Изобретение относится к машиностроению и авиастроению и может быть использовано при изготовлении сварных деталей из титановых сплавов, преимущественно α-, псевдоα- и мартенситного типа.
Известен способ изготовления сварных листовых изделий из титановых сплавов, включающий сварку (скорость охлаждения околошовной зоны не регламентируется) и последующий полный отжиг (см. Технология производства титановых самолетных конструкций / А.Г.Братухин, Б.А.Колачев, В.В.Садков и др. М.: Машиностроение, 1995. С.79-80 - прототип).
Недостатком способа является невысокая циклическая долговечность листовых сварных соединений из титановых сплавов.
Задачей изобретения является повышение циклической долговечности сварных листовых изделий из титановых сплавов.
Технический результат - повышение циклической долговечности сварных листовых изделий из титановых сплавов.
Достигается технический результат тем, что в способе изготовления сварных листовых изделий из титановых сплавов, включающем сварку и отжиг, сварку производят в один проход со скоростью охлаждения металла зоны термического влияния в интервале температур от Тα+β→β до Тнр (Тα+β→β - температура завершения полиморфного превращения, Тнр - температура начала рекристаллизации), определяемой по формуле
Vохл=K·(50…130)°С/с,
где К - коэффициент, учитывающий физико-механические свойства металла, К=0,8…1,5,
а температуру отжига Тотж определяют по формуле
Тотж=Vохл·К1+370,
где K1 - коэффициент, зависящий от уровня легированности и прочности металла, K1=0,1…1,5.
При Vохл=K·(50…130) в структуре металла зоны термического влияния фиксируется достаточное содержание метастабильных β- и α'-фаз, распад которых при последующем отжиге обеспечивает оптимальное сочетание прочности и пластичности и высокую циклическую долговечность сварного соединения.
При Vохл>130К в связи с высокими скоростями сварки формируются недопустимые подрезы шва, приводящие к низким механическим свойствам и пониженной циклической долговечности сварного соединения.
При Vохл<50К в структуре металла зоны термического влияния фиксируется недостаточное содержание метастабильных β- и α'-фаз, в связи с чем при последующем отжиге металл имеет заниженную прочность и повышенную пластичность, что приводит к недостаточно высокой циклической долговечности сварного соединения.
При Тотж=Vохл·K1+370 достигается оптимальный эффект дисперсионного упрочнения зоны термического влияния при распаде метастабильных β- и α'-фаз, зафиксированных в процессе сварки, что обеспечивает высокую циклическую долговечность сварного соединения.
При Тотж>Vохл·K1+370 происходит коагуляция дисперсных выделений в зоне термического влияния, снижается эффект дисперсионного упрочнения и уменьшается циклическая долговечность сварных соединений.
При Тотж<Vохл·K1+370 температуры недостаточно для выделения дисперсных частиц, эффект дисперсионного твердения достигается не в полной мере и, соответственно, снижается циклическая долговечность сварного соединения.
Известных решений, содержащих отличительные признаки, не обнаружено.
Примеры конкретного выполнения
Автоматической аргоно-дуговой сваркой с местной защитой сварного шва сваривали пластины толщиной 0,8 мм из титановых сплавов ВТ1-00, ОТ4-1 и ВТ20. Далее пластины раскраивали и изготавливали усталостные образцы, которые отжигали на воздухе при различных температурах в течение 1 ч.
Для указанных выше титановых сплавов экспериментально установленные коэффициенты равны:
Для прототипов скорость охлаждения околошовной зоны выбрали равной Vохл=90°С/с, что соответствует режиму сварки с формированием шва согласно требованиям производственной инструкции, а температуру отжига Тотж сплавов ВТ1-00, ОТ4-1 и ВТ20 взяли равной соответственно 590, 650 и 700°С (см. табл.3.5 в кн.: Технология производства титановых самолетных конструкций / А.Г.Братухин, Б.А.Колачев, В.В.Садков и др. М., Машиностроение, 1995. С.80).
Образцы испытывали на повторно-статическое растяжение при частоте f=0,7 Гц, коэффициенте асимметрии цикла R=+0,1. Максимальные напряжения цикла σmax составляли для сплавов ВТ1-00, ОТ4-1 и ВТ20 соответственно 300, 560 и 820 МПа.
Результаты испытания образцов сведены в таблицу.
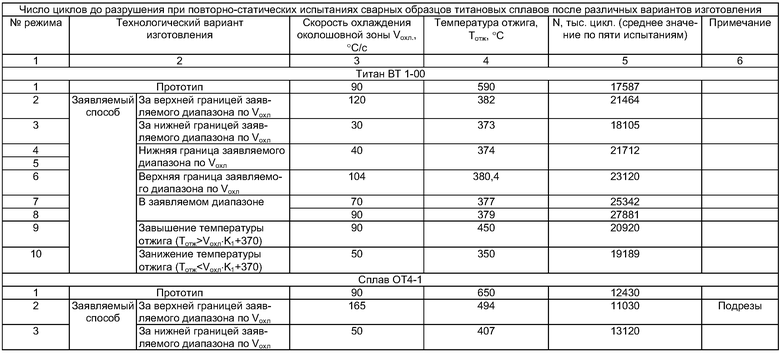

Таким образом, наибольшую циклическую долговечность имели образцы, обработанные по предлагаемому способу. Экономический эффект заключается в повышении срока эксплуатации изделий из дорогостоящих титановых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО СПЛАВА | 2001 |
|
RU2205891C2 |
| Способ изготовления сварных титановых труб | 2015 |
|
RU2613256C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2100473C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2205890C2 |
| Способ термической обработки листовых сварных соединений псевдо @ - и ( @ + @ )-титановых сплавов | 1987 |
|
SU1578225A1 |
| Способ обработки сварных соединений гидридообразующих металлов | 1980 |
|
SU907083A1 |
| Способ получения жаростойкого покрытия на поверхностях титановой пластины | 2023 |
|
RU2807245C1 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ В ГАЗОВОЙ СРЕДЕ | 2007 |
|
RU2365671C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807243C1 |
| Способ термической обработки сварных соединений титанового сплава | 2024 |
|
RU2834665C1 |
Изобретение относится к цветной металлургии, а именно к способу изготовления сварных листовых изделий из титановых сплавов и может быть использовано в машиностроении, в частности в авиастроении при производстве самолетных конструкций из титановых сплавов. Сварку производят в один проход со скоростью охлаждения металла зоны термического влияния в интервале температур от Тα+β→β до Тнр, определяемой по формуле Vохл=К·(50…130)°С/с, где Тα+β→β - температура полиморфного превращения; Тнр - температура начала рекристаллизации; К - коэффициент, учитывающий физико-механические свойства металла, К=0,8…1,5. Температуру отжига Тотж определяют по формуле Тотж=Vохл·К1+370, где K1 - коэффициент, зависящий от уровня легированности и прочности металла, K1=0,1…1,5. Повышается срок эксплуатации изделий из дорогостоящих титановых сплавов. 1 табл.
Способ изготовления сварных листовых изделий из титановых сплавов, включающий сварку и отжиг, отличающийся тем, что сварку производят в один проход со скоростью охлаждения металла зоны термического влияния в интервале температур от Tα+β→β до Тнр, определяемой по формуле
Voxл=K·(50…130),°C/c,
где Тα+β→β - температура полиморфного превращения;
Тнр - температура начала рекристаллизации;
К - коэффициент, учитывающий физико-механические свойства металла, К=0,8…1,5,
а температуру отжига Тотж определяют по формуле
Tотж=Vохл·K1+370,
где K1 - коэффициент, зависящий от уровня легированности и прочности металла, K1=0,1…1,5.
| БРАТУХИН А.Г | |||
| и др | |||
| Технология производства титановых самолетных конструкций | |||
| - М.: Машиностроение, 1995, с.79-80 | |||
| Способ изготовления сварных изделий из титановых сплавов | 1990 |
|
SU1825690A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ ИЗ ЛИСТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1990 |
|
SU1743241A1 |
| Способ термической обработки листовых сварных соединений псевдо @ - и ( @ + @ )-титановых сплавов | 1987 |
|
SU1578225A1 |

