Изобретение относится к способам изготовления трехслойных панелей с сотовым заполнителем и может быть использовано в строительстве, машиностроении, авиационной и космической технике.
В настоящие время трехслойные композитные панели имеют широкое применение в различных сферах деятельности. Например, алюминиевые трехслойные панели, содержащие верхний и нижний слои из листа из алюминиевого сплава и средний слой из алюминиевой фольги в виде «пчелиных сот» изготавливаются массово многими производителями, как в России, так и за рубежом, и используются для различных целей. Для изготовления композитных панелей для авиационной и космической промышленности используются различные материалы: металлы, полимеры, пластмассы и даже бумага.
Известны аналоги способов изготовления и конструкций трехслойных композитных панелей, имеющие патентную защиту.
Например, изобретение «Способ склеивания равнопрочной трехслойной панели с сотовым заполнителем» (RU 2423234 С2), изобретение «Конструкция панели сотовой» (RU 2250830 С2), изобретение «Способ изготовления крупногабаритных трехслойных панелей» (RU 2547735 С2).
Все эти аналоги имеют ряд недостатков:
1) в технологии изготовления этих панелей, следовательно, и в конструкции, используют склеивающий слой между наружными слоями и средним слоем в виде сотового наполнителя;
2) как известно, в случаях использования таких панелей в авиационной или космической промышленности требуется монтаж различных деталей, узлов или приборов на них, поэтому необходимо помимо среднего слоя изготавливать и устанавливать между наружными слоями закладные установочные блоки, а также оформлять торец панели (в конструкции панели RU 2250830 C2 используют заливку эпоксидной смолой);
3) в технологии изготовления панелей по способу RU 2547735 C2 используют вакуумирование вместо прессования, что увеличивает количество оснастки и время изготовления таких панелей, усложняет технологический процесс.
Все вышеперечисленные недостатки усложняют технологию производства трехслойных композитных панелей.
Наиболее близким аналогом, взятым за прототип, является способ изготовления сотовой панели из нержавеющей стали по патенту RU №2267000 С2.
Согласно данной технологии пластины из нержавеющей стали нарезают на соответствующий размер. Располагают листы припоя, покрытые на обеих поверхностях флюсом, на поверхностях пластин. Одну пластину устанавливают в верхней части, а другую в нижней части пресса. Располагают заполнитель в виде сотовой структуры из нержавеющей стали между листами припоя. Нагревают сборку при температуре в диапазоне от 200 до 300°С с осуществлением пайки. Используют пресс с нагревателями внутри. Пластины и сотовая структура выполнены из одинаковой нержавеющей стали. Способ исключает тепловую деформацию пластин в процессе изготовления панели, позволяет получить панели с идеальным внешним видом и плоскостностью, обладающие высокой прочностью и коррозионной стойкостью.
Недостатком можно считать сложность технологического процесса, а именно -наличие операций изготовления и установки пластин припоя, покрытых флюсом с обеих сторон, используемых для склеивания слоев композитной панели.
Целью изобретения является упрощение технологического процесса изготовления трехслойной композитной панели, обеспечивая при этом возможность варьирования конструкции и прочностных характеристик среднего слоя.
Предлагаемый способ изготовления трехслойной композитной панели предполагает изготовление сотовой панели среднего слоя - из пластика, методом аддитивной технологии (3D печати), позволяющим выполнять ячейки сот в широком диапазоне размеров различной конфигурации. Способ включает в себя операции соединения элементов сборки путем поочередного нагревания верхнего и нижнего слоев до температуры плавления среднего слоя с одновременным осаждением сборки на заданный размер.
Отличительной особенностью предлагаемого способа от прототипа является то, что при изготовлении трехслойной композитной панели не используются клеевые или другие адгезионные составы, что упрощает процесс ее производства. А применение 3D-печати для изготовления сотовой панели обеспечивает изготовление среднего слоя с любыми заданными конструктивными параметрами (размер сот, толщина стенки сот, высота слоя и т.д.), что обеспечивает оптимизацию массы и прочностных характеристик. Также возможно печатать закладные установочные блоки в процессе изготовления среднего слоя, как одну деталь; появляется возможность конструктивно создать отверстия между ячейками сот для стравливания избыточного давления в космосе; появляется возможность предварительно создавать ниши в среднем слое для установки тепловых труб.
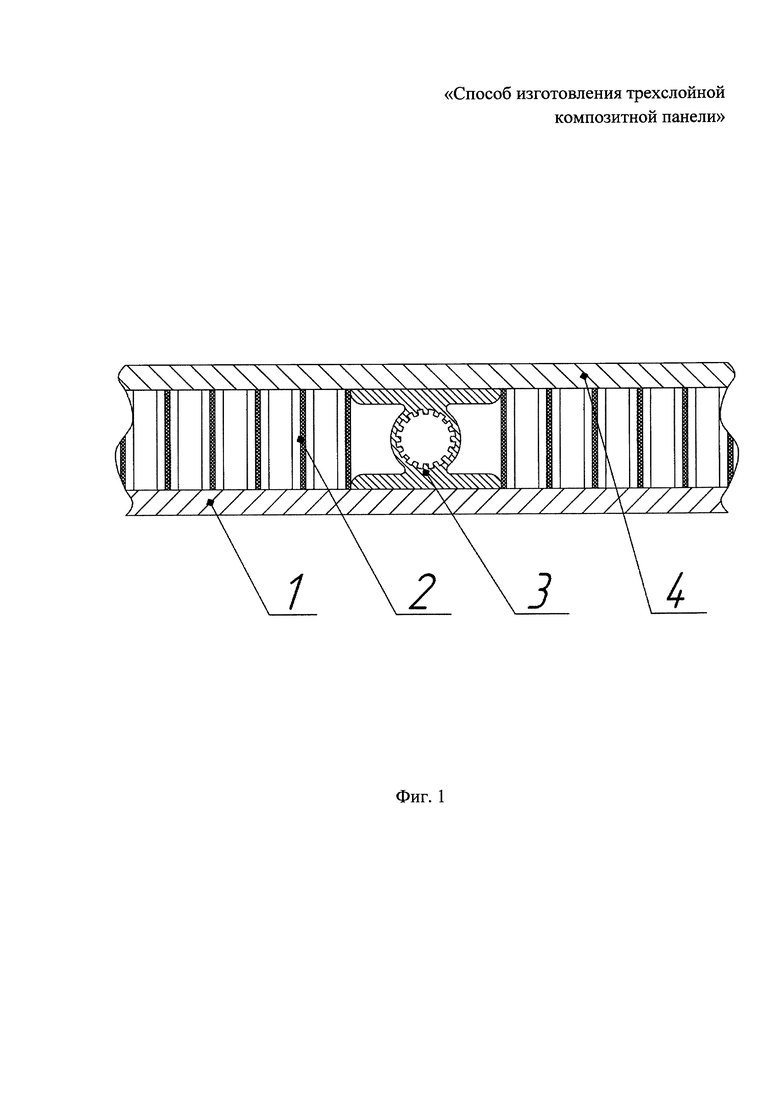
На фигуре 1 представлена трехслойная композитная панель в поперечном разрезе с установленной низкотемпературной тепловой трубой.
Раскрытие изобретения.
Способ изготовления трехслойной композитной панели включает в себя следующие операции:
1) по аддитивной технологии изготавливают средний слой из пластика с требуемыми конструктивными параметрами «сот», с закладными установочными блоками и свободными нишами (при необходимости), с оформленными торцами;
2) из металлических листов вырезают верхний и нижний слои необходимого размера;
3) механически обрабатывают или травят поверхности верхнего и нижнего слоев для обеспечения требуемого микрорельефа;
4) устанавливают нижний и верхний слои в пресс обработанными поверхностями друг напротив друга;
5) располагают средний слой между нижним и верхним слоями;
6) поочередно нагревают верхний и нижний слои до температуры плавления среднего слоя с одновременным осаждением на заданный размер.
Осуществление изобретения
Из листов из алюминиевого сплава вырезают слои 1 и 4 необходимого размера. Изготавливают средний слой 2 из пластика с требуемыми конструктивными параметрами «сот», с закладными установочными блоками, нишами для тепловых труб (при необходимости, в случае установки тепловой трубы 3) и оформленными торцами - методом аддитивной технологии (3D печати). Механически обрабатывают или травят поверхности верхнего 4 и нижнего 1 слоев для обеспечения требуемого микрорельефа. Устанавливают нижний 1 и верхний 4 слои в пресс обработанными поверхностями друг напротив друга. Располагают средний слой 2 между нижним 1 и верхним 4 слоями. При необходимости устанавливают низкотемпературную тепловую трубу 3 между нижним 1 и верхним 4 слоями. Поочередно нагревают верхний 4 и нижний 1 слои до температуры плавления среднего слоя 2 с одновременным осаждением на заданный размер. В качестве материла среднего слоя 2 используют пластик, которым можно печатать, например, ABS-пластик.
Технический результат реализуется следующим образом. Использование среднего слоя 2, изготовленного методом 3D печати из пластика, позволяет упростить процесс изготовления трехслойной композитной панели, так как в данном случае из технологического процесса можно исключить следующие операции: покрытие верхнего 4 и нижнего 1 слоев клеевым или другим адгезионным составом, изготовление закладных установочных блоков, вакуумирование, оформление торца панели.
Кроме того, использование метода 3D печати, позволяет изготавливать средний слой 2 с любыми заданными конструктивными параметрами (размер сот, толщина стенки сот, высота слоя и т.д.), позволяет печатать ячейки разного размера в одном слое.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2547735C2 |
| ИСПОЛЬЗОВАНИЕ АДДИТИВНОЙ ТЕХНОЛОГИИ С АРМИРОВАНИЕМ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2739286C2 |
| Способ изготовления деталей двигателестроения из композитных материалов с помощью аддитивных технологий | 2023 |
|
RU2823647C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| Композитное пористое изделие (варианты) | 2021 |
|
RU2790250C2 |
| Силовая термопанель космического аппарата | 2021 |
|
RU2757134C1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2333104C1 |
| 3D-ПЕЧАТЬ АРМИРУЮЩИМИ ВОЛОКНАМИ | 2018 |
|
RU2773665C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ В ВИДЕ ПЛАВИЛЬНОГО ИЛИ РАЗЛИВОЧНОГО УСТРОЙСТВА С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2744635C1 |
Изобретение относится к области получения композиционных материалов и касается способа изготовления трехслойной композитной панели с сотовым заполнителем. Способ включает в себя следующие операции: по аддитивной технологии изготавливают средний слой из пластика с требуемыми конструктивными параметрами «сот»; из металлических листов вырезают верхний и нижний слои необходимого размера; механически обрабатывают или травят поверхности верхнего и нижнего слоев для обеспечения требуемого микрорельефа; устанавливают нижний и верхний слои в пресс обработанными поверхностями друг напротив друга; располагают средний слой между нижним и верхним слоями; поочередно нагревают верхний и нижний слои до температуры плавления среднего слоя с одновременным осаждением на заданный размер. Изобретение обеспечивает упрощение технологического процесса, обеспечивая возможность варьирования конструкции и прочностных характеристик среднего слоя. 4 з.п. ф-лы, 1 ил.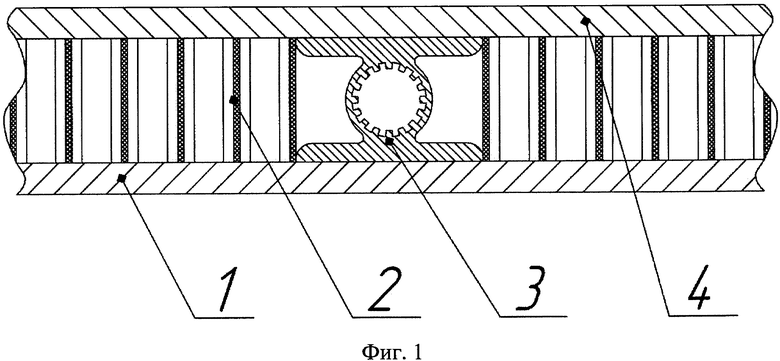
1. Способ изготовления трехслойной композитной панели, содержащий стадии изготовления среднего слоя в виде сотопанели, нарезания верхней и нижней пластин из металла, размещения среднего слоя между пластинами из металла и соединения всех слоев с помощью нагреваемого пресса, отличающийся тем, что средний слой изготавливают из пластика методом аддитивной технологии (3D-печать), а на внутренних поверхностях пластин перед сборкой создают микрорельеф механическим или химическим воздействием и устанавливают пластины в пресс обработанными поверхностями внутрь, затем поочередно нагревают этим прессом верхний и нижний слои до температуры плавления среднего слоя с одновременным осаждением сборки на заданный размер.
2. Способ по п. 1, отличающийся тем, что в средний слой помещают тепловую трубу.
3. Способ по п. 1, отличающийся тем, что в сотопанели печатают ячейки неодинаковой конфигурации и размера, в соответствии с заданной установкой.
4. Способ по п. 1, отличающийся тем, что в сотопанели печатают закладные установочные блоки.
5. Способ по п. 1, отличающийся тем, что в сотопанели печатают ниши под встраиваемые элементы.
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ ПАНЕЛИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2001 |
|
RU2267000C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2547735C2 |
| US 20170080673 A1, 23.03.2017 | |||
| US 20170176977 A1, 22.06.2017. | |||

