая муфта для центрального крепления пластинчатой гайки, создают опасность коррозии, поскольку появляются зоны контакта различных материалов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Среди прочего, целью изобретения является создание способа соединительного элемента и устройства для простого и быстрого создания соединений между компонентами, имеющими в целом пластинчатую форму, причем по меньшей мере один компонент может быть выполнен из термопластичной пластмассы. Кроме того, целью изобретения является снижение возможности расслоений, а также возникновения коррозии в зоне выполненных соединений.
Предлагаемый в изобретении способ соединения первого компонента, выполненного из пластмассы, в частности из термопластичной и/или термореактивной пластмассы, со вторым компонентом с помощью установки на первый компонент соединительного элемента, снабженного опорной пластиной, которая выполнена из термопластичной и/или термореактивной пластмассы и на которой имеется соединительное средство и сквозное отверстие, содержит следующие стадии: выполнение сквозного отверстия в первом компоненте, сварка опорной пластины с первым компонентом, и соединение первого компонента со вторым компонентом путем введения крепежного средства, размещенного на втором компоненте, в соединительное средство.
Путем выполнения сварного соединения первого компонента, выполненного в частности из термопластичной и/или термореактивной пластмассы, с опорной пластиной соединительного элемента оба компонента могут быть соединены друг с другом быстро и легко, причем требуется только выполнение отверстия в первом компоненте. При этом предполагается, что первый компонент выполнен из термопластичной и/или термореактивной пластмассы, которые также могут быть армирована волокном, причем термореактивная пластмасса должна быть снабжена граничным слоем, предпочтительно выполненным из термопластичной пластмассы, по меньшей мере, в зоне сварного соединения, которое должно быть выполнено, так что обеспечивается свариваемость с опорной пластиной соединительного элемента.
Сварное соединение первого компонента и опорной пластины соединительного элемента обеспечивает соединение с высокой механической нагрузочной способностью соединительного элемента с первым компонентом без существенного ослабления материала или риска возникновения расслоений. Более того, риск возникновения коррозии снижается, поскольку по меньшей мере в зоне сварного соединения соприкасаются материалы только одного типа.
Объектом настоящего изобретения является также соединительный элемент.
Поскольку опорная пластина выполняется таким образом, чтобы она могла быть приварена к первому компоненту, то может быть обеспечено простое и быстрое соединение между первым компонентом, выполненным из термопластичной и/или термореактивной пластмассы, и вторым компонентом. Более того, в результате того, что опорная пластина может быть приварена к первому компоненту, может быть снижен риск возникновения расслоений и коррозии благодаря уменьшению количества отверстий, необходимых для крепления. Опорная пластина соединительного элемента также может быть плотно соединена с первым компонентом без риска ослабления материала, которое возникает в результате выполнения отверстий или использования заклепок для крепления. Поскольку выполняется операция сварки, то соединительный элемент и первый компонент становятся одним целым.
Поскольку между первым компонентом и соединительным элементом осуществляется сварное соединение, то соединения между двумя компонентами, в особенности имеющими пластинчатую форму, может быть выполнено просто и быстро, причем оно обладает вышеуказанными достоинствами.
Другие варианты способа соединительного элемента и устройства раскрыты в других пунктах формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На чертежах представлено:
Фигура 1 - вид сверху предлагаемого в изобретении соединительного элемента.
Фигура 2 - вид в перспективе опорной пластины соединительного элемента.
Фигура 3 - схематический вид поперечного сечения устройства для осуществления соединения с использованием соединительного элемента.
Одинаковые конструктивные элементы указаны на чертежах одними и теми же ссылочными номерами.
ПОДРОБНОЕ ИЗОБРЕТЕНИЯ
На фигуре 1 представлен вид сверху предлагаемого в изобретении соединительного элемента.
Соединительный элемент 1 содержит, среди прочего, опорную пластину 2, предпочтительно имеющую круглую форму, примерно по центру которой выполнено отверстие 3. Опорная пластина 2 также может иметь геометрическую форму, отличающуюся от круглой. Опорная пластина 2 прикреплена к первому компоненту 4 с помощью сварного соединения.
Для того чтобы обеспечить возможность выполнения сварного соединения между первым компонентом 4 и опорной пластиной 2 соединительного элемента 1, опорная пластина 2 формируется в соответствии с изобретением из термопластичного материала, который может быть дополнительно армирован волокнами. Опорная пластина 2 может быть выполнена из пластмассы, такой как, например, полиэфирэфиркетон (ПЭЭК), полиэфиримид (ПЭИ) или из аналогичных пластмасс.
В альтернативном варианте опорная пластина 2 также может быть выполнена из термореактивного материала, причем нижняя поверхность опорной пластины 2, которую не видно на фигуре 1, в этом случае должна иметь граничный слой, сформированный из термопластичной пластмассы, для того чтобы обеспечивалась возможность сварного соединения с первым компонентом 4.
Граничный слой может быть выполнен путем намазывания, приклеивания, прикатывания, спекания, напрессовывания, припекания термопластичного материала на нижний термореактивный материал основания. Если основной термореактивный материал армирован волокнами, то армирование может быть выполнено таким образом, чтобы концы волокон выходили из поверхности основного материала для обеспечения хорошего сцепления с наносимым граничным слоем. Предпочтительно для граничного слоя используется такие же пластические материалы, которые используются для изготовления опорной пластины соединительного элемента 1, а именно полиэфирэфиркетоны (ПЭЭК), полиэфиримиды (ПЭИ) и аналогичные материалы.
Первый компонент 4 может быть изготовлен из термопластичной и/или термореактивной пластмассы, которая может быть дополнительно армирована волокнами. Второй компонент может быть изготовлен из металла, термопластмассы и/или термореактивной пластмассы или из аналогичного материала. При необходимости материал второго компонента также может быть армирован волокнами.
Если первый компонент 4 сформирован из термореактивной пластмассы, то для обеспечения возможности сварного соединения с опорной пластиной 2, он должен быть снабжен по меньшей мере в области 5 соединения первого компонента 4 и опорной пластины 2 граничным слоем из термопластичной пластмассы (не показан). Протяженность области 5 соединения предпочтительно соответствует по меньшей мере круговой зоне опорной пластины 2. В зависимости от требуемых механических характеристик сварного соединения граничный слой может быть также нанесен только местно в области 5 соединения.
Кроме того, по обеим сторонам отверстия 3 опорной пластины размещены фиксирующие выступы 6, 7. В этих выступах 6, 7 имеются выемки (не показаны). Выемки предназначены для обеспечения установки с возможностью съема пружинного элемента 8, имеющего примерно квадратный периферийный контур, для формирования разъемного крепежного средства для гайки 9 с резьбой, которая устанавливается в соединительном элементе 1. В гайке 9 имеется отверстие 10 с внутренней резьбой. Во внутреннюю резьбу может быть ввинчен болт (не показан) для соединения со вторым компонентом (не показан). Перед тем как плотно соединить компоненты гайка 9 с резьбой может быть немного смещена по двум пространственным направлениям, параллельным верхней поверхности 11 опорной пластины 2, так что возможна некоторая компенсация допусков межу первым компонентом 4 и вторым компонентом с помощью предлагаемого в изобретении соединительного элемента 1.
Гайка 9 с резьбой и болт могут быть изготовлены из металла и/или пластмассы и дополнительно могут быть армированы волокнами для увеличения механической рабочей нагрузки.
В иллюстративном варианте осуществления изобретения болт служит в качестве крепежного средства, которое может быть введено в гайку 9 для формирования соединительного средства, обеспечивающего механическое соединение первого компонента 4 и второго компонента.
Вместо соединительного средства в форме гайки 9 с резьбой и крепежного средства в форме болта могут быть использованы и другие соединительные и крепежные средства. Например, соединение второго компонента с соединительным элементом 1 может быть также выполнено с использованием разъемного соединения с защелкой или аналогичного соединения, в котором на втором компоненте размещается защелкивающийся элемент, который предпочтительно может защелкиваться таким образом, чтобы его можно снова отсоединить с помощью отпирающего элемента, имеющего соответствующую форму и размещенного между фиксирующими выступами 6, 7.
Пружинный элемент 8 вставляется в выемки таким образом, чтобы его можно было вынуть. Например, если гайка 9 с резьбой будет повреждена в процессе сборки, то ее можно будет легко вынуть и заменить другой гайкой после съема пружинного элемента 8. После этого пружинный элемент 8 снова устанавливается в выемки для его фиксации. Таким образом, для замены гайки 9 с резьбой, больше не нужно будет снимать с первого компонента 4 приваренную к нему опорную пластину 2 соединительного элемента 1.
Для фиксации гайки 9 с резьбой с помощью пружинного элемента 8 гайка 9 имеет в целом прямоугольное основание 12. Это основание 12 снабжено на обоих концах выемками, имеющими примерно круглую форму. Основание 12 опирается на верхнюю поверхность 11 опорной пластины 2 под пружинным элементом 8. Таким образом, гайка 9 с резьбой плотно фиксируется пружинным элементом 8, так что она не может выскочить вверх с верхней поверхности 11 опорной пластины 2. Тем не менее, пружинный элемент 8 дает возможность гайке 9 с резьбой смещаться параллельно верхней поверхности 11 опорной пластины 2 между фиксирующими выступами 6, 7 для минимальной компенсации допусков.
Опорная пластина 2 и фиксирующие выступы 6, 7 предпочтительно выполняются как одно целое и могут быть изготовлены литьем под давлением из одного из вышеупомянутых термопластичных материалов, так что возможно экономичное массовое производство соединительного элемента 1. Отверстие 3 в опорной пластине также может быть сформировано в процессе литья под давлением или же выполняется в опорной пластине 2 на следующей стадии изготовления. В альтернативном варианте гайка 9 с резьбой может быть выполнена в процессе литья под давлением, особенно если отливка осуществляется из термопластичного материала. Однако в этом случае становится невозможной компенсация допусков и замена гайки 9 с резьбой в случае ее возможного повреждения без съема всей опорной пластины 2 с первого компонента 4.
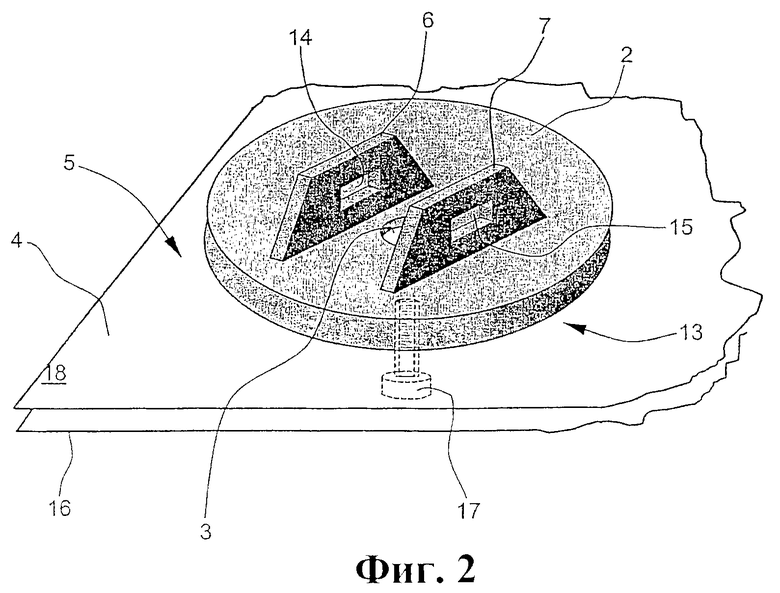
На фигуре 2 представлен вид в перспективе опорной пластины 2. Чтобы не загромождать чертеж, на нем не показан пружинный элемент 8, а также гайка 9 с резьбой.
Опорная пластина 2 снабжена фиксирующими выступами 6, 7. Предпочтительно примерно по центру опорной пластины 2 в ней выполнено сквозное отверстие 3. Как уже упоминалось выше, в соответствии с изобретением нижняя поверхность 13 опорной пластины 2 жестко прикрепляется к первому компоненту 4 с помощью сварного соединения. В иллюстративном варианте осуществления опорной пластины 2 выемки 14, 15 имеют примерно прямоугольную форму. Выемки 14, 15 могут иметь не только прямоугольную форму, как это показано на фигуре 2, но и другую форму, например трапециевидную или овальную. Выемки 14, 15 предназначены для установки в них пружинного элемента 8 с натягом или с защелкиванием для фиксации гайки 9 с резьбой на опорной пластине 2. Второй компонент 16 соединяется с первым компонентом 4 с помощью болта 17. Для этой цели болт 17 ввинчивается в гайку 9 с резьбой таким образом, что компоненты 4, 16 плотно прижимаются друг к другу. Вместо болта 17 и гайки 9 с резьбой также можно использовать другие соединительные устройства, например соединения с защелками или зажимами.
Предлагаемый в изобретении способ соединения первого компонента 4 со вторым компонентом 16 с помощью соединительного устройства 1 в соответствии с изобретением будет описан ниже более подробно.
Сначала в первом компоненте 4 выполняют сквозное отверстие, диаметр которого предпочтительно примерно соответствует внешнему диаметру болта 17 или диаметру сквозного отверстия 3 опорной пластины. Это отверстие в первом компоненте 4 по существу предназначается для направления и центровки инструмента или устройства для выполнения сварного соединения.
После этого в соответствии с изобретением выполняется сварное соединение между нижней поверхностью опорной пластины 12 соединительного элемента 1 и первым компонентом 4. Такое сварное соединение может быть выполнено с использованием известных способов сварки пластмасс. Например, соединительный элемент 1 может быть соединен с первым компонентом 4 с помощью ультразвуковой сварки, высокочастотной сварки, контактной сварки (сопротивлением), индукционной сварки, вибрационной сварки или других известных способов. По существу подходит любой способ, при котором в области 5 соединения выделяется достаточно энергии, так что материал в зоне верхней поверхности 18 первого компонента 4 и в зоне нижней поверхности 13 опорной пластины 2 по меньшей мере поверхностно расплавляется для выполнения соответствующей операции сварки.
При этом, как уже указывалось при описании соединительного элемента 1, предполагается, что первый компонент 4 формируется по меньшей мере в области 5 соединения и нижняя поверхность 13 опорной пластины 2 соединительного элемента 1 формируется по меньшей мере локально из термопластичного материала, в частности из полиэфирэфиркетона (ПЭЭК) и/или полиэфиримида (ПЭИ) для обеспечения качественного термосварного соединения, способного выдерживать достаточно большие механические нагрузки. При этом первый компонент 4 и опорная пластина 2 могут быть также армированы волокном.
Если первый компонент 4 выполнен из термореактивной пластмассы, например из эпоксидной смолы, армированной углеродными волокнами или из аналогичного материала, то необходимо перед установкой соединительного элемента 1 обеспечить по меньшей мере локально в области 5 соединения граничный слой, то есть нанести его на верхнюю поверхность 18 в области 5 соединения. Граничный слой формируется из термопластичного материала, в частности из полиэфирэфиркетона (ПЭЭК) и/или полиэфиримида (ПЭИ) для обеспечения качественного термосварного соединения, способного выдерживать большие механические нагрузки, компонента 4, выполненного из термореактивной пластмассы, с опорной пластиной 2 соединительного элемента 1, причем опорная пластина также формируется из одного из вышеуказанных термопластичных материалов, по меньшей мере в зоне нижней поверхности 13.
На следующей стадии для фиксации во втором компоненте 16 болта 17 в этом компоненте выполняется другое сквозное отверстие. Затем для завершения процесса соединения второй компонент 16 привинчивается известным способом к гайке 9 с резьбой с помощью болта 17.
Для дальнейшего упрощения и рационализации процесса соединения вместо резьбового соединения также могут использоваться соединения с защелкивающимися или с прижимными элементами. Кроме того, выполнение сквозного отверстия в первом компоненте 4 необязательно должно выполняться в самом начале последовательности стадий выполнения предлагаемого в изобретении способа. В соответствии с альтернативным вариантом это отверстие также может быть выполнено подходящим инструментом при выполнении операции сварки, в результате чего последовательность операций упрощается. Аналогично, сквозное отверстие 3 в опорной пластине 2 необязательно должно выполняться на стадии изготовления, поскольку это отверстие может быть выполнено на стадии сварки.
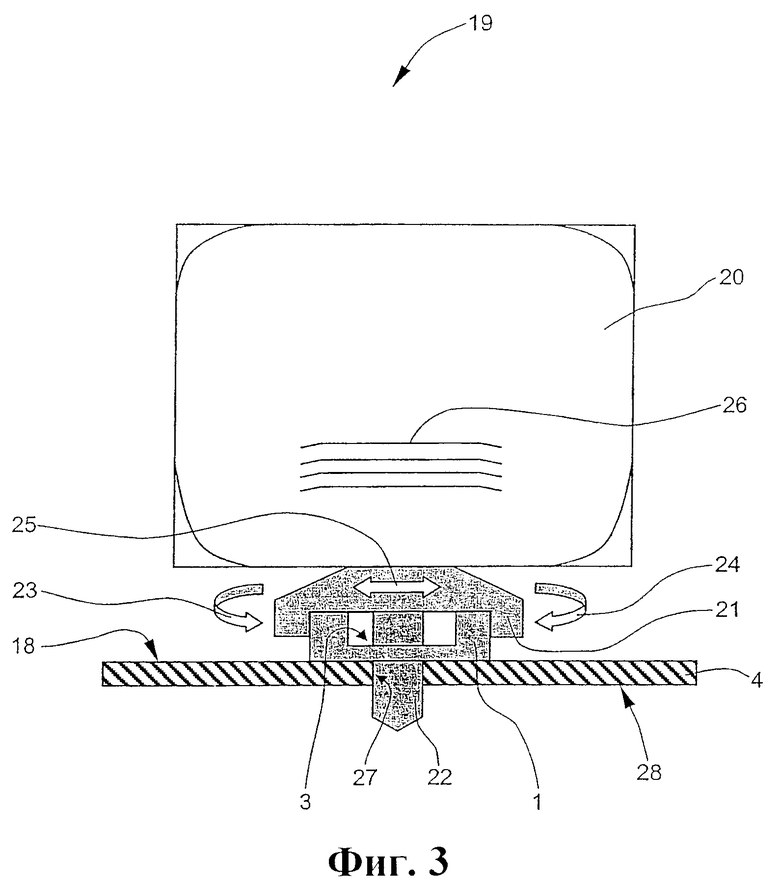
На фигуре 3 представлен схематический вид поперечного сечения предпочтительного варианта устройства для осуществления соединения с помощью соединительного элемента в соответствии с предлагаемым в изобретении способом.
Среди прочего, устройство 19 содержит приводное устройство 20, а также зажимное устройство 21 для нежесткой посадки соединительного элемента 1. Зажимное устройство 21 снабжено зажимными элементами, не показанными подробно на фигуре 3, с помощью которых обеспечивается надежный захват соединительного элемента 1. Зажимное устройство 21 предпочтительно реализуется в такой форме, которая обеспечивает зажим различных типов соединительных элементов, имеющих различные размеры и/или геометрические формы. Кроме того, в предпочтительном варианте осуществления изобретения зажимное устройство 21 снабжено направляющим штифтом 22 для направления и центровки соединительного элемента 1 относительно первого компонента 4.
Для выполнения в соответствии с изобретением операции сварки соединительного элемента 1 и первого компонента 4 прижимное устройство 21 управляется приводным устройством 20, который задает линейные и/или вращательные колебательные движения (вибрации). Направление в пространстве таких линейных и/или вращательных колебательных движений или вибраций указано стрелками 23 - 25. При этом стрелки 23, 24 указывают вращательные колебательные движения зажимного устройства 21 относительно верхней поверхности 18 первого компонента 4, а стрелка 25 указывает линейные колебательные движения относительно этой поверхности 18.
В случае вращательных движений термин "колебательный" означает, что зажимное устройство 21 не совершает полного вращения в направлении стрелок 23, 24, а только попеременно перемещается приводным устройством 20 на небольшие углы в одну и другую стороны вокруг вертикальной оси вращения. Соответственно, прижимное устройство 21 вместе с зажатым им соединительным элементом 1 вибрирует в основном параллельно стрелке 25 относительно первого компонента 4, совершая небольшие продольные перемещения. Амплитуда таких линейных и/или вращательных колебательных движений прижимного устройства 21 составляет максимум 1 мм. Однако движения или вибрации прижимного устройства 21 происходят при этом с достаточно высокой частотой, а именно до 100 кГц.
В дополнение к линейным и/или вращательным колебательным движениям зажимного устройства 21, указанным стрелками 23-25, приводное устройство 20 также может сообщать зажимному устройству 21 колебательные движения, направленные вверх-вниз по вертикали, то есть примерно перпендикулярно к верхней поверхности 18 первого компонента 4, как указано четырьмя линиями 26. Амплитуда этих вертикальных движений зажимного устройства 21 также имеет сравнительно небольшую величину, например, максимум 0,1 мм. Частота вертикальных колебаний при этом может достигать 200 кГц. Вертикальные колебательные движения, которые осуществляются примерно перпендикулярно верхней поверхности 18 первого компонента 4, влияют в частности на интенсивность выполнения операции сварки соединительного элемента 1 с первым компонентом 4 благодаря подводу большей энергии.
При этом линейные колебательные движения, вращательные колебательные движения, а также вертикальные вибрации зажимного устройства 21 также могут возбуждаться приводным устройством 20 одновременно или последовательно в любой комбинации.
Направляющий штифт 22 служит в основном для направления устройства 19 и/или соединительного элемента 1 для прохождения через сквозное отверстие 27, которое предварительно было выполнено в первом компоненте 4. Затем направляющий штифт проходит через отверстие 3 опорной пластины соединительного элемента 1. Если же отверстие 27 в первом компоненте в соединительном элементе 1 не было выполнено предварительно, то зажимное устройство 21 может быть снабжено расточным приспособлением (не показано) для выполнения отверстия 27 в первом компоненте 4. Соответственно, также можно выполнять сквозное отверстие 3 в опорной пластине 2 только на стадии установки соединительного элемента 1. В другом альтернативном варианте осуществления изобретения направляющий штифт 22 может также использоваться в качестве расточного приспособления и, таким образом, он будет выполнять функции направления и центрирования, а также функцию просверливания отверстия. Предпочтительно направляющий штифт 22, выполняющий также функцию расточного приспособления, может быть снабжен небольшим центрирующим наконечником, который сначала обеспечивает надежное направление или позиционирование устройства 19 на верхней поверхности 18 первого компонента 4.
В соответствии с другим альтернативным вариантом осуществления изобретения расточное приспособление, а также устройство 19 для выполнения соединения между первым компонентом 4 и соединительным элементом 1 также могут быть функционально отделены друг от друга. В этом случае для выполнения операции сварки нет необходимости в отверстии 27 в первом компоненте 4, и можно обойтись без направляющего штифта 22. Отверстие 27 выполняется в соединительном элементе 1 и в первом компоненте 4 только после окончательного завершения операции сварки соединительного элемента 1 с первым компонентом 4.
Кроме того, для выполнения операции сварки может использоваться опорная часть, не показанная на фигуре 3, которая главным образом будет предотвращать деформацию первого компонента 4. Для этой цели опорная часть по меньшей мере локально прижимается к нижней поверхности 28 первого компонента 4.
При выполнении операции сварки приводное устройство 20 управляется устройством управления и регулирования (не показано). Устройство управления и регулирования обеспечивает в частности управление амплитудой и/или частотой линейных или вращательных колебательных движений зажимного устройства 21. Это также относится и к вертикальным колебательным движениям зажимного устройства 21, которые показаны несколькими линиями 26. Устройство управления и регулирования снабжено рабочими элементами, а также передатчиками сигналов, не показанными на фигуре 3, посредством которых может быть запущена операция сварки и может индицироваться соответствующее завершение сварки. Кроме того, с помощью устройства управления и регулирования путем ввода параметров может легко задаваться амплитуда и/или частота линейных и/или вращательных колебательных движений в зависимости от качества материала первого компонента 4 и соединительного элемента 1, и эти колебания могут контролироваться при выполнении операции сварки для обеспечения оптимального режима вне зависимости от имеющегося сочетания материалов. Аналогично, это относится также и к амплитуде и частоте вертикальных колебательных движений зажимного устройства 21.
Кроме того, для пользователя может обеспечиваться возможность указания расшифровки простых сокращений или обозначений материалов опорной пластины 2 и первого компонента 4, и затем в устройстве управления и регулирования автоматически из характеристической функции выбираются вышеуказанные параметры операции сварки, в частности частота и амплитуда линейных и/или вращательных колебательных движений и вибраций зажимного устройства 21, для обеспечения выполнения сварки в оптимальном режиме.
Наконец, с помощью устройства управления и регулирования при необходимости также можно задавать и контролировать давление, которое используется зажимным устройством 21 для прижатия соединительного элемента 1 к верхней поверхности 18 первого компонента 4 при выполнении операции сварки.
Устройство 19, схематично показанное на фигуре 3, для выполнения операции сварки соединительного элемента 1 с первым компонентом 4 представляет всего лишь иллюстративный вариант осуществления изобретения, в котором обеспечивается сварка трением. В альтернативных вариантах осуществления изобретения могут предусматриваться устройства, с помощью которых соединение между соединительным элементом 1 и первым компонентом 4 может быть выполнено с использованием ультразвуковой сварки, высокочастотной сварки, контактной сварки (сопротивлением), индукционной сварки, вибрационной сварки или других способов.
Изобретение относится к соединению предварительно сформованных частей. Способ соединения первого компонента, изготовленного из пластмассы, в частности из термопластичной и/или термореактивной пластмассы, со вторым компонентом путем установки на первом компоненте соединительного элемента, снабженного опорной пластиной, которая выполнена из термопластичной и/или термореактивной пластмассы и на которой имеется соединительное средство и сквозное отверстие. Способ содержит следующие стадии: выполнение сквозного отверстия в первом компоненте, приваривание опорной пластины к первому компоненту, и соединение первого компонента и второго компонентом путем введения крепежного средства, размещенного на втором компоненте, в соединительное средство, которое устанавливают на опорной пластине с возможностью съема. Соединительный элемент для выполнения соединения в соответствии со способом. Устройство для осуществления способа соединения с использованием соединительного элемента. Обеспечивается простое и быстрое соединение между компонентами, а так же снижается возможность расслоения и возникновение коррозии в зоне соединения. 3 н. и 15 з.п. ф-лы, 3 ил.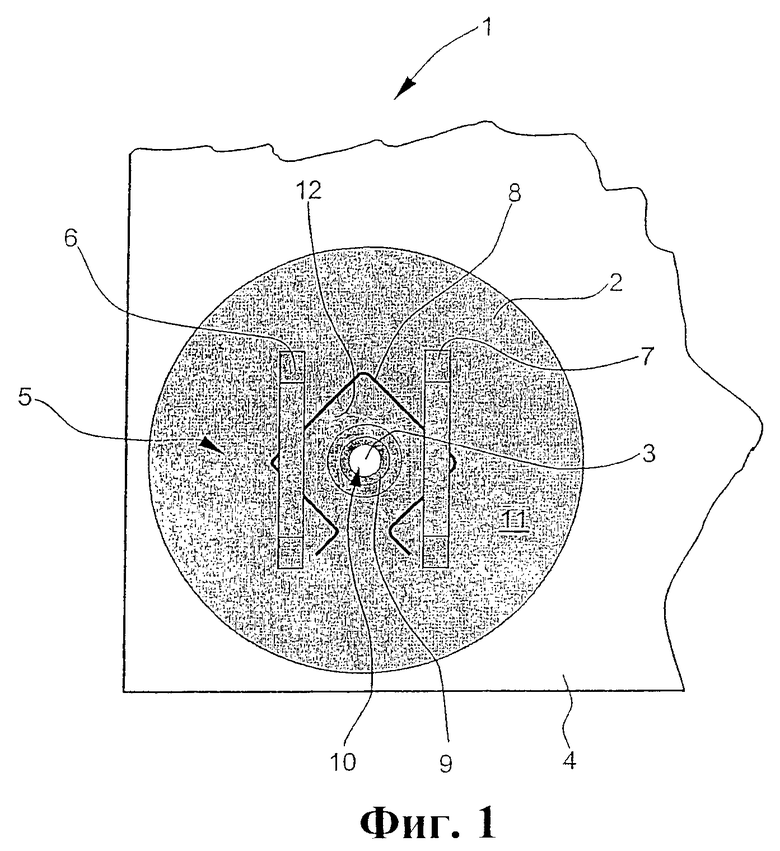
1. Способ соединения первого компонента, выполненного из пластичного материала, в частности из термопластичной и/или термореактивной пластмассы, со вторым компонентом путем установки на первый компонент соединительного элемента, снабженного опорной пластиной, которая выполнена из термопластичной и/или термореактивной пластмассы и на которой имеются соединительное средство и сквозное отверстие, причем способ содержит следующие стадии:
выполнение сквозного отверстия в первом компоненте;
приваривание опорной пластины к первому компоненту; и
соединение первого компонента и второго компонента путем введения крепежного средства, размещенного на втором компоненте, в соединительное средство, при этом используют соединительное средство, которое устанавливают на опорной пластине с возможностью съема.
2. Способ по п.1, который дополнительно содержит стадию снабжения первого компонента, выполненного из термореактивной пластмассы, граничным слоем, в частности слоем термопластичной пластмассы, по меньшей мере в области соединения, перед выполнением операции сварки с опорной пластиной.
3. Способ по п.1 или 2, в котором приваривание опорной пластины к первому компоненту и выполнение сквозного отверстия в первом компоненте осуществляют одновременно.
4. Способ по п.1, который дополнительно содержит стадию введения соединительного средства в опорную пластину и прикрепления его к ней после того, как опорная пластина приварена к первому компоненту.
5. Способ по п.1, в котором опорную пластину приваривают к первому компоненту с использованием сварки трением.
6. Соединительный элемент для создания соединения в соответствии со способом по любому из пп.1-5, содержащий опорную пластину, которая предназначена для прикрепления к первому компоненту, выполненному из пластичного материала, и в которой имеется сквозное отверстие и соединительное средство, которое установлено с возможностью съема на опорной пластине; причем соединительное средство предназначено для ввода в него крепежного средства, размещенного на втором компоненте; и опорная пластина выполнена таким образом, чтобы ее можно было приварить к первому компоненту.
7. Соединительный элемент по п.6, в котором опорная пластина и/или соединительное средство выполнены из термопластичной и/или термореактивной пластмассы.
8. Соединительный элемент по п.6 или 7, в котором опорная пластина и/или соединительное средство армированы волокном.
9. Соединительный элемент по любому из пп.6 и 7, в котором опорная пластина и/или соединительное средство выполнены из полиэфирэфиркетона и/или полиэфиримида.
10. Соединительный элемент по п.6, в котором опорная пластина снабжена по меньшей мере двумя фиксирующими выступами, размещенными по бокам сквозного отверстия опорной пластины и имеющими выемки, в которых устанавливается фиксирующее средство, в частности пружинный или аналогичный элемент, предназначенное для крепления соединительного средства с возможностью съема.
11. Соединительный элемент по п.6, в котором соединительное средство выполнено в виде гайки.
12. Соединительный элемент по п.11, в котором крепежное средство выполнено в виде болта, предназначенного для ввинчивания в гайку, для обеспечения соединения первого и второго компонентов.
13. Устройство для осуществления способа по любому из пп.1-5 с использованием соединительного элемента по любому из пп.6-12, содержащее устройство для выполнения сварного соединения между первым компонентом и соединительным элементом, зажимное устройство для захвата соединительного элемента, и приводное устройство для захвата соединительного элемента, и приводное устройство для прижатия с заданным давлением опорной пластины соединительного элемента к верхней поверхности первого компонента, предназначенное для привода приводным устройством зажимного устройства, обеспечивающее линейное и/или вращательное колебательное движение, при создании сварного соединения между опорной пластиной соединительного элемента и первым компонентом.
14. Устройство по п.13, в котором в области нижней поверхности первого компонента размещена опорная часть, предотвращающая деформацию первого компонента под действием приложенного давления.
15. Устройство по п.13, в котором зажимное устройство снабжено направляющим штифтом для направления и центрирования крепежного средства в процессе выполнения операции сварки в отверстии в первом компоненте.
16. Устройство по п.15, в котором направляющий штифт дополнительно является расточным устройством для выполнения сквозного отверстия в первом компоненте при выполнении операции сварки.
17. Устройство по п.13, которое дополнительно содержит: устройство управления и регулирования, которое предназначено для управления частотой и/или амплитудой линейных и/или вращательных колебательных движений, сообщаемых приводным устройством зажимному устройству.
18. Устройство по п.17, в котором устройство управления и регулирования имеет по меньшей мере один передатчик сигналов для указания завершения операции сварки.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| US 3661661 A, 09.05.1972 | |||
| US 5879115 A, 09.03.1999 | |||
| ПРИВАРИВАЕМАЯ ГАЙКА | 0 |
|
SU350286A1 |

