Заявляемое изобретение относится к способам изготовления трехслойных панелей с сотовым заполнителем и может быть использовано в машиностроении, авиационной и космической технике.
Выбранный прототипом способ склеивания трехслойных панелей с сотовым заполнителем приведен на с.173 работы А.А.Иванова, С.М.Кашина, В.И.Семенова «Новое поколение сотовых заполнителей для авиационно-космической техники». - М.: Энергоатомиздат, 2000. Способ заключается в установке на технологическую плиту сборки трехслойной панели с сотовым заполнителем, состоящей из внешних (верхней и нижней) обшивок, сотового заполнителя и пленочного клея, уложенного между сотовым заполнителем и обшивками; фиксации сборки элементами вакуумного мешка, откачке полости вакуумного мешка и ступенчатом нагреве сборки с достижением температур плавления и последующей полимеризации пленочного клея с откачкой летучих фракций клея. Недостатком способа является невозможность получения равнопрочных трехслойных панелей с сотовым заполнителем. Формирование клеевого соединения верхнего и нижнего стыков заполнителя и обшивок производят в различных относительно силы тяжести условиях. Поэтому геометрические характеристики галтелей, образуемых при плавлении пленочного клея в пристеночных областях стыков сотового соединителя и обшивок, получаются различными, в результате чего верхний и нижний слои получаемой трехслойной панели обладают различной прочностью. Кроме этого при реализации описываемого способа приклеивания невозможно осуществить оптимальное (с точки зрения используемой массы и получаемой прочности) распределение клея, в результате чего конструкция получаемой трехслойной панели в целом является неоптимальной по массовым и прочностным характеристикам.
Примечание. Как вариант реализации описанного способа склеивания возможно рассмотреть раздельное склеивание верхней и нижней обшивок. Следует отметить, что используемый пленочный клей полимеризуется при температуре около 175°С, после чего становится термореактивным, то есть при остывании и повторном нагреве клей в жидкое состояние больше не переходит. Поэтому при раздельном склеивании обшивок в предварительно приклеенной обшивке возникают напряжения, вызванные температурной деформацией конструкции, что соответственно приводит к разупрочнению клеевого соединения. Кроме этого дополнительная переустановка панели для приклеивания второй обшивки увеличивает продолжительность цикла изготовления и снижает его качество.
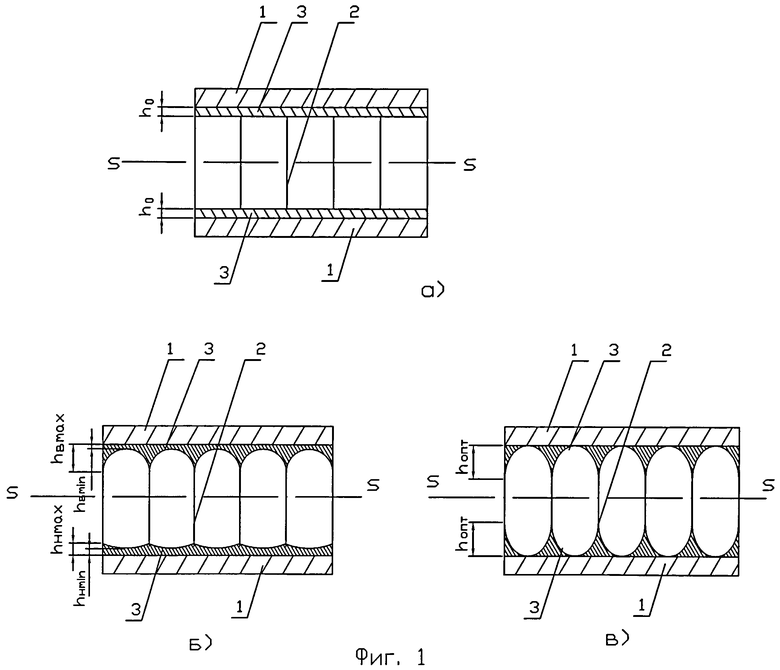
На фиг.1 показаны: а) фрагмент сборки трехслойной сотовой панели в исходном состоянии (до нагрева); б) фрагмент трехслойной сотовой панели, получаемой по описанному выше способу; в) фрагмент равнопрочной трехслойной сотовой панели с оптимизированными характеристиками по прочности и массе; 1 - внешние обшивки панели, 2 - сотовый заполнитель; 3 - пленочный клей, S-S - продольная ось симметрии трехслойной сотовой панели. Максимальная и минимальная толщина клеевого слоя в нижнем стыке сотового соединителя, склеиваемого по вышеописанному способу, - hнmax и hнmin из-за формирования в различных относительно направления силы тяжести условиях соответственно не равны максимальной и минимальной толщине клеевого слоя в верхнем стыке сотового соединителя - hвmax и hвmin (фиг.1, б).
Целью данного изобретения является обеспечение формирования клеевого соединения сотового соединителя с внешними обшивками, симметричного относительно продольной оси симметрии трехслойной сотовой панели, с заданной высотой галтели и с оптимальным (с точки зрения используемой массы и получаемой прочности) распределением клея.
Эта цель достигается тем, что нагрев технологической плиты с зафиксированной на ней трехслойной панелью с сотовым заполнителем производят в вертикальном положении с вращением ее относительно оси, перпендикулярной силе тяжести, распределение клея относительно стенок сотового заполнителя в стыках с внешними обшивками регулируют скоростью углового вращения и режимом нагрева сборки, а определение оптимальных скорости вращения и температурного режима прогрева для заданного типа трехслойной панели с сотовым заполнителем производят экспериментально.
Суть изобретения поясняется фиг.2, фиг.3, фиг.4.
Предлагаемый способ изготовления равнопрочной трехслойной панели с сотовым заполнителем включает следующую последовательность операций:
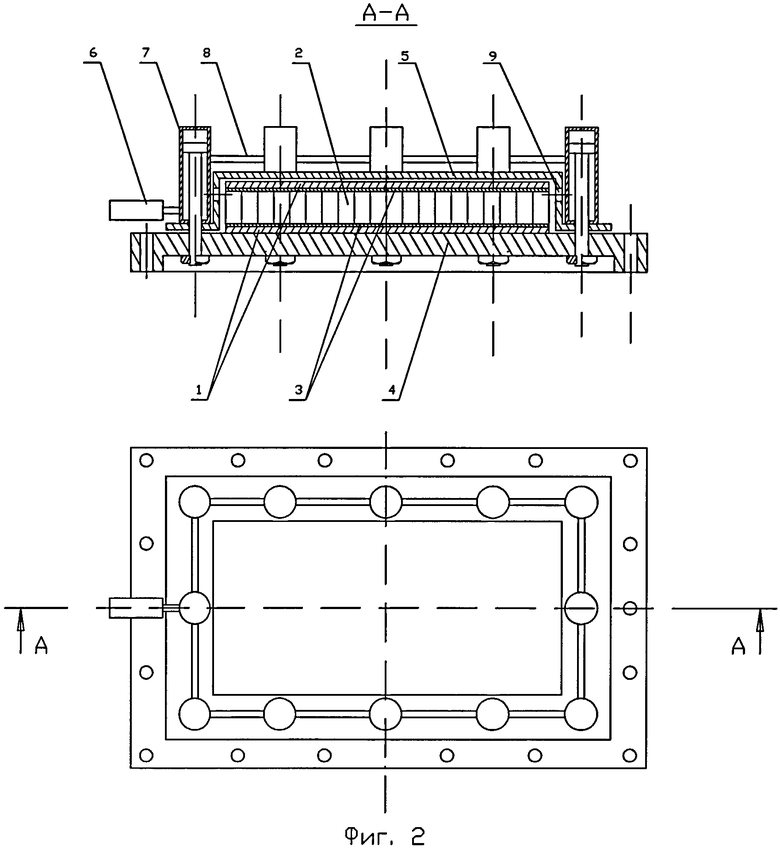
- сборку трехслойной панели с сотовым заполнителем, состоящей из внешних обшивок 1, сотового заполнителя 2 и пленочного клея 3, уложенного между сотовым заполнителем и внешними обшивками, устанавливают на технологическую плиту 4, изготовленную из материала с коэффициентами теплового расширения близкими к коэффициентам теплового расширения материала панели с сотовым заполнителем (фиг.2);
- фиксируют сборку трехслойной панели с сотовым заполнителем на технологической плите с помощью крышки 5, изготовленной из материала с коэффициентами теплового расширения близкими к коэффициентам теплового расширения материала панели с сотовым заполнителем;
- через заправочный штуцер 6 подают (магистраль подачи газа не показана) газ заданного давления в поршневые пневматические цилиндры 7, полости высокого давления которых объединены магистралью 8;
- закрывают заправочный штуцер, отсоединяют от него магистраль подачи газа;
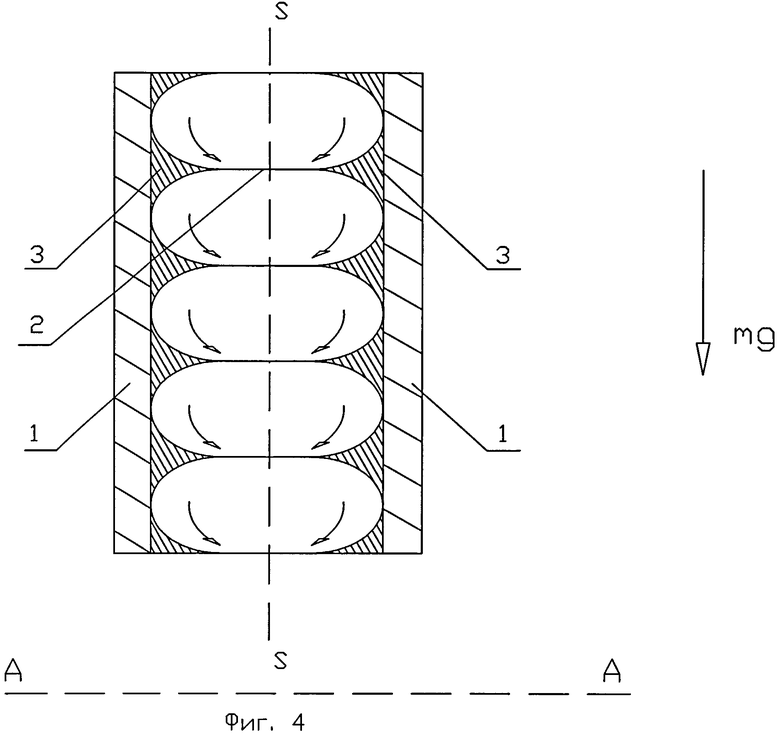
- устанавливают технологическую плиту 4 с установленной на нее сборкой трехслойной панели с сотовым заполнителем, закрепленной крышкой, на планшайбу 10 поворотного устройства 11 (фиг.3);
- устанавливают поворотное устройство в печь (автоклав) 13, закрывают ее, включают привод поворотного устройства 12 и управляемые нагреватели печи 14 (фиг.3);
- удаление летучих фракций клея производят через дренажные отверстия 9 в крышке 5 (фиг.2);
- производят ступенчатый, с заданными временными интервалами нагрев сборки с последовательным достижением температуры плавления и температуры полимеризации пленочного клея;
- после полимеризации клея производят постепенное охлаждение готовой сборки трехслойной сотовой панели и извлекают ее из печи и поворотного устройства.
При вращении с определенной угловой скоростью и постепенном нагреве сборки (с выравниванием тепловых потоков по прогреваемой поверхности сборки, например принудительной циркуляцией газа внутри печи) до температуры плавления расплавленный клей стекает из центральной к периферийным зонам в каждой сотовой ячейке. Формирование галтелей, образуемых клеем в зонах стыка сотового заполнителя с внешними обшивками панели, происходит под действием силы тяжести, сил капиллярного притяжения поверхностей стенок сотового заполнителя и обшивок. Влияние сил, возникающих в связи с вращением панели относительно оси, перпендикулярной силе тяжести, при относительно малых угловых скоростях вращения, как менее существенное, возможно не учитывать. Направление движения клея показано стрелками на фиг.4: 1 - внешние («верхняя» и «нижняя») обшивки панели, 2 - сотовый заполнитель; 3 - пленочный клей, S-S - продольная ось симметрии трехслойной сотовой панели; А-А - ось вращения технологической плиты с зафиксированной на ней трехслойной панелью, перпендикулярная силе тяжести. При дальнейшем прогреве сборки до температуры полимеризации клея происходит окончательное формирование галтелей в клеевых стыках сотового заполнителя и внешних обшивок панели.
На практике конструкции конкретных трехслойных панелей с сотовым заполнителем могут изготавливаться из различных материалов с применением различных типов клея. Поэтому определение оптимальных скорости вращения и температурного режима прогрева для заданного типа трехслойной панели с сотовым заполнителем производят экспериментально.
Заявляемый способ по сравнению с прототипом позволяет изготавливать равнопрочные трехслойные панели с сотовым заполнителем, повысить их качество и прочность.
Заявляемое изобретение может быть использовано в машиностроении, авиационной и космической технике при производстве трехслойных панелей с сотовым заполнителем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СКЛЕИВАНИЯ РАВНОПРОЧНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2008 |
|
RU2388609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2287435C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2547735C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2021 |
|
RU2779440C1 |
| СПОСОБ СОЕДИНЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ С ОБШИВКАМИ | 2009 |
|
RU2391208C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ СЛОЖНОЙ КРИВИЗНЫ | 2018 |
|
RU2680571C1 |
| СПОСОБ УСТАНОВКИ ТЕПЛОВЫХ ТРУБ В ТРЕХСЛОЙНЫХ ПАНЕЛЯХ | 2013 |
|
RU2547743C2 |
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |
| Способ изготовления многослойных панелей | 1978 |
|
SU763135A1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2009 |
|
RU2408464C1 |
Изобретение относится к способам изготовления трехслойных панелей с сотовым заполнителем и может быть использовано в машиностроении, авиационной и космической технике. Способ изготовления трехслойных панелей, заключающийся в том, что на технологическую плиту устанавливают сборку трехслойной панели с сотовым заполнителем, состоящей из внешних обшивок, сотового заполнителя и пленочного клея, уложенного между сотовым заполнителем и обшивками, фиксируют сборку относительно технологической плиты путем равномерного прижима сборки к технологической плите и ступенчато нагревают сборку с последовательным достижением температуры плавления и температуры полимеризации пленочного клея с удалением летучих фракций клея. Нагрев технологической плиты с зафиксированной на ней трехслойной панелью с сотовым заполнителем производят в вертикальном положении с вращением ее относительно оси, перпендикулярной силе тяжести. Распределение клея относительно стенок сотового заполнителя в стыках с внешними обшивками регулируют скоростью углового вращения и режимом нагрева сборки. Достигается улучшение прочности трехслойной панели. 4 ил.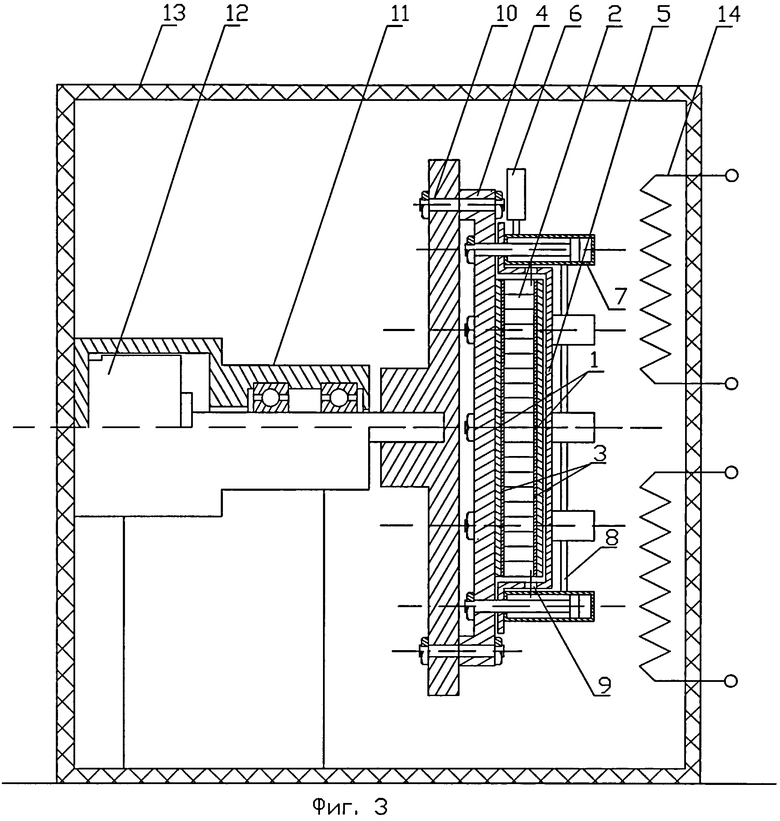
Способ склеивания равнопрочной трехслойной панели с сотовым заполнителем, заключающийся в установке на технологическую плиту сборки трехслойной панели с сотовым заполнителем, состоящей из внешних обшивок, сотового заполнителя и пленочного клея, уложенного между сотовым заполнителем и обшивками, фиксации сборки относительно технологической плиты путем равномерного прижима сборки к технологической плите и ступенчатом нагреве сборки с последовательным достижением температуры плавления и температуры полимеризации пленочного клея с удалением летучих фракций клея, отличающийся тем, что нагрев технологической плиты с зафиксированной на ней трехслойной панелью с сотовым заполнителем производят в вертикальном положении с вращением ее относительно оси, перпендикулярной силе тяжести, распределение клея относительно стенок сотового заполнителя в стыках с внешними обшивками регулируют скоростью углового вращения и режимом нагрева сборки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2287435C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1995 |
|
RU2108910C1 |
| US 2006290028 A1, 28.12.2006 | |||
| Штамм бактерий ЕSснеRIснIа coLI, предназначенный для идентификации R--плазмид | 1987 |
|
SU1479516A1 |

