Предлагаемое изобретение относится к способу ручной электродуговой сварки модулированным током электродами с покрытием корневых швов, соединений, имеющих конфигурацию щелевой разделки, изделий малой толщины, а также может быть использовано для заполняющих слоев сварного шва и облицовочных швов.
Известен способ электродуговой сварки плавящимся электродом с импульсной модуляцией сварочного тока (патент РФ №2268809) с регулированием длительности импульсов и пауз сварочного тока и наложением во время пауз дополнительных импульсов тока. Согласно способу частоту дополнительных импульсов выбирают большей 50 Гц, а их длительность устанавливают в диапазоне от 0,5 до 2 мс, причем длительность основных импульсов и пауз регулируют автоматически, в зависимости от отклонения среднего напряжения дугового промежутка от заданного, посредством изменения длины дуги.
Недостатком данного способа является то, что при сварке корневых швов, а также соединений, имеющих конфигурацию щелевой разделки, происходит набрызгивание расплавленного металла на кромки свариваемых деталей.
Известен способ ручной электродуговой сварки плавящимся электродом модулированным током корневого шва (патент РФ №2322331), с наложением на ток паузы дополнительных импульсов тока, следующих с частотой не менее 50 Гц и длительностью, устанавливаемой в зависимости от диаметра электрода и его конкретной марки в диапазоне от 2 до 7 мс. При этом длительность основных импульсов тока, являющихся прожигающими, ограничивают до величины, обеспечивающей сквозное проплавление с образованием технологического окна в виде «замочной скважины». Управление формированием «замочной скважины» осуществляют путем изменения частоты следования основных импульсов по программе или автоматически в обратно пропорциональной зависимости отклонения среднего напряжения дуги от заданного.
Данному способу, так же как и предыдущему, присущ аналогичный недостаток - набрызгивание расплавленного металла на кромки свариваемых деталей.
Известен способ ручной электродуговой сварки плавящимся электродом модулированным током корневого шва, взятый в качестве прототипа (патент РФ №2371288), в котором на ток паузы налагают дополнительные импульсы сварочного тока, следующие с частотой не менее 50 Гц. Длительность дополнительных импульсов устанавливают в зависимости от диаметра электрода и его конкретной марки в диапазоне от 2 до 7 мс. При этом длительность основных импульсов тока, являющихся прожигающими, формируют в виде серий дополнительных импульсов. Длительность дополнительных импульсов в серии устанавливают равной длительности дополнительных импульсов, налагаемых на интервал тока паузы. Частоту следования дополнительных импульсов в серии устанавливают в диапазоне 200…130 Гц. Длительность серии дополнительных импульсов ограничивают до величины, обеспечивающей образование «замочной скважины». Частоту следования серий дополнительных импульсов изменяют по программе или автоматически в обратно пропорциональной зависимости отклонения среднего напряжения дуги от заданного.
Недостатком данного способа сварки является то, что при сварке соединений, имеющих конфигурацию щелевой разделки, происходит набрызгивание расплавленного металла на кромки свариваемых деталей, которое затрудняет перемещение покрытого электрода вдоль линии стыка. Это приводит к снижению линейной скорости сварки, ухудшению внешнего вида сварных швов, образованию несплавлений между наплавленным металлом и кромкой основного металла, снижению производительности сварочных операций и операций, связанных с механической обработкой сварных швов.
Задачей предлагаемого изобретения является разработка способа ручной дуговой сварки покрытыми электродами модулированным током, предотвращающего разбрызгивание расплавленного металла.
Поставленная задача достигается тем, что в способе ручной электродуговой сварки плавящимся электродом модулированным током на ток паузы налагают дополнительные импульсы сварочного тока, следующие с частотой не менее 50 Гц. Длительность дополнительных импульсов устанавливают в зависимости от диаметра электрода и его конкретной марки в диапазоне от 2 до 7 мс. Длительность основных импульсов тока формируют в виде серий дополнительных импульсов. Длительность дополнительных импульсов в серии устанавливают равной длительности дополнительных импульсов, налагаемых на интервал тока паузы. Амплитуду дополнительных импульсов как в сериях, так и налагаемых на ток паузы, устанавливают равной номинальному значению сварочного тока для каждого диаметра электрода и его конкретной марки. Частоту следования дополнительных импульсов в серии устанавливают в диапазоне 200…130 Гц. Частоту следования серий дополнительных импульсов изменяют по программе или автоматически в обратно пропорциональной зависимости отклонения среднего напряжения дуги от заданного. Во время протекания дополнительного импульса, после задержки 0,5…3 мс от начала его протекания, амплитудное значение тока дополнительного импульса снижают до тока паузы. При этом длительность паузы на интервале протекания дополнительного импульса не превышает 1 мс.
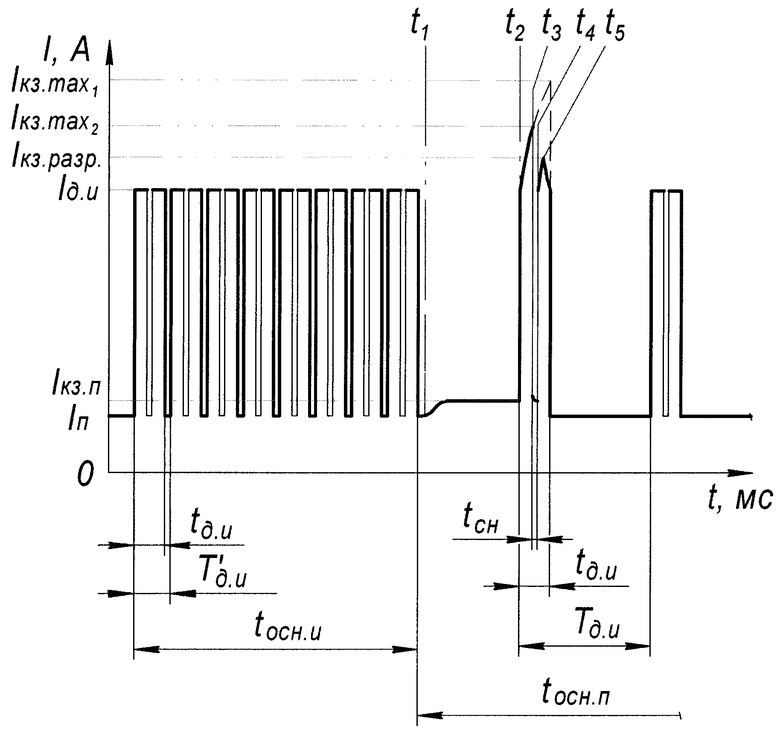
Основной причиной разбрызгивания расплавленного металла, при сварке с короткими замыканиями дугового промежутка, является взрывообразное разрушение жидкой перемычки на последней стадии короткого замыкания капли и сварочной ванны (ж. Автоматическая сварка, 1970 г., №3, с.14-18). Величина разбрызгивания, при прочих равных условиях, зависит от характера протекания тока короткого замыкания и частоты коротких замыканий. Переход капли в объем ванны может произойти в любой момент времени, при этом длительность коротких замыканий может быть также различной, то есть последняя стадия разрушения перемычки может приходиться на интервал протекания дополнительного импульса, в результате этого разрушение перемычки будет происходить при максимальном значении тока короткого замыкания lкз.max1 (см. чертеж). На чертеже представлена эпюра модулируемого сварочного тока с кратковременным снижением амплитудного значения тока дополнительного импульса до тока паузы.
Характерной особенностью данного способа сварки является то, что перенос электродного металла осуществляется с помощью коротких замыканий на интервале протекания основной паузы. В момент t1 происходит контакт капли и ванны. В дальнейший интервал времени t1-t2 переход капли в объем ванны происходит при незначительном токе короткого замыкания в паузе. В данном случае основными силами, обусловливающими переход капли в объем ванны, являются сила тяжести и по мере увеличения площади контакта поверхностей и утонения шейки между электродом и каплей - силы поверхностного натяжения. В момент начала протекания дополнительного импульса t2 форсируются объемные электромагнитные силы, пропорциональные квадрату протекающего по перемычке тока. С момента t2 происходит увеличение тока короткого замыкания до максимального значения lкз.mах1. Для ограничения амплитудного значения тока короткого замыкания, а также продолжительности его протекания, и как следствие - уменьшения энергии, затрачиваемой на взрывообразное разрушение перемычки, амплитудное значение тока дополнительного импульса снижают до тока паузы - момент t3. В данном случае достигнутое амплитудное значение тока короткого замыкания lкз.max2 будет меньше, чем в способе без снижения (см. чертеж):
lкз.max2<lкз.max1.
При этом момент разрушения перемычки t5 в самом неблагоприятном случае будет происходить при токе короткого замыкания, несколько большем или практически равном амплитудному значению тока дополнительных импульсов:
l∂.u
 lкз.разр.<lкз.max2,
lкз.разр.<lкз.max2,
где l∂.u - амплитудное значение сварочного тока дополнительных импульсов в серии и на интервале протекания тока паузы;
lкз.разр. - амплитудное значение тока короткого замыкания при котором происходит разрушение жидкой перемычки между электродом и сварочной ванной;
lкз.mах2 - максимальное амплитудное значение тока короткого замыкания, достигаемое сварочным током в предлагаемом способе сварки.
На фиг.1 приняты следующие обозначения:
lп - ток паузы при горении дуги;
lкз.п - ток паузы при коротком замыкании;
t∂.u - продолжительность дополнительного импульса сварочного тока;
tосн.u - продолжительность серии дополнительных импульсов;
Т∂.u - период следования дополнительных импульсов сварочного тока налагаемых на ток паузы с частотой не менее 50 Гц;
Т′∂.u - период следования дополнительных импульсов в серии;
tсн - длительность паузы на интервале протекания дополнительного импульса.
С целью сохранения производительности процесса сварки модулированным током длительность паузы на интервале протекания дополнительного импульса не превышает 1 мс.
Представленный способ сварки благодаря кратковременному снижению амплитудного значения тока дополнительного импульса на интервале его протекания обеспечивает следующие преимущества:
- снижается максимальное значение тока короткого замыкания и продолжительность его протекания, что в свою очередь ограничивает энергию, затрачиваемую на взрывообразное разрушение жидких перемычек и разбрызгивание расплавленного металла;
- сохраняется производительность процесса сварки, высокая физическая устойчивость горения дуги и технологическая устойчивость процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2013 |
|
RU2569874C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ МОДУЛИРОВАННЫМ ТОКОМ | 2006 |
|
RU2333083C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2120843C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
Изобретение относится к способу ручной электродуговой сварки плавящимся электродом модулированным током. Согласно способу на ток паузы налагают дополнительные импульсы тока, следующие с частотой не менее 50 Гц. Длительность дополнительных импульсов устанавливают в зависимости от диаметра электрода и его конкретной марки, в диапазоне от 2 до 7 мс. Основные импульсы тока формируют в виде серий дополнительных импульсов. Регулирование тепловложения в кромки свариваемых деталей осуществляют путем изменения частоты следования серий дополнительных импульсов по программе или автоматически в обратно пропорциональной зависимости отклонения среднего напряжения дуги от заданного. Во время протекания дополнительного импульса, после задержки 0,5…3 мс от начала его протекания, амплитудное значение тока дополнительного импульса снижают до тока паузы. При этом длительность паузы на интервале протекания дополнительного импульса не превышает 1 мс, что позволяет, при возникновении короткого замыкания капли и сварочной ванны, ограничить длительность протекания тока короткого замыкания, его амплитудное значение и, как следствие, энергию, затрачиваемую на взрывообразное разрушение перемычек и разбрызгивание расплавленного металла. 1 ил.
Способ ручной электродуговой сварки плавящимся электродом модулированным током, в котором на ток паузы налагают дополнительные импульсы тока, следующие с частотой не менее 50 Гц, длительность которых устанавливают в зависимости от диаметра электрода и его конкретной марки в диапазоне от 2 до 7 мс, а основные импульсы тока, длительность которых ограничивают до величины, обеспечивающей образование «замочной скважины», формируют в виде серий дополнительных импульсов, следующих на интервале протекания серии с частотой 200…130 Гц, при этом частоту следования серий дополнительных импульсов изменяют по программе или автоматически в обратно пропорциональной зависимости отклонения среднего напряжения дуги от заданного, отличающийся тем, что во время протекания дополнительного импульса, после задержки 0,5…3 мс от начала его протекания, амплитудное значение тока дополнительного импульса снижают до тока паузы, при этом длительность паузы на интервале протекания дополнительного импульса не превышает 1 мс.
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2071400C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| JP 6023157 A, 18.11.1985 | |||
| US 6274845 A, 14.08.2001 | |||
| СПОСОБ, А ТАКЖЕ УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЗУБНОГО КОРНЯ | 2003 |
|
RU2314058C2 |

