Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием внутренних и наружных цилиндрических и других поверхностей.
Известен инструмент для обкатывания, представляющий собой ролик с цилиндрическим или торообразным пояском, который устанавливается параллельно обкатываемой поверхности детали [1].
Недостатком известного инструмента является большая вероятность появления пластической волны в продольном направлении при обкатывании, способствующей образованию трещин и отслаиванию поверхностного обрабатываемого слоя.
Задача изобретения - повышение качества обрабатываемой поверхности путем уменьшения пластической волны в направлении подачи за счет конструкции обкатного инструмента, представляющего собой ролик, у которого перед цилиндрическим упрочняющим пояском и после него имеются сглаживающие конуса.
Поставленная задача решается предлагаемым инструментом для поверхностного пластического деформирования тел вращения, который представляет собой ролик, рабочая часть которого является трехступенчатой поверхностью, состоящей из переднего сглаживающего конуса с углом конусности 2...5°, цилиндрического упрочняющего пояска торообразного со стороны переднего сглаживающего конуса и заднего сглаживающего конуса с обратным углом конусности 1...3°, соответственно расположенных последовательно в направлении продольной подачи, при этом диаметр цилиндрического упрочняющего пояска определяется по формуле:
dnц=dnк+2Δ,
где dnц - диаметр цилиндрического упрочняющего пояска, мм;
dnк - наибольший диаметр переднего сглаживающего конуса, мм;
Δ - величина, на которую изменяется размер детали после обработки, мм.
Сущность конструкции предлагаемого инструмента поясняется чертежами.
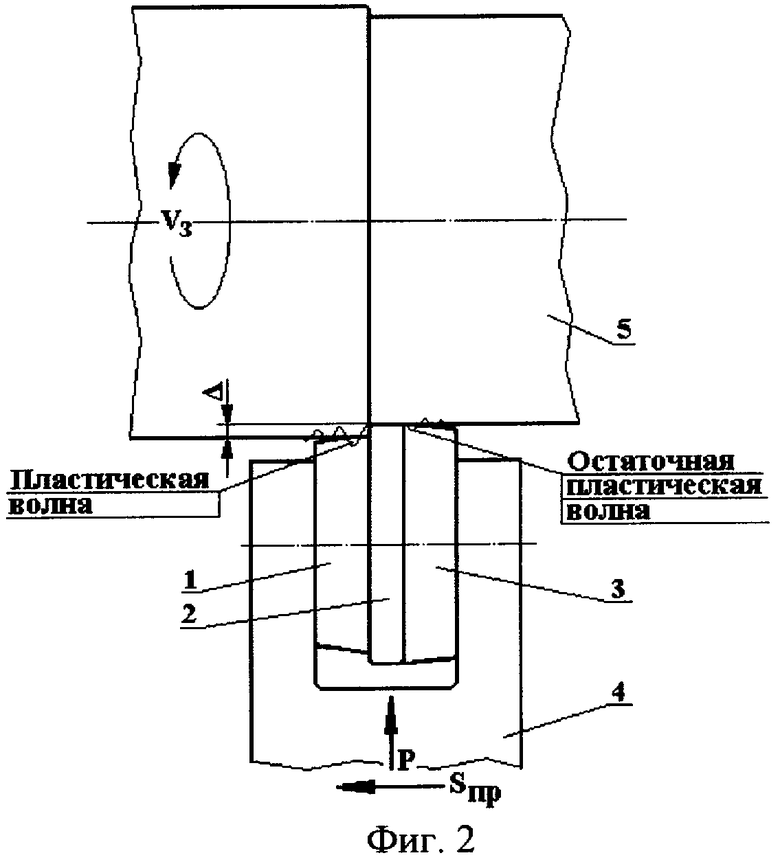
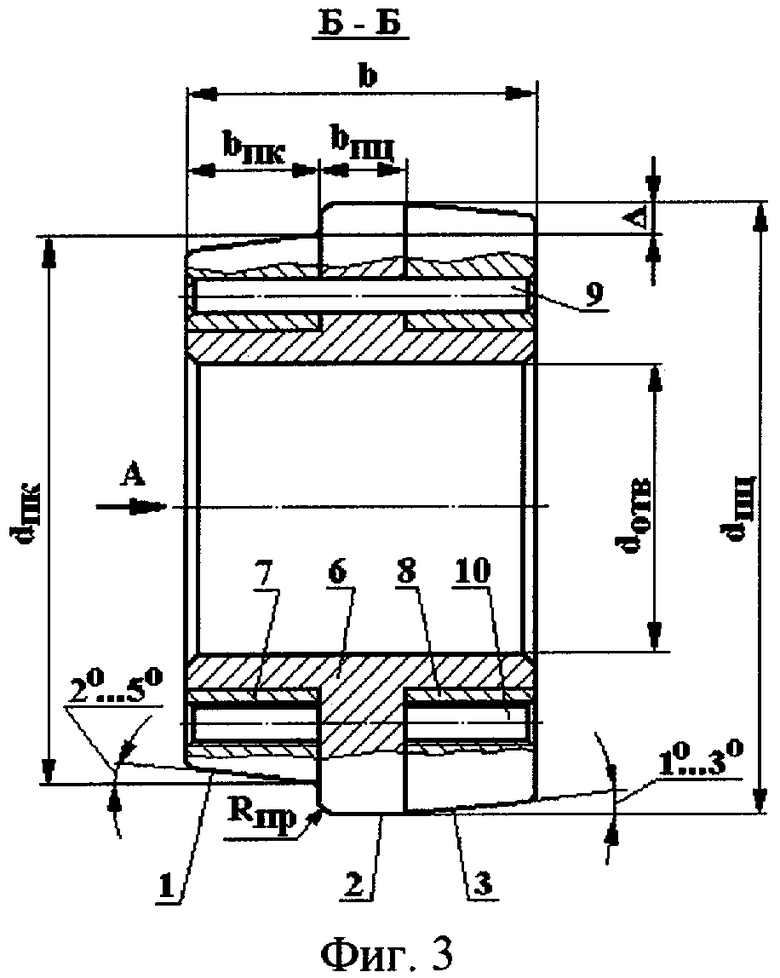
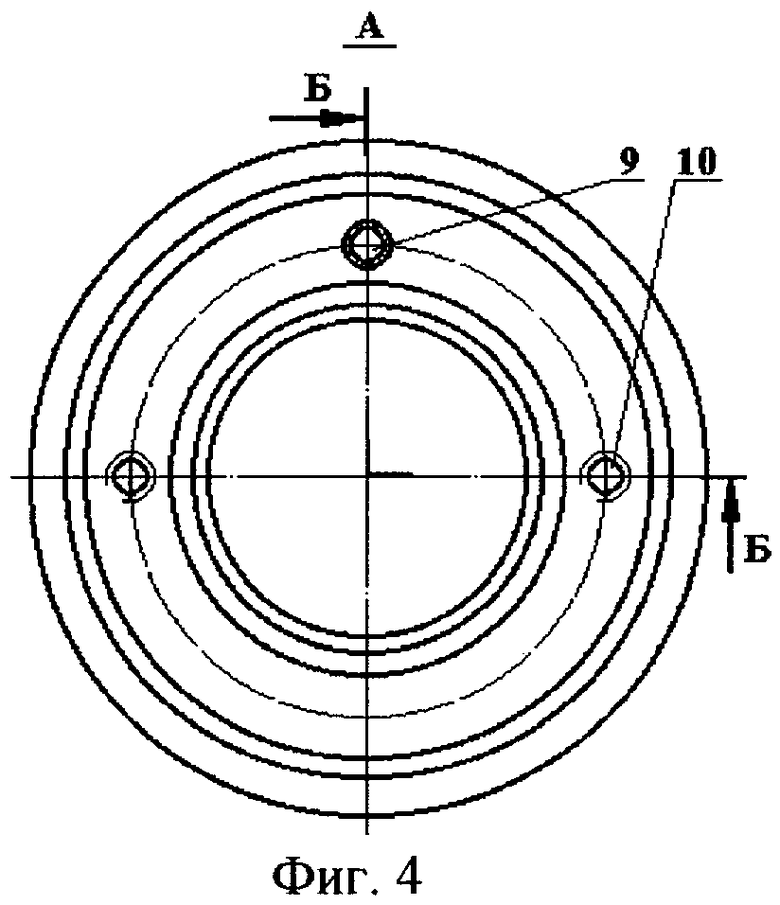
На фиг.1 показана конструкция ролика для обкатывания цилиндрических поверхностей, частичный продольный разрез; на фиг.2 - схема обработки поверхностным пластическим деформированием вала предложенным обкатным роликом; на фиг.3 - второй вариант конструкции обкатного ролика, представляющего собой сборный инструмент, продольный разрез по Б-Б на фиг.4; фиг.4 - сборный инструмент, вид слева по А на фиг.3.
Предлагаемая конструкция инструмента, представляющего собой трехступенчатый деформирующий ролик, служит для обработки поверхностным пластическим деформированием деталей тел вращения в составе одно- и многороликовых приспособлений.
Рабочая поверхность ролика имеет три пояска, расположенных последовательно в направлении продольной подачи. Передний сглаживающий конус 1 высотой bnк с максимальным диаметром dnк и углом конусности 2...5° служит для сглаживания пластической волны, идущей перед основным деформирующим пояском в направлении продольной подачи, что уменьшает вероятность образования трещин и отслаивания обработанного поверхностного слоя (фиг.2). Поясок 2 шириной bnц и диаметром dnц имеет цилиндрическую форму и является основным деформирующим элементом. Со стороны сглаживающего конуса 1 рабочий профиль цилиндрического упрочняющего пояска 2 имеет форму тора с радиусом профиля Rпр=0,8...16,0 мм. Диаметр цилиндрического упрочняющего пояска 2 зависит от величины, на которую изменяется размер заготовки после обработки и определяется по формуле:
dnц=dnк+2Δ,
где dnц - диаметр цилиндрического упрочняющего пояска 2, мм;
dnк - наибольший диаметр переднего сглаживающего конуса 1, мм;
Δ - величина, на которую изменяется размер заготовки после обработки, мм.
Задний конус 3 с обратным углом конусности 1...3° служит для сглаживания остаточной пластической волны, идущей после контакта упрочняющего пояска 2 деформирующего элемента с заготовкой, что улучшает шероховатость обработанной поверхности. Его высота соответствует высоте переднего сглаживающего конуса.
Принцип работы предлагаемого инструмента для обкатывания заключается в следующем. Инструмент традиционно закрепляют, например, в державке 4 или другом многороликовом приспособлении.
Заготовке, например валу 5, придают вращательное движение со скоростью Vз, а обкатному инструменту сообщают усилие обкатывания Р за счет поперечного перемещения и продольную подачу Sпр.
Производительность процесса обкатывания определяется высотой цилиндрического упрочняющего пояска bnц ролика. Ролик с большой высотой bnц позволяет вести обработку с большой подачей (до 2,5 мм/об), однако в этом случае для получения высокого качества поверхности необходимо создавать большие рабочие усилия Р. От значения допустимого рабочего усилия Р зависят параметры ролика. Чем больше ширина bпц цилиндрического пояска, тем больше может быть подача. При обработке массивных деталей на крупных станках поясок bпц следует делать более широким (более 12...15 мм), так как обработать такие детали на большой частоте вращения довольно сложно, а большая подача может быть применена с успехом. Для обработки деталей меньшей жесткости, когда усилие обкатывания не должно быть большим, применяют ролики с пояском шириной 2...5 мм. Твердость рабочей поверхности роликов из сталей HRC 62...65. Параметр шероховатости поверхности рабочего профиля Ra=0,32 мкм.
Для расширения диапазона применения данного инструмента и придания ему некоторой универсальности предлагается сборная конструкция обкатного ролика (см. фиг.3-4), позволяющая подбирать величину Δ, на которую изменяется размер детали после обработки.
Сборная конструкция инструмента состоит из ступицы 6 с цилиндрической упрочняющей рабочей частью 2, на которую напрессовываются сменные кольца 7 и 8. Наружная поверхность сменного кольца 7 представляет собой сглаживающий конус 1. Наружная поверхность сменного кольца 8 выполнена как обратный сглаживающий конус 3. Для предохранения от проворачивания колец 7 и 8 на ступице 6 в конструкции предусмотрен конический или цилиндрический штифт 9. Для демонтажа колец в каждом из них имеются по два резьбовых отверстия 10.
Торцовое биение предлагаемого ролика на диаметрах dпк и dпц относительно посадочного отверстия должно соответствовать IX степени точности по ГОСТ 24643-81. Размер Rпр выбирают для заданного диапазона из ряда: 0,8; 1; 1,2; 1,6; 2; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0. Материал роликов - сталь ШХ15, твердость HRC 63...65. Параметр шероховатости поверхности рабочего профиля Ra = 0,32 мкм.
Достоинствами предлагаемого деформирующего ролика для обкатывания тел вращения являются:
- возможность вести обкатывание на максимальных подачах по сравнению с известными деформирующими элементами;
- уменьшение погрешности предшествующей обработки;
- увеличение пятна контакта, за счет чего достигается более высокое качество обработки;
- образование определенных макро- и микрогеометрических форм обработанной поверхности, уменьшение параметров шероховатости - сглаживание поверхности, изменение структуры материала - поверхностный наклеп и создание определенного напряженного состояния, благоприятно действующего на износостойкость.
Благодаря использованию в качестве деформирующего элемента ролика с тремя рабочими поверхностями значительно уменьшается величина пластической волны, идущей перед и после деформирующего элемента, уменьшается вероятность образования трещин и отслаивания обрабатываемого поверхностного слоя, снижается себестоимость обработки, повышается производительность и улучшается качество изготовления.
Предлагаемый деформирующий инструмент для заготовок тел вращения отличается простотой в реализации, не сложен по конструкции и надежен в эксплуатации. Получаемый на поверхности заготовки структурный слой обладает повышенной твердостью и, соответственно, износостойкостью и сопротивлением усталостному разрушению.
Использование деформирующего инструмента с тремя рабочими поверхностями обеспечивает высокую точность и качество обработанной поверхности.
Источник информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. С.387-389, рис.6, табл.3 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2004 |
|
RU2276007C1 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2015 |
|
RU2619549C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ И ЭКСЦЕНТРИКОВЫХ ВАЛОВ | 2004 |
|
RU2259909C1 |
| РЕГУЛИРУЕМАЯ ГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2259910C1 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| МНОГОЭЛЕМЕНТНЫЙ ОБКАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2297319C1 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| Сборный сложнопрофильный инструмент для поверхностного пластического деформирования | 2022 |
|
RU2792331C1 |
| СПОСОБ ОБКАТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2276005C1 |
Изобретение относится к обработке деталей машин поверхностным пластическим деформированием. Инструмент представляет собой ролик, рабочая часть которого является трехступенчатой поверхностью, состоящей из переднего сглаживающего конуса с определенным углом конусности, цилиндрического упрочняющего пояска торообразного со стороны переднего сглаживающего конуса и заднего сглаживающего конуса с обратным углом конусности, соответственно расположенных последовательно в направлении продольной подачи. При этом диаметр цилиндрического упрочняющего пояска определен по расчетной формуле. 4 ил.
Инструмент для поверхностного пластического деформирования тел вращения представляющий собой ролик, отличающийся тем, что его рабочая часть является трехступенчатой поверхностью, состоящей из переднего сглаживающего конуса с углом конусности 2...5°, цилиндрического упрочняющего пояска торообразного со стороны переднего сглаживающего конуса и заднего сглаживающего конуса с обратным углом конусности 1...3°, соответственно расположенные последовательно в направлении продольной подачи, при этом диаметр цилиндрического упрочняющего пояска определен по формуле
dnц=dnк+2Δ,
где dnц - диаметр цилиндрического упрочняющего пояска, мм;
dnк - наибольший диаметр переднего сглаживающего конуса, мм;
Δ - величина, на которую изменяется размер детали после обработки, мм.
| Справочник технолога-машиностроителя, под редакцией КОСИЛОВОЙ А.Г | |||
| и др., Москва, Машиностроение, 1985, т.2, с.387-389, рис.6, табл.3 | |||
| Обкатной ролик | 1980 |
|
SU965743A2 |
| Обкатный ролик | 1974 |
|
SU509415A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2162785C1 |
| DE 3843211 А, 28.06.1990. | |||

