Предлагаемое изобретение относится к электродуговой сварке металлов и может быть использовано для ручной дуговой сварки электродами с покрытием и аргонодуговой сварки неплавящимся электродом в различных пространственных положениях, а также для автоматической сварки в защитных газах неплавящимся электродом.
Известен способ ручной дуговой сварки электродами с покрытием с импульсной модуляцией параметров режима на постоянном и переменном токе, при котором ток дуги периодически увеличивают (в импульсе) и уменьшают (в паузе) относительно тока для данного электрода в непрерывном режиме. Для сохранения устойчивости горения дуги в паузе либо повышают напряжение холостого хода источника питания (более 60 вольт), либо подают на дуговой промежуток высоковольтные импульсы (с амплитудой 0,5-0,9 кВ, длительностью 20-40 мкс) в момент перехода тока через ноль. Частота основных импульсов сварочного тока находится в пределах 1-25 Гц (Дудко Д.А., Сидорук B.C., Зацерковный С.А., Махлин Н.М., Федотенков В.Г., Векулов В.Г. Технология ручной дуговой сварки покрытыми электродами с модуляцией параметров режима. //Автоматическая сварка. - 1991. - №12. С.59-60).
Этот способ имеет следующие недостатки: так как ток импульса и ток паузы значительно отличаются, то световое излучение дуги во время импульса и паузы также существенно отличаются и зрачок глаза сварщика вследствие низкой частоты модуляции (1÷25 Гц) успевает реагировать на изменение светового потока, что утомляет его и ограничивает применение такого процесса. Кроме этого, из-за разницы в значениях тока импульса и паузы сварной шов формируется крупночешуйчатым, что обуславливает возможность возникновения подрезов. А при сварке на спуск возможно подтекание под электрод шлака и металла ванны во время пауз. Поэтому длительность паузы не может быть большой, что ограничивает регулировочные возможности процесса.
Известен способ ручной дуговой сварки модулированным током, при котором ток импульса отключают удлинением дуги, а длительность паузы автоматически устанавливают в обратной зависимости от длительности предшествующего импульса тока. Частота следования импульсов сварочного тока согласно способу находится в пределах от долей Гц до единиц Гц (А.с.904934 СССР. Способ ручной дуговой сварки модулированным током / А.Ф.Князьков, А.Г.Мазель, Р.И.Дедюх и др. Бюл. №6, 15.02.82). Этому способу присущи следующие недостатки: различная интенсивность светового потока во время импульса сварочного тока и паузы, что отрицательно влияет на зрение сварщика, возможность появления подрезов вследствие крупночешуйчатости шва из-за большой разницы токов импульса и паузы, возможность "примерзания" электрода в паузе во время перехода капли в сварочную ванну во время короткого замыкания, т.к. ток паузы мал. Техника выполнения такого способа сложна и утомительна, т.к. сварщик должен с частотой до нескольких Гц удлинять и укорачивать длину дуги.
Известен способ электродуговой сварки модулированным током электродами с покрытием любого типа, при котором во время паузы при сварке вертикальных швов на спуск налагают дополнительные импульсы переменной продолжительности, момент их включения определяют в зависимости от текучести ванны, которую определяют по изменению напряжения на дуге от заданного, а продолжительность дополнительных импульсов устанавливают в обратной зависимости от времени стекания металла до критического положения. Частота дополнительных импульсов не превышает 10-15 Гц (А.с. 1131618 СССР. Способ электродуговой сварки модулированным током / Р.И.Дедюх, А.Ф.Князьков, Н.А.Азаров, А.Г.Мазель. Бюл. №48, 30.12.84. Прототип). Способ имеет существенные недостатки, так как при частоте дополнительных импульсов 10-15 Гц зрачки глаз сварщика будут успевать реагировать на изменение интенсивности светового потока. Крупночешуйчатость шва остается. И поскольку длительность основных и дополнительных импульсов и пауз задается программой, сварщик не может управлять тепловой мощностью дуги. То есть в процессе сварки будет отрабатываться концепция (машина - технология), сварщик при этом исключен из процесса управления тепловой мощностью дуги.
Задачей предлагаемого изобретения является создание способа сварки с автоматическим управлением тепловой мощностью дуги, а следовательно, и темпом сварки при одновременном повышении качества сварного соединения при сварке во всех пространственных положениях и снижении нагрузки на зрение.
Поставленная задача достигается тем, что способ электродуговой сварки плавящимся электродом с импульсной модуляцией сварочного тока осуществляют регулированием длительности импульсов и пауз в протекании сварочного тока и наложением во время пауз дополнительных импульсов тока. Частоту дополнительных импульсов выбирают большей 50 Гц, а длительность от 0,5 до 2 мс, причем длительность основных импульсов и пауз регулируют автоматически в функции отклонения среднего напряжения дугового промежутка от заданного изменением длины дуги. Управление тепловой мощностью осуществляют по желанию сварщика автоматически. Параметры импульсов изменяют в функции отклонения среднего напряжения дугового промежутка от заданного, определяемого независимо от основных импульсов и пауз в различных вариантах, исключающих влияние колебаний ванны и капли.
В зависимости от среднего напряжения дугового промежутка, т.е. удлинения и укорачивания дуги по желанию сварщика, параметры основных импульсов и пауз определяются функционалом от отклонения среднего напряжения дугового промежутка от заданного во время основного импульса и основной паузы. Заданное напряжение равно номинальному напряжению для конкретного электрода.
Длительность основного импульса обратно пропорциональна среднему напряжению дуги.
Далее сущность изобретения поясняется чертежами, на которых изображено:
- на фиг.1 представлены эпюры токов и напряжений дугового промежутка, поясняющие предлагаемый способ;
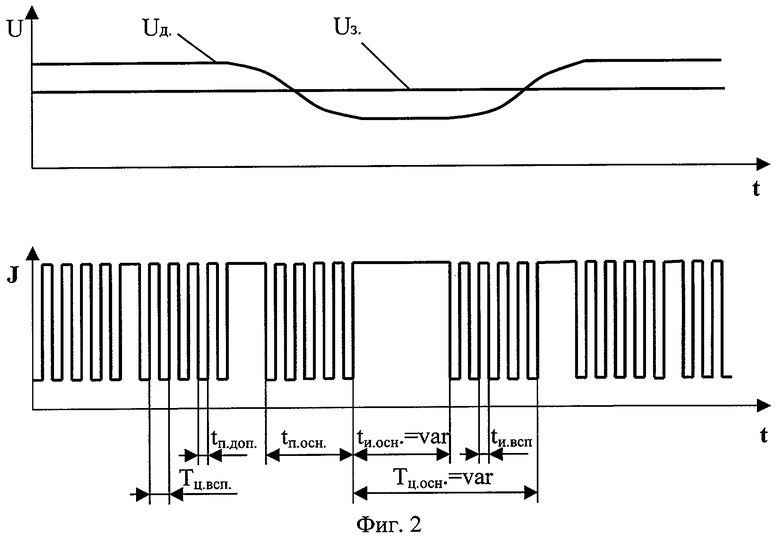
- на фиг.2 представлены эпюры тока и напряжения при модуляции длительности основных импульсов, которая будет определяться в обратно пропорциональной зависимости определяемой функционалом от отклонения среднего напряжения дугового промежутка от заданного на интервале импульса;
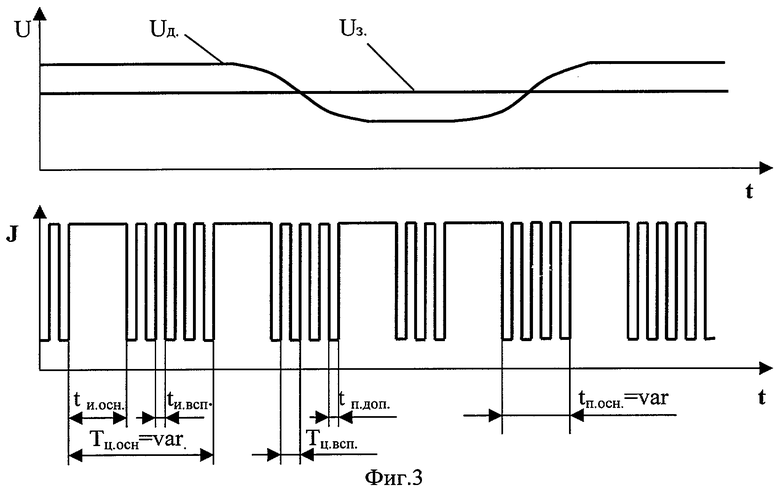
- на фиг.3 представлены эпюры тока и напряжения дугового промежутка при модуляции длительности основной паузы;
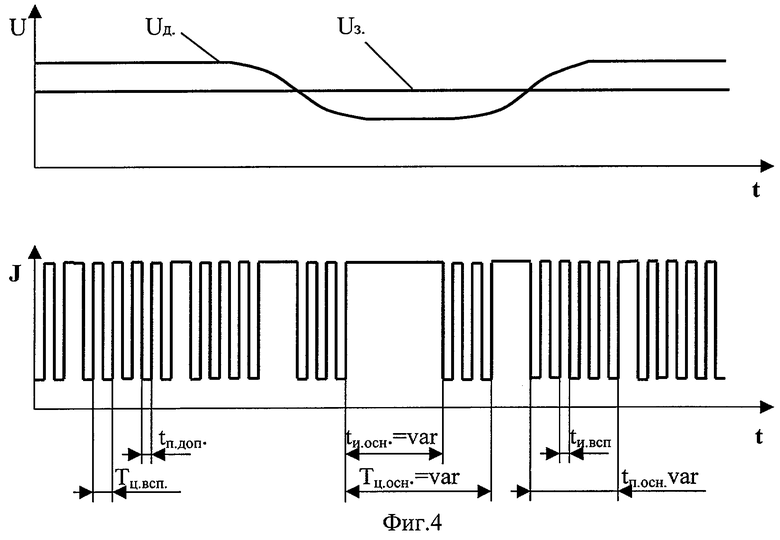
- на фиг.4 представлены эпюры напряжения и тока дугового промежутка при одновременной модуляции длительности основных импульсов и пауз.
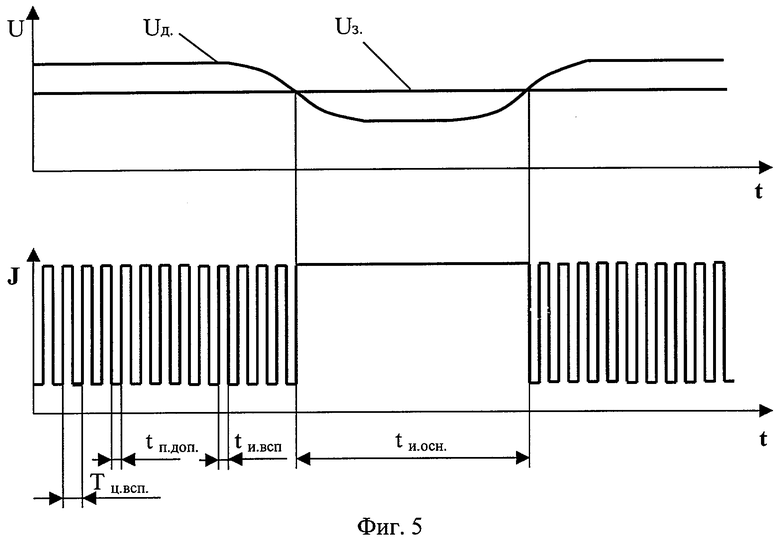
- на фиг.5 - эпюры напряжения и тока при модуляции по уровню отклонения среднего напряжения дугового промежутка от заданного при релейном режиме способа.
Согласно предлагаемому способу возможны следующие варианты управления тепловой мощностью дуги по желанию сварщика изменением длины дуги: модулируется только длительность основной паузы; модулируется только длительность основного импульса; модулируются одновременно длительности основных импульсов и пауз; осуществляется релейный режим - при удлинении дуги до напряжения, превышающего заданное напряжение, равное номинальному для данного электрода, осуществляется режим тока паузы с наложением дополнительных импульсов, а при укорочении дуги до номинального для данного электрода и ниже осуществляется режим тока импульса.
В зависимости от напряжения дугового промежутка, т.е. удлинения дуги по желанию сварщика длительность основного импульса определяют функционалом от отклонения среднего напряжения дугового промежутка от заданного во время импульса. Длительность основного импульса обратно пропорциональна отклонению среднего напряжения дугового промежутка от заданного.
Длительность основной паузы определяют функционалом от отклонения среднего напряжения дугового промежутка во время основной паузы от заданного. Длительность основной паузы прямо пропорциональна отклонению среднего напряжения дуги от заданного.
Обратная связь по напряжению изменяет только длительность основного импульса, только длительность основной паузы или изменяет их одновременно.
Возможен релейный режим горения дуги, когда при напряжении на дуге меньше заданного идет непрерывный сварочный ток длительное время, а при удлинении дуги идет ток паузы с наложением вспомогательных импульсов.
Сущность предложенных способов заключается в следующем. Дуговой промежуток питают импульсами постоянного тока, в промежутке между которыми горит дежурная дуга, на которую накладывают дополнительные импульсы постоянной частоты и длительности, которые задаются перед началом сварки из технологических соображений. Эпюры тока дугового промежутка при неизменных длительностях основных импульсов и пауз представлены на фиг.1. Частота дополнительных импульсов должна быть не менее 50 Гц, а длительность их в пределах 0,5÷2 мс. При таких параметрах обеспечивается гарантированный переход капли на интервале основной паузы при коротком замыкании каплей дугового промежутка. Величина непрерывного тока паузы равна 5-30 А.
На фиг.1-5 приняты следующие обозначения:
Т ц.осн. - длительность периода следования основных импульсов;
t и.осн. - длительность основного импульса;
t п.осн. - длительность основной паузы;
J и.осн. - амплитуда основного импульса;
J и.всп. - амплитуда вспомогательного импульса;
Т ц.всп. - длительность периода следования вспомогательных импульсов;
t и.всп. - длительность вспомогательного импульса;
t п.всп. - длительность вспомогательной паузы;
Uд - напряжение дугового промежутка;
Uз - заданное напряжение дугового промежутка, равное номинальному напряжению для конкретного электрода;
Jп - непрерывный ток в паузе.
При модуляции длительности основной паузы (фиг.3) и длительности основного импульса (фиг.2) они будут зависеть от сигнала ошибки: ±ΔU=Uд-Uз; где Uд - напряжение дугового промежутка, а Uз - заданное напряжение, являющееся номинальным для каждой группы электродов, которые можно объединить по следующим общим параметрам - марка, толщина покрытия, диаметр. При заданном напряжении и постоянстве напряжения холостого хода источника устанавливается ток в основном импульсе, оптимальный для данного электрода, который будет постоянным и не зависимым от других параметров.
В процессе сварки сварщик может несколько изменять длину дуги, при этом будет ΔU различное по величине и знаку относительно Uз, модулируя при этом один из параметров основных импульсов - длительность основной паузы, или длительность основного импульса.
Примеры:
1. Сваривают корневой шов соединения неповоротного стыка трубопровода с V-образной разделкой кромок. Сварку осуществляют электродами с покрытием УОНИ-13/45 диаметром 3 мм модулируемым током путем введения в сварочную цепь импульсно-регулируемого сопротивления (ИРС).
Ток основных и вспомогательных импульсов устанавливают номинальным для данного электрода, равным 140 А.
При сварке с программным управлением длительность основного импульса устанавливают равной 0,25 с, а длительность основной паузы - 0,3 с. Частоту вспомогательных импульсов устанавливают равной 55 Гц, а длительность вспомогательных импульсов - равной 1,3 мс. Непрерывный ток в основной паузе, на который накладывают вспомогательные импульсы, устанавливают равным 15 А.
После возбуждения дуги сварщик равномерно ведет электрод вдоль стыка без манипуляций. За время основного импульса установленной длительности расплавляется и переходит в сварочную ванну от одной до нескольких капель с короткими замыканиями во время перехода. Если переход капли происходит во время основной паузы, то это не снижает технологической устойчивости, т.к. энергии вспомогательного импульса вполне достаточно для обеспечения ускоренного перехода в сварочную ванну. Поэтому дополнительных мероприятий для ускоренного разрушения перемычки между каплей и электродом во время короткого замыкания на интервале основной паузы не требуется.
В связи с большой частотой вспомогательных импульсов с такой же амплитудой, что и основных импульсов, контрастность излучения дуги между основными импульсами и паузами значительно уменьшается, что существенно снижает нагрузку на зрение, а сварочный шов формируется мелкочешуйчатым.
Такой процесс возможно применять при сварке массивных деталей, когда не происходит накопления тепла и повышения температуры в изделии перед дугой, а зазор в стыке и притупление кромок достаточно стабильны. В противном случае применяют один из следующих вариантов импульсной модуляции.
2. В этом варианте длительность основного импульса сварочного тока устанавливают автоматически обратно пропорционально отклонению среднего напряжения дуги от заданного на интервале основного импульса. Причем при удлинении дуги минимальную длительность импульса автоматически ограничивают на уровне 0,1 с, а при укорочении дуги на уровне 0,6 с. Длительность основной паузы устанавливают постоянной и равной 0,35 с. Все остальные параметры устанавливают так же, как и при программном управлении (см. пример 1).
Заданное напряжение устанавливают равным 24 В. При равенстве дугового напряжения заданному длительность основного импульса равна 0,3 с. Увеличение дугового напряжения на два вольта автоматически снижает длительность основных импульсов до 0,1 с, а уменьшение дугового напряжения относительно заданного на два вольта автоматически увеличивает длительность основных импульсов до 0,6 с. Таким образом, на интервале 4 вольта длительность основных импульсов автоматически изменяют в пределах 0,1÷0,6 с. Сварщик в зависимости от обстановки в дуговом промежутке и от своих способностей адаптирует параметры режима, обеспечивающие качественное формирование шва и возможную для него производительность сварки.
3. В этом варианте длительность основной паузы устанавливают автоматически прямо пропорционально отклонению среднего напряжения дуги на интервале основной паузы в пределах 0,1÷2,0 с, а длительность основных импульсов - постоянной и равной 0,3 с. Все остальные параметры режима устанавливают такими же, как и в предыдущем случае (см. пример 1). При равенстве дугового напряжения заданному напряжению длительность основной паузы равна 0,4 с.
Увеличение дугового напряжения на два вольта автоматически увеличивает длительность основных пауз до 2,0 с, а уменьшение дугового напряжения на 2 вольта автоматически снижает длительность основных пауз до 0,1 с.
Сварщик плавным изменением напряжения дугового промежутка адаптирует параметры режима сварки в зависимости от обстановки в дуговом промежутке и своих возможностей.
4. В этом варианте совмещают два предыдущих варианта модуляции параметров импульсов (см. пример 2, 3).
При изменении напряжения дуги в пределах ΔU=±2 B автоматически одновременно изменяют длительность основных импульсов в пределах 0,1÷0,6 с и основных пауз в пределах 0,1÷2,5 с. Причем при уменьшении напряжения дуги относительно заданного на 2 вольта автоматически устанавливают длительность основных импульсов равной 0,6 с, а длительность основных пауз равной 0,1 с.
При напряжении дуги, равном заданному, автоматически устанавливают длительность основного импульса равной 0,3 с, а длительность основной паузы равной 0,4 с.
Такой вариант модуляции параметров импульсов сварочного тока представляет широкие возможности для адаптации параметров режима в соответствие с обстановкой в зоне дуги и возможностей сварщика.
5. В этом варианте в функции отклонения среднего напряжения дуги от заданного автоматически реализуют релейный режим. Дуга может гореть в непрерывном режиме при значении тока основного импульса или при значении тока основной паузы с наложением вспомогательных импульсов. Длительность протекания основного тока и основной паузы автоматически устанавливают в функции отклонения среднего напряжения дуги от заданного. При напряжении дуги меньше на 1,0 В заданного автоматически включают основной ток. При увеличении напряжения дуги на 1,0 В выше заданного автоматически снижают ток до тока паузы с наложением вспомогательных импульсов. Такой режим обеспечивает сварку малых толщин. Он удобен для обучения сварке модулированным током.
Представленные способы сварки с импульсной модуляцией обеспечивают следующие преимущества по сравнению с известными:
- уменьшается контрастность излучения в импульсе и паузе дуги;
- улучшается топография шва;
- улучшается дегазация сварочной ванны;
- создается возможность управления тепловой мощностью дуги по желанию сварщика незначительным изменением длины дуги;
- сокращается процесс обучения сварщика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2013 |
|
RU2569874C2 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2001 |
|
RU2185941C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
Изобретение относится к электродуговой сварке и может быть использовано при ручной дуговой сварке электродами с покрытием в различных пространственных положениях. Сварку производят модулированным током, причем регулирование длительности импульсов и пауз в протекании сварочного тока осуществляют раздельно и независимо. На интервале паузы на небольшой сварочный ток 5...30 А накладывают дополнительные импульсы с амплитудой, равной амплитуде основных импульсов, частотой не менее 50 Гц и длительностью в пределах 0,5...2 мс. Управление тепловой мощностью сварочной дуги осуществляют автоматически по желанию сварщика изменением параметров основных импульсов в функции отклонения среднего напряжения дуги от заданного, незначительным изменением длины дугового промежутка 2...2,5 В. Техническим результатом изобретения является уменьшение контрастности излучения дуги в импульсе и паузе, повышение качества сварного соединения, создание возможности управления тепловой мощностью дуги по желанию сварщика, улучшение топографии шва. 4 з.п.ф-лы, 5 ил.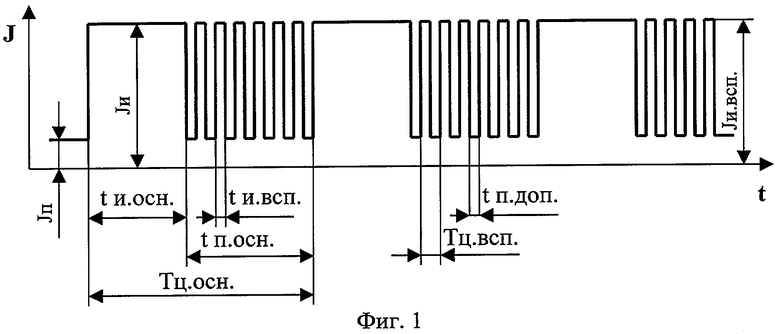
| Способ электродуговой сварки модулированным током | 1984 |
|
SU1131618A1 |

