Область техники
Изобретение относится к способу соединения двух компонентов, по меньшей мере, один из которых выполнен из фиброармированного пластика.
Уровень техники
Фиброармированные пластики в связи с благоприятным соотношением прочности и массы являются ключевым фактором успеха при изготовлении очень легких, но, вместе с тем, способных выдерживать большую нагрузку конструкций.
Поэтому их применение в авиастроении, изготовлении транспортных средств, а также в других областях, использующих облегченные конструкции, с годами растет.
В контексте заявленного изобретения термин «фиброармированный пластик» имеет очень широкое толкование. Под ним в любом случае понимают матрицу, которая может состоять из термореактивной или термопластичной пластмассы. В эту матрицу погружены волокна, будь то отдельные волокна, волокнистая ткань или волокнистая соединительная ткань. В качестве волокнистых материалов часто используют углерод (карбон, углепластики), стекло или арамид.
В соответствии с нагрузками, возникающими в процессе эксплуатации детали, волокна располагают и ориентируют в матрице таким образом, чтобы получить высокопрочные компоненты с минимально возможной массой.
Важное преимущество термопластичной матрицы из фиброармированного пластика заключается в том, что ей можно придавать форму методом горячего формования. Фиброармированные пластмассы с термопластичной матрицей в форме пластины называют также «органическими листами». В смысле заявленного изобретения они также покрываются термином «фиброармированный пластик».
Практически в любых продуктах важной задачей является соединение двух или более одинаковых или различных компонентов.
В случае соединения двух компонентов из волокнистого композиционного материала с углеродными волокнами (в дальнейшем именуемого углепластиком) обычным способом, например, с помощью винтов или заклепок, вследствие положения графита в электрохимическом ряду напряжений возникает контактная коррозия, сокращающая срок службы соединения, что не может считаться допустимым. Графит, содержащийся в углеродных волокнах, с точки зрения коррозии ведет себя подобно относительно благородному металлическому материалу, вследствие чего компоненты, изготовленные из углепластика, нельзя стыковать или соединять с помощью крепежа (заклепок или винтов) из неблагородных металлов, в частности, стали или алюминия. В случае использования для этой цели крепежных элементов из неблагородных металлов, через короткий промежуток времени возникает коррозия.
В авиастроении компоненты из углепластика соединяют между собой винтами или заклепками из титановых сплавов, так как титановые сплавы обладают лишь небольшой разностью потенциалов с графитом. Тем не менее, этот подход, в том числе, по соображениям стоимости, неприменим во многих областях, например, в автомобильной промышленности.
В патентных документах US 5,354,160 и WO 93/02850 раскрыты способы соединения двух деталей, использующие крепежный элемент с куполообразной головкой из фиброармированного пластика. Такой крепежный элемент с куполообразной головкой содержит анкерную стяжку, притягивающую головку и соединяемые детали друг к другу в осевом направлении крепежного элемента с куполообразной головкой. В этом состоянии цилиндрическую деталь крепежного элемента с куполообразной головкой, проходящую через отверстия в соединяемых деталях и выступающую из них, нагревают вращающимся инструментом и приводят в состояние, пригодное для пластической деформации. После достижения достаточного уровня пластичности вращение инструмента прекращают, и инструмент подводят в осевом направлении к соединяемым деталям. При этом на крепежном элементе с куполообразной головкой формируется буртик. После этого отрезают анкерную стяжку крепежного элемента с куполообразной головкой.
Сущность изобретения
Задачей изобретения является разработка способа стыковки или соединения по меньшей мере двух компонентов, который будет отличаться низкой стоимостью и эксплуатационной надежностью, а также устранит риск контактной коррозии, причем по меньшей мере один компонент изготовлен из фиброармированного пластика.
Эта задача решена способом с признаками, раскрытыми в независимом пункте 1 формулы изобретения, пластмассовым крепежным элементом с куполообразной головкой для соединения по меньшей мере двух компонентов с признаками, раскрытыми в дополнительном независимом пункте 5 формулы, и узлом, содержащим по меньшей мере два компонента с признаками, раскрытыми в дополнительном независимом пункте 11 формулы.
Способ соединения по меньшей мере двух компонентов, причем по меньшей мере один компонент изготовлен из фиброармированного пластика, предусматривает соединение по меньшей мере двух компонентов с геометрическим замыканием при помощи вращательно-симметричного крепежного элемента с куполообразной головкой из пластмассы с наполнением, предпочтительно, из армированного стекловолокном полиамида или полипропилена, который приводят во вращательное или колебательное движение и вводят в компоненты путем приложения осевого усилия.
Предложенный изобретением способ соединения позволяет нагревать и частично расплавлять крепежный элемент с куполообразной головкой путем трения о соединяемые компоненты. В то же время, сердечник крепежного элемента с куполообразной головкой остается прочным настолько, что крепежный элемент с куполообразной головкой самостоятельно создает необходимое ему монтажное пространство в процессе установки (путем приложения достаточного осевого усилия). После того, как крепежный элемент с куполообразной головкой достигнет своего конечного положения в соединяемых компонентах, расплавленный припуск крепежного элемента с куполообразной головкой сплавится, по меньшей мере, с одним из соединяемых компонентов таким образом, чтобы после последующего охлаждения мест соединения между компонентами образовалось неметаллическое соединение, выдерживающее большие нагрузки.
Крепежный элемент с куполообразной головкой можно вращать равномерно или короткими движениями с чередованием направления вращения. Эти варианты называют вращением и колебанием. Предложенный изобретением способ соединения не ограничивается этими явно упомянутыми относительными перемещениями между крепежным элементом с куполообразной головкой и соединяемыми компонентами. Напротив, можно использовать и другие относительные перемещения, в частности, круговые движения крепежного элемента с куполообразной головкой малой амплитуды, или комбинацию таких перемещений.
Описываемое изобретением соединение имеет общие черты с традиционной сваркой трением. Основное отличие заключается в том, что крепежный элемент с куполообразной головкой содержит припуск на сварку, а нерасплавленная часть крепежного элемента с куполообразной головкой служит соединительным элементом.
Описываемый изобретением способ технически легко контролировать, поскольку устройства ЧПУ позволяют легко и с высоким уровнем воспроизводимости управлять вращением или колебанием, силой прижима и осевыми перемещениями крепежного элемента с куполообразной головкой. Сходство способа с известной сваркой трением позволяет использовать для описываемого изобретением способа устройства и системы управления, предназначенные для сварки трением, с определенными модификациями.
Само собой разумеется, что в связи с существенно различающимися свойствами материалов соединяемых компонентов, а также крепежного элемента с куполообразной головкой из пластика, параметры процесса, в частности, скорость вращения крепежного элемента с куполообразной головкой, усилие подачи во время вращения или колебания крепежного элемента с куполообразной головкой и усилие прижима после прекращения вращения крепежного элемента с куполообразной головкой, а также длительность процесса следует определять в соответствии с характеристиками соединяемых компонентов в каждом конкретном случае и устанавливать на основании ряда опытов и/или экспериментальных данных.
Во многих областях применения нет необходимости в предварительном сверлении отверстий в соединяемых компонентах, так как нерасплавленный сердечник крепежного элемента с куполообразной головкой просверливает необходимые отверстия в соединяемых компонентах. В альтернативном варианте соединяемые компоненты можно просверлить до соединения.
Кроме того, описываемый изобретением способ выгоден тем, что между соединяемыми компонентами и крепежным элементом с куполообразной головкой возникает относительно большая контактная или сварочная поверхность. Площадь этой контактной поверхности можно легко изменять в широких пределах в соответствии с требованиями каждого конкретного случая, изменяя диаметр отверстий, выполненных на первом этапе способа.
Если описываемым изобретением способом нужно соединить, например, металлический лист и компонент из фиброармированного пластика, крепежный элемент с куполообразной головкой вставляют в предварительно выполненное в листе отверстие. Впоследствии вращающийся или колеблющийся крепежный элемент с куполообразной головкой проникает в материал фиброармированного пластика и просверливает отверстие таким образом, чтобы после установления описываемого изобретением соединения сваркой трением металлический лист оказался в известной степени зажат между головкой крепежного элемента и компонентом из фиброармированного пластика. При такой комбинации материалов также можно выполнить отверстие в компоненте из фиброармированного пластика до выполнения соединения.
Описываемый изобретением способ можно также использовать для соединения крепежного элемента с куполообразной головкой с помощью сварки трением с компонентом из пластика с наполнением. Такой крепежный элемент с куполообразной головкой может затем служить точкой крепления других компонентов, например, с помощью винтов.
Подразумевается, что при необходимости можно предусмотреть несколько расположенных на некотором удалении друг от друга соединений сваркой трением согласно изобретению для соединения двух или более компонентов. Аналогичным образом в авиастроении, например, листовые детали соединяют друг с другом одним или несколькими рядами заклепок.
Чтобы получить согласно изобретению надежное соединение с геометрическим замыканием, в предпочтительном варианте осуществления крепежный элемент с куполообразной головкой, по меньшей мере, частично состоит из термопластичной пластмассы, причем крепежный элемент с куполообразной головкой состоит из пластика с наполнением, предпочтительно, из армированного (стекло)волокном полиамида или полипропилена. Разумеется, этот список материалов не является исчерпывающим и приведен исключительно для примера. Очевидно, что для изготовления крепежного элемента с куполообразной головкой, описываемого изобретением, можно использовать различные пластики, в частности, термопласты, с наполнителями или без них.
Предпочтительно, крепежный элемент с куполообразной головкой содержит головку, причем наружный диаметр головки превышает диаметр стержня крепежного элемента. Благодаря этому крепежный элемент может входить в отверстия соединяемых компонентов лишь до контакта куполообразной головки с первым из двух этих компонентов. Когда крепежный элемент с куполообразной головкой достигает этого положения, перемещение крепежного элемента можно продолжать лишь до тех пор, пока контактная поверхность между головкой крепежного элемента и первым компонентом не будет нагрета трением до состояния, в котором, по меньшей мере, часть головки размягчается и приобретает текучие свойства. Затем, после прекращения движения крепежного элемента с куполообразной головкой и прижатия его головки к соединяемым компонентам, сварное соединение большой площади, полученное сваркой трением, образуется на контактной поверхности между головкой и соединяемым компонентом, а также на краях предварительно выполненных отверстий или отверстий, просверленных самим крепежным элементом в процессе установки, что дополнительно повышает нагрузочную способность соединения, описываемого настоящим изобретением.
При этом предполагается, что соединяемый компонент, входящий в контакт с головкой крепежного элемента, может быть сварен с материалом головки.
В предпочтительном варианте способа, по меньшей мере, в одном из соединяемых компонентов предварительно выполняют отверстия. Так называемая предварительная пробивка отверстий может быть выгодной в том случае, если соединяемый компонент, например, изготовлен из металла или имеет твердое покрытие, например, жесткий термореактивный покровный слой. В таком твердом материале крепежный элемент с куполообразной головкой не сможет создать для себя монтажное пространство в процессе установки или при вращательном, колебательном и/или круговом соединяющем движении за счет расплавления соединяемых компонентов.
В предпочтительном варианте осуществления крепежный элемент с куполообразной головкой, описываемый изобретением и изготовленный из пластика, описывает вращательные, колебательные и/или круговые движения при установлении соединения.
Чтобы крепежный элемент с куполообразной головкой можно было привести во вращение, и чтобы он смог передавать крутящий момент, необходимый для расплавления, в предпочтительном варианте осуществления головку крепежного элемента выполняют с расчетом на установку в приводное устройство и/или на передачу крутящего момента. Это может быть реализовано, например, с помощью обычного внутреннего шестигранника, внутреннего многогранника или соответствующего наружного контура головки, например, в виде многогранника или шестигранника.
Важным аспектом в исполнении головки является передача крутящего момента и захват крепежного элемента с куполообразной головкой в приводе устройства для сварки трением.
Также возможно исполнение крепежного элемента без головки или с потайной головкой, то есть без бокового выпуска, который можно было бы использовать в некоторых областях применения в виде утопленного крепежного элемента.
В следующем предпочтительном варианте осуществления крепежный элемент, описываемый изобретением, имеет центральное осевое отверстие, которое может быть выполнено в виде глухого или сквозного отверстия. С помощью этого осевого отверстия можно легко выровнять крепежный элемент по оси вращения приводного устройства и ввести в, возможно, предварительно выполненные отверстия в соединяемых компонентах. После установления описываемого изобретением соединения сваркой трением осевое отверстие можно использовать, например, для вкручивания (металлического) винта, болта и/или крючка в термопластичный материал крепежного элемента с куполообразной головкой. Это означает, что на головке или противоположном головке конце крепежного элемента можно закрепить дополнительные компоненты традиционным способом привинчивания и/или вставки.
Если осевое отверстие выполнено в виде сквозного отверстия, обычные цилиндрические винты можно вставить через это осевое отверстие и затем закрепить соответствующими гайками и, предпочтительно, подкладными шайбами из неметаллического материала без дополнительных операций. Кроме того, крепежный элемент с куполообразной головкой можно использовать как направляющую для самонарезающих винтов или подходящей стяжки. Относительно большая толщина стенок крепежного элемента с куполообразной головкой надежно предотвращает контакт между металлическим винтом и графитом в углеродном волокне или других наполнителях соединяемых компонентов, что исключает контактную коррозию.
Для обеспечения прочности и высокой нагрузочной способности соединения сваркой трением, описываемого изобретением, в предпочтительном варианте осуществления крепежный элемент с куполообразной головкой содержит стержень в форме усеченного конуса, причем диаметр стержня у головки больше, чем на удаленном от головки конце. В этом случае крепежный элемент с куполообразной головкой можно ввести более тонким концом в, возможно, предварительно выполненные отверстия в соединяемых компонентах и, вращая, вдавить в отверстия соединяемых компонентов настолько, чтобы головка крепежного элемента соприкоснулась с первым соединяемым компонентом и приварилась к нему в месте контакта.
Для обеспечения надежной центровки или установки крепежного элемента в, возможно, предварительно просверленные отверстия в соединяемых компонентах, диаметр конца стержня, удаленного от головки, по существу, равен или немного меньше диаметра отверстий в соединяемых компонентах.
Кроме того, оказался предпочтительным вариант, в котором крепежный элемент с куполообразной головкой содержит наполнитель в объеме от 10 до 50 процентов по массе, более предпочтительно, 30 процентов по массе. В этом случае крепежный элемент с куполообразной головкой будет обладать высокой механической прочностью и хорошей пригодностью для сварки трением.
Преимущества, которые можно получить при использовании способа согласно изобретению и крепежных элементов с куполообразной головкой согласно изобретению, позволяют получить узел с признаками, раскрытыми в дополнительном независимом пункте 11 формулы, причем указанный узел содержит, по меньшей мере, два компонента, из которых, по меньшей мере, один компонент изготовлен из фиброармированного пластика, причем, по меньшей мере, два компонента соединены одним или несколькими крепежными элементами с куполообразной головкой из пластика с наполнением, предпочтительно, из армированного стекловолокном полиамида или полипропилена, с помощью описываемого изобретением способа.
При этом, по меньшей мере, компонент, удаленный от головки крепежного элемента, выполнен из фиброармированного пластика. При этом с помощью описываемого изобретением крепежного элемента с куполообразной головкой из пластика можно соединить компоненты друг с другом описанным выше способом.
В идеале, по меньшей мере, один из соединяемых компонентов из фиброармированного пластика содержит матрицу из термопластичного материала, благодаря чему трение между компонентом и крепежным элементом приводит не только к переходу материала крепежного элемента в частично текучее состояние, но и к нагреву и переходу в текучее состояние матрицы, по меньшей мере, одного компонента из фиброармированного пластика. Это позволяет дополнительно повысить прочность соединения между крепежным элементом и этим компонентом. Кроме того, использование крепежного элемента с куполообразной головкой, изготовленного из текучего материала, позволяет сваривать этим способом материалы с термореактивной или эластомерной матрицей.
В качестве наполнителей можно использовать любые известные неорганические наполнители в различных формах, в частности, например, в форме волокон, например, стекловолокна, базальтового волокна, борного волокна, керамического волокна, кремневых волокон, металлических армирующих волокон, а также органические наполнители в различных формах, в частности, например, в виде армирующих волокон, например, арамидного волокна, углеродного волокна, полиэфирного волокна, нейлонового волокна, полиэтиленового волокна или волокна из плексигласа (полиметилметакрилата), как для соединяемых компонентов, так и для крепежных элементов с куполообразной головкой.
Краткое описание чертежей
Прочие преимущества и предпочтительные варианты осуществления настоящего изобретения представлены на приведенных ниже фигурах, в их описании и в пунктах формулы изобретения. Все признаки и свойства, указанные на фигурах, в описании и в формуле изобретения, могут быть существенными для изобретения как по отдельности, так и в любых комбинациях друг с другом. На фигурах изображено:
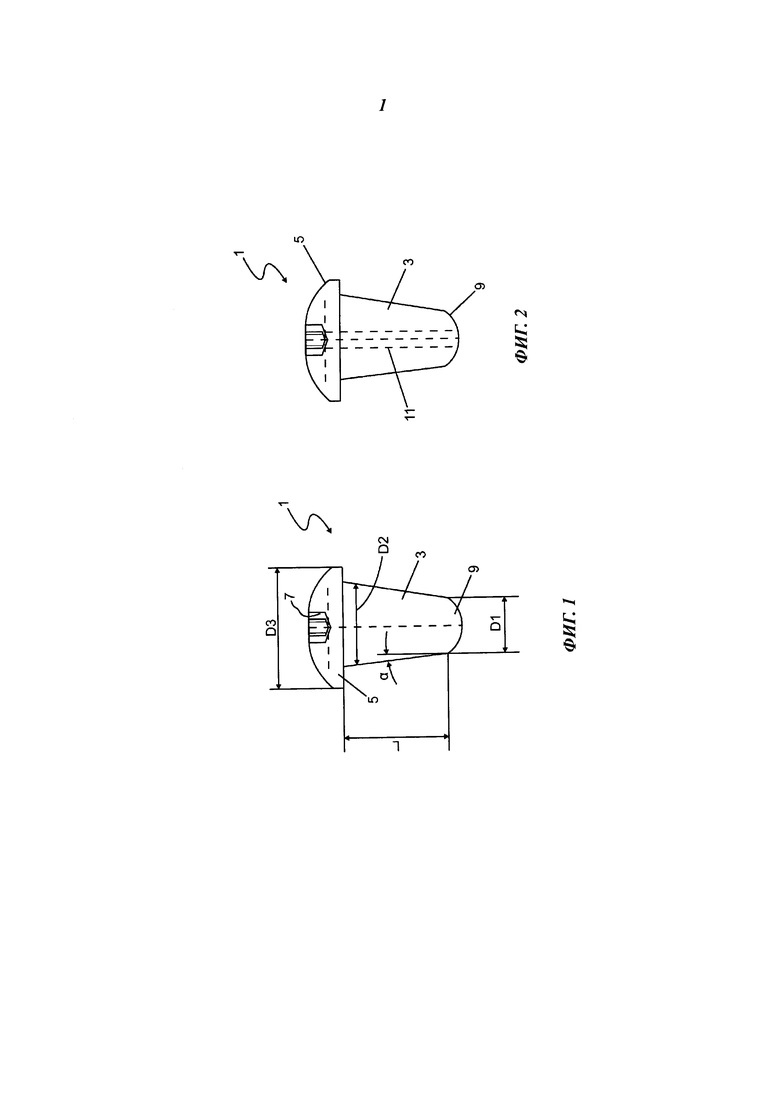
Фигуры 1 и 2: два варианта осуществления крепежного элемента с куполообразной головкой согласно изобретению.
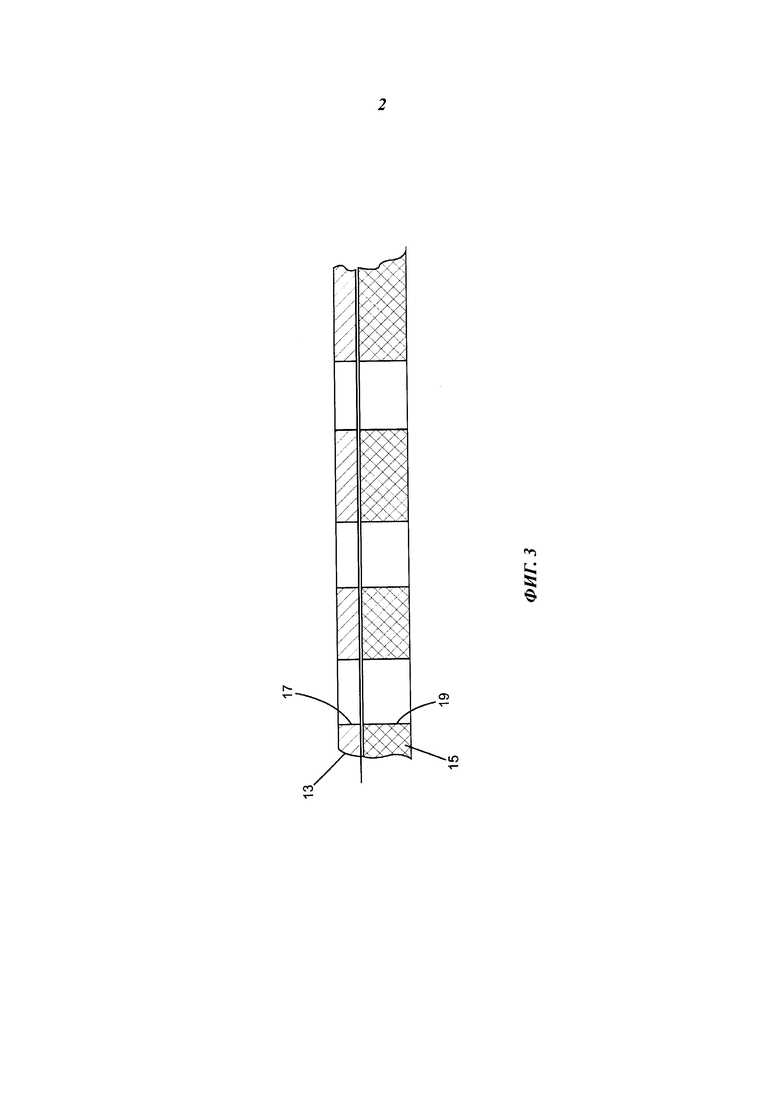
Фигура 3: два соединяемых компонента с уже выполненными отверстиями.
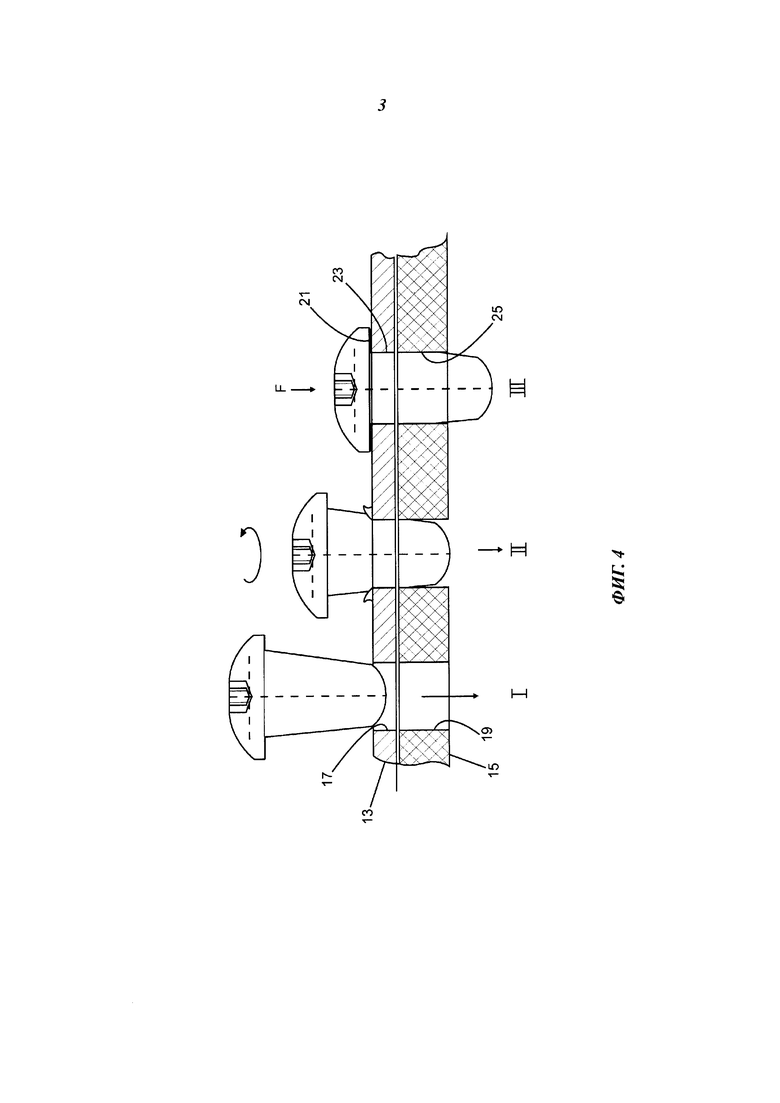
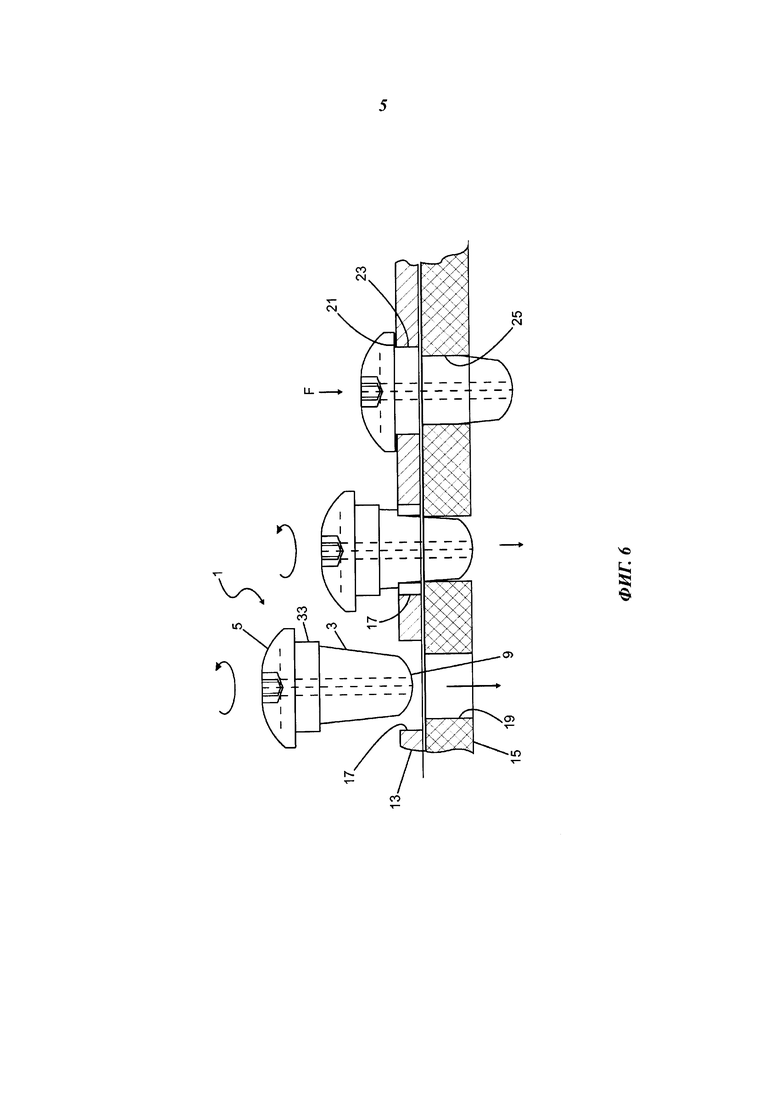
Фигуры 4-6: различные варианты описываемого изобретением способа соединения компонентов, показанных на фигуре 3, на различных этапах.
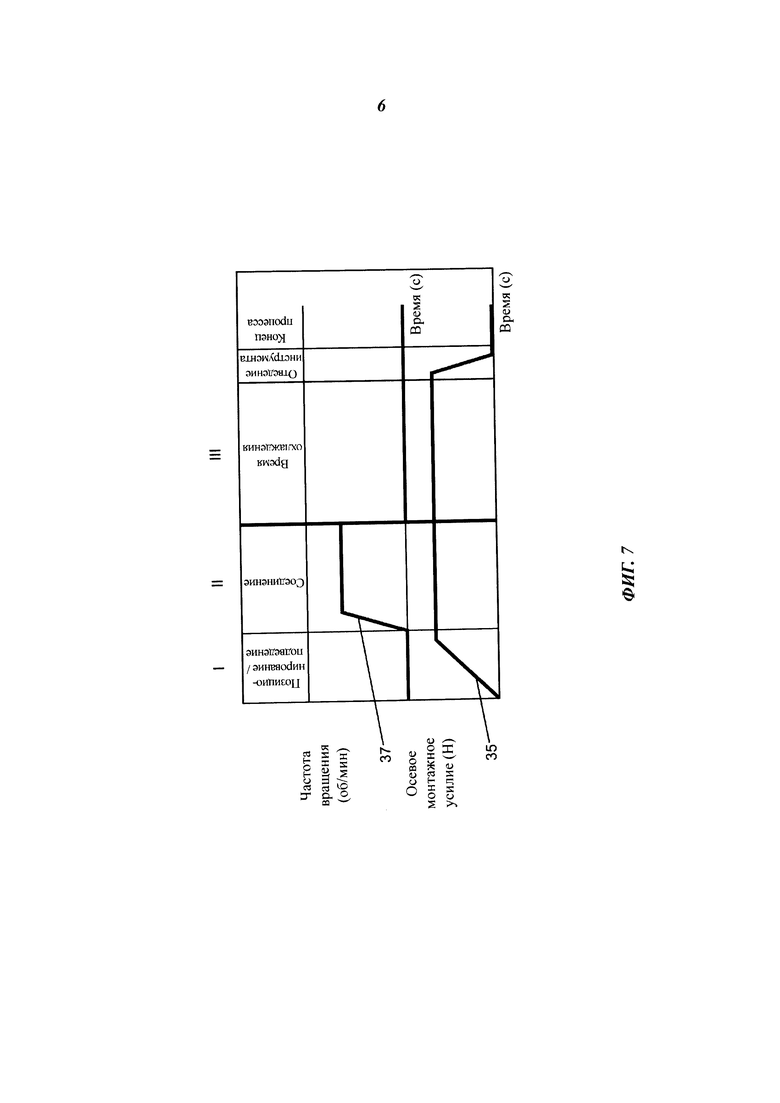
Фигура 7: график зависимости описываемого изобретением способа соединения от времени.
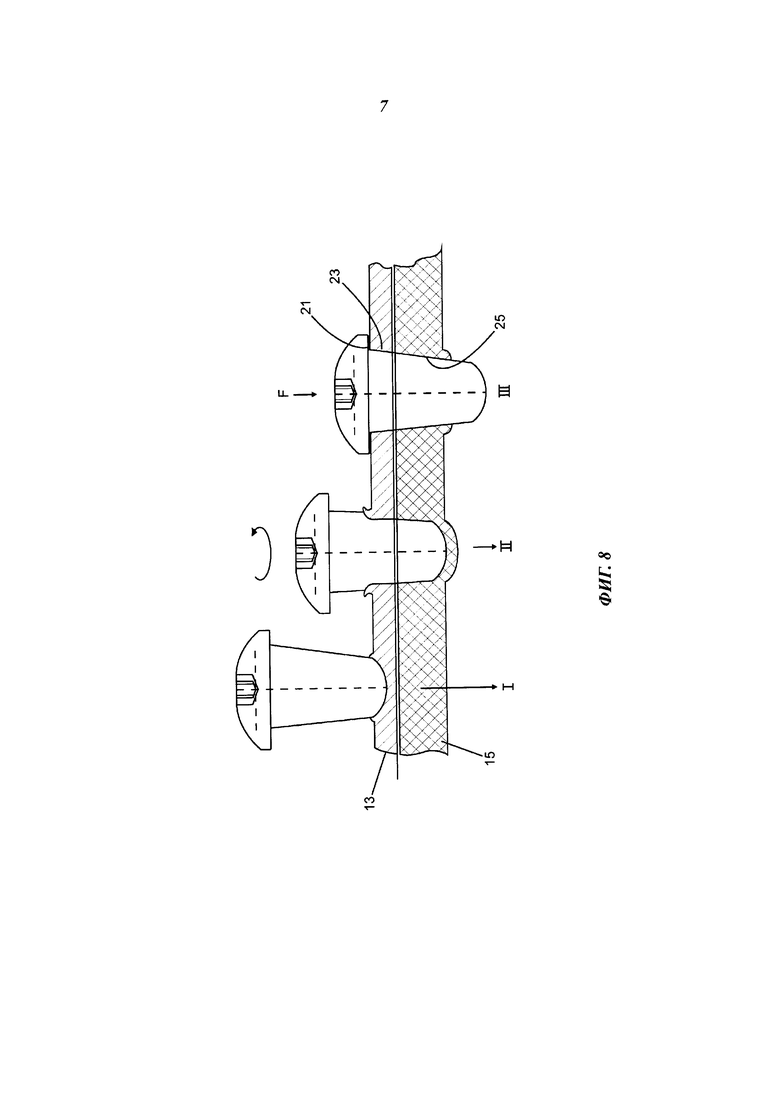
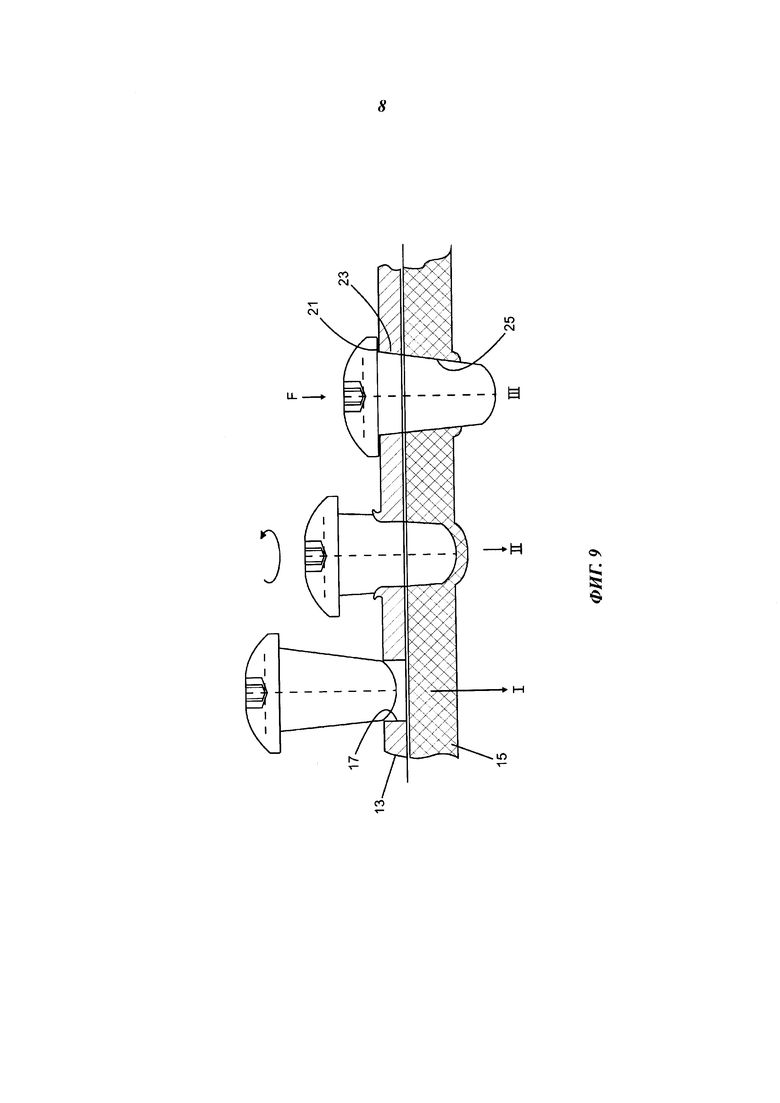
Фигуры 8 и 9: другие варианты способа соединения согласно настоящему изобретению.
Осуществление изобретения
На фигуре 1 в целом изображен крепежный элемент 1 с куполообразной головкой. Крепежный элемент 1 с куполообразной головкой содержит стержень 3, выполненный в форме усеченного конуса, и головку 5. Диаметр D1 конца стержня 3, противоположного головке 5, меньше диаметра D2 стержня 3 в непосредственной близости от головки 5. Диаметр D3 головки 5, в свою очередь, превышает диаметр D2 стержня 3.
В головке 5 показан внутренний шестигранник 7, который может служить для крепления крепежного элемента 1 с куполообразной головкой в приводном устройстве машины для сварки трением (не показанной на фигуре). Разумеется, возможны и другие типы передачи крутящего момента между приводным устройством и крепежным элементом 1 с куполообразной головкой. Например, головка 5 может быть выполнена в виде внешнего шестигранника или многогранника и таким образом, может передавать необходимый для сварки трением крутящий момент на крепежный элемент 1 с куполообразной головкой.
Предпочтительно, стержень 3 имеет коническую форму, так как такая форма в известной степени конструктивно задает количество материала стержня 3, нагреваемое и расплавляемое при соединении согласно изобретению (припуск на сварку). При этом речь идет о части стержня 3 в форме усеченного конуса, как показано на фигуре 4.
Длина L стержня 3 и угол а при вершине конуса позволяют конструктивно задавать припуск на сварку в очень широком диапазоне в соответствии с требованиями области применения.
Конец 9 стержня 3, противоположный головке 5, имеет форму полусферы или иную форму, позволяющую надежно центрировать стержень 3 в предварительно просверленном отверстии 17, 19 соединяемых компонентов.
Если в соединяемых компонентах отсутствуют предварительно просверленные отверстия, конец 9 стержня 3, предпочтительно, выполняют таким образом, чтобы стержень 3 «просверливал» отверстия в компонентах или проникал в компоненты.
На фигуре 2 показан другой вариант осуществления крепежного элемента 1 с куполообразной головкой согласно изобретению. Одинаковые компоненты имеют одинаковые ссылочные обозначения, и сказанное в связи с другими фигурами применимо к данной фигуре соответствующим образом.
Существенное различие между крепежным элементом 1 с куполообразной головкой, показанным на фигуре 2, и первым вариантом осуществления, показанным на фигуре 1, заключается в том, что крепежный элемент 1 с куполообразной головкой, изображенный на фигуре 2, содержит осевое отверстие 11, в данном случае выполненное в виде сквозного отверстия.
Разумеется, осевое отверстие 11 может быть также выполнено в виде глухого отверстия (не показано на фигуре). Такое исполнение имеет смысл, например, если нужно предотвратить проникновение газов или жидкостей через крепежный элемент 1 с куполообразной головкой. При этом возможен вариант, в котором осевое отверстие 11 будет выполнено в виде глухого отверстия, начиная с конца 9 стержня 3, или будет начинаться в головке 5 крепежного элемента 1 и заканчиваться раньше конца 9.
На фигуре 3 изображен первый компонент 13 и второй компонент 15 в разрезе. Первый компонент 13 может представлять собой, например, лист из металлического материала, в то время как второй компонент 15 выполнен из волокнистого композиционного материала, например, с углеродными волокнами и термопластичной матрицей. В целях упрощения изображения оба компонента 13 показаны в виде пластин с несколькими расположенными на удалении друг от друга отверстиями 17 и 19, которые могут быть выполнены в компонентах 13, 15 на возможном предыдущем этапе способа.
В альтернативном варианте компоненты 13, 15 можно накладывать друг на друга в требуемом положении без выполненных отверстий (см. фигуру 8).
Также возможен вариант, в котором только в одном из компонентов 13, 15 будут предварительно насверлены отверстия, и оба компонента перед соединением будут наложены друг на друга в требуемом положении (см. фигуру 9).
После этого начинается осуществление предложенного изобретением процесса соединения, при котором крепежный элемент приводят во вращательное, колебательное и/или круговое движение. При этом он погружается в компоненты 13, 15 и, тем самым, образует отверстия или требуемое отверстие.
Центры отверстий 17 и 19 обоих компонентов 13 и 15 совпадают при наложении. В представленном варианте осуществления отверстия 17 и 19 имеют одинаковый диаметр. Этот вариант не обязателен. Отверстия могут также иметь различные диаметры, а крепежный элемент с куполообразной головкой, соответственно, ступенчатый стержень 3. Этот вариант показан в деталях на фигуре 6.
Во многих случаях недостаточно соединить два компонента 13 и 15 одним крепежным элементом 1. В таких случаях, подобно ряду заклепок, выполняют несколько предложенных изобретением соединений сваркой трением, расположенных на расстоянии друг от друга, чтобы обеспечить достаточную прочность.
На фигуре 4 процесс соединения показан на примере трех этапов I, II и III. Начиная с левой стороны фигуры 4, крепежный элемент 1 с куполообразной головкой центрируют над предварительно выполненными отверстиями 17 и 19 (I на фигуре 4), после чего приводят во вращение и, вращая, продавливают на фигуре 4 вниз сначала через отверстие 17 первого компонента 13, а затем через отверстие 19 второго компонента 15.
В середине фигуры 4 изображен этот промежуточный этап (II на фигуре 4) процесса соединения. При этом заметно, что часть стержня 3, имеющая форму усеченного конуса, за счет вращения и возникающего при этом трения между стержнем и отверстиями 17 и 19 размягчается и частично удаляется до получения цилиндрической формы, диаметр которой соответствует диаметру отверстий 17 и 19. Как только головка 5 крепежного элемента 1 соприкоснется с поверхностью первого компонента 13, на кольцеобразной контактной поверхности между головкой 5 и компонентом 13 также возникнет трение и, соответственно, по меньшей мере, нижняя часть головки 5 начнет плавиться и перейдет в текучее состояние. После этого вращение крепежного элемента прекращают, и приступают к так называемой фазе осаживания (III на фигуре 4). Это состояние показано на фигуре 4 справа. В таком состоянии на крепежный элемент 1 действует только сила F, действующая на головку 5 крепежного элемента 1 в осевом направлении, в результате чего нижняя сторона головки 5 наилучшим образом соединяется с первым компонентом 13.
Если первый компонент 13 состоит из фиброармированного пластика, в идеале с термопластичной матрицей, то на нем образуется первая кольцевая соединительная поверхность 21, способная благодаря своим геометрическим размерам передавать сравнительно большие силы. Между отверстием 17 первого компонента 13 и стержнем 3 крепежного элемента 1 образуется вторая соединительная поверхность 23 в форме кругового цилиндра, а между отверстием 19 второго компонента 15 образуется третья соединительная поверхность 25, также имеющая форму кругового цилиндра.
Уже упоминание о трех соединительных поверхностях 21, 23 и 25 и их размерах говорит о том, что описываемый изобретением способ позволяет получить очень прочное и обладающее высокой нагрузочной способностью соединение между крепежным элементом 1 и первым компонентом 13, а также крепежным элементом 1 и вторым компонентом 15. Поскольку крепежный элемент 1 с куполообразной головкой и стержнем 3 имеет стенки достаточной толщины и обладает достаточной прочностью, становится возможным передавать большие усилия между первым компонентом 13 и вторым компонентом 15 через крепежный элемент 1.
Также возможен вариант, в котором два компонента 13, 15 будут соединены крепежным элементом 1 с куполообразной головкой без предварительного выполнения отверстий 17, 19 в компонентах. При этом крепежный элемент 1 с куполообразной головкой может сам создавать необходимое для него монтажное пространство путем, например, локального расплавления компонентов 13, 15 во время своего вращения или колебания. Эта ситуация схематично изображена на фигуре 8. На этапе «II» хорошо видно, например, как крепежный элемент 1 с куполообразной головкой частично вытесняет материал компонентов 13 и 15 с целью освобождения места.
На этапе «III» на нижней стороне компонента 15 виден валик (без обозначения на фигуре), проходящий вокруг крепежного элемента 1 с куполообразной головкой и соединенный с ним. Если отверстия в компонентах 13 и 15 предварительно не были выполнены, эти этапы изготовления пропускаются, и соединение между компонентами 13 и 15 становится особенно прочным, так как нерасплавленный сердечник крепежного элемента 1 с куполообразной головкой образует соединение с геометрическим замыканием, в то время как расплавленные, а затем вновь затвердевшие области образуют соединение с замыканием материалом.
На фигуре 9 схематично изображен описываемый изобретением способ соединения на примере компонента 13 с предварительно выполненным отверстием и компонента 15 без предварительно выполненного отверстия. На этапе «II» хорошо видно, как крепежный элемент 1 с куполообразной головкой частично вытесняет материал компонентов 13 и 15 с целью освобождения места.
Тем не менее, может оказаться предпочтительным выполнение отверстий 17, 19 в компонентах 13, 15 до соединения. Предыдущий этап выполнения отверстий 17, 19 может потребоваться, в частности, при соединении металлических компонентов или компонентов 13, 15 с жестким покровным слоем, например, покровным слоем из термореактивной пластмассы.
Даже если первый компонент 13 выполнен из металла, образуется очень прочное соединение. При этом, разумеется, соединительные поверхности 21 и 23 отсутствуют, так как расплавленный термопластичный материал крепежного элемента 1 не может соединяться с металлом первого компонента 13 с замыканием материалом.
Разумеется, между головкой 5 и вторым компонентом 15 возникает соединение с силовым замыканием, подобное заклепочному или винтовому соединению и обеспечивающее надежное соединение компонентов 13 и 15 при наличии только одной соединительной поверхности 25 с замыканием материалом.
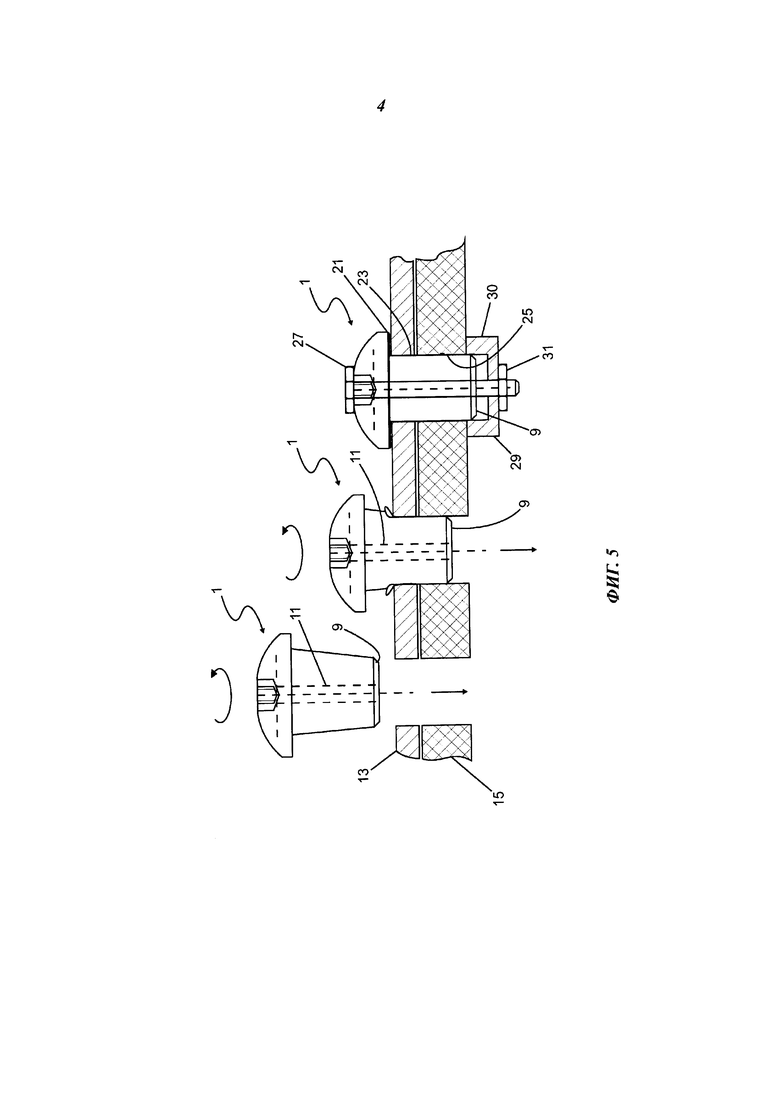
Если такое соединение будет подвергаться особенно высоким нагрузкам, может быть предпочтительным вариант с выполнением сквозного осевого отверстия 11 в крепежном элементе 1 и установкой винта с соответствующей гайкой и подкладной шайбой в это осевое отверстие 11. На фигуре 5 подобный вариант осуществления изображен в значительно упрощенном и схематичном виде. В правой части фигуры 5 винт 27 вставлен через описываемый изобретением крепежный элемент 1 с куполообразной головкой или его осевое отверстие 11, на него надета подкладная шайба 29 и накручена гайка 31. Подкладная шайба 29 имеет кольцевой буртик 30, гарантирующий прилегание подкладной шайбы 29 ко второму компоненту 15, а не к концу 9 крепежного элемента 1. В этом варианте осуществления исключительно надежное и прочное соединение реализуется даже при использовании плохо сочетаемых материалов, причем на винте 27 и гайке 31 не возникает контактная коррозия.
На фигуре 6 изображен еще один вариант осуществления описываемого изобретением узла или способа, в соответствии с которым отверстия 17 и 19 имеют различные диаметры. Соответственно, крепежный элемент 1 имеет ступенчатую конструкцию. Диаметр уступа 33 стержня 3 соответствует диаметру отверстия 17 первого компонента, в то время как другая часть стержня 3 соответствует диаметру отверстия 19 второго компонента. Это позволяет, например, увеличить соединительную поверхность 23. Разумеется, этот вариант будет работать в том случае, если первый компонент изготовлен из фиброармированного композиционного материала или металлического материала.
На фигуре 7 изображены возможные временные диаграммы осуществления способа согласно изобретению. По оси абсцисс отложено время.
Первая линия 35 качественно отображает зависимость осевого усилия, приложенного к крепежному элементу 1 с куполообразной головкой, от времени.
Вторая линия 37 качественно отображает зависимость частоты вращения крепежного элемента 1 с куполообразной головкой от времени.
Различные этапы процесса имеют обозначения I, II и III в соответствии с фигурой 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ПЕРВОГО КОМПОНЕНТА СО ВТОРЫМ КОМПОНЕНТОМ С НАКЛОННОЙ ОРИЕНТАЦИЕЙ СОЕДИНИТЕЛЬНЫХ ВЫСТУПОВ И УЗЕЛ ИЗ ДВУХ УКАЗАННЫХ КОМПОНЕНТОВ | 2010 |
|
RU2545973C2 |
| СПОСОБ СОЕДИНЕНИЯ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА С МАТЕРИАЛОМ ВОЛОКНИСТОГО КОМПОЗИТА | 2008 |
|
RU2463163C2 |
| НАФОРМОВЫВАНИЕ НА ПЛАСТИНУ СТАТОРА | 2014 |
|
RU2666777C2 |
| АЭРОЗОЛЬНЫЙ БАЛЛОНЧИК | 2014 |
|
RU2588452C2 |
| СПОСОБ СОЕДИНЕНИЯ КОМПОНЕНТА ИЗ ПЛАСТМАССЫ С ДРУГИМ КОМПОНЕНТОМ, СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ И УСТРОЙСТВО | 2006 |
|
RU2408460C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНЫХ ТЕКСТИЛЕЙ (ВОЛОКНО-НАНОВОЛОКНО) ПРИ ИСПОЛЬЗОВАНИИ ЭФФЕКТИВНЫХ СВЯЗЕЙ ВОЛОКНА С НАНОВОЛОКНОМ, ВКЛЮЧАЮЩИЙ НОВЫЕ ДЕЙСТВЕННЫЕ МЕХАНИЗМЫ ПЕРЕДАЧИ НАГРУЗКИ | 2017 |
|
RU2725456C1 |
| ИЗГОТОВЛЕНИЕ МАШИНЫ С АКСИАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2016 |
|
RU2711493C2 |
| ИМПЛАНТИРУЕМАЯ СИСТЕМА ДЛЯ ПРИДАНИЯ УСТОЙЧИВОСТИ КОСТЯМ | 2009 |
|
RU2514886C2 |
| СПОСОБ СОЕДИНЕНИЯ ПРЕДМЕТОВ | 2015 |
|
RU2702543C2 |
| УЗЕЛ СОСКИ | 2012 |
|
RU2600706C2 |
Изобретение относится к способу соединения по меньшей мере двух компонентов (13, 15), таких как листовые детали в авиастроении. Причем по меньшей мере один компонент (13) выполнен из фиброармированного пластика. Способ обеспечивает соединение по меньшей мере двух компонентов (13, 15) с геометрическим замыканием посредством крепежного элемента (1) с куполообразной головкой из пластмассы с наполнением, предпочтительно, из армированного стекловолокном полиамида или полипропилена. Крепежный элемент приводят во вращательное, колебательное и/или круговое движение и вводят в соединяемые компоненты (13, 15) с приложением осевого усилия. Техническим результатом изобретения является низкая стоимость и эксплуатационная надежность. 3 н. и 10 з.п. ф-лы, 9 ил.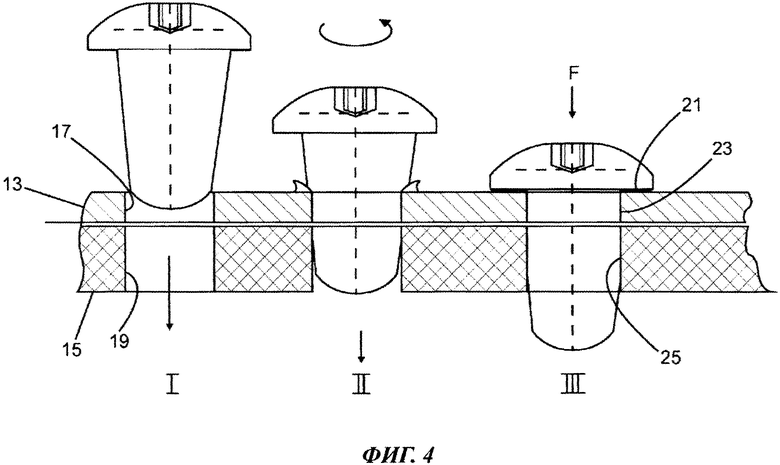
1. Способ соединения по меньшей мере двух компонентов (13, 15), таких как листовые детали в авиастроении, причем по меньшей мере один компонент (13) выполнен из фиброармированного пластика, отличающийся тем, что обеспечивают соединение по меньшей мере двух компонентов (13, 15) с геометрическим замыканием посредством крепежного элемента (1) с куполообразной головкой из пластмассы с наполнением, предпочтительно, из армированного стекловолокном полиамида или полипропилена, который приводят во вращательное, колебательное и/или круговое движение и вводят в соединяемые компоненты (13, 15) с приложением осевого усилия.
2. Способ по п. 1, отличающийся тем, что по меньшей мере в одном из соединяемых компонентов (13, 15) перед соединением выполняют отверстие.
3. Способ по п. 1 или 2, отличающийся тем, что вращательное, колебательное и/или круговое движение крепежного элемента (1) с куполообразной головкой прекращают, после чего прижимают крепежный элемент (1) с куполообразной головкой в осевом направлении к соединяемым компонентам (13, 15).
4. Способ по одному из предыдущих пунктов, отличающийся тем, что частоту вращения, материал крепежного элемента (1) с куполообразной головкой, припуск материала на крепежном элементе (1) с куполообразной головкой, длительность процесса (II) соединения, и/или длительность процесса (III) прижимания выбирают в зависимости от соединяемых компонентов (13, 15).
5. Крепежный элемент (1) с куполообразной головкой для соединения по меньшей мере двух компонентов, таких как листовые детали в авиастроении, причем крепежный элемент (1) с куполообразной головкой, по меньшей мере, частично состоит из термопластичной пластмассы, при этом указанный крепежный элемент (1) содержит головку (5) и состоит из пластика с наполнением, предпочтительно, из армированного стекловолокном полиамида или полипропилена, отличающийся тем, что крепежный элемент (1) с куполообразной головкой предназначен для осуществления способа по одному из пп. 1-4.
6. Крепежный элемент (1) по п. 5, отличающийся тем, что головка (5) крепежного элемента (1) выполнена с возможностью установки в приводное устройство и/или с возможностью передачи крутящего момента.
7. Крепежный элемент (1) по п. 5 или 6, отличающийся тем, что крепежный элемент (1) с куполообразной головкой содержит центральное осевое отверстие (11).
8. Крепежный элемент (1) по одному из пп. 5-7, отличающийся тем, что крепежный элемент (1) с куполообразной головкой содержит стержень, предпочтительно стержень (3) в форме усеченного конуса.
9. Крепежный элемент (1) по одному из пп. 5-8, отличающийся тем, что диаметр (D1) конца стержня (3), удаленного от головки (5), равен диаметру отверстий (17, 19) в соединяемых компонентах (13, 15).
10. Крепежный элемент (1) по одному из пп. 5-9, отличающийся тем, что крепежный элемент (1) с куполообразной головкой содержит наполнитель в объеме от 10 до 50 процентов по массе, более предпочтительно 30 процентов по массе.
11. Узел, содержащий по меньшей мере два компонента (13, 15), таких как листовые детали в авиастроении, причем по меньшей мере один компонент (15) изготовлен из фиброармированного пластика, отличающийся тем, что по меньшей мере два компонента (13, 15) соединены одним или несколькими крепежными элементами (1) с куполообразной головкой из пластика с наполнением, предпочтительно, из армированного стекловолокном полиамида или полипропилена, способом по одному из пп. 1-4.
12. Узел по п. 11, отличающийся тем, что по меньшей мере один компонент (13), удаленный от головки (5) крепежного элемента (1), изготовлен из фиброармированного пластика.
13. Узел по одному из пп. 11 или 12, отличающийся тем, что фиброармированный пластик содержит термопластичную или термореактивную матрицу и/или волокна из углерода, стекла и/или арамида.
| US 5354160 A, 11.01.1994 | |||
| WO 9842988 A1, 01.10.1998 | |||
| EP 1614525 A1, 11.01.2006 | |||
| УСТРОЙСТВО И СПОСОБ ПРЕДОТВРАЩЕНИЯ РАССЛАИВАНИЯ | 2007 |
|
RU2441755C2 |

