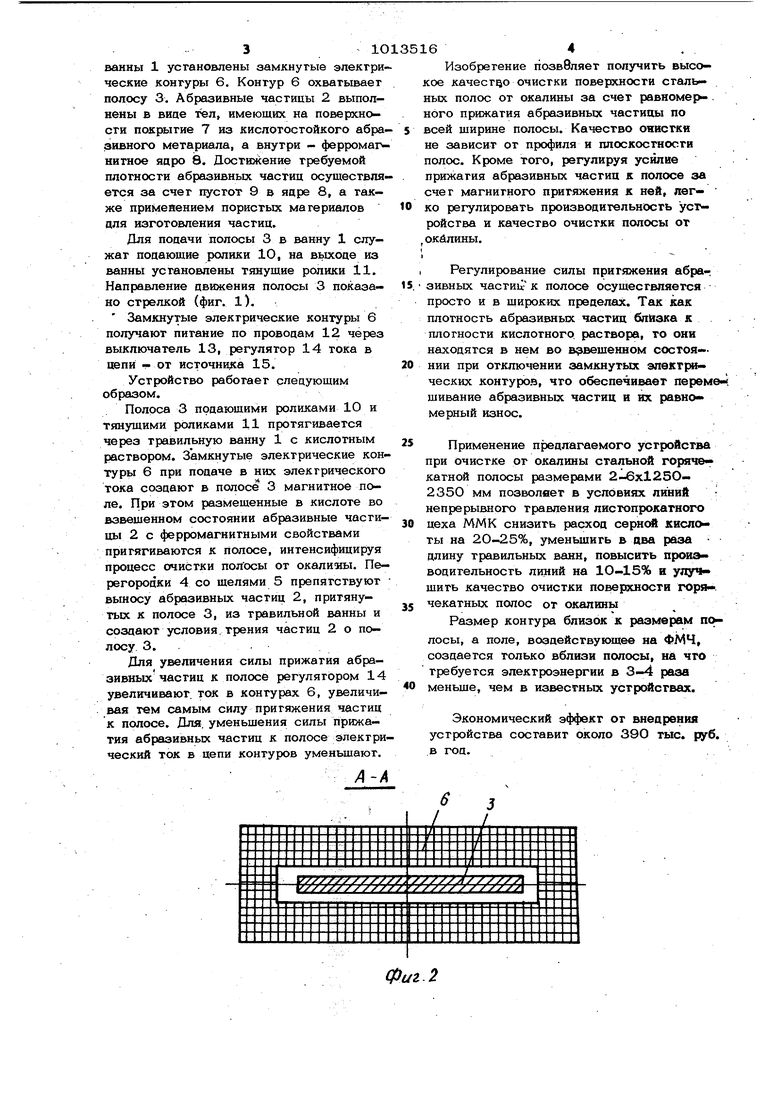
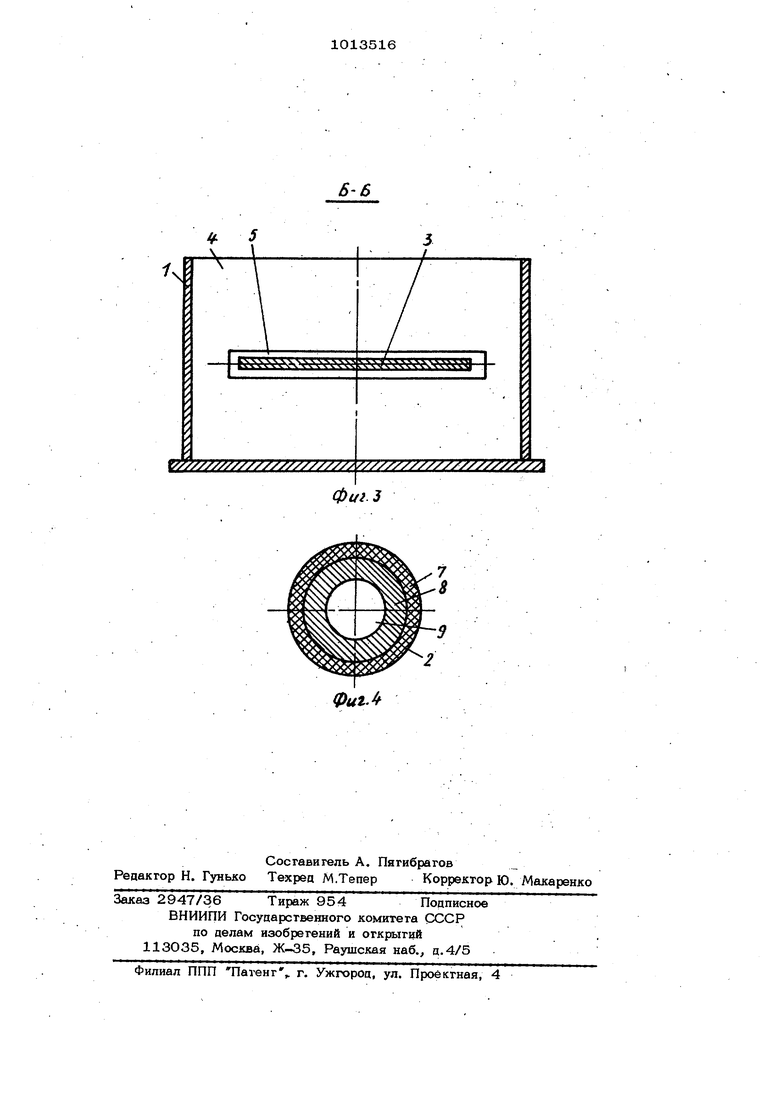
10 Изобрегение огносигся к прокатному . произвоцсгву а именно к очистке стальных, преимущественно горячекатных полос ог окалины, и может быть использовано в агрегатах непрерывного гравле- . НИН.. Известно устройство цля удаления окалины с металлических листов, состоящее из металлической конструкции, в которой установлены рабочие органы, имеющие на поверхности элементы (пластины) с абразивной поверкносгью. Рабочие органы воздействуют абразивными элементами на поверхность полосы; удаляя окалину 1. , . Недостаток устройства состоит в слож ности конструкции, связанной с трдгдность замены изнашивающихся пластин с абразивной поверхностью, укрепленных на рабочих органах. Кроме того, такая очистка широких полос не обеспечивает требуе мого качества поверхности из-за наличия неплоскостности полосы. Наиболее близким по технической сущности является устройство для непрерывного травления длинномерных изделий. Устройство содержит ванну для рабочей жидкости и ферромагнитных частиц и контуры для создания магнитного поля 23 . Однако OH4D применимо в основном для обработки деталей в замкнутом объеме (например труб) и их трудно использовать для обработки стальных полос в непрерывных травильных агрегатах (НТА) так как стальная полоса, намагничиваясь в поле источника, будет выносить из ванны ФМЧ, что нежелательно, размещение ванны для очистки стальных полос вйутри магнитного поля затруднительно из-за . больщих габаритов ванн НТА (высота ван ны для широких полос достигает 3500 мм а ширина 3000 мм, т.е. размеры источника требуются весьма большие, что уве- вичивает стоимость оборудования кроме того, источник, охватывающий ванну, должен иметь мощность, достаточную, чтобы создать поле, удерживающее и перемещаю щее ФМЧ в большом объеме, что приводит к большому расходу энергии. Ванна для обработки выполняется из немагнитного материала, что по условиям прочности и жесткости для ванн НТА трудно выполнимо. Использование для этой цели немагнитных материалов, близких по прочности к стали, резко удорожает конструкцию. Цель изобретения - сокращение стой- мости н габаритов устройства и экономия электроэнергии. 162 Цель достигается тем, что в устройстве для очистки стальной полосы от окалины, содержащем ванну для рабочей жицкости и ферромагнитных частиц и контуры для создания магнитного поля, ванна снабжена перегородками со щелями для прохода полосы, а контуры для создания магнитного поля размешены на входе и выходе полосы над ванной. Ферромагнитные частицы выполнены в виде тел, имеющих на поверхности покрытие из кислотостойкого абразивного материала, а внутри - ферромагнитное ядро. Плотность частиц составляет 0,9 1,1 плотности рабочего раствора, В данном случае сама стальная полоса является магнитопроводом, поэтому электрические контуры охватывают ее на входе и выходе из ванны. Силовые линии контуров замыкаются через полосу. Габарит контуров (источников), при этом резко сокращается. Перегородки со щелями, расположенные в ванне, препятствуют выносу ФМЧ из ванны без увеличения габаритов устройства и увеличения силы тока в источниках для удержания ФМЧ. Плотность абразивных частиц должна быть близка к плотности кислотного раствора, а отнощение этих величин должно быть в пределах 0,9 - 1,1. Уменьшение плотности абразивных частиц (менее 6,9 плотности кислотного раствора) приводит к их всплытию при отключении электрических контуров и затруднит их притягивание к полосе при последующем включении контуров. Увеличение этого отнощения (более 1,1) .приведет при отключении электрических контуров к опуоканию частиц на дно ванны и также затруднит их последующее притягивание полосой при включении контуров. Кроме того, изменение указанных соотношений ухудщает условия перемешивания ферромагнитных абразивных частиц в растворе кислоты, что также нежелательно. На фиг. 1 изображено устройство для очистки стильной полосы от окалины, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - абразивная частица. Устройство для очистки стальной полосы от окалины состоит из травильной ванны 1, элементов механического воздействия, выполненных в виде абразивных частиц 2 на полосу 3. Устройство снабжено перегородками 4 со щелями 5 цля прохода полосы 3. На входе и выходе полосы 3 из травильной
ванны 1 усгановлены замкнугые элекгрические конгуры 6. Контур 6 охватывает полосу 3. Абразивные частицы 2 выполнены в вице тел, имеющих на поверхности покрытие 7 из кислотостойкого абразивного метариала, а внутри - ферромагнитное яаро 8. Достижение требуемой плотности абразивных частиц осуществляется за счет пустот 9 в ядре 8, а также применением пористых материалов для изготовления частиц.
Для подачи полосы 3 в ванну 1 служат подающие ролики 10, на вьосоде из ванны установлены тянущие ролики 11. Направление движения полосы 3 показано стрелкой (фиг. 1), Замкнутые электрические контуры 6 получают питание по проводам 12 через выключатель 13, регулятор 14 тока в цепи - от источника 15.
Устройство работает следующим образом.
Полоса 3 подающими роликами 10 и тянущими роликами 11 протягивается через травильную ванну 1 с кислотным раствором. Замкнутые электрические контуры б при подаче в них электрического тока создают в полосе 3 магнитное поле. При этом размещенные в кислоте во взвешенном состоянии абразивные частиць1 2 с ферромагнитными свойствами притягиваются к полосе, интенсифицируя процесс очистки полосы от окалимы. Перегородки 4 со щелями 5 препятствуют выносу абразивных частиц 2, притянутых к полосе 3, из травильной ванны и создают условия. трения частиц 2 о полосу 3.
Для увеличения силы прижатия абразивных частиц к полосе регулятором 14 увеличивают, ток в контурах 6, увеличивая тем самым силу притяжения частиц к полосе. Для. уменьщения силы прижатия абразивных частиц к полосе электрический ток в цепи контуров уменыиают.
Изобретение позв8ляет получить высокое качество очистки поверхности стальных полос от окалины за счет равномерного прижатия абразивных частицы по
всей щирине полосы. Качество онисгки не зависит от профиля и плоскостности полос. Кроме того, регулируя усилие прижатия абразивных частиц к полосе за счет магнитного притяжения к ней, легко регулировать производительность устройства и качество очистки полосы от окАлины.
I
Регулирование силы притяжения абра-;
зивных частиик полосе осуществляется просто и в щироких пределах. Так как плотность абразивных частиц близка к Ш1ОГНОСТИ кислотного, раствора, то они находятся в нем во в вещенном состоя-
НИИ при отключении замкнутых эпекгри- ческих контуров, что обеспечивает перемв 4 щивание абразивных частиц и их равно мерный износ.
Применение предлагаемого устройства при очистке от окалины стальной горяче- катной полосы размерами 216x1250- 2350 мм позволяет в условиях линий непрерывного травления листопрокатного
цеха ММ К снизить расход серной кисло ты на 20-25%, уменьщить в ава раза длину травильных ванн, повысить производительность линий на 10-15% в улуч щить качество очистки поверхности горя-.
чекатных полос от окалины
Размер контура близок к размерам полосы, а поле, воздействукшхее на ФМЧ, создается только вблизи полосы, Hia что требуется электроэнергии в 3-4 раза
меньще, чем в известных устройствах.
Экономический эффект от внедрения устройства составит около 390 тыс. руб. в год.
A-f(
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТРАВИЛЬНЫХ ВАНН НЕПРЕРЫВНЫХ ТРАВИЛЬНЫХ АГРЕГАТОВ | 2009 |
|
RU2409459C1 |
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС РУЛОННОЙ СТАЛИ | 2001 |
|
RU2219286C2 |
| Способ очистки металлических полос от окалины | 1987 |
|
SU1572725A1 |
| Способ производства полос | 1985 |
|
SU1274868A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ СТАЛЬНЫХ ПОЛОС В ПРОМЫВОЧНОЙ ВАННЕ НЕПРЕРЫВНОГО ТРАВИЛЬНОГО АГРЕГАТА | 2007 |
|
RU2368704C2 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ | 2006 |
|
RU2310532C1 |
| ЛИНИЯ ТРАВЛЕНИЯ ОКИСЛЕННЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1999 |
|
RU2157423C1 |
| Способ обработки стальной полосы | 1988 |
|
SU1614877A1 |
| Устройство к дисковым ножницам для перемещения и крошения обрезаемой кромки | 1986 |
|
SU1366325A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ ОКАЛИНЫ И ОКИСНЫХ ПЛЕНОК | 2004 |
|
RU2275979C1 |
1. УСТРОЙСТВО ДЛЯ ОЧИСТ КИ СТАЛЬНОЙ ПОЛОСЫ ОТ ОКАЛИНЫ содержащее ванну для рабочей жидкости 5Г ifcg./ и ферромагнитных частиц и контуры для создания магнитного поля, отличающееся тем, что, с целью сокра щения стоимости и габаритов устройсгва и экономии электроэнергии, ванна свабже на перегородками со щелями -для прокоца полосы, а контуры для соэцаиия ма1 нитного поля размещены на вхйае н вььходе полосы над ванной. 2.Устройство по п. 1, от л и ч а ющ е е с я тем, что ферромагнитные час- тицы выполнены в виде тел, имеющих на поверхности покрытие из кислотостойкого абразивного материала, а внутри « ферромагнитное ядро. 3.Устройство по пп. 1 и 2, о т л в - чающееся тем, что ллогность чаотиц составляет 0,9-1,1 плотности чей жидкости в ванне.. 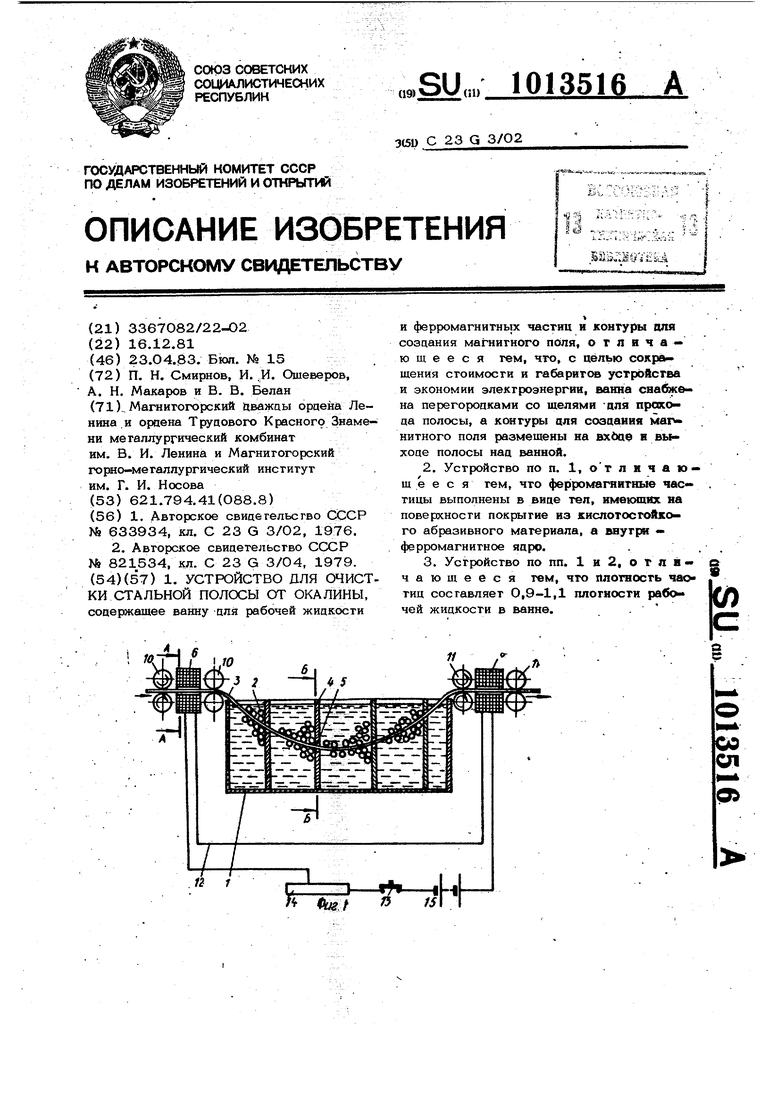
Фиг.2
.-.-s
фиг.З
5
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подготовки поверхности металлической полосы под плакирование | 1976 |
|
SU633934A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для химической обработкииздЕлий | 1979 |
|
SU821534A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
