Настоящее изобретение относится к лопасти винта, предусмотренной с лонжероном, включающим в себя крепежное приспособление, причем настоящее изобретение также относится к способу, дающему возможность получения лонжерона.
Таким образом, настоящее изобретение лежит в области техники лопастей винтокрылых летательных аппаратов.
Винтокрылый летательный аппарат предусмотрен, по меньшей мере, с одним двигателем, который приводит во вращение несущий винт, служащий для обеспечения летательного аппарата аэродинамической подъемной силой и тяговьм усилием. Несущий винт вертолета содержит ступицу, которая вращается посредством вала несущего винта, приводимым во вращение двигателем, и множество лопастей, расположенных на ступице.
Во время из вращательного движения лопасти подвергаются воздействию сил и, следовательно, они подвергаются воздействию центробежной силы, а также множеству воздействий вследствие махового движения, лобового сопротивления и скручивания, причем скручивание вызывается, в частности, изменениями поиска наклона для модификации угла наклона лопастей относительно плоскости ступицы.
Кроме того, ступица имеет, в общем, множество рычагов, которые являются, возможно, гибкими при маховом движении и которые имеют лопасти, расположенные на их концах. Силы, в частности, центробежная сила затем передаются лопастью к негибкой центральной зоне ступицы.
Первый тип способа предусматривает получение тела лопасти, а затем крепление тела лопасти к ступице винта через посредство специальных крепежных приспособлений.
В документах FR 2874852, FR 2321997, FP 0011330 и FR 2518979 описано множество технологий, дающих возможность получения тела лопасти путем намотки или плетения композиционных материалов. Затем оно предназначено для крепления к крепежному приспособлению.
В соответствии с документом FR 2030036, например, намотку используют для получения цилиндрического элемента, который должен составлять внешнее покрытие лопасти. Цилиндрический элемент затем режут в продольном направлении на два сборочных узла, причем каждый сборочный узел после этого помещают в пресс-форму.
Лонжерон лопасти также получают намоткой. Лонжерон содержит первый блок слоев волокна, имеющий угол, составляющий 45 градусов, относительно продольной оси лопасти, а затем второй блок слоев волокна, имеющий угол, составляющий 30 градусов, относительно указанной продольной оси, и, наконец, третий блок слоев волокна, имеющий угол, составляющий 15 градусов, относительно продольной оси.
Лонжерон открывается к внешней стороне в основании лопасти через посредство отверстия, и намоточное приспособление вклинивается в указанное отверстие и затем крепится к ступице несущего винта. Таким образом, лопасть завершается вставкой лонжерона между двумя пресс-формами, в которых размещены два сборочных узла для нанесения внешнего покрытия лопасти.
В таком случае лопасть передает силы, действию которых она подвергается, к ступице последовательно через посредство ее лонжерона и ее крепежного приспособления.
Этот способ получения является эффективным, но, тем не менее, ограниченным.
Время изготовления является продолжительным вследствие реализации многочисленных технологических этапов, в соответствии с этим ведущему к чрезмерным затратам.
Также можно видеть дефекты в основании лопасти, поскольку крепежное приспособление может двигаться относительно лонжерона.
Второй тип способа предусматривает крепление крепежного приспособления к лонжерону лопасти во время изготовления лонжерона, а не впоследствии.
В документе US 3923422 описана такая технология.
У основания лопасти лонжерон наматывается вокруг крепежного приспособления, которое имеет вертикальную ось, по существу параллельную оси вращения несущего винта.
Тем не менее, для реализации вертикальной намотки, лонжерон необходимо скручивать. Такое скручивание на угол, составляющий приблизительно девяносто градусов, имеет недостатки возможного разрушения, постольку поскольку лонжерон для лопасти из композиционного материала образован главным образом лентами однонаправленных волокон.
Кроме того, трудно для однонаправленных лент, которые приходят из скрученной секции распределенного лонжерона, размещаться плоскими против сторон пониженного и повышенного давления лопасти.
Скручивание в таком случае может вести к плохой воспроизводимости от одной лопасти к другой, как в отношении формы, так и механических и вибрационных характеристик.
Кроме того, если необходимо разместить элементы вкладыша в лопасти, то они должны иметь форму, которая является сложной, и они будут изменяться от одной лопасти к другой, поскольку скручивание лонжерона не воспроизводится идентично. В таком случае становится трудным автоматизировать изготовление лопасти.
Помимо всего прочего, остается проблема закрепления крепежного приспособления.
В таком случае можно предусмотреть намотку лонжерона «горизонтально» в соответствии с предложением, описанным в документе ЕР 0657646.
В соответствии с этим документом лопасть предусмотрена с металлическим крепежным приспособлением в основании его основания лопасти и с металлическим фитингом на его свободном конце.
Крепежное приспособление и металлический фитинг размещают в зажимных головках намоточной машины. Однонаправленные волокна затем наматывают горизонтально вокруг крепежного приспособления и металлического фитинга. Таким образом, эти волокна по существу параллельны продольной оси лопасти и они способны принимать центробежные усилия, которые прикладываются к лопасти.
Намоточная машина затем укладывает слои перекрестных волокон между крепежным приспособлением и металлическим фитингом.
Передний и задний обтекаемые элементы затем устанавливаются по месту и покрываются слоем перекрестных волокон.
Следовательно, остается возможность движения крепежного приспособления вдоль поперечной оси, которая является перпендикулярной продольной оси лопасти, и что может привести к отбраковыванию лопасти.
Объектом настоящего изобретения, таким образом, является предложение лопасти, которая проста для производства и которая является воспроизводимой, причем лопасть также гарантирует высококачественное закрепление его крепежного приспособления.
В соответствии с настоящим изобретением лопасть (несущего винта) винтокрылого летательного аппарата обеспечена с жестким соединительным вкладышем и с лонжероном, который проходит вдоль расстояния между концами лопасти от основания лопасти по направлению к свободному концу лопасти, причем соединительный вкладыш имеет верхнюю, нижнюю, переднюю, заднюю, левую боковую и правую боковую поверхности. Лопасть отличается тем, что лонжерон включает в себя последовательность слоев волокон, которые удерживают соединительный вкладыш присоединенным (захваченным) у основания лопасти, причем лонжерон прикреплен к верхней, нижней, передней, задней и левой боковой поверхностям соединительного вкладыша.
Соединительный вкладыш, который представляет собой крепежное приспособление лопасти, плотно соединен с лонжероном и не оставляет каких-либо опасений его отделения от него.
Благодаря намотке, лонжерон гарантирует, что соединительный вкладыш закреплен безошибочно.
Помимо всего прочего, ниже объяснено, что лопасть проста для изготовления, поскольку достаточно поместить волокна, составляющие лонжерон, вокруг соединительного вкладыша и оправки, например, обмоткой или плетением.
Лопасть также обладает одной или более из следующих дополнительных характеристик.
Во-первых, указанный лонжерон имеет верхнюю, нижнюю, переднюю, заднюю и концевые части, прикрепленные, соответственно, к верхней, нижней, передней, задней и левой боковым поверхностям указанного соединительного вкладыша.
Лонжерон окружает соединительный вкладыш и сцепляется с вкладышем так, чтобы гарантировать, что он закреплен. Таким образом, соединительный вкладыш прикреплен к лонжерону, например, посредством клеевого соединения.
Указанная концевая часть предпочтительно является вогнутой, причем ее вогнутая сторона обращена к свободному концу лопасти, удаленному от ее основания.
Лонжерон в таком случае имеет вид трубы, которая точно согласуется с профилем лопасти и которая заканчивается концом на основании лопасти так, чтобы просто удерживать соединительный вкладыш. На его противоположном конце лонжерон может факультативно быть открыт, кроме свободного конца лопасти.
У основания лопасти лонжерон является полусферическим по форме, являясь усеченным так, чтобы быть по существу плоским кроме сторон низкого и высокого давления лопасти.
Необходимо обратить внимание, что очень особая и новая форма лонжерона у основания лопасти к удивлению делает вклад в хорошую передачу прикладываемых сил и, в частности, центробежных сил.
Кроме того, лонжерон должен предпочтительно иметь скругленные края между его различными частями так, чтобы избегать создания острых краев, которые могут повредить волокна лонжерона во время его получения.
В варианте настоящего изобретения указанный лонжерон является намотанным лонжеронам, причем указанная последовательность слоев составляет набор слоев из волокон, например стекловолокон.
Указанная последовательность содержит, по меньшей мере, один набор, имеющий первый, второй и третий слои волокон, соответственно, уложенные под первым, вторым и третьим углами относительно продольной оси, причем указанные первый и третий углы находятся в диапазоне, составляющем 15-90 градусов, а указный второй угол находится в диапазоне, составляющем 0-15 градусов.
В Отличие от стандартного лонжерона, имеющего первый усиленный блок, проходящий, в общем, в продольном направлении для приема центробежных и маховых сил лопасти, и второй усиленный блок, предназначенный для приема тягового и скручивающего усилий, лонжерон, соответствующий настоящему изобретению, имеет последовательность слоев, представляющую различные углы.
Таким образом, второй слой адаптирован для передачи центробежных сил и маховых сил к ступице несущего винта, тогда как первый и третий слои являются более пригодными для передачи тягового и скручивающего усилий.
К удивлению было обнаружено, что путем получения в этом случае дискретных слоев волокон так, чтобы наращивать особый набор, получена почти однородная конструкция, которая является более прочной и качественной, чем стандартные конструкции.
Аналогичным образом, плотность слоев волокон, то есть их масса на единицу площади, может изменяться от одного слоя к другому и также как функция местоположения на расстоянии между концами лопасти вдоль лопасти. Следовательно, лопасть может быть хорошо оптимизирована как функция сил, которым ей необходимо противодействовать, причем волокна распределяются с высокой точностью так, чтобы ограничивать массу лопасти.
Наконец, как лонжерон, так и соединительный вкладыш, включают в себя, по меньшей мере, один соответствующий проход, соответственно, канал и отверстие в совмещении друг с другом, для вставки штыря для крепления лопасти к ступице несущего винта.
Следовательно, у основания лопасти волокна второго слоя захватываются в полусферической конфигурации лонжерона и служат для передачи центробежных сил.
Концевая часть лонжерона в таком случае прикладывает силы к соединительному вкладышу, причем эти силы, следовательно, передаются благодаря прессованию против крепежных штырей, проходящих через лопасть. Таким образом, штыри склонны делать вкладыш и лонжерон более плоскими.
Помимо всего прочего, благодаря прохождению вокруг задней части основания лопасти, продольные волокна второго слоя обеспечивают механическое закрепление соединительного вкладыша.
Настоящее изобретение также обеспечивает способ простого получения лопасти винтокрылого летательного аппарата, как описано выше.
Способ получения лопасти винтокрылого летательного аппарата, соответствующей настоящему изобретению, отличается тем, что следующие этапы, в частности, выполняются в последовательности для изготовления лонжерона лопасти:
a) первый опорный вал крепят к жесткому соединительному вкладышу лопасти, который реверсивно прикреплен к оправке через посредство системы контактного взаимодействия;
b) волокна размещают вокруг узла, содержащего указанный соединительный вкладыш и указанную оправку для получения лонжерона указанной лопасти, причем указанный лонжерон в таком случае включает в себя последовательность слоев волокон, которые удерживают указанный соединительный вкладыш, закрепленным у основания указанной лопасти; и
c) указанный первый вал удаляют после полимеризации лонжерона.
Как только получение лонжерона и соответствующего крепежного приспособления, то есть соединительного вкладыша, завершено, достаточно поместить любой элемент вкладыша и внешнее покрытие по месту для завершения лопасти, и это может быть сделано при использовании испытанных технологий.
В альтернативном варианте лонжерон и его внедренное приспособление могут быть размещены внутри полой обшивки.
Можно видеть, что изготовление лопасти в таком случае является очень простым, просто воспроизводимым и быстрым для выполнения делом, удовлетворяющим в соответствии с этим поставленным задачам.
Способ может предусматривать одну или более из следующих манипуляций.
Во-первых, во время этапа с) представляется возможной отрезание дистального конца лонжерона, то есть дистального конца лонжерона, удаленного от соединительного вкладыша, для удаления оправки.
В зависимости от требований не является обязательно существенным сохранение элемента внутри лонжерона. Следовательно, благодаря отрезанию его дистального конца, становится возможным отделение оправки от соединительного вкладыша для удаления оправки.
Во-вторых, во время намотки волокон, которые составляют лонжерон, первый вал дает возможность узлу, содержащему соединительный вкладыш и оправку, поддерживаться относительно машины, выполняющей указанную намотку.
Таким образом, волокна последовательно наматывают вокруг указанного узла, от основания лопасти до дистального конца лонжерона, и их покрывают при обслуживании у основания лопасти.
Более точно, волокна также наматывают вокруг первого опорного вала, который затем действует как механический стопор.
В конце этапа с), во время этапа отделки после полимеризации лонжерона, внимание направлено на первый вал. Поскольку часть первого вала выступает из соединительного вкладыша, первый вал удаляют с помощью стандартной механической системы, а затем отрезают волокна, которые используют для покрытия выступающей части.
Во время этапа d), лонжерон сверлят в совмещении с соединительным вкладышем для обеспечения возможности прохождения, по меньшей мере, одного штыря для крепления лопасти к ступице несущего винта.
Аналогичным образом, перед этапом а), по меньшей мере, одно отверстие делают в соединительном вкладыше так, чтобы быть в совмещении с просверливаемым отверстием, образуемым во время этапа d).
Отверстие, образованное в соединительном вкладыше, и соответствующее просверленное отверстие в лонжероне, таким образом, дают возможность прохождения через низ крепежного штыря.
Если отверстие во вкладыше покрыто внешним покрытием лопасти, то может быть вполне очевидно, что это покрытие сверлят для открытия указанного отверстия.
Кроме того, в первом варианте осуществления оправка является плавкой оправкой. Таким образом, для оправки, имеющей жесткий сердечник, окруженный плавкой зоной, в свою очередь, покрытой пневмоподушкой, указанную плавкую зону разрушают, по меньшей мере, частично, во время промежуточного этапа b') между этапами b) и с), для обеспечения возможности удаления оправки позднее.
Этот этап b') может иметь место во время отверждения лонжерона в пресс-форме, предусмотренной для этой цели.
Во втором варианте осуществления оправка является постоянной (долговременной) оправкой, предназначенной оставаться в лонжероне. Постоянную оправку получают из материала, обладающего низкой плотностью, например, из пенопласта.
Наконец, если лопасть имеет значительную длину, то во время этапа а) оправку крепят ко второму опорному валу. Первый и второй опорные валы факультативно соединяют друг с другом для образования единого общего опорного вала.
Настоящее изобретение и его преимущества становятся более очевидными из следующего описания варианта осуществления, которое приведено для иллюстрации настоящего изобретения со ссылкой на сопроводительные чертежи, где
фиг.1 - схематическое изображение, поясняющее этап а) способа, соответствующего настоящему изобретению;
фиг.2 - схематическое изображение, поясняющее этап b) способа, соответствующего настоящему изобретению;
фиг.3 - вид, иллюстрирующий набор в настоящем изобретении.
Элементы, представленные в более чем одном чертеже, даны одинаковыми ссылочными номерами в каждом из них.
Как следует из фиг.1, оператор делает соединительный вкладыш, например из композиционных материалов, причем вкладыш имеет верхнюю поверхность 2, нижнюю поверхность 3, переднюю поверхность 4, заднюю поверхность 5, правую боковую поверхность 6 и левую боковую поверхность 7.
Когда лопасть, снабженная этим соединительным вкладышем 1, расположена на ступице несущего винта вертолета, левая боковая поверхность 7 является поверхностью соединительного вкладыша 1, ближайшей к оси вращения ступицы, тогда как правая боковая поверхность 6 является поверхностью, ближайшей к свободному концу лопасти, то есть к концу лопасти, противоположному основанию лопасти.
Соединительный вкладыш 1 предварительно просверлен так, чтобы иметь отверстия 9', 9'', проходящие прямо через него, причем каждое отверстие открывается в верхней поверхности 2 и нижней поверхности 3. Эти отверстия 9', 9'' принимают крепежные штыри, дающие возможность лопасти пригоняться с лонжероном, прикрепляемым к ступице несущего винта.
Отверстия 9', 9'' могут факультативно содержать стандартные крепежные фитинги.
Аналогичным образом, соединительный вкладыш имеет отверстие 1' для обеспечения ему возможности крепится к первому опорному валу 8.
Правая боковая поверхность 6 соединительного вкладыша включает в себя систему контактного взаимодействия для вхождения в контактное взаимодействие с оправкой 20. Более точно, правая боковая поверхность 6 имеет две наклонные плоскости 6', 6'', причем оправка 20 вклинивается между ними.
Вследствие этих наклонных плоскостей форма правой боковой поверхности 6 дает возможность соединительному вкладышу 1 иметь толщину, которая постепенно сужается в совмещение с оправкой 20. Таким образом, эта форма гарантирует изменение в жесткости, которое является предпочтительно постепенным, а не внезапным.
Следует отметить, что представляются возможными другие формы сужения, например, может быть получена правая боковая поверхность, которая содержит одну наклонную плоскость.
Должно быть очевидным, что крепление оправки 20 к соединительному вкладышу 1 является реверсивным, можно отсоединить оправку 20 от соединительного вкладыша 1, когда оператор прикладывает к оправке 20 тяговое усилие в направлении стрелки F1.
Кроме того, в первом варианте осуществления, как показано на фиг.1, оправка 20 имеет жесткий центральный сердечник 21, который крепится к убираемой плавкой зоне 22, например, полученной из полистирола или растворимых материалов.
Эту убираемую зону 22 затем покрывают пневмоподушкой 23.
Во втором варианте осуществления (не показанном на чертежах), не является существенным использование оправки, которая может быть удалена после получения лонжерона. Если оправка получена из материала, который обладает низкой плотностью, например, из пенопласта, то оправка имеет относительно небольшую массу и может, таким образом, быть сохранена. В таких обстоятельствах оправка содержит не более чем жесткий сердечник низкой плотности.
Кроме того, в течение этапа а) способа, соответствующего настоящему изобретению, первый опорный вал 8 крепят к соединительному вкладышу 1 посредством размещения в отверстии 1'.
Аналогичным образом, второй опорный вал 10 крепят к жесткому сердечнику 21 оправки 20.
Эти опорные валы дают возможность узлу, содержащему соединительный вкладыш 1 и оправку 20, размещаться на устройстве для укладки волокон намотки или плетения.
Как вариант, первый и второй опорные валы могут составлять концы единого опорного вала, который проходит прямо через соединительный вкладыш 1 и оправку 20.
Единый опорный вал может также представлять жесткий сердечник плавкой оправки 20.
Как следует из фиг.2, во время этапа b), который следует за этапом а), устройство, укладывающее волокна, укладывает волокна, например, путем их намотки, вокруг узла, то есть вокруг как соединительного вкладыша 1, так и оправки 20, так, чтобы наращивать лонжерон 40, который проходит от основания 51 лопасти по направлению к дистальному концу 47, расположенному близко к свободному концу 52 лопасти.
Лонжерон 40 в таком случае содержит последовательность слоев волокон, которые удерживают соединительный вкладыш 1, присоединенным у основания 51 лопасти, то есть они окружают его.
Следовательно, лонжерон 40 полностью содержит узел, содержащий соединительный вкладыш 1 и оправку 20.
Верхняя, нижняя, передняя, задняя и концевые части 43, 44, 41, 42 и 45 лонжерона 40 прикреплены, соответственно, к верхней, нижней, передней, задней и левой боковым поверхностям 2, 3, 4, 5 и 7 соединительного вкладыша 1.
Благодаря удерживанию вкладыша присоединенным таким образом, очевидно, что лонжерон 40 гарантирует хорошее крепление соединительного вкладыша.
Крепежное приспособление лопасти, представленное соединительным вкладышем, является затем полностью внедренным в лонжерон 40.
Устройство укладки волокон и в частности форма соединительного вкладыша 1 и оправки делают возможным для лонжерона представлять края 80 между различными частями, например между его верхней частью 43 и его концевой частью 45.
Эти края 80 являются закругленными так, чтобы избегать повреждения или даже разрезания волокон.
На этой стадии полезно обратить внимание, что волокна также намотаны на выступающие части 8' и 10' первого и второго опорных валов.
Кроме того, концевая часть 45 лонжерона 40 является вогнутой, причем ее вогнутая боковая поверхность обращена к свободному концу 52 лопасти, а не к основанию 51 лопасти.
В конце этапа b) во время промежуточного этапа b'), узел, содержащий соединительный вкладыш 1 и оправку 20, покрытую (уложенными) волокнами, помещают в нагревающуюся пресс-форму.
Средства для приложения давления расположены против второго опорного вала 10 для создания давления пневмоподушки 23.
Необходимо обратить внимание, чтобы второй опорный вал 10 мог включать в себя отверстие, через которое скользит часть пневмоподушки, которая должна быть соединена со средствами создания давления.
Волокна, уложенные на оправке во время этапа b), затем прижимаются к пресс-форме для обеспечения профилирования.
После этого начинается этап полимеризации лонжерона 40. Во время отверждения тепло побуждает плавкую зону 22 убираться.
В конце полимеризации во время этапа с) оператор удаляет первый вал 8 и затем прорезает волокна, покрывающие выступающую часть 8' первого вала 8.
После этого пневмоподушка 23 спускается и дистальный конец 47 отрезают от лонжерона 40.
Поскольку объем плавкой зоны сократился в 8-10 раз, пневмоподушка 23 больше не прикладывает давление к верхней, нижней, передней и задней стенкам 43, 44, 41 и 42 лонжерона 40. По этой причине, оператор может отсоединить оправку 40 и извлечь ее из внутренней части лонжерона 40.
Таким образом, лонжерон 40 открыт кроме свободного конца 52 лопасти.
Наконец, лонжерон 40 сверлят в окрестности основания лопасти так, чтобы получить два отверстия 46' и 46'' в совмещении с отверстиями 9' и 9'' соединительного вкладыша.
Необходимо обратить внимание, что соединительный вкладыш 1 не обязательно подвергают предварительному сверлению. В таких обстоятельствах отверстия 9' и 9'' получают одновременно с отверстиями 46' и 46''.
Штыри для крепления лопастей к ступице несущего винта могут в таком случае проходить через лонжерон 40.
Для завершения получения лопасти достаточно, например, поместить лонжерон в профилированную внешнюю оболочку, используя испытанные технологии.
Следовательно, можно видеть, что лопасть является простой в изготовлении. Применяемый способ является полностью воспроизводимым, гарантирующим в соответствии с этим, что будут получены идентичные лопасти.
Кроме того, соединительный вкладыш лопасти окружен лонжероном 40, и отсутствует какой-либо риск его отсоединения во время использования лопасти.
Как показано на фиг.3, волокна укладывают на соединительном вкладыше 1 и оправке 20 таким образом, чтобы образовывать последовательность слоев, предусмотренную, по меньшей мере, с одним набором 30.
Этот набор содержит первый слой 31 волокон первого типа, уложенных под первым углом А1 относительно продольной оси АХ лопасти, то есть, например, оси «детонации» звука лопасти.
Первый угол лежит в таком случае в диапазоне, составляющем 15-90 градусов.
Этот первый слой покрывают вторым слоем 32 волокон второго типа, уложенных под вторым углом А2 относительно продольной оси АХ лопасти, причем этот второй угол находится в диапазоне, составляющем 0-15 градусов.
Наконец, второй слой покрывают третьим слоем 33 волокон первого типа, уложенных под третьим углом A3, относительно продольной оси АХ лопасти, причем третий угол находится в диапазоне, составляющем 15-30 градусов.
Слой второго типа, то есть имеющий волокна, которые уложены под углом, находящимся в диапазоне 0-15 градусов относительно продольной оси АХ, таким образом, размещен между двумя слоями первого типа, то есть имеющими волокна, уложенные под углом, находящимся в диапазоне 15-90 градусов относительно продольной оси АХ.
В одном варианте, который не показан на сопроводительных чертежах, слой первого типа, то есть имеющий волокна, уложенные под углом, находящимся в диапазоне 15-90 градусов относительно продольной оси АХ, расположен между двумя слоями второго типа, то есть слоями, предусмотренными с волокнами, уложенными под углом, находящимся в диапазоне 0-15 градусов относительно продольной оси АХ.
В более широко распространенном случае последовательность слоев, составляющих лонжерон, чередует слой первого типа со слоем второго типа.
Кроме того, слои могут представлять большую или меньшую плотности волокон и могут прекращаться в любом положении вдоль расстояния между концами лопасти в функции от требований жесткости и центрирования, предъявляемых к лопасти.
Лонжерон 40 в таком случае передает центробежную, маховую, тяговую и скручивающую силы, соответственно, к ступице несущего винта вертолета.
Центробежные силы принимаются продольными волокнами второго типа, которые прикладывают тяговое усилие к концевой части 45 лонжерона 40 по стрелке F2.
В свою очередь, эта торцевая стенка 45 прикладывает давление к соединительному вкладышу 1, которое действует путем сжатия крепежных штырей для передачи центробежных сил к ступице.
Следует обратить внимание на то, что продольные волокна второго типа, тем не менее, режутся у основания, когда оператор делает отверстия 46' и 46''. Тем не менее, и удивительно, что, получаемая в результате потеря прочности, не является достаточной, чтобы препятствовать приему центробежных сил.
Аналогичным образом, маховые силы передаются волокнами второго типа к соединительному вкладышу и, следовательно, к ступице, тогда как тяговые и скручивающие усилия передаются волокнами первого типа.
Настоящее изобретение, естественно, может подвергаться многочисленным изменениям в отношении реализации. Хотя выше описано несколько вариантов осуществления, вполне очевидно, что не представляется возможным исчерпывающе идентифицировать все возможные варианты осуществления. Естественно возможно предположить замену любого из описанных средств эквивалентными средствами, не выходя за пределы настоящего изобретения.
Например, на сопроводительных чертежах иллюстрируется лонжерон 40, предусмотренный с вертикальными каналами для приема крепежных штырей, которые расположены вертикально, то есть по существу параллельно действию силы тяжести.
Тем не менее, представляется возможной модификация лонжерона 40 путем сверления его передней и задней частей 41 и 42, а также передней и задней поверхностей 4 и 5 соединительного вкладыша 1 так, чтобы сделать возможным горизонтальное крепление.
Кроме того, второй вал может быть закреплен в балансировочном устройстве лопасти. Следовательно, при удалении второго опорного вала, в конце этапа с), например, балансировочное устройство закрывает лонжерон.


Группа изобретений относится к области конструкций лопастей воздушных винтов. Лопасть винта летательного аппарата содержит жесткий соединительный вкладыш (1) и лонжерон, который проходит от основания лопасти к свободному концу лопасти. Соединительный вкладыш (1) имеет верхнюю, нижнюю, переднюю, заднюю, левую боковую и правую боковую поверхности (2, 3, 4, 5, 7 и 6). Лонжерон включает последовательность слоев волокон, которые удерживают соединительный вкладыш (1), присоединенным у основания лопасти. Лонжерон прикреплен к верхней, нижней, передней, задней и левой боковой поверхностям (2, 3, 4, 5 и 7) соединительного вкладыша (1). Способ получения лопасти заключается в том, что лонжерон лопасти получают формованием. Первый опорный вал (8) крепят к жесткому соединительному вкладышу (1) лопасти, который реверсивно прикреплен к оправке (20). Волокна размещают вокруг узла, содержащего соединительный вкладыш (1) и оправку (20) для получения лонжерона лопасти. Первый вал (8) удаляют после полимеризации лонжерона. Группа изобретений направлена на упрощение производства. 2 н. и 14 з.п. ф-лы, 3 ил.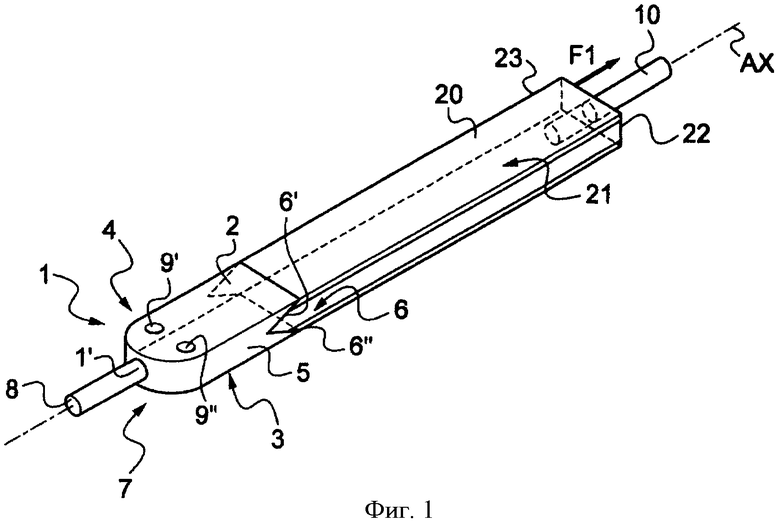
1. Лопасть винтокрылого летательного аппарата, предусмотренная с жестким соединительным вкладышем (1) и с лонжероном (40), который проходит вдоль лопасти от основания (51) лопасти по направлению к свободному концу (52) лопасти, причем указанный соединительный вкладыш (1) имеет верхнюю, нижнюю, переднюю, заднюю, левую боковую и правую боковую поверхности (2, 3, 4, 5, 7 и 6),
отличающаяся тем, что указанный лонжерон (40) включает в себя последовательность слоев (31, 32, 33) волокон, которые удерживают указанный соединительный вкладыш (1) присоединенным у основания (51) указанной лопасти, причем указанный лонжерон прикреплен к указанным верхней, нижней, передней, задней и левой боковой поверхностям (2, 3, 4, 5 и 7) указанного соединительного вкладыша (1).
2. Лопасть по п.1, отличающаяся тем, что указанный лонжерон (40) имеет верхнюю, нижнюю, переднюю, заднюю и концевые части (43, 44, 41, 42 и 45), прикрепленные, соответственно, к верхней, нижней, передней, задней и левой боковой поверхностям (2, 3, 4, 5 и 7) указанного соединительного вкладыша (1).
3. Лопасть по п.1, отличающаяся тем, что указанный лонжерон (40) имеет скругленные края между его различными частями,
4. Лопасть по п.2, отличающаяся тем, что указанная концевая часть (45) является вогнутой, причем его вогнутая сторона обращена к свободному концу (52) лопасти, удаленному от ее основания (51).
5. Лопасть по п.1, отличающаяся тем, что указанный лонжерон (40) является намотанным лонжероном, причем указанная последовательность слоев составляет набор слоев (31, 32, 33) волокон.
6. Лопасть по п.1, отличающаяся тем, что указанная последовательность содержит, по меньшей мере, один набор (30), имеющий первый, второй и третий слои (31, 32, 33) волокон, соответственно, уложенных под первым, вторым и третьим углами (A1, A2, A3) относительно продольной оси (АХ), причем указанные первый и третий углы (A1, A3) находятся в диапазоне, составляющем 15-90°, а указный второй угол (A2) находится в диапазоне, составляющем 0-15°.
7. Лопасть по п.1, отличающаяся тем, что указанный лонжерон (40) открывается около свободного конца (52) лопасти.
8. Лопасть по п.1, отличающаяся тем, что указанные лонжерон (40) и соединительный вкладыш (1) включают в себя, по меньшей мере, канал (9', 9'', 46', 46'') для обеспечения возможности вставки крепежного штыря.
9. Способ получения лопасти винтокрылого летательного аппарата по п.1, отличающийся тем, что лонжерон лопасти получают формованием в течение следующих этапов, в частности и в последовательности
a) первый опорный вал (8) крепят к жесткому соединительному вкладышу (1) лопасти, который реверсивно прикреплен к оправке (20);
b) волокна размещают вокруг узла, содержащего указанный соединительный вкладыш (1) и указанную оправку (20) для получения лонжерона указанной лопасти, причем указанный лонжерон (40) в таком случае включает в себя последовательность слоев (31, 32, 33) волокон, которые удерживают указанный соединительный вкладыш (1) закрепленным у основания (51) указанной лопасти; и
c) указанный первый вал (8) удаляют после полимеризации лонжерона.
10. Способ по п.9, отличающийся тем, что во время этапа с) дистальный конец (47) отрезают от получаемого в результате лонжерона (40), то есть дистального конца (47) лонжерона (40), который является удаленным от указанного соединительного вкладыша (1), для удаления указанной оправки (20).
11. Способ по п.9, отличающийся тем, что часть (8') первого вала (8) выступает из соединительного вкладыша (1) в конце этапа с), и первый вал удаляют, а волокна, которые покрывали указанную выступающую часть (8'), отрезают.
12. Способ по п.9, отличающийся тем, что во время этапа d) лонжерон (40) сверлят в совмещении с соединительным вкладышем (1) для прохождения, по меньшей мере, одного штыря для крепления лопасти к ступице несущего винта.
13. Способ по п.12, отличающийся тем, что перед этапом а), по меньшей мере, одно отверстие (9', 9'') образуют в соединительном вкладыше так, чтобы быть в совмещении с просверливаемым отверстием (46', 46''), образуемым во время этапа d).
14. Способ по п.9, отличающийся тем, что оправка (20) имеет жесткий сердечник (21), окруженный плавкой зоной (22), покрытой пневмоподушкой (23), и тем, что указанную плавкую зону (22) разрушают, по меньшей мере, частично во время промежуточного этапа b') между этапами Ь) и с), для обеспечения возможности удаления оправки (20) позднее.
15. Способ по п.9, отличающийся тем, что во время этапа а) указанную оправку (20) крепят ко второму опорному валу (10).
16. Способ по п.15, отличающийся тем, что первый и второй опорные валы (8, 10) соединены между собой и образуют единый общий опорный вал.
| Устройство для тестовой проверки релейной токовой защиты | 1976 |
|
SU657646A1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 1992 |
|
RU2030036C1 |
| ЛОПАСТЬ ВИНТА И ЕЕ КОМЕЛЬ | 1996 |
|
RU2142895C1 |

