Изобретение относится к обработке металлов давлением, в частности к способам и инструменту для давильной обработки, формовки рельефа на полых изделиях, а также ротационной вытяжки оболочек.
Известен способ и реализующий его давильный инструмент, который содержит давильный ролик, смонтированный в вилке посредством оси, а также узел подачи смазки [1]. Узел подачи смазки выполнен в виде дозатора, состоящего из полого корпуса с диаметрально расположенными сквозными отверстиями с размещенным в его полости подпружиненным золотником, двух трубок, одна из которых связана с источником смазочной жидкости, а другая размещена вблизи зоны обработки. Дозатор также содержит профилированный кулачок, жестко смонтированный на оси давильного ролика с возможностью взаимодействия с золотником.
Известный способ и инструмент имеют существенные недостатки: узкие технологические возможности, невысокое качество обработанных изделий, невысокая производительность, короткий срок службы давильного инструмента из-за быстрого износа рабочей поверхности и не достаточно эффективного охлаждения инструмента и очага деформации.
Задачей изобретения является расширение технологических возможностей, повышение качества и производительности при обработке, улучшение условий деформирования и течение металла, а также снижение вероятности расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, повышение стойкости давильного инструмента за счет подкачки смазки изнутри и интенсивного охлаждения давильного ролика.
Поставленная задача решается предлагаемым способом обкатки изделий, включающим сообщение обрабатываемой заготовке принудительного вращательного движения, а давильному инструменту, содержащему смонтированный на оси с возможностью свободного вращения ролик и узел подачи смазочно-охлаждающей жидкости (СОЖ) в зону обработки - продольной и поперечной подачи, при этом используют ролик, выполненный полым, с расположенными на его наружной поверхности отверстиями для подачи СОЖ в зону обработки, оси которых перпендикулярны продольной оси ролика, причем ролик устанавливают на неподвижной оси, выполненной с центральным продольным и поперечными отверстиями для подачи СОЖ под давлением от источника в упомянутую полость ролика, причем используют узел подачи СОЖ, выполненный в виде закрепленной к внутренней полости ролика с возможностью вращения вместе с ним пористой упругой массой, имеющей способность впитывать в себя и удерживать жидкость, находясь в свободном состоянии, и отдавать жидкость при нажатии на нее, и разделяющего ее на две равные части жестко закрепленного на неподвижной оси на ступице полого диска в виде соединенных по периферии двух шайб, разведенных на ступице, с обеспечением максимального развода в зоне обработки, половина каждой из которых выполнена из мелкоячеистой сетки, которые располагают в зоне, противоположной зоне обработки.
Сущность предлагаемого способа поясняется чертежами.
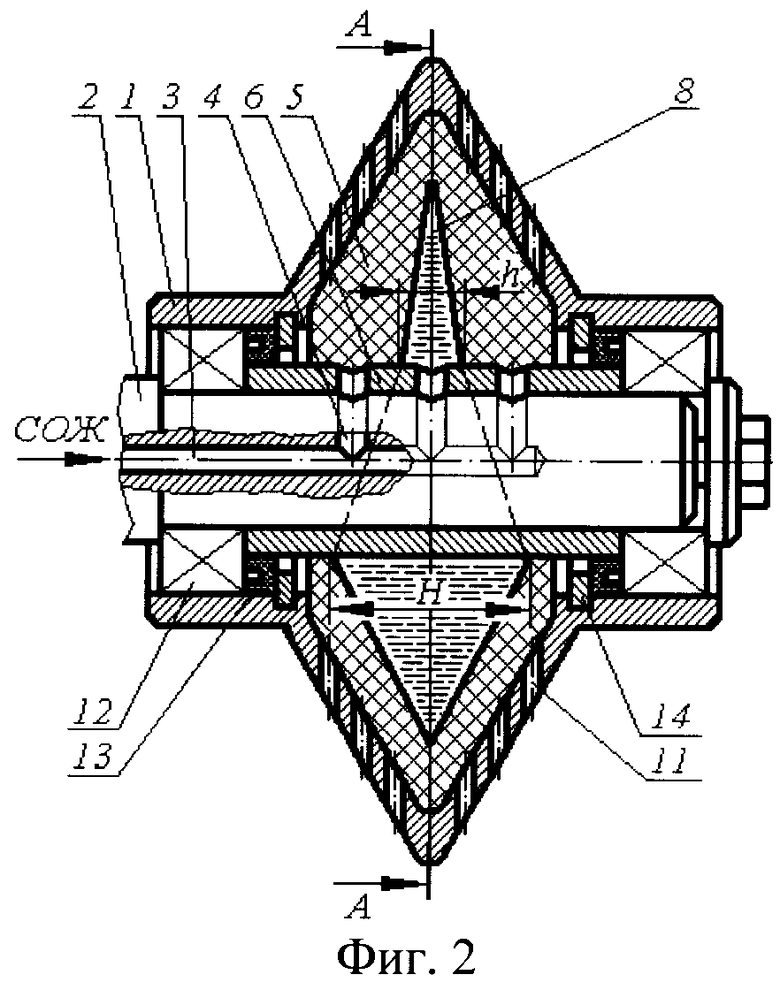
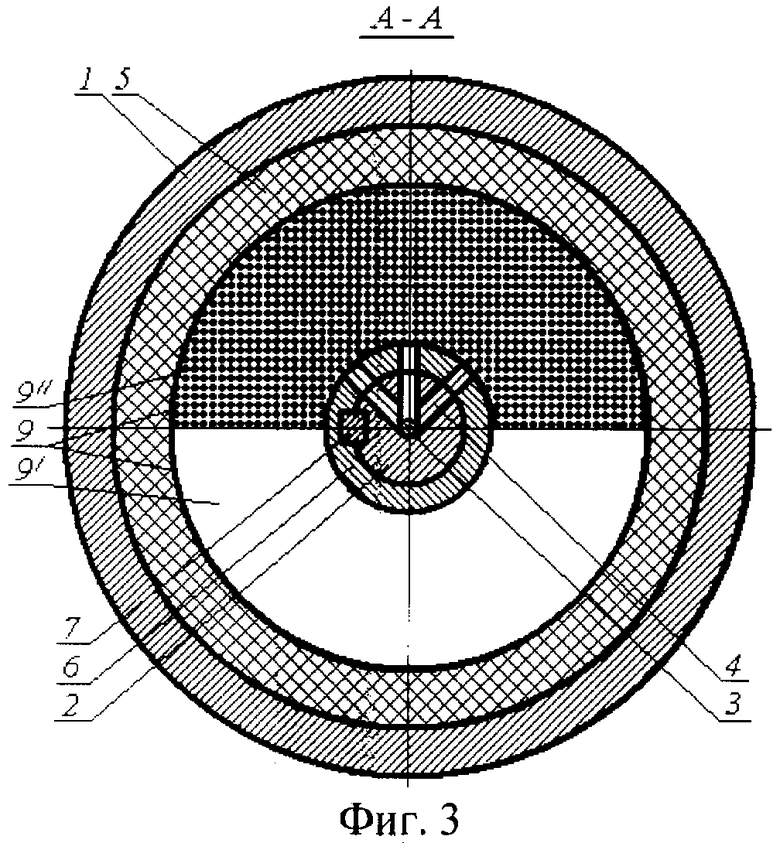
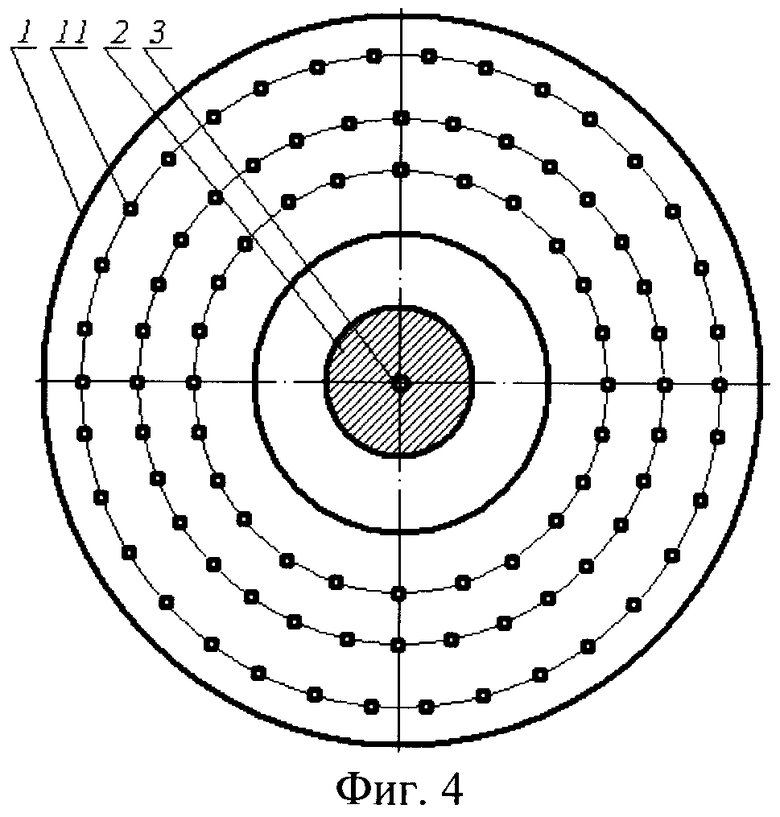
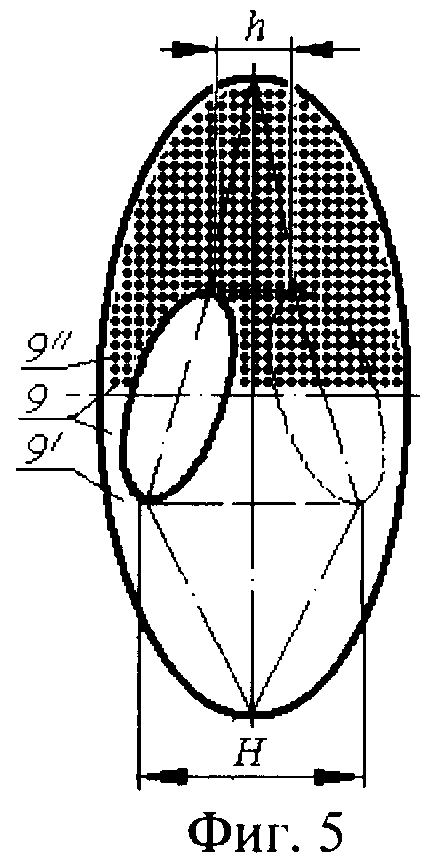
На фиг.1 показана схема формовки рельефа на полой тонкостенной заготовке, установленной на оправке, общий вид давильного инструмента и продольный разрез заготовки и оправки; на фиг.2 - давильный ролик, продольный разрез; на фиг.3 - поперечный разрез по А-А на фиг.2; на фиг.4 - общий вид с торца давильного инструмента; на фиг.5 - полый диск, состоящий из двух шайб, на половину изготовленных из мелкоячеистой сетки; на фиг.6 - полый диск, продольный диаметральный разрез.
Предлагаемый способ, реализуемый разработанным оригинальным давильным инструментом, относится к обработке металлов давлением, а именно к давильной обработки изделий.
Давильный инструмент, с помощью которого реализуется предлагаемый способ, содержит давильный ролик 1, смонтированный с возможностью свободного вращения на оси 2. Давильный ролик 1 выполнен полым с центральным ступенчатым отверстием, где расположен узел подкачки СОЖ в рабочую зону обработки.
СОЖ от источника (не показан) под давлением поступает через центральное продольное 3 и поперечные 4 отверстия, имеющиеся в неподвижной оси 2, во внутреннюю полость ролика 1.
Внутренняя полость ролика 1 заполнена пористой упругой массой 5 (например, резиновая губка, поролоновая губка, губка из полимерных материалов: полиуретан марок СКУ 7-100, СКУ-ИФЛ и др.), способной впитывать в себя и удерживать СОЖ, находясь в свободном состоянии, и отдавать СОЖ при сжатии губки. Упругая масса 5 закреплена (например, приклеена или др. способами) к внутренней полости ролика 1 и вращается вместе с ним.
На неподвижной оси 2 на ступице 6 жестко с помощью шпонки 7 закреплен полый диск 8, разделяющий упругую массу 5 на две равные части.
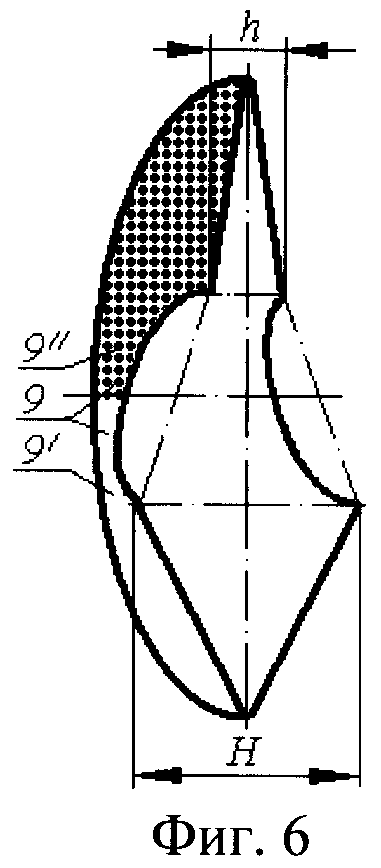
Полый диск 8 состоит из двух шайб 9, которые соединены, например, сваркой по периферии и разведены на ступице 6. Шайбы 9 выполнены на половину из сплошного металлического листа 9', а вторая половина - из мелкоячеистой металлической сетки 9''. Развод шайб 9 в верхней части ступицы 6 минимальный и равен h (согласно фиг.2, 5 и 6), а в нижней части ступицы 6 - максимальный и равен Н. Отношение Н/h показывает во сколько раз сжимается упругая масса 5, проходя путь в половину оборота ролика 1, из верхней зоны в нижнюю.
Так как ось 2 не вращается в процессе обработки, то и диск 8 неподвижен, поэтому легко установить максимальный развод Н шайб 9 в нижней части ролика, т.е. в рабочей зоне обработки, а в диаметрально противоположной верхней зоне расположатся шайбы 9 своей мелкоячеистой частью 9.
Вблизи рабочей зоны контакта ролика 1 с обрабатываемой заготовкой 10 на наружной поверхности ролика 1 имеются отверстия 11, соединяющие внутреннюю полость с наружной, оси этих отверстий перпендикулярны продольной оси ролика и направлены в рабочую зону.
Ролик 1 установлен на оси 2 с возможностью независимого свободного вращения, передаваемого от вращающейся заготовки 10 со скоростью V3 за счет сил трения. Радиально-упорные подшипники 12, установленные на оси 2 и воспринимающие все как радиальную, так и осевую нагрузки, защищены от попадания в них СОЖ с помощью уплотнителей 13, а металлические упругие кольца 14 не позволяют смещаться ролику в осевом направлении.
Работа по предлагаемому способу заключается в следующем.
При контакте давильного ролика 1 с вращающейся, подлежащей деформированию заготовки 10 давильный ролик 1 приобретает вращательное движение. Постоянный поджим ролика 1 к заготовки 10 осуществляется за счет продольной SПР и поперечной SПОП подач, которые обеспечиваются станком (не показан), где установлен предлагаемый инструмент (например, на токарном станке).
От централизованной системы станка СОЖ поступает по магистрали: продольный канал 3 оси 2, поперечные отверстия 4 и поперечные отверстия в ступице 6 СОЖ заполняет внутреннюю полость ролика 1. При этом губка 5 напитывается СОЖ, и полый внутри диск 8 заполняется СОЖ. Верхняя часть губки 5 (часть губки, расположенная выше продольной оси, согласно фиг.1-4), находящаяся в свободном состоянии, напитанная СОЖ с вращением ролика, перемещается вниз к рабочей зоне, наезжает на расширенную часть диска 8 с шириной ступицы - Н. В результате этого перемещения губка сжимается, и СОЖ, находящаяся в ней, выдавливается и через отверстия 11 в ролике 1, поступает в рабочую зону.
Следует отметить, что СОЖ 15 подается только в рабочую зону, не зависимо от того, что ролик вращается, и рабочая поверхность ролика быстро меняется, при этом в другие части рабочей периферии СОЖ не поступает, а это ведет к экономии СОЖ, эффективности процесса смазки, охлаждения и снижению сил деформации.
Величина усилия подкачки СОЖ зависит от размеров ступицы диска 8 и определяется отношением H/h.
В результате обкатывания по предлагаемому способу улучшается шероховатость минимум на один класс, снижается усилие прижатия инструмента к обрабатываемой поверхности заготовки и будет составлять 200…300 Н на 10 мм длины рабочей поверхности инструмента.
Образующийся в результате обкатывания микрорельеф поверхности обусловливается следующими основными факторами:
- кинематикой процесса (направлением взаимного перемещения инструмента и обрабатываемой заготовки);
- исходной шероховатостью;
- формой и размерами исходной части и обкатывающего инструмента;
- величиной продольной и поперечной подач;
- пластическим течением металла, обусловливающим появление вторичной шероховатости;
- шероховатостью рабочей части инструмента;
- величиной упругого восстановления поверхности после выглаживания;
- вибрациями технологической системы станок-приспособление-инструмент-заготовка.
При обкатывании деталей из стали, латуни и алюминиевых сплавов хорошие результаты дает применение в качестве СОЖ индустриального масла И-20А или сульфофрезола.
При традиционном обкатывании на обрабатываемой поверхности могут появляться продольная и поперечная волнистости из-за колебаний технологической системы. При больших скоростях обработки начинаются интенсивные вибрации, приводящие к резкому ухудшению обрабатываемой поверхности. Вынужденные колебания могут быть вызваны биением шпинделя станка, биением обрабатываемой заготовки, волнистостью и т.д. Автоколебания при обкатывании обусловлены явлениями, присущими самому процессу обработки. Обработка предлагаемым способом исключает выше названные недостатки.
При обкатывании оболочек максимальную скорость выбирают в пределах 60…130 м/мин с учетом мощности станка и вибростойкости технологической системы.
Повышение стойкости давильного ролика и качества изделий достигается за счет того, что давильный инструмент снабжен узлом подкачки СОЖ.
Использование предлагаемого способа позволяет расширить технологические возможности обкатывания благодаря целенаправленной подачи СОЖ, обеспечивает надежную пульсирующую смазку давильного ролика в рабочей зоне, что значительно снижает усилия деформирования, повысить качество и производительность обработки, улучшить условия деформирования и течение металла, снизить вероятность расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, а также прогнозировать шероховатость и качество обрабатываемой поверхности; увеличить износостойкость давильного материала.
Источники информации
1. Авторское свидетельство СССР, №1542663 А1, МКИ B21D 22/14, 37/18. Завадский Р.Е., Дячук В.М., Оссовский В.А., Белоус И.Е. Давильный инструмент. Заявка №4404998/25-27, 08.04.88; 15.02.90. Бюл. №6.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ | 2009 |
|
RU2411097C1 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2410184C1 |
| ДАВИЛЬНОЕ ОХВАТЫВАЮЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2411099C1 |
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409439C2 |
| ПРУЖИННЫЙ ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2403115C1 |
Изобретение относится к обработке металлов давлением, в частности к способам и инструменту для давильной обработки, в частности для обкатки изделий. Обрабатываемой заготовке сообщают принудительное вращательное движение, а давильному инструменту - продольную и поперечную подачи. При этом используют инструмент, содержащий смонтированный на оси с возможностью свободного вращения ролик с узлом подачи СОЖ в зону обработки. Используют ролик, выполненный полым, с расположенными на его наружной поверхности отверстиями для подачи СОЖ в зону обработки, оси которых перпендикулярны продольной оси ролика. Причем ролик устанавливают на неподвижной оси, выполненной с центральным продольным и поперечными отверстиями для подачи СОЖ под давлением от источника в упомянутую полость ролика. Используют узел подачи СОЖ, выполненный в виде закрепленной к внутренней полости ролика с возможностью вращения вместе с ним пористой упругой массы, имеющей способность впитывать в себя и удерживать жидкость, находясь в свободном состоянии, и отдавать жидкость при нажатии на нее, и разделяющего ее на две равные части жестко закрепленного на неподвижной оси на ступице полого диска в виде соединенных по периферии двух шайб, разведенных на ступице, с обеспечением максимального развода в зоне обработки, половина каждой из которых выполнена из мелкоячеистой сетки, которые располагают в зоне, противоположной зоне обработки. Повышается качество изделий. 6 ил.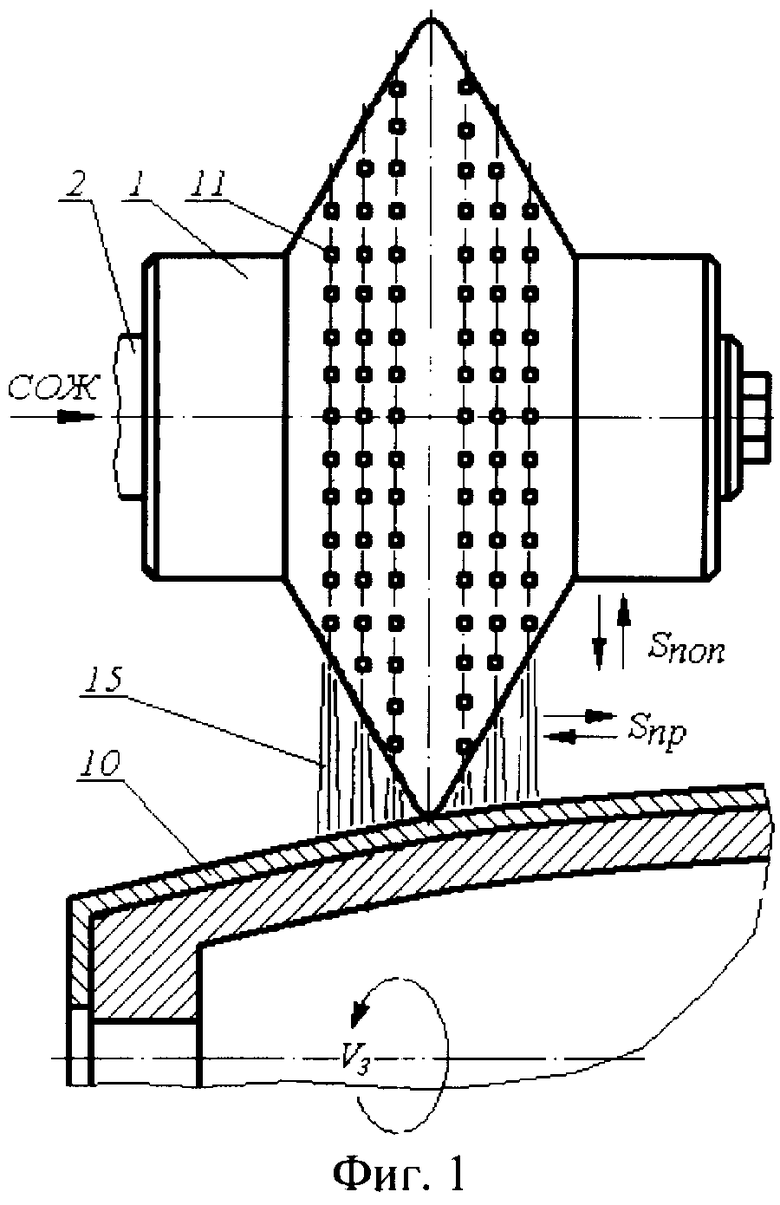
Способ обкатки изделий, включающий сообщение обрабатываемой заготовке принудительного вращательного движения, а давильному инструменту, содержащему смонтированный на оси с возможностью свободного вращения ролик и узел подачи смазочно-охлаждающей жидкости (СОЖ) в зону обработки, - продольной и поперечной подачи, отличающийся тем, что используют ролик, выполненный полым, с расположенными на его наружной поверхности отверстиями для подачи СОЖ в зону обработки, оси которых перпендикулярны продольной оси ролика, причем ролик устанавливают на неподвижной оси, выполненной с центральным продольным и поперечными отверстиями для подачи СОЖ под давлением от источника в упомянутую полость ролика, причем используют узел подачи СОЖ, выполненный в виде закрепленной к внутренней полости ролика с возможностью вращения вместе с ним пористой упругой массы, имеющей способность впитывать в себя и удерживать жидкость, находясь в свободном состоянии, и отдавать жидкость при нажатии на нее, и разделяющего ее на две равные части жестко закрепленного на неподвижной оси на ступице полого диска в виде соединенных по периферии двух шайб, разведенных на ступице, с обеспечением максимального развода в зоне обработки, половина каждой из которых выполнена из мелкоячеистой сетки, которые располагают в зоне, противоположной зоне обработки.
| Давильный инструмент | 1988 |
|
SU1542663A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2003 |
|
RU2243877C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| Перфоратор | 1977 |
|
SU665083A1 |

