Изобретение относится к сварке, а именно к сварке постоянным током с короткими замыканиями дугового промежутка.
Известен способ (см. а.с. СССР N 1371821, B 23 K 9/09, 1987), при котором осуществляется уменьшение сварочного тока перед коротким замыканием и к моменту разрыва перемычки. После кратковременного уменьшения сварочного тока, к моменту разрыва перемычки, его увеличивают с запаздыванием, обратно пропорциональным отношению величины энергии, выделившейся в дуговом промежутке на интервале заданного времени плавления электрода, к длительности паузы тока перед короткими замыканиями, причем длительность последующего заданного времени плавления электрода изменяют пропорционально длительности запаздывания начала увеличения тока после разрыва перемычки. Такое включение сварочного тока позволяет управлять формированием шва при сварке в различных пространственных положениях, независимо от действующих в процессе сварки типовых возмущений по скорости плавления электрода.
Однако существенным недостатком данного способа является потеря управляемости процессом на интервале короткого замыкания, так как во время короткого замыкания переход капли осуществляется естественным путем при нарастании тока короткого замыкания по экспоненте. При этом длительность интервала короткого замыкания зависит от диаметра капли, от сварочного тока перед коротким замыканием, от длины дугового промежутка перед коротким замыканием и от соосности капли с электродом, и является величиной не постоянной. Поэтому амплитуда тока короткого замыкания и энергия, запасенная в дросселе, равная LI2/2, также будут не постоянными, что приводит к непостоянству газодинамического воздействия на сварочную ванну в момент разрыва перемычки, к непостоянству размаха колебаний сварочной ванны. Непостоянство энергии, выделяемой дросселем в дуговом промежутке, непостоянство диаметра капель усиливает непостоянство частоты коротких замыканий, все это ухудшает качество сварного соединения.
Известно изобретение (см. а.с. СССР N 1310140, B 23 K 9/00, 1987), при котором дуговую сварку плавящимся электродом ведут с помощью источника питания, содержащего сглаживающий дроссель. Перед коротким замыканием производят кратковременное снижение тока. В момент начала короткого замыкания сглаживающий дроссель выключается из сварочной цепи за счет шунтирования сглаживающего дросселя активным сопротивлением секционированного резистора. К моменту разрыва перемычки жидкого металла вновь снижают сварочный ток. В тот же момент включают сглаживающий дроссель, а секционированный резистор соответственно выключают.
Недостатки данного способа такие же, как и в предыдущем.
Прототипом предлагаемого патента является способ (см. а. с. СССР N 1168367, B 23 K 9/00, 1985) электродуговой сварки с короткими замыканиями дугового промежутка, при котором уменьшают величину сварочного тока перед коротким замыканием дугового промежутка и к моменту разрыва перемычки, а величину пикового значения тока короткого замыкания выбирают обратно пропорционально длительности паузы перед коротким замыканием дугового промежутка. Однако ограничение пика тока короткого замыкания резистором не позволяет форсировать процесс короткого замыкания и стабилизировать амплитуду тока короткого замыкания, а лишь затягивает длительность тока короткого замыкания, которое протекает также естественным путем, поэтому прототипу присущи все недостатки аналогов.
Целью изобретения является повышение стабильности процесса путем снижения длительности коротких замыканий, гарантированного перехода капли во время коротких замыканий, снижения разбрызгивания и повышение производительности за счет снижения длительности коротких замыканий.
Поставленная цель достигается тем, что в способе электродуговой сварки с принудительными короткими замыканиями, обеспечиваемыми снижением сварочного тока перед короткими замыканиями, снижения тока на интервале разрыва перемычки и регулированием амплитуды тока коротких замыканий, сварочный ток на интервале короткого замыкания оставляют минимальным до окончания короткого замыкания, но с запаздыванием относительно начала короткого замыкания подают дозированный импульс тока. Причем окончание импульса происходит до момента разрыва перемычки, а дозирование энергии на расплавление капли осуществляют в функции времени с момента размыкания дугового промежутка.
Заявляемый способ характеризуется наличием следующих существенных отличительных признаков:
а) сварочный ток на интервале короткого замыкания оставляют минимальным до окончания короткого замыкания;
б) с запаздыванием относительно начала короткого замыкания подают дозированный импульс тока;
в) окончание импульса происходит до момента разрыва перемычки;
г) дозирование энергии на расплавление капли осуществляют в функции времени с момента размыкания дугового промежутка.
Исследования по патентной и научно-технической литературе позволили выявить ряд технических решений аналогичного назначения, однако признаки "а, б, в, г" в них отсутствуют. Следовательно, заявляемый способ отвечает критериям охраны изобретения "новизна" и "изобретательских уровень".
На графиках представлены циклограммы сварочного тока и напряжения.
На интервале I при нормальном сварочном токе, соответствующем скорости подачи сварочной проволоки, горит дуга, причем количество энергии на расплавление капли заданных размеров дозируется во времени. После окончания дозирования энергии сварочный ток резко снижают до величины, которая обеспечивает устойчивое горение дуги, но фактически не влияет на плавление электрода. При этом значении сварочного тока, под действием суммы трех составляющих: движения электрода к сварочной ванне, принятия каплей соосного с электродом положения и движения ванны навстречу электроду, происходит короткое замыкание (II интервал). На III интервале выдерживают паузу, которая прямо пропорциональна величине паузы до короткого замыкания, и подают мощный, в 5 - 10 раз превышающий сварочный ток, кратковременный импульс тока 1 - 1,5 мс, который заканчивается заведомо раньше окончания короткого замыкания. По сравнению с прототипом и аналогом предлагаемый способ обеспечивает большую стабильность процесса, что повышает качество сварочного соединения и обеспечивает хорошее формирование шва в различных пространственных положениях. Причем амплитуда импульса, подаваемого на интервале короткого замыкания, определяется пространственным положением сварочной ванны. В момент разрыва перемычки включают сварочный ток и процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 1997 |
|
RU2133660C1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2103124C1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2140344C1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
Изобретение относится к сварке плавящимся электродом в среде защитных газов. На интервале короткого замыкания сварочный ток не увеличивают, а оставляют минимальным. После образования надежного контакта между сварочной ванной и каплей расплавленного металла на торце электрода, когда процесс перехода капли в сварочную ванну становится необратимым, пропускают дозированный импульс тока через дуговой промежуток. При этом электродинамическая сила ускоряет переход металла капли в сварочную ванну, причем окончание импульса тока происходит заведомо до окончания короткого замыкания. Способ позволяет повысить качество сварного соединения. 1 ил.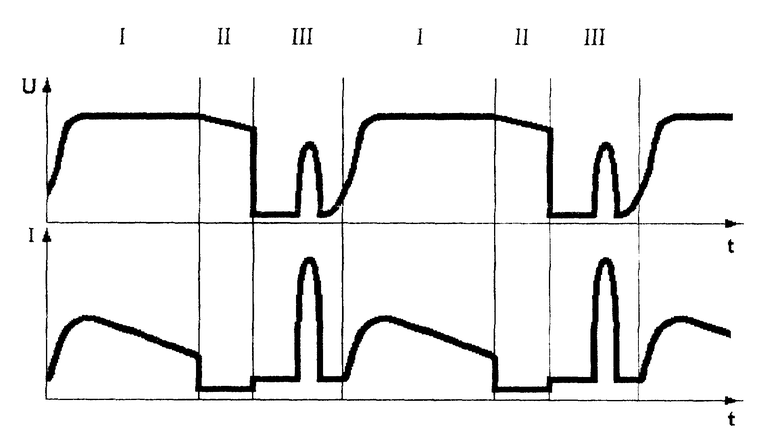
Способ электродуговой сварки с принудительными короткими замыканиями, обеспечиваемыми снижением сварочного тока перед короткими замыканиями, снижением тока на интервале разрыва перемычки и регулированием амплитуды тока коротких замыканий, отличающийся тем, что сварочный ток на интервале короткого замыкания оставляют минимальным до окончания короткого замыкания, но с запаздыванием относительно начала короткого замыкания подают дозированный импульс тока, причем окончание импульса происходит до момента разрыва перемычки, а дозирование энергии на расплавление капли осуществляют в функции времени с момента размыкания дугового промежутка.
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
