Изобретение относится к космической технике и касается сборки внутренней теплозвукоизоляции головного обтекателя ракеты-носителя, обеспечивающей теплоизоляционные свойства и снижение уровня акустического давления под обтекателем на этапе вывода космического аппарата.
Известен способ сборки трехслойной панели с сотовым заполнителем (Берсудский В.Е. и др. «Технология изготовления сотовых авиационных конструкций» М. Машиностроение, 1975 г. с. 28), включающий обезжиривание склеиваемых поверхностей, нанесение на них клеевой композиции, сборку узла. Способ включает фиксацию сотового заполнителя в виде блоков между собой и к элементам каркаса и закладным элементам клеевой композицией в виде пленки за счет подгонки размеров сотовых блоков к окантовывающим и закладным элементам.
Недостатком описанного способа сборки является отсутствие надежной фиксации сотового заполнителя между собой и с элементами каркаса в процессе полимеризации клеевой композиции.
Известен способ сборки трехслойной панели с сотовым заполнителем (RU №2408464), включающий обезжиривание склеиваемых поверхностей, нанесение клеевой композиции и сборку узла. Во время сборки узла осуществляют дополнительную фиксацию блоков сотового заполнителя между собой с помощью зажимов из фольги, блоков сотового заполнителя с элементами каркаса и закладными элементами.
Недостатками известного способа является сложность монтажа и большой объем сборочных работ при изготовлении трехслойной панели.
Наиболее близким по технической сущности к заявленному изобретению является способ сборки теплоизоляции на внутренней поверхности головного обтекателя клеевым методом по ТУ 465ГК.Г- 0000-ОТУ ФГУП «НПО им С.А. Лавочкина» (2006 г. ) Изделие 465ГК.Г «Головной обтекатель», описанный в патенте RU№2410297.
Сборка производится следующим образом: на внутреннюю поверхность головного обтекателя наносят грунтовочные слои клея, их сушат и приклеивают пенополиуретан ППУ-5-30 толщиной 20 мм к внутренней поверхности головного обтекателя, после этого на пенополиуретан и на ткань АЗТс (авиационная защитная ткань) наносят грунтовочные слои клея, сушат и далее приклеивают к пенополиуретану.
Недостатком известного способа является низкая эксплуатационная надежность самой сборки, так как теплоизоляцию на основе ППУ-5-30 наносят однородно постоянной толщиной 20 мм клеевым методом на внутренние коническую и цилиндрическую поверхности головного обтекателя, что не обеспечивает в условиях вибрации и перепада атмосферного давления под головным обтекателем на этапе запуска космического аппарата звукоизоляцию из-за отсутствия эффекта дифракционного рассеивания и отражения акустических волн от внутренней поверхности головного обтекателя, а также не обеспечивается целостность тканевой оболочки в местах клеевых соединений, что приводит к возможному ее отрыву от поверхности головного обтекателя за счет расширения воздуха, содержащегося в ячейках используемого пенополиуретана и значительного увеличения его объема, при этом также не обеспечивается чистота используемой сборки теплоизоляции, так как ткань АЗТс из-за электростатического притяжения способствует накоплению пыли и не защищает от воздействия зарядов статического электричества в процессе самой сборки теплоизоляции и при ее эксплуатации на этапе запуска космического аппарата.
Задачей заявленного технического решения является повышение эксплуатационной надежности собранного пакета теплозвукоизоляции головного обтекателя ракеты-носителя с обеспечением его металлизации.
1. Поставленная задача решается тем, что в способе сборки внутренней теплозвукоизоляции головного обтекателя ракеты-носителя, включающим сборку узла последовательным нанесением клеевым методом на внутреннюю поверхность головного обтекателя пенополиуретана, а затем облицовочной ткани АЗТс, включая сушку, согласно изобретению, на облицовочную ткань АЗТс, которую наносят клеевым методом на пенополиуретан на основе сложного полиэфира П-2200, наклеивают алюминиевую фольгу, образуя при этом трехслойные пакеты, которые на цилиндрической части головного обтекателя устанавливают одной толщины, а на конической части головного обтекателя трехслойные пакеты устанавливают в шахматном порядке переменной толщины, с линейными размерами каждой стороны пакетов большими или равными половине длины резонансной звуковой волны λ/2, обеспечивающие акустический режим при запуске космического аппарата, кроме того стыки фольги, наклеенной на ткань АЗТс, металлизируют между собой и металлическими частями головного обтекателя посредством нанесения токопроводящей эмали, на которую наклеивают полосы из алюминиевой фольги, при этом полностью собранные трехслойные пакеты теплозвукоизоляции на головном обтекателе перфорируют проколами, исключающими раздув пакетов при изменении давления под обтекателем на этапе запуска космического аппарата.
Способ по п. 1 отличающийся тем, что трехслойные пакеты теплозвукоизоляции на внутреннюю цилиндрическую часть головного обтекателя устанавливают толщиной 15 или 20 мм в зависимости от модификации обтекателя.
Способ по п. 1 отличающийся тем, что трехслойные пакеты теплозвукоизоляции на внутренней конической части головного обтекателя собирают в шахматном порядке переменной толщины 20 и 50 мм и с линейными размерами каждого пакета (500×500) мм.
Способ по п. 1 отличающийся тем, что собранные трехслойные пакеты теплозвукоизоляции на головном обтекателе перфорируются проколами с шагом от 100 до 150 мм.
Сущность заявленного технического решения поясняется чертежами:
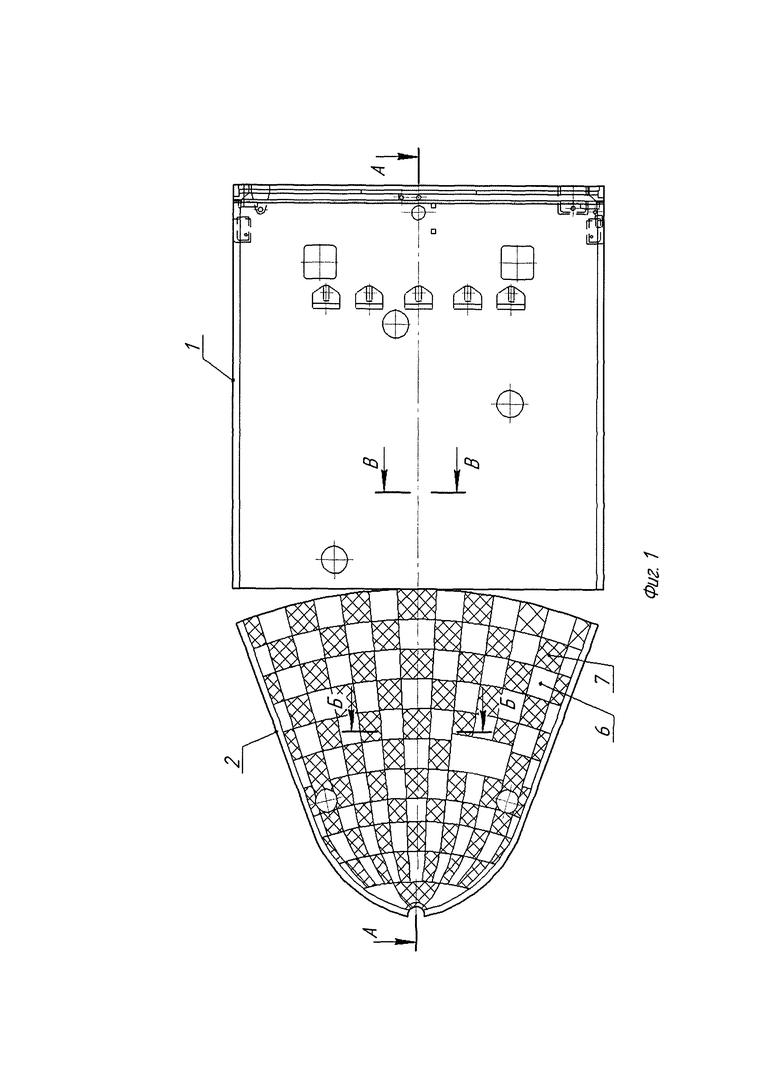
фиг. 1 - размещение теплозвукоизоляции на внутренней поверхности головного обтекателя;
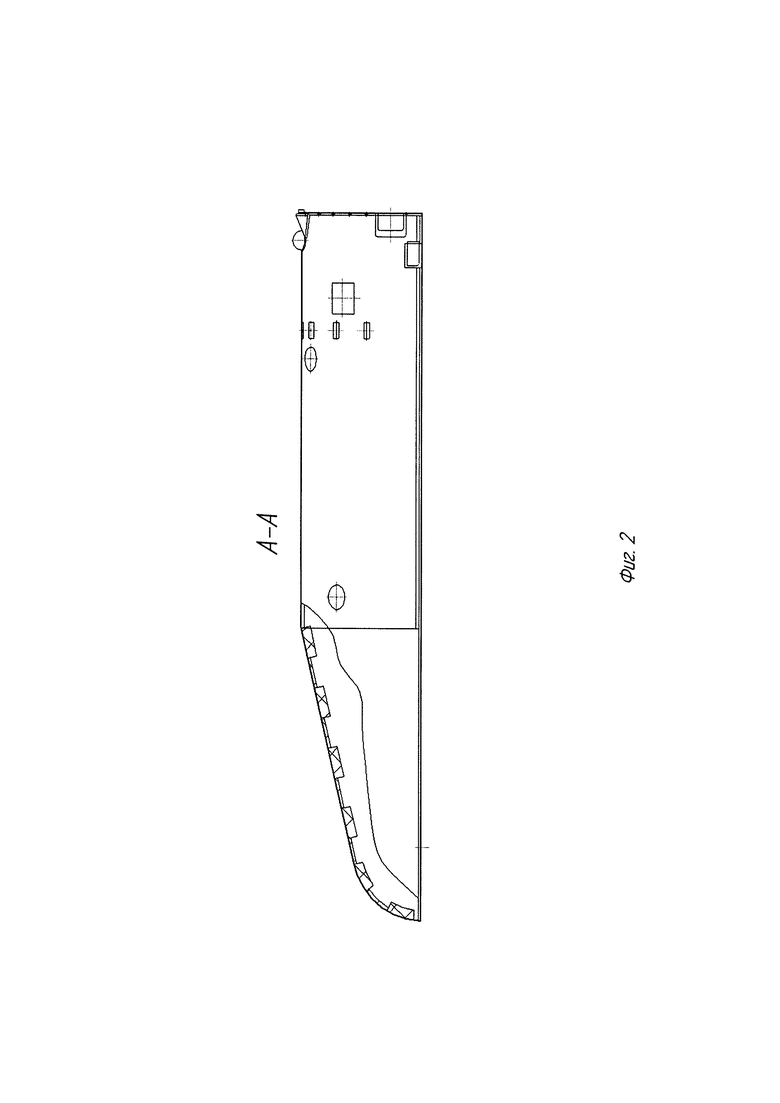
фиг. 2 - вид А-А с фиг. 1;
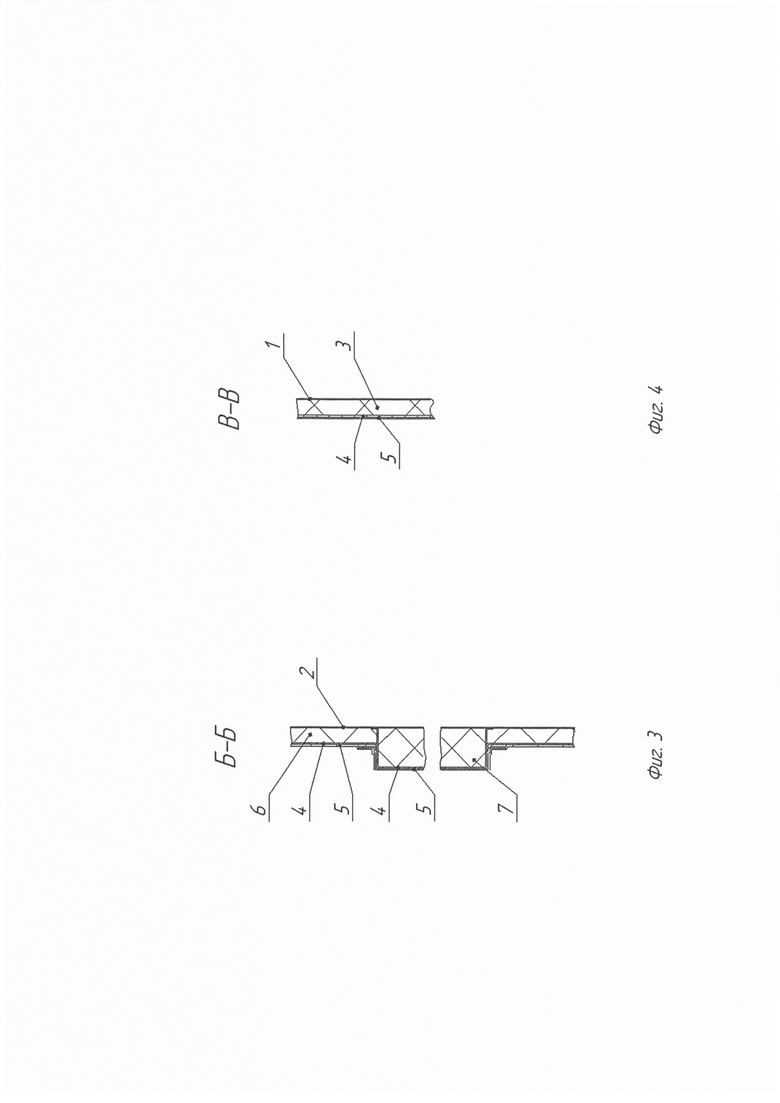
фиг. 3 - вид Б-Б с фиг. 1;
фиг. 4 - вид В-В с фиг. 1.
Способ сборки внутренней теплоизоляции головного обтекателя осуществляют следующим образом.
Сборка узла в виде трехслойных пакетов теплозвукоизоляции на внутренние поверхности цилиндрической части головного обтекателя 1 и конической части головного обтекателя 2 осуществляется последовательно клеевым методом. Трехслойные пакеты теплозвукоизоляции состоят из пенополиуретана 3 марки ППУ-35-0,8 ТУ 6-55-45-90, ТУ 2254-002-50267984-99 на основе сложного полиэфира П-2200, ткани облицовочной 4 АЗТс ТУ 17-21-315-79 и алюминиевой фольги 5 ГОСТ 618-2014 толщиной 0,02 мм со степенью черноты ε не более 0,1. При этом трехслойные пакеты теплозвукоизоляции собирают непосредственно на внутренней поверхности головного обтекателя в следующей последовательности. Сначала закрепляют с помощью клея слой пенополиуретана 3, затем наносят на клее облицовочную ткань 4 АЗТс, после чего приклеивают алюминиевую фольгу 5, при этом собранные трехслойные пакеты перфорируются проколами с шагом от 100 до 150 мм для исключения раздува пакетов теплозвукоизоляции при изменении давления в пространстве под обтекателем на этапе запуска космического аппарата. На внутренние поверхности цилиндрической части головного обтекателя 1 трехслойные пакеты устанавливают одной толщины 15 или 20 мм в зависимости от модификации обтекателя, а на коническую часть головного обтекателя 2 трехслойные пакеты 6, 7 устанавливают в шахматном порядке переменной толщины 20 мм и 50 мм с линейными размерами трехслойных пакетов L≥λ/2 (где λ - длина резонансной звуковой волны).
Приведен пример конкретной сборки трехслойных пакетов 6, 7 с их линейными размерами каждого пакета (500×500) мм, при этом трехслойные пакеты 6 устанавливают толщиной 20 мм, а трехслойные пакеты 7 устанавливают толщиной 50 мм. Выбор толщин трехслойных пакетов (20 и 50 мм) обусловлен минимально необходимым условием для возникновения эффекта дифракционного рассеивания, так как при меньшем перепаде толщин пакетов процесс отражения акустических волн от внутренней поверхности головного обтекателя оказывается неэффективным. Нанесение на конической части головного обтекателя 2 трехслойных пакетов 6, 7 теплозвукоизоляции толщиной 20 мм и 50 мм в шахматном порядке с их линейными размерами (500×500) мм позволит при эксплуатации сборки снизить акустическое давление в полосе частот от 330 Гц на величину от 1,5 до 2 дБ (эффективность рассеивания акустической энергии, генерирующейся в частности при поперечных колебаниях обечайки головного обтекателя 2 на резонансной частоте 330 Гц, будет определяться из условия подбора формы пакетов, линейные размеры каждой стороны которых для обеспечения акустического режима при запуске космического аппарата должны быть больше или равны половине длины резонансной звуковой волны λ/2). Выбор размера трехслойных пакетов теплозвукоизоляции (500×500) мм получен расчетным методом и обусловлен тем, что дифракционный эффект, рассеивающий акустическую энергию, имеет место при условии, если линейный размер каждой стороны трехслойного пакета (L≥0,5 м), т.е. больше или равен половине длины резонансной звуковой волны (λ/2), при этом длина волны равна отношению скорости звука (с) к частоте волны (f), т.е. L≥λ/2=c/2f. Поэтому диффузное рассеяние акустической энергии будет наблюдаться при условии f≥c/2L=331/2×0,5=331 Гц.
Стыки алюминиевой фольги 5, наклеенной на облицовочную ткань 4, металлизируют между собой и металлическими частями головного обтекателя посредством нанесения токопроводящей эмали ХС-928 ОСТ 92-9440-81, на которую наклеивают полосы из алюминиевой фольги (на чертеже не показано).
Использование сборки трехслойных пакетов теплозвукоизоляции заявленным способом позволит повысить ее эксплуатационную надежность с обеспечением теплозвукоизоляции и целостности пакетов в условиях вибрации и перепада атмосферного давления под головным обтекателем на этапе запуска космического аппарата, а также обеспечить чистоту и металлизацию внутренней поверхности головного обтекателя в процессе самой сборки и при эксплуатации на этапе запуска космического аппарата.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРЕННЯЯ МНОГОСЛОЙНАЯ ТЕПЛОИЗОЛЯЦИЯ ГОЛОВНЫХ ОБТЕКАТЕЛЕЙ | 2009 |
|
RU2410297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2355583C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2022 |
|
RU2797465C1 |
| УСТРОЙСТВО ОБЕСПЕЧЕНИЯ ЧИСТОТЫ ПОЛЕЗНОЙ НАГРУЗКИ ПОД СБОРОЧНО-ЗАЩИТНЫМ БЛОКОМ РАКЕТЫ КОСМИЧЕСКОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2542693C1 |
| МНОГОСЛОЙНЫЙ ЗВУКОПОГЛОЩАЮЩИЙ МАТЕРИАЛ | 1991 |
|
RU2023084C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1991 |
|
RU2015914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| ЦИСТЕРНА ДЛЯ СЖИЖЕННЫХ ГАЗОВ | 2005 |
|
RU2294479C1 |
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
Изобретение относится к космической технике и касается способа сборки внутренней теплозвукоизоляции головного обтекателя ракеты-носителя. Способ включает сборку узла последовательным нанесением клеевым методом на внутреннюю поверхность головного обтекателя пенополиуретана на основе сложного полиэфира П-2200, облицовочной ткани АЗТс, на которую наклеивают алюминиевую фольгу, образуя трехслойные пакеты, которые на цилиндрической части головного обтекателя устанавливают одной толщины, а на конической части головного обтекателя пакеты устанавливают в шахматном порядке переменной толщины с линейными размерами каждой стороны пакетов большими или равными половине длины резонансной звуковой волны λ/2. Стыки фольги, наклеенной на ткань АЗТс металлизируют между собой и металлическими частями головного обтекателя посредством нанесения токопроводящей эмали, на которую наклеивают полосы из алюминиевой фольги. Полностью собранные пакеты теплозвукоизоляции на головном обтекателе перфорируют проколами. Изобретение обеспечивает улучшенные характеристики тепло- и звукоизоляции, а также повышает эксплуатационную надежность, которая обеспечивается конструктивной совокупностью используемых слоев пакета теплозвукоизоляции. 3 з.п. ф-лы, 4 ил., 1 пр.
1. Способ сборки внутренней теплозвукоизоляции головного обтекателя ракеты-носителя, включающий сборку узла последовательным нанесением клеевым методом на внутреннюю поверхность головного обтекателя пенополиуретана, а затем облицовочной ткани АЗТс, включая сушку, отличающийся тем, что на облицовочную ткань АЗТс, которую наносят клеевым методом на пенополиуретан на основе сложного полиэфира П-2200, наклеивают алюминиевую фольгу, образуя при этом трехслойные пакеты, которые на цилиндрической части головного обтекателя устанавливают одной толщины, а на конической части головного обтекателя трехслойные пакеты устанавливают в шахматном порядке переменной толщины, с линейными размерами каждой стороны пакетов большими или равными половине длины резонансной звуковой волны λ/2, обеспечивающие акустический режим при запуске космического аппарата, кроме того стыки фольги, наклеенной на ткань АЗТс, металлизируют между собой и металлическими частями головного обтекателя посредством нанесения токопроводящей эмали, на которую наклеивают полосы из алюминиевой фольги, при этом полностью собранные трехслойные пакеты теплозвукоизоляции на головном обтекателе перфорируют проколами, исключающими раздув пакетов при изменении давления под обтекателем на этапе запуска космического аппарата.
2. Способ по п. 1, отличающийся тем, что трехслойные пакеты теплозвукоизоляции на внутреннюю цилиндрическую часть головного обтекателя устанавливают толщиной 15 или 20 мм в зависимости от модификации обтекателя.
3. Способ по п. 1, отличающийся тем, что трехслойные пакеты теплозвукоизоляции на внутренней конической части головного обтекателя собирают в шахматном порядке переменной толщины 20 и 50 мм и с линейными размерами каждого пакета (500×500) мм.
4. Способ по п. 1, отличающийся тем, что собранные трехслойные пакеты теплозвукоизоляции на головном обтекателе перфорируются проколами с шагом от 100 до 150 мм.
| ВНУТРЕННЯЯ МНОГОСЛОЙНАЯ ТЕПЛОИЗОЛЯЦИЯ ГОЛОВНЫХ ОБТЕКАТЕЛЕЙ | 2009 |
|
RU2410297C1 |
| Способ сборки космической головной части | 2017 |
|
RU2667005C9 |
| US 6547189 B1, 15.04.2003 | |||
| US 20110226897 A1, 22.09.2011. | |||

