Изобретение касается способа герметичной упаковки предметов с помощью плотно прилегающего к предметам пленочного материала с использованием вакуума, при котором предмет укладывается в оболочку и для герметизации оболочки оборачивается пленкой глубокой вытяжки и при котором для формирования упаковки используется оболочка с одной или несколькими огибающими кромками, пленка глубокой вытяжки обрезается по размеру огибающей кромки, после чего пленка глубокой вытяжки герметично наносится на огибающую кромку.
Далее изобретение касается установки для герметичной упаковки предметов с помощью плотно прилегающего к предметам пленочного материала с использованием вакуума, предпочтительно для осуществления вышеупомянутого способа, включающей в себя установку для одной или более оболочек, один или более сварочных аппаратов для пленки глубокой вытяжки и одно или более отрезных устройств для пленки глубокой вытяжки. Кроме того, изобретение касается упаковки.
Способ и устройства вышеназванных типов используются для упаковки предметов. К предметам могут относиться изделия из неорганических материалов, как, например, инструменты или канцелярские товары, которые выставляются на продажу в соответствующих упаковках. В частности, в тех случаях, когда для глубокой вытяжки пленки, которая приваривается к оболочке, используется вакуум, в качестве предметов могут выступать продукты питания. Этот вид упаковки применяется, в частности, для мясных и колбасных изделий для того, чтобы во внутреннем пространстве упаковки находился минимальный объем газа. Известные способы состоят в том, что предмет укладывается в оболочку, после чего пленка глубокой вытяжки сваривается с оболочкой.
При этом согласно DE 10 2005 035 476.9 способ заключается в том, чтобы для формирования упаковки использовалась оболочка с огибающей кромкой, чтобы пленка с глубокой вытяжкой обрезалась по размеру огибающей кромки, и чтобы после этого или одновременно с этим процессом пленка глубокой вытяжки герметично наносилась на огибающую кромку. Огибающая кромка, таким образом, не повреждается при упаковке предмета, вследствие чего лицевая сторона может быть снабжена декоративной и приятной на ощупь отбортовкой или другим видом оформления. Огибающая кромка оболочки согласно изобретению защищена благодаря тому, что перед нанесением на огибающую кромку пленка глубокой вытяжки обрезается по ее размеру. Вместе с тем вследствие плотного прилегания пленки глубокой вытяжки к упаковываемому товару на поверхности упаковки могут образоваться неровности. Недостаток неровной лицевой стороны упаковки заключается в том, что напечатанные на ней указания и изображения становятся трудно различимыми. Кроме того, подобным образом изготовленная неравномерная упаковка менее пригодна для штабелирования, чем упаковка с равномерной поверхностью.
Цель изобретения заключается в том, чтобы указать способ, согласно которому будет возможно создавать декоративно оформленную герметичную упаковку, поддающуюся штабелированию, и снабжать ее этикетками по традиционной технологии. Кроме того, должна быть указана установка, с помощью которой осуществляется подобная упаковка, а также сама упаковка.
Согласно изобретению этот способ осуществляется на практике благодаря тому, что во время нанесения пленки глубокой вытяжки или после ее нанесения дополнительная пленка обрезается по размеру огибающей кромки, после чего или одновременно с чем еще одна пленка наносится на огибающую кромку, причем дополнительная пленка после нанесения остается примерно на уровне огибающей кромки.
Согласно изобретению способ предусматривает наличие не менее двух пленок. В то время как первая пленка, которая является пленкой глубокой вытяжки, может плотно прилегать к упаковываемому товару, вторая пленка располагается в области огибающей кромки. Так же как при способе DE 10 2005 035 476.9 дополнительная пленка предварительно обрезается по размеру огибающей кромки, после чего или одновременно с чем она наносится на огибающую кромку. Таким образом, формируется равномерная герметизация лицевой стороны. В случае если упаковка имеет прямоугольную форму, она поддается штабелированию. На дополнительную пленку может быть нанесена информация о содержании и цене продукта и т.п., которая, благодаря тому что эта пленка остается на горизонтальной поверхности, легко читается.
При следовании способу согласно изобретению вид обработки зависит от уровня техники. Дополнительная пленка обрезается, после чего наносится. С одной стороны, это имеет преимущество, заключающееся в том, что пленку режут в холодном состоянии. В этом состоянии пленка является затвержденной, что при резке позволяет получить аккуратные края. Это позволяет избежать возникновения неровностей и коробления. С другой стороны, это позволяет отказаться от резки пленки после сваривания, то есть в разогретом состоянии. Края оболочки по периметру изделия также не обрезают, так как при резке пленки в холодном состоянии предназначенные для этого режущие инструменты не контактируют непосредственно с оболочкой. Таким образом, форма краев оболочки остается нетронутой, удается избежать возникновения острых обрезных кромок.
При первом усовершенствовании способа, соответствующего изобретению, предусмотрено, что дополнительная пленка приваривается к огибающей кромке. Благодаря свариванию, с одной стороны, достигается прочное и герметичное соединение между пленкой и оболочкой. Однако может быть также предусмотрено, что дополнительная пленка приваривается в области огибающей кромки на пленку глубокой вытяжки. Тогда обе пленки располагаются друг над другом по отношению к огибающей кромке. Наложение отдельной пленки и огибающей кромки производится сваркой, в результате чего между пленками и кромкой создается соединение средней толщины. При этом размер каждой пленки предпочтительно должен быть немного меньше площади внешней огибающей кромки.
При следующем усовершенствовании способа, соответствующего изобретению, предусмотрено, что в пространство между пленкой глубокой вытяжки и дополнительной пленкой вводится защитный газ. Между обеими пленками формируется промежуток, окантованный стенками оболочки. Это пространство может быть использовано для хранения продуктов. Так, например, при упаковке мясного изделия предметом, который может находиться в этом промежутке, могут быть специи. В этом пространстве могут храниться также другие твердые или жидкие продукты, так как соединение обеих пленок с краем кромки является герметичным и непроницаемым для жидкости.
Введение в это пространство защитного газа может иметь разнообразное положительное действие. Использование в качестве защитного газа азота или углекислого газа позволяет добиться улучшения сохраняемости продуктов, находящихся внутри упаковки. В качестве защитного газа также может использоваться кислород, что при упаковке мясных продуктов хорошо скажется на их внешнем виде.
Для того чтобы не повредить и не растянуть пленку, усовершенствование изобретения предусматривает, что в пространстве и в окружении оболочки устанавливается нормальное давление. Таким образом, в промежуточном пространстве создается нормальное соотношение давления. Дополнительная пленка не подвержена воздействию соотношения давлений, вследствие чего она остается на уровне огибающей кромки. При введении защитного газа эти соотношения давления также сохраняются.
Для дальнейшего развития способа, соответствующего изобретению, также может быть предусмотрено применение в качестве пленки с глубокой вытяжкой пленочного материала, газопроницаемого в одну сторону, причем пленка глубокой вытяжки располагается таким образом, что возможна подача газа снаружи к предмету. Подобная пленка дает доступ к предмету. Введенный газ может оказывать положительный эффект на предмет, например, кислород на мясное изделие. Он способствует сохранению светло-красноватого оттенка мясного продукта.
С технической точки зрения изобретение предусматривает, что установка имеет второй сварочный аппарат для дополнительной пленки и второе отрезное устройство для дополнительной пленки.
Согласно изобретению способ предусматривает, что дополнительная пленка должна быть сначала обрезана, а потом нанесена на оболочку. Благодаря такому порядку действий наличие отдельного устройства для резки пленки больше не требуется. Оно согласно изобретению может быть согласовано с установкой, так как пленка обрезается перед термосвариванием или приваркой или одновременно с этими процессами.
Отрезное устройство включает в себя лезвия ножей, при помощи которых успешно выполняется резка дополнительной пленки.
Согласно последующему усовершенствованию входящей в изобретение установки предусмотрено, что отрезное устройство пространственно согласовано со сварочным аппаратом для дополнительной пленки. Благодаря такому размещению одновременно может проводиться обрезка и сварка, также возможно последовательное проведение этих действий. Отрезное устройство и сварочный аппарат для дополнительной пленки согласуются друг с другом пространственно, с точки зрения конструкции они являются независимыми друг от друга, что позволяет раздельное проведение операций обрезки и термосваривания.
Отрезное устройство может огибать сварочный аппарат для дополнительной пленки. Если сварочный аппарат обладает прямоугольной формой, то лезвия ножей отрезного устройства могут огибать сварочный аппарат как рамку. Перед установкой сварочного аппарата на пленку ножи, имеющие форму рамки, осуществляют ее обрезку.
Для конструктивного развития установки усовершенствование изобретения предусматривает то, что опорная поверхность для оболочки и/или сварочного аппарата подается регулировке по высоте. Расстояние между опорной поверхностью и сварочным аппаратом таким образом может увеличиваться или уменьшаться. Приближение используется для того, чтобы наложить сварочный аппарат на дополнительную оболочку в случае, если она на огибающей кромке оболочки не была наложена на опорную поверхность.
Следующее усовершенствование изобретения предусматривает наличие у опорной поверхности одного или более опорных устройств для огибающей кромки оболочки. Оболочка при помощи опорной поверхности может быть введена в опорное устройство для огибающей кромки оболочки. Предпочтительным является наложение огибающей кромки на опорное устройство, для того чтобы она была готова к приварке или термосвариванию дополнительной пленки. Опорное устройство поддерживает огибающую кромку и является контропорой для находящегося на кромке сварочного аппарата.
Согласно следующему усовершенствованию предусматривается установка дистанционной пластины между оболочками и дополнительной пленкой, которая прикладывается к опорному устройству для огибающей кромки, причем огибающая кромка на некоторых участках остается свободной. Эта предусмотренная в изобретении дистанционная пластина поддерживает предварительную обрезку пленки перед ее приваркой или термосвариванием на огибающую кромку оболочки. При этом дистанционная пластина может располагаться на находящихся на опорном устройстве огибающих кромках оболочки. Дистанционная пластина создает с ее располагающейся сверху поверхностью плоскость, которая располагается поверх огибающей кромки. На эту плоскость можно наложить пленку и на ней на дополнительную пленку может быть установлено отрезное устройство. После того как обрезка пленки закончена, она проскальзывает внутрь сквозь дистанционную пластину и ложится на огибающие кромки. Огибающие кромки находятся на расстоянии от дистанционной пластины.
При использовании дистанционной пластины со сквозными отверстиями является предпочтительным пространственное согласование отрезного устройства со сварочным аппаратом для дополнительной пленки. При наведении сварочного аппарата на дополнительную пленку одновременно может происходить наведение отрезного устройства. В этом случае отрезное устройство предпочтительно провести близко к кромке сквозного отверстия дистанционной пластины, так что между лезвием ножа отрезного устройства и краем отверстия возник эффект ножниц, благодаря которому при резке холодной пленки будут получены чистые края. При этом предпочтительно, чтобы отрезное устройство было отсоединено от сварочного аппарата и имело пружинную подвеску. Это отсоединение позволяет впоследствии сильнее приблизить к оболочке сварочный аппарат, чем отрезное устройство. После приближения сварочного аппарата между пленкой и оболочкой может быть проведена сварка, в то время как отрезное устройство на расстоянии от оболочки сохраняет свое прежнее положение, чтобы не повредить огибающий край кромки.
Собственная сохранность является важным требованием для упаковки, которая изготовляется по закрепленному в изобретении способу. Особенность такой упаковки согласно изобретению заключается в том, что дополнительная пленка после наложения на одну или несколько огибающих кромок оболочки покрывает эту кромку и/или пленку глубокой вытяжки на отдельных участках.
Согласно изобретению предусмотрено, что наложенная на огибающую кромку пленка покрывает эту пленку не полностью. Пленка может иметь углубление по отношению к внешнему краю огибающей кромки, вследствие чего она не имеет контакта с этим краем. Она может быть приваренной скорее в области огибающей кромки или уже приваренного к огибающей кромке края пленки с глубокой вытяжкой, который имеет зазор между ним и огибающей кромкой. Таким образом достигается чистый сварной шов.
Огибающая кромка оболочки при этом всегда относится к области поверхности оболочки, которая проходит по одному или нескольким углублениям в оболочке. Оболочка может иметь углубление, окруженное огибающей кромкой. При этом также является возможным наличие множества углублений во всей упаковке, например, у нескольких соединенных между собой стаканчиков для йогуртов. К каждому из этих углублений при этом может относиться отдельная дополнительная пленка, которая соединяется исключительно с огибающей кромкой, которая окружает это углубление. Таким образом, не происходит общего покрытия всех углублений одной пленкой, но предусматривается наличие нескольких пленок. У такой упаковки между отдельными углублениями есть области, которые не покрыты пленкой. В этих областях рекомендуется наносить перфорацию, чтобы облегчить отделение отдельных областей упаковки друг от друга. В этом случае отделяемые пластинки дополнительной пленки и пленки с глубокой вытяжкой переносят во внешней области упаковки во внутреннюю, например, в тех случаях, когда друг на друга накладываются пленки многих углублений.
Пример осуществления устройства согласно изобретению, из которого вытекают следующие признаки изобретения, изображен на фигуре. Указаны:
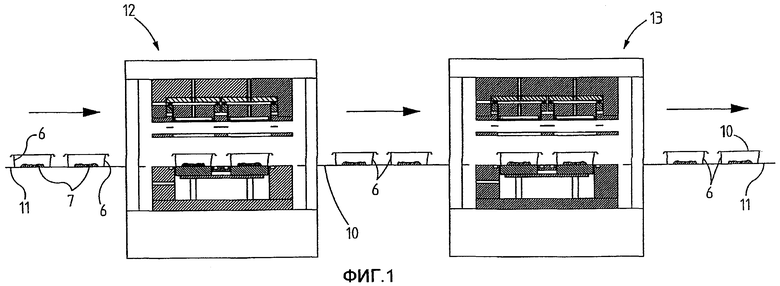
фиг.1: вид по сечению двух устройств для герметичной упаковки предметов с помощью плотно прилегающего к предметам пленочного материала;
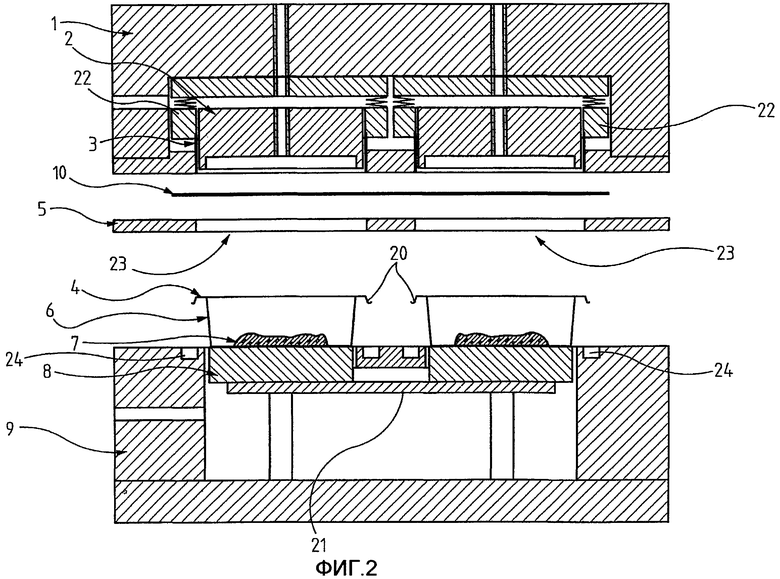
фиг.2-7: вид по сечению показанной на фиг.1 установки для герметичной упаковки предметов при различных видах обработки во время процесса упаковки,
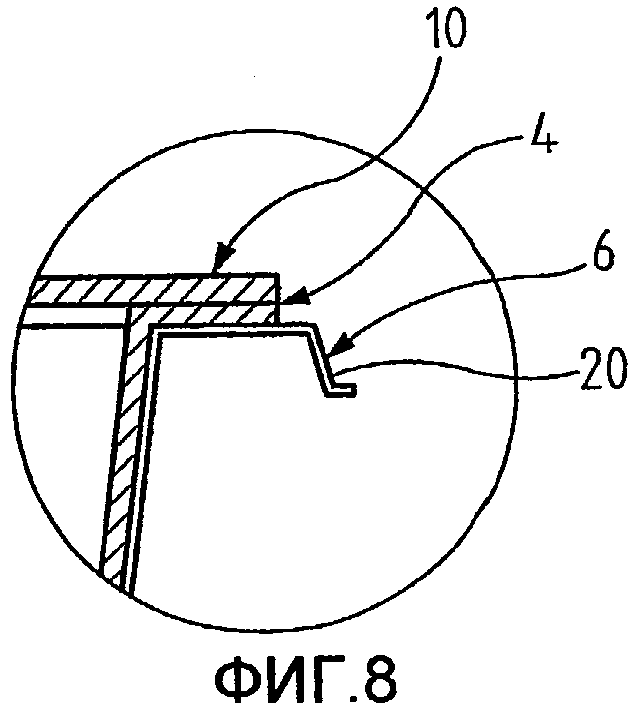
фиг.8: увеличенное изображение отдельной детали V на фиг.7.
На фиг.1 изображены два в технологическом процессе следующие друг за другом устройства для упаковки предметов 7. Упаковываемые продукты 7 лежат в оболочках 6, которые располагаются на конвейере 11. В первом устройстве на предметы 7 наносится плотно прилегающая пленка глубокой вытяжки 4. Способ и установка для этого процесса подробно описаны в пункте DE 10 2005 035 476.9.
Согласно изобретению предусмотрена дополнительная установка 13, в которой оболочка 6 покрывается дополнительной пленкой 10. Установка 13 подробно описана на фиг.2-7.
Установка имеет нижнюю 9 и верхнюю 1 матрицы. Нижняя матрица 9 включает в себя два опорных столика для двух оболочек 6. Каждая из оболочек 6 имеет огибающую кромку 20. Опорные столики 8 установлены на подставку 12, высоту которой можно регулировать.
Верхняя матрица 1 включает в себя два сварочных аппарата. Высота верхней матрицы 1 также регулируется.
Отрезные устройства 3 пространственно согласовываются со сварочными аппаратами 2, которые представляют собой ножи, огибающие сварочные аппараты 2. Отрезные устройства 3 располагаются в имеющих пружинную подвеску держателях ножей 22.
На фиг.2-7 на предметы 7 уже нанесена пленка глубокой вытяжки 4. Фиг.2 показывает также дополнительную пленку 10. Цельная пленка 10 лежит перед приваркой на огибающих кромках 20 оболочек 6.
Устройство также имеет дистанционную пластину 5 между дополнительной пленкой 10 и оболочками 6. Эта дистанционная пластина 5 имеет сквозные отверстия 23, которые соответствуют оболочкам 6.
В области нижней матрицы 9 к опорным столикам 8 относится еще одно опорное устройство. Это опорное устройство образуется находящимися в самом верху частями нижней матрицы 9. В области опорного устройства в поверхностях нижней матрицы 9 сделаны углубления 24, в которых закреплены огибающие кромки 20 оболочек 6.
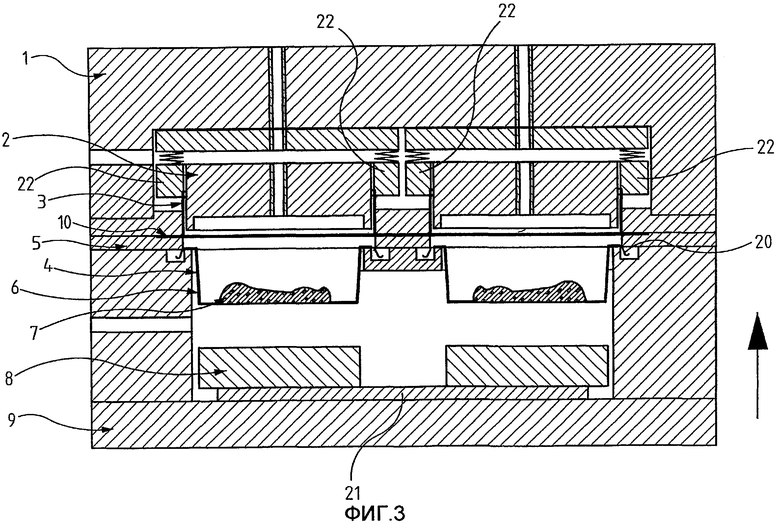
Фиг.3 показывает состояние после подъема нижней матрицы 9. Оболочки 6 находятся на опорном устройстве нижней матрицы 9. Ее огибающие кромки 20 поддерживаются нижней матрицей 9.
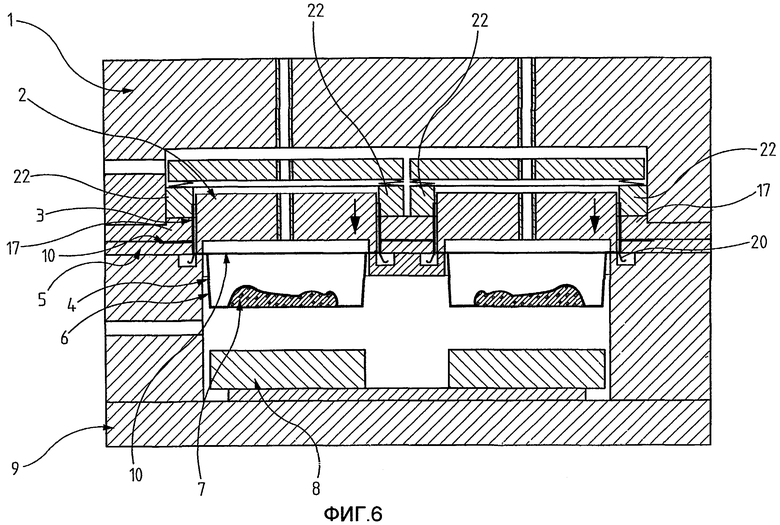
Дистанционная пластина 5 находится на нижней матрице 9. На дистанционной пластине 5 лежит дополнительная пленка 10, верхняя матрица 1 со сварочными аппаратами для дополнительной пленки 10 и отрезными устройствами 3 приближается к пленке 10. Отрезные устройства 3 практически находятся на пленке 10, они проходят по краям дистанционной пластины 5, когда приближаются к оболочкам 6, как показано на фиг.6.
Отрезные устройства 3 на фиг.6 не касаются огибающих кромок 20 оболочек. Фиксаторы 22 отрезных устройств 3 находятся в их нижней позиции на выгибах кромки 17. Эти выгибы кромок 17 держат отрезные устройства 3 на расстоянии от огибающих кромок 20. Поэтому отрезные устройства 3 не прорезают огибающие кромки 20 насквозь, благодаря тому что могут эластично отгибаться. При помощи сварочных аппаратов 2 отрезанные области дополнительной пленки 10 затем приваривают к огибающим кромкам 20.
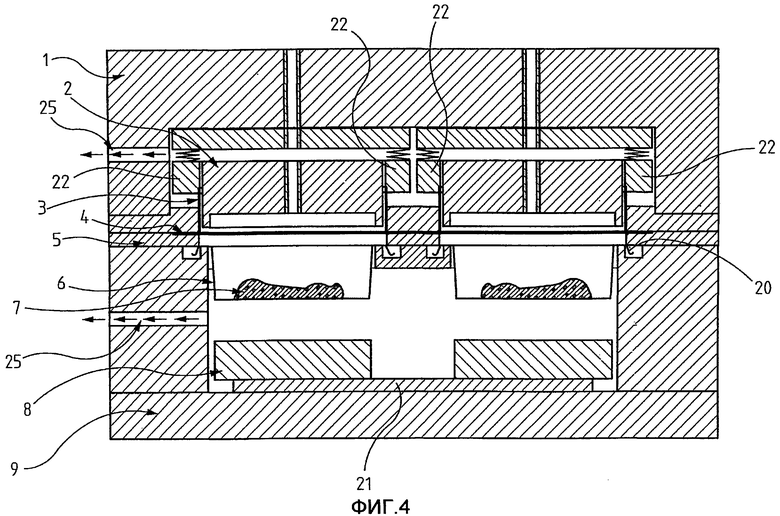
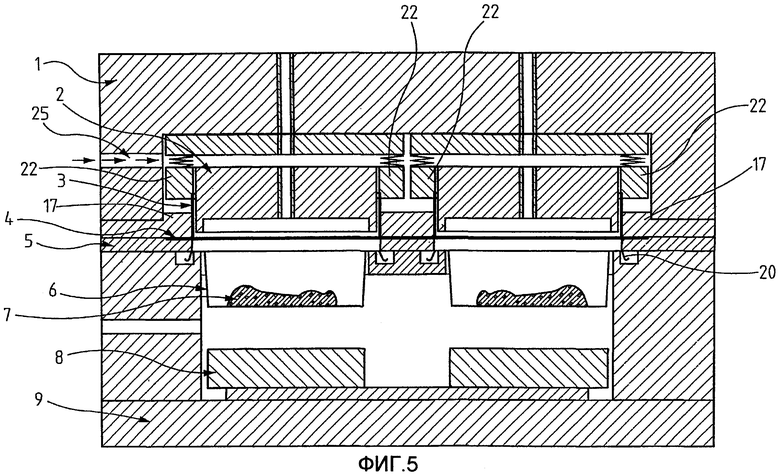
На фиг.4 и 5 показано, что в окружении оболочки 6 может быть создана атмосфера защитного газа, которая ведет к наполнению газом оболочек. Соответственно показанным на фиг.4 стрелкам окружающая атмосфера удаляется из области оболочек по каналам 25. Над установленным над верхней матрицей каналом 25, как показано на фиг.5, стрелки показывают направление движения защитного газа в область над оболочками 6. Этот защитный газ, например, азот или углекислый газ, проходит до оболочек 6. При приваривании дополнительной пленки 10 к оболочкам 6 на фиг.6. защитный газ находился в промежутке между обеими пленками 4 и 10.
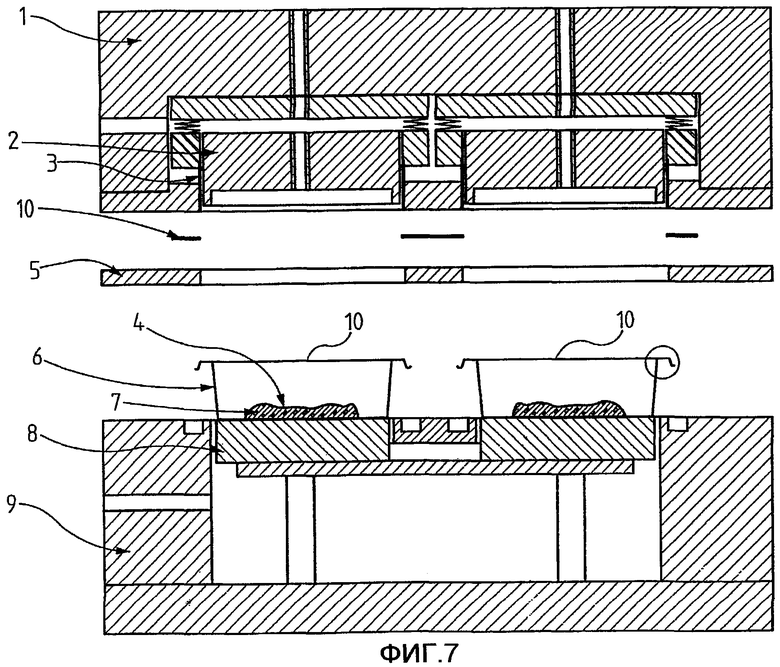
Фиг.7 показывает состояние устройства после потери формы оболочек 6. Нижняя 1 и верхняя 9 матрицы снова отделяются друг от друга, дистанционная пластина 5 приподнята над оболочками 6. От дополнительной оболочки 10 остаются только поддающиеся переработке обрезки. Оболочки 6 могут после окончания сварки быть удалены с нижней матрицы 9, которая сможет принять новые оболочки. Устройство в этом случае может работать тактами, например, 6 тактов в минуту.
В качестве соответствующего изобретению устройства может выступать сварочный аппарат для дополнительной пленки 10, с помощью которого оболочки также могут быть соединены с дополнительными пленками, которые не поддаются глубокой вытяжке в первом устройстве 12 по способу “Skin“. Одно и то же устройство таким образом может быть использовано для изготовления различных видов упаковки, для которых используется идентичная стандартная базовая упаковка, как оболочки 6.
Обрезка дополнительной пленки 10, а также приваривание этой пленки 10 на огибающие кромки 20 предпочтительно производится в одном и том же такте, чтобы сократить время обработки.
Отрезные устройства 3 не прорезают поверхность огибающих кромок 20. На фиг.8 показано, что дополнительная пленка 10 чисто обрезана и что в области огибающей кромки 20 сохраняется свободное от пленок 4 и 10 пространство. Отрезные устройства 3 не обрезают огибающую кромку 20, они также не могут быть повреждены выходящими за края 20 частями упаковываемых предметов, например, кусочками льда или костей.
В то время как пленка с глубокой вытяжкой 4 плотно прилегает к стенкам емкости 6, а также к находящимся в углублении емкости предметам 7, дополнительная пленка 10 остается в вертикальной плоскости огибающей кромки 20. В области огибающей кромки 20 обе пленки 4 и 10 в отдельных участках располагаются друг над другом. Обе пленки 4, 10 перед привариванием на емкость 6 или пленку с глубокой вытяжкой 4 были обрезаны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОНЕПРОНИЦАЕМОГО УПАКОВЫВАНИЯ ПРЕДМЕТОВ С ИСПОЛЬЗОВАНИЕМ ПЛОТНО ПРИЛЕГАЮЩЕГО К НИМ ПЛЕНОЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2404094C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЧНОЙ УПАКОВКИ | 2013 |
|
RU2551554C2 |
| СПОСОБ УПАКОВКИ БЕСПОДДОННОГО ШТАБЕЛЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1993 |
|
RU2062735C1 |
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2007 |
|
RU2355611C2 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU1151200A3 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И ПЕРЕДАЧИ И/ИЛИ ТРАНСПОРТИРОВКИ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ ФУНКЦИОНАЛЬНОЙ ЧАСТИ ТЕХНИЧЕСКОЙ УСТАНОВКИ | 2007 |
|
RU2433914C2 |
| Устройство для упаковки предметов в термоусадочную пленку | 1986 |
|
SU1324930A1 |
| Устройство для упаковки предметов в термоусадочную пленку | 1983 |
|
SU1133163A1 |
Изобретение относится к области герметичной упаковки предметов с помощью плотно прилегающего к предметам пленочного материала с использованием вакуума. Согласно предложенному способу предмет укладывается в оболочку и для герметизации оболочки оборачивается пленкой глубокой вытяжки. Для формирования упаковки используется оболочка с одной или несколькими огибающими кромками. Пленка глубокой вытяжки обрезается по размеру огибающей кромки и герметично наносится на огибающую кромку. Во время нанесения пленки глубокой вытяжки или после ее нанесения дополнительная пленка обрезается по размеру огибающей кромки, после чего наносится на огибающую кромку. При этом дополнительная пленка после нанесения остается примерно на уровне огибающей кромки. Установка для осуществления способа содержит один или более сварочных аппаратов и один или более отрезных устройств для пленки глубокой вытяжки. Установка также содержит сварочный аппарат и отрезное устройство для дополнительной пленки. В упаковке дополнительная пленка покрывает огибающую кромку и/или пленку глубокой вытяжки на отдельных участках. Изобретение обеспечивает создание упаковки с ровной поверхностью для возможного ее штабелирования и нанесения этикеток по традиционной технологии. 3 н. и 17 з.п. ф-лы, 8 ил.
1. Способ герметичной упаковки предметов с помощью плотно прилегающего к предметам пленочного материала с использованием вакуума, в котором предмет укладывается в оболочку и для герметизации оболочки оборачивается пленкой глубокой вытяжки и в котором для формирования упаковки используется оболочка с одной или несколькими огибающими кромками, пленка глубокой вытяжки обрезается по размеру огибающей кромки, после чего пленка глубокой вытяжки герметично наносится на огибающую кромку, отличающийся тем, что во время нанесения пленки глубокой вытяжки (4) или после ее нанесения дополнительная пленка (10) обрезается по размеру огибающей кромки (20), после чего еще одна пленка (10) наносится на огибающую кромку (20), причем дополнительная пленка (10) после нанесения остается примерно на уровне огибающей кромки (20).
2. Способ по п.1, отличающийся тем, что дополнительная пленка (10) приваривается на огибающую кромку (20).
3. Способ по п.1, отличающийся тем, что дополнительная пленка приваривается в области огибающей кромки (20) на пленку глубокой вытяжки (4).
4. Способ по одному из пп.1-3, отличающийся тем, что в пространство между пленкой глубокой вытяжки (4) и дополнительной пленкой (10) вводится защитный газ.
5. Способ по п.4, отличающийся тем, что в качестве защитного газа используется кислород, азот или углекислый газ.
6. Способ по п.4, отличающийся тем, что в промежуточном пространстве и в окружении дополнительной пленки (10) на обратной стороне оболочки (6) возможно создание нормального давления.
7. Способ по одному из пп.1-3, 5 и 6, отличающийся тем, что в качестве пленки глубокой вытяжки (4) используется пленочный материал, газопроницаемый в одну сторону, причем пленка глубокой вытяжки (4) располагается таким образом, что возможна подача газа снаружи к предмету (7).
8. Установка для герметичной упаковки предметов с помощью плотно прилегающего к предметам пленочного материала с использованием вакуума предпочтительно для осуществления способа по одному из пп.1-7, включающая в себя установку для одной или более оболочек, один или более сварочных аппаратов для пленки глубокой вытяжки и одно или более отрезных устройств для пленки глубокой вытяжки, отличающаяся тем, что она имеет второй сварочный аппарат для дополнительной пленки (10) и второе отрезное устройство (3) для дополнительной пленки (10).
9. Установка по п.8, отличающаяся тем, что включает в себя второе отрезное устройство (3) с ножевыми лезвиями.
10. Установка по п.8 или 9, отличающаяся тем, что второе отрезное устройство (3) пространственно согласовано со сварочным аппаратом (2) для дополнительной пленки (10).
11. Установка по п.10, отличающаяся тем, что второе отрезное устройство (3) огибает сварочный аппарат (2).
12. Установка по одному из пп.8, 9 и 11, отличающаяся тем, что опорная поверхность для оболочки (6) и/или сварочного аппарата (2) подается с регулировкой по высоте.
13. Установка по п.12, отличающаяся тем, что опорная поверхность имеет одно или более опорных устройств для огибающей кромки (20) оболочки (6).
14. Установка по п.13, отличающаяся тем, что между оболочками (6) и дополнительной пленкой (10) находится дистанционная пластина (5), которая прикладывается к опорному устройству для огибающей кромки (20), причем огибающая кромка (20) на некоторых участках остается свободной.
15. Установка по п.14, отличающаяся тем, что в дистанционной пластине (5) выполнено сквозное отверстие (23), соответствующее оболочке (6).
16. Установка по п.15, отличающаяся тем, что сварочный аппарат (2) имеет размеры, соответствующие сквозному отверстию (23) в дистанционной пластине (5).
17. Установка по п.16, отличающаяся тем, что отрезное устройство (3), положение которого согласовано со сварочным аппаратом (2), проводится близко к кромке сквозного отверстия (23) дистанционной пластины (5).
18. Установка по п.17, отличающаяся тем, что отрезное устройство (3) отсоединено от сварочного аппарата (2) и имеет пружинную подвеску.
19. Упаковка для одного или нескольких предметов с оболочкой и пленкой глубокой вытяжки, накладываемой на оболочку, отличающаяся тем, что дополнительная пленка (10) после наложения на одну или несколько огибающих кромок (20) оболочки (6) покрывает эту кромку (20) и/или пленку глубокой вытяжки (4) на отдельных участках.
20. Упаковка по п.19, отличающаяся тем, что огибающая кромка (20) оболочки (6) проходит по одному или нескольким углублениям в оболочке (6).
| Устройство для штамповки фланцев на трубах | 1980 |
|
SU899209A1 |
| US 4685274 А, 11.08.1987 | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| RU 2005101213 A, 27.06.2005. | |||

