Изобретение относится к авиастроению и машиностроению, в частности к технологии обработки титановых сплавов, содержащих нагартовку.
Известен способ термической обработки деталей из титановых сплавов, заключающийся в их отжиге по полному режиму (см. Колачев Б.А. и др. Технология термической обработки цветных металлов и сплавов. М: Металлургия, 1980, с. 187).
Недостатком способа является низкая циклическая прочность деталей.
Известен также способ термической обработки деталей из титановых сплавов, заключающийся в неполном отжиге (см. там же, с. 194), наиболее близкий по технической сущности к предлагаемому способу и принятый нами за прототип.
Недостатком способа является невозможность повышения циклической прочности деталей из титановых сплавов, содержащих нагартовку.
Целью изобретения является повышение циклической прочности деталей из листовых титановых сплавов, содержащих нагартовку.
Для достижения указанной цели детали подвергают нагреву, выдержке при температуре, определяемой по формуле:
Tотж.= Tн.р.-K(σв+20),
где Tн.р температура начала рекристаллизации сплава, oC,
σв временное сопротивление разрыву сплава, МПа,
K коэффициент, K=0,4.0,5oC/МПа
и охлаждению.
При температурах нагрева, определяемых по данной формуле, за счет закрепления подвижных дислокаций в нагартованном металле возникает эффект некоторого упрочнения, повышается предел упругости, твердость и, как следствие, повышается циклическая долговечность металла.
При значениях коэффициента K< 0,40 температура нагрева превышает оптимальную, развиваются процессы возврата и полигонизации, нагартованный металл начинает разупрочняться и циклическая прочность металла снижается.
При значениях K > 0,5 температура нагрева не достаточна для развития эффекта упрочнения, так как подвижность атомов при данных температурах слишком мала и циклическая прочность не меняется.
Время выдержки выбирают в зависимости от сечения деталей и руководствуются справочной литературой (см. например, Глазунов С.Г. Моисеев В.Н. Конструкционные титановые сплавы. М. Металлургия, 1974, с. 252-253).
Пример конкретного выполнения.
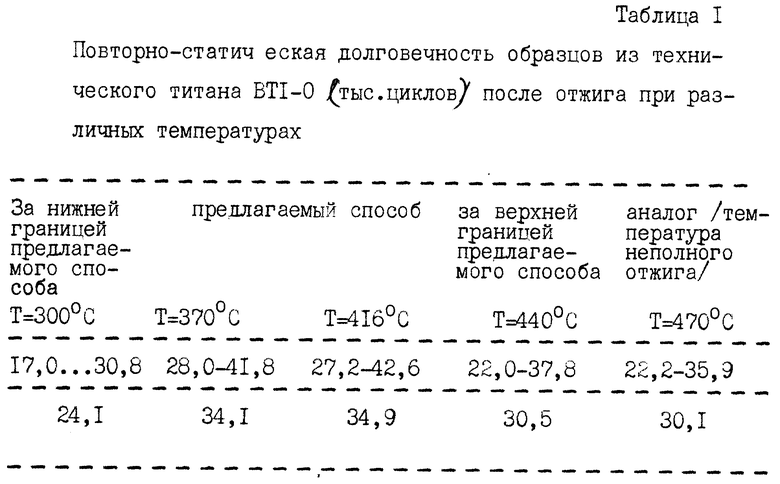
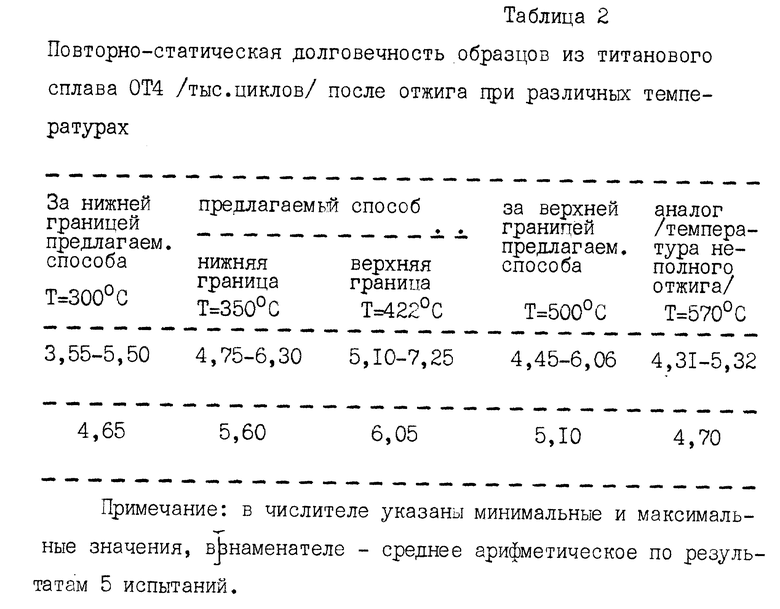
Изготавливали усталостные образцы с центральным отверстием (коэффициент концентрации по Нейберу 2,6) из листов технического титана ВТ1-0 толщиной 1,2 мм и титанового сплава ОТ4 толщиной 0,8 мм.
Временное сопротивление разрыву σв титана ВТ1-0 и сплава ОТ4 составляли соответственно 440 и 800 МП. Температуры начала рекристаллизации для указанных сплавов составляют 600 и 760oC.
Оптимальные диапазоны температур нагрева по предлагаемому способу составили для титана ВТ1-0: 600-0,4.0,5(440+20)=370.416oC, для сплава ОТ4: 760-0,4.0,5(800+20)=350.422oC.
Образцы подвергали часовому воздушному отжигу при различных температурах, облагораживаемому травлению для снятия газонасыщенного слоя и повторно-статическому растяжению при частоте f=0,7 Гц, коэффициенте асимметрии цикла R=+0,1 и максимальных напряжениях цикла Bмак=270 и 560 МПа. Для титана ВТ1-0 и сплава ОТ4 соответственно.
Результаты испытаний сведены в табл. 1 и 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО СПЛАВА | 2001 |
|
RU2205891C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2613003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2410224C1 |
| Способ изготовления сварных титановых труб | 2015 |
|
RU2613256C1 |
| СПОСОБ ОБРАБОТКИ ПРУТКОВ ИЗ ОРТО-СПЛАВОВ ТИТАНА ДЛЯ ПОЛУЧЕНИЯ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2021 |
|
RU2761398C1 |
| Способ получения паяного соединения алюмооксидной керамики с титановым сплавом ВТ1-0 | 2019 |
|
RU2717446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА С ОРТО-ФАЗОЙ | 2022 |
|
RU2807232C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ ИЗ ТИТАНОВОГО СПЛАВА Ti-3Al-2,5V | 2014 |
|
RU2583566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПСЕВДО-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2441097C1 |
| ПЛОСКИЙ ПРОКАТ ИЗ МАЛОЛЕГИРОВАННОГО ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2023 |
|
RU2816186C1 |
Изобретение относится к металлургии, в частности к термической обработке нагартованных листовых деталей из титана и его сплавов и может быть использовано в авиастроении и машиностроении. Способ включает нагрев, выдержку при температуре Tотж= Tн.р-K(Tотж.= Tн.р.-K(σв+20) +20), где Tотж - температура отжига, Tн.р - температура начала рекристаллизации, oC; σв - временное сопротивление разрыву, МПа; K - коэффициент, равный 0,4-0,5 oC/МПа и охлаждение. 2 табл.
Способ термической обработки нагартованных листовых деталей из титана и титановых сплавов, включающий нагрев деталей до температуры ниже температуры начала рекристаллизации, выдержку и охлаждение, отличающийся тем, что выдержку проводят при температуре То т ж, выбираемой по формуле
То т ж Тн . р K (бв + 20),
где Тн . р температура начала рекристаллизации сплава, oС;
бв временное сопротивление разрыву, МПа;
K 0,4 0,5oС/МПа коэффициент.
| Колачев Б.А | |||
| и др | |||
| Технология термической обработки цветных металлов и сплавов | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |

