Изобретение относится к машиностроению и металлургии и может быть использовано при изготовлении изделий и полуфабрикатов из титана и титановых сплавов, имеющих газонасыщенный слой, сформировавшийся при нагреве на воздухе и в инертных средах.
Известен способ обработки полуфабрикатов и деталей из титана и титановых сплавов, имеющих поверхностный газонасыщенный слой, заключающийся в гарантированном удалении газонасыщенного слоя (см. А.Г. Братухин, Б.А. Колачев, В. В. Садков и др. Технология производства титановых самолетных конструкций. М.: Машиностроение. 1995. С.92, прототип).
Известный способ позволяет получать изделия с полностью удаленным газонасыщенным слоем, что восстанавливает пластичность поверхностного слоя на уровне свойств основного металла. Недостатком способа является завышенное стравливание дорогостоящего металла при невысокой циклической прочности изделия.
Задачей изобретения является оптимизация глубины стравливания газонасыщенного слоя.
Технический результат - повышение эксплуатационных характеристик изделий для расширенной номенклатуры применяемых сплавов.
Достигается технический результат тем, что в способе поверхностной обработки изделий и полуфабрикатов из титана и титановых сплавов после нагрева, включающем удаление сформировавшегося при нагреве газонасыщенного слоя травлением, последнее осуществляют на глубину до оптимального значения перепада микротвердости ΔНVопт травленой поверхности по отношению к сердцевине, рассчитываемого по формуле
ΔHVопт = K1•K2•(-7•10-5•σ
где K1 - коэффициент, учитывающий среду нагрева, K1=1...2;
K2 - коэффициент, учитывающий характер эксплуатационных нагрузок и наличие структурных и геометрических концентраторов, К2=1...3;
σв - временное сопротивление, МПа.
Величина перепада микротвердости, рассчитываемая по формуле с учетом уровня прочности металла, позволяет выбрать оптимальную глубину травления. При этом в максимальной степени достигается снижение безвозвратных потерь титана при одновременном обеспечении повышенных показателей механических характеристик металла, попадающего в диапазон перепадов микротвердости 0<ΔHV≤ΔHVопт. Эффект повышения циклической прочности объясняется благоприятным сочетанием концентраций легирующих элементов и примесных атомов внедрения, создающих полезные напряжения сжатия второго рода, препятствующие зарождению и росту усталостных микротрещин.
При меньших значениях ΔНV в сравнении с расчетными (ΔНVопт) и, соответственно, более глубоком стравливании поверхностного газонасыщенного слоя безвозвратные потери титана увеличиваются с одновременным снижением показателей механических характеристик металла.
При больших значениях ΔНV, превышающих расчетные (ΔНVопт), и, соответственно, недостаточном стравливании поверхностного газонасыщенного слоя механические характеристики, прежде всего циклическая прочность, падают вследствие охрупчивания металла.
Известных решений, содержащих отличительные признаки, не обнаружено.
Пример конкретного выполнения.
Изготавливали усталостные образцы с центральным отверстием (коэффициент концентрации по Нейберу 2,6) из титанового сплава ВТ6ч толщиной 0,8 мм с временным сопротивлением σв = 980 МПа. Отфрезерованные образцы отжигали на воздухе при 850oС в течение 1 ч.
Микротвердость сердцевины, а также микротвердость поверхности при различной глубине травления определяли на образцах-свидетелях, затем по полученным данным строили график зависимости перепада микротвердости поверхности ΔНV от глубины травления 1 (см. чертеж).
Вычислим оптимальное значение перепада микротвердости для предлагаемого способа. Для нашего случая K1=K2=1.
ΔНVопт=1•1•(-7•10-5•9802+0,06•980+15)=6,6%.
По вычисленному значению ΔНVопт= 6,6% из графика чертежа определяем оптимальную глубину травления по предлагаемому способу, она равна 57 мкм.
Зависимость перепада микротвердости ΔHV образца сплава ВТ6ч, прошедшего воздушный отжиг по режиму 850oС, 1 ч, от глубины травления l.
По способу, принятому за прототип, газонасыщенный слой должен гарантированно полностью сниматься, т. е. глубина травления должна составлять 98 мкм.
Далее образцы подвергали облагораживающему травлению в смеси кислот HNO3 и HF на соответствующую глубину согласно выполненным выше расчетам.
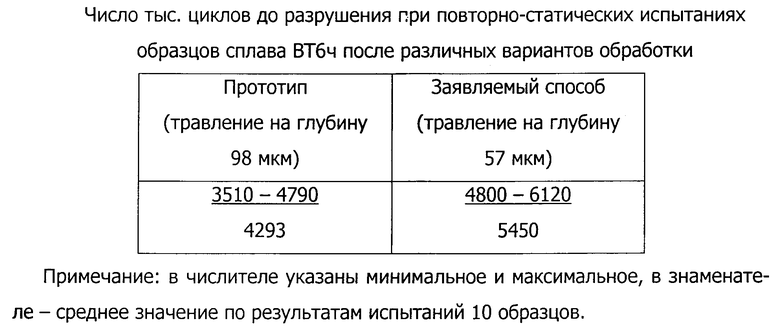
После травления образцы испытывали на повторно-статическое растяжение при частоте f=0,7 Гц, коэффициенте асимметрии цикла R=+0,1. Максимальное напряжение цикла σmax составляло 700 МПа.
Результаты испытания образцов сведены в таблицу.
Таким образом, наибольшую циклическую долговечность имели образцы, обработанные по предлагаемому способу.
Экономический эффект заключается в повышении срока эксплуатации изделий и экономии дорогостоящих титановых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО СПЛАВА | 2001 |
|
RU2205891C2 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ В ГАЗОВОЙ СРЕДЕ | 2007 |
|
RU2365671C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2318077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2410224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2478448C2 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2100473C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШТАМПУЕМОСТИ ЛИСТОВ МОЛИБДЕНА БЕЗ НАДРЫВА | 2002 |
|
RU2229697C2 |
| Способ обработки изделий из титановых сплавов | 1983 |
|
SU1108131A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1989 |
|
SU1637362A1 |
Изобретение относится к области машиностроения и металлургии и может быть использовано при изготовлении изделий и полуфабрикатов из титана и титановых сплавов, имеющих газонасыщенный слой, сформировавшийся при нагреве на воздухе и в инертных средах. Задачей изобретения является оптимизация глубины стравливания газонасыщенного слоя образцов из титановых сплавов. Предложенный способ включает удаление газонасыщенного слоя травлением на глубину до оптимального значения перепада микротвердости ΔHVопт травленой поверхности по отношению к сердцевине, рассчитываемого по формуле ΔHVопт = K1•K2(-7•10-5•σ
Способ поверхностной обработки изделий из титана и титановых сплавов, включающий нагрев, удаление газонасыщенного слоя травлением, отличающийся тем, что травление осуществляют на глубину до оптимального значения перепада микротвердости ΔHVопт травленой поверхности по отношению к сердцевине, рассчитываемого по формуле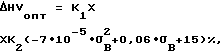
где К1 - коэффициент, учитывающий среду нагрева, К1=1...2;
К2 - коэффициент, учитывающий характер эксплуатационных нагрузок и наличие структурных и геометрических концентраторов, К2=1...3;
σB - временное сопротивление, МПа.
| БРАТУХИН А.Г | |||
| и др | |||
| Технология производства самолетных конструкций | |||
| - М.: Металлургия, 1995, с.73-74, с.92 | |||
| Способ обработки тугоплавких металлов | 1973 |
|
SU479819A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2100473C1 |
| US 3511719, 12.10.1965 | |||
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ ДЕФОРМИРОВАННЫХ СПЛАВОВ | 1993 |
|
RU2081201C1 |

