Область техники, к которой относится изобретение
Настоящее изобретение относится к режущей пластине, которая установлена на торцевую или концевую фрезу, фрезе, на которую установлена режущая пластина, и способу обработки с помощью такой фрезы.
Уровень техники
Если для обработки заготовки применяется торцевая или концевая фреза, особенно если фреза имеет большое количество продольных режущих кромок, то на держатель фрезы действует изгибающая сила. Для того чтобы не допустить большого изгиба от действия этой изгибающей силы, держатель имеет соответствующую жесткость. Однако фактически при резании изгибающая сила, действующая на держатель, меняется по величине в соответствии с режимом резания. Соответственно, недостаток жесткости держателя вызывает большую гибкость. В некоторых случаях это приводит к увеличению нестабильной вибрации при резании. Особенно при обработке деталей большой толщины, при которой велика глубина резания, сильно увеличивается сопротивление резания, при этом легко возникает нестабильная вибрация. В свете вышесказанного, в качестве средств, снижающих сопротивление резания, и других помех широко используется комбинация множества режущих пластин, имеющих боковую грань, включая основную режущую кромку. При этом боковая грань разделяется канавкой.
Известна такая режущая пластина, в которой передняя грань проходит от основной режущей кромки, имеющей положительный передний угол, а канавка разделяет боковую грань, включая основную режущую кромку (например, нерассмотренная заявка на патент Японии JP-А 7-299636 (1995)). В режущей пластине стружка, образованная основной режущей кромкой, делится канавкой на кусочки малой толщины, при этом сопротивление резанию снижается, а режущие свойства улучшаются. Это позволяет подавить нестабильную вибрацию.
Однако при обработке, когда глубина резания особенно большая, даже режущая пластина вышеописанной конструкции не всегда достаточно эффективна в подавлении нестабильной вибрации, так как значительно увеличивается сопротивление резанию.
В качестве одной из мер дальнейшего подавления нестабильной вибрации или подобных помех при обработке для снижения сопротивления резания может рассматриваться увеличение количества канавок, разделяющих боковую грань, включая основную режущую кромку. Однако в этом случае существует проблема, состоящая в том, что прочность частей разделенной режущей кромки сильно снижается и вследствие этого в режущей пластине легко образуются трещины.
Раскрытие изобретения
Изобретение предназначено для решения проблем уровня техники, и целью изобретения является создание режущей пластины, которую применяют в фрезе, особенно в фрезе, имеющей множество длинных режущих кромок. Целью изобретения является создание режущей пластины, имеющей высокую надежность и устойчивость при эксплуатации, способную при обработке подавлять нестабильную вибрацию или подобные помехи без снижения прочности режущей кромки.
Для решения этой проблемы в изобретении предлагается режущая пластина, содержащая:
основной корпус, имеющий верхнюю поверхность, выполненную с передней гранью, и боковую поверхность, выполненную с боковой гранью;
основную режущую кромку, образованную на ребре линии пересечения передней грани и боковой грани;
канавку, образованную в боковой грани и имеющую один конец, достигающий передней грани, при этом основная режущая кромка состоит из множества участков основной режущей кромки, разделенных канавкой, и
множество углублений, вдавленных в переднюю грань и выполненных вблизи каждого из участков основной режущей кромки в передней грани.
Кроме того, изобретение отличается тем, что, по меньшей мере, одна выступающая часть включает в себя лицевую поверхность, обращенную к соответствующему участку основной режущей кромки, а
лицевая поверхность имеет угол подъема к передней грани, причем угол подъема постепенно увеличивается при удалении лицевой грани от участка, обращенного к основной режущей кромке.
Более того, в изобретении предлагается режущая пластина, содержащая:
основной корпус, имеющий верхнюю поверхность, выполненную с передней гранью, и боковую поверхность, выполненную с боковой гранью;
основную режущую кромку, образованную на ребре линии пересечения передней грани и боковой грани; и
канавку, образованную в боковой грани и имеющую один конец, достигающий передней грани, при этом основная режущая кромка состоит из множества участков основной режущей кромки, разделенных канавкой,
углубление, вдавленное в переднюю грань, и, по меньшей мере, одну выступающую часть, выполненные вблизи каждого из участков основной режущей кромки в передней грани,
причем выступающая часть включает в себя первую выступающую часть и
вторую выступающую часть, образованную на стороне противоположной соответствующему участку основной режущей кромки относительно первой выступающей части, при этом вторая выступающая часть выше первой выступающей части.
Кроме того, в изобретении предлагается способ резания заготовки фрезой, включающий:
этап резания, на котором вращают фрезу и/или заготовку и осуществляют резание поверхности заготовки посредством контакта участка основной режущей кромки с поверхностью заготовки; и
этап отведения, на котором отводят участок основной режущей кромки от заготовки.
Более того, в изобретении предлагается способ резания заготовки режущей пластиной, включающий:
этап установки, на котором устанавливают режущую пластину на держатель для фрезы для образования фрезы, при этом держатель для фрезы выполнен с возможностью установки и снятия множества режущих пластин на его внешнюю периферию;
этап резания, на котором вращают фрезу и/или заготовку и осуществляют резание поверхности заготовки посредством контактирования участка основной режущей кромки с поверхностью заготовки; и
этап отведения, на котором отводят участок основной режущей кромки от заготовки.
Краткое описание чертежей
Дополнительные и другие свойства и преимущества изобретения будут более понятными из последующего подробного описания, выполненного со ссылками на чертежи.
Фиг.1 - представляет собой вид в перспективе, показывающий в целом конфигурацию режущей пластины 1 по первому варианту осуществления изобретения.
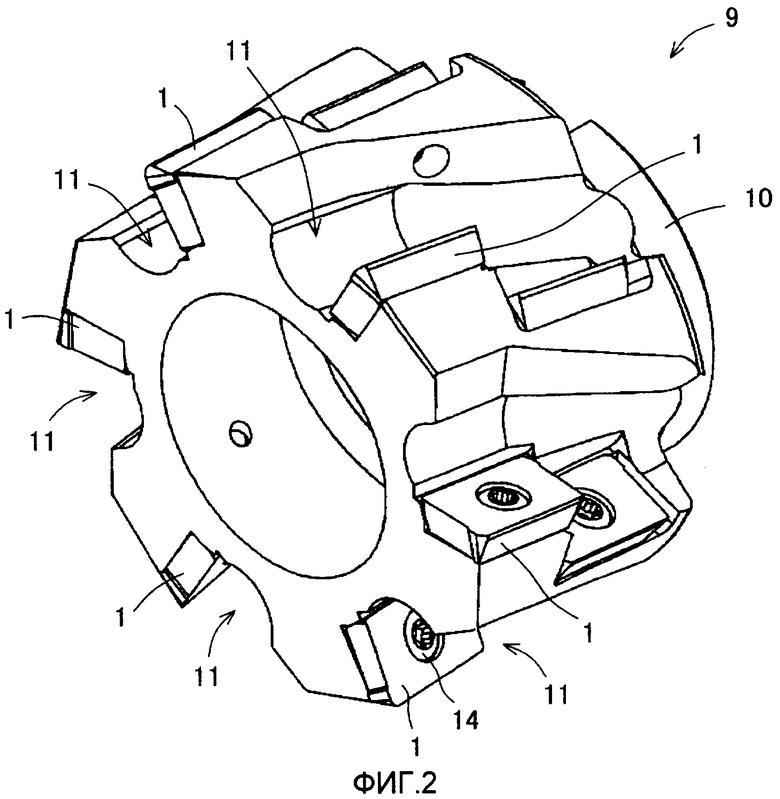
Фиг.2 - представляет собой вид в перспективе фрезы 9.
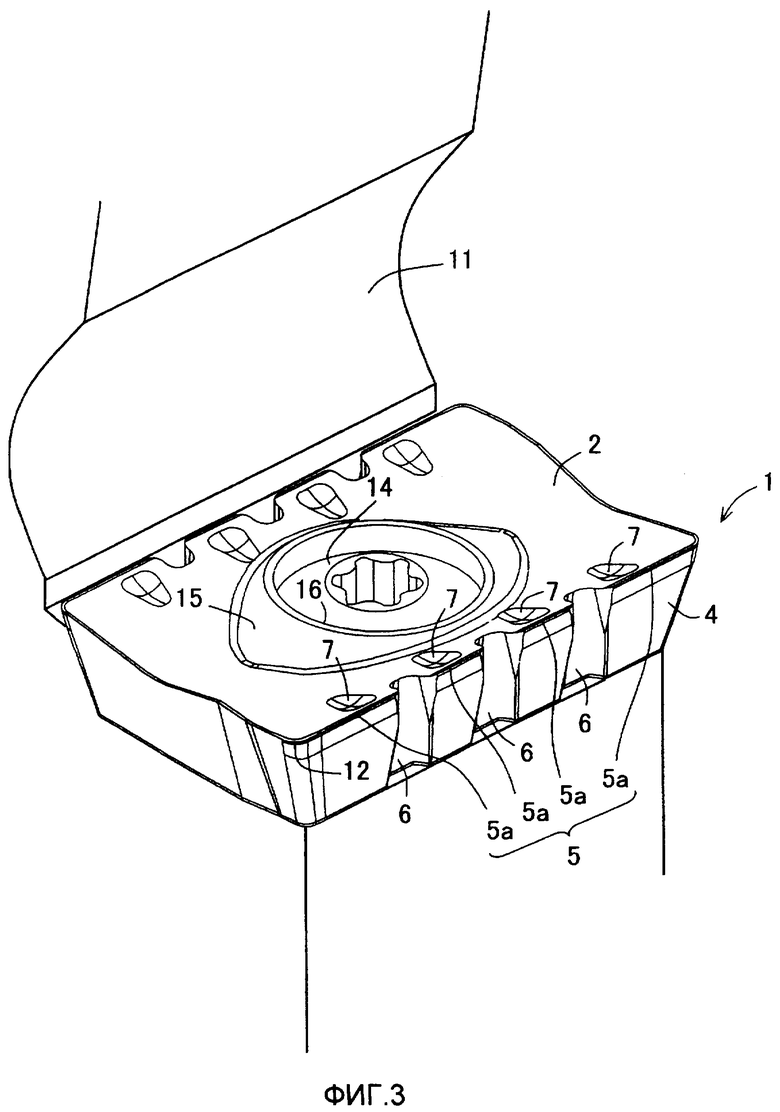
Фиг.3 - представляет собой увеличенный вид в перспективе, показывающий область режущей пластины 1а во фрезе 9.
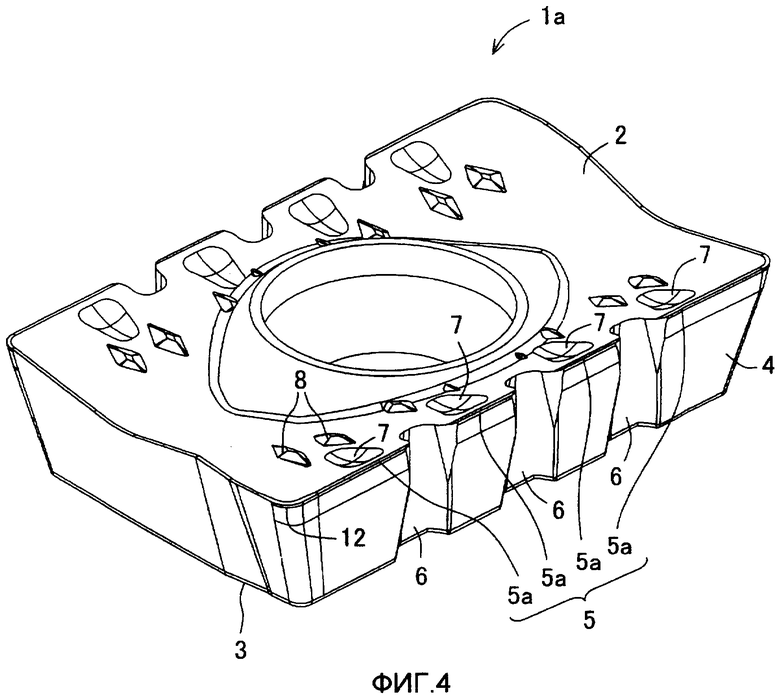
Фиг.4 - представляет собой вид в перспективе режущей пластины 1а по второму варианту осуществления изобретения.
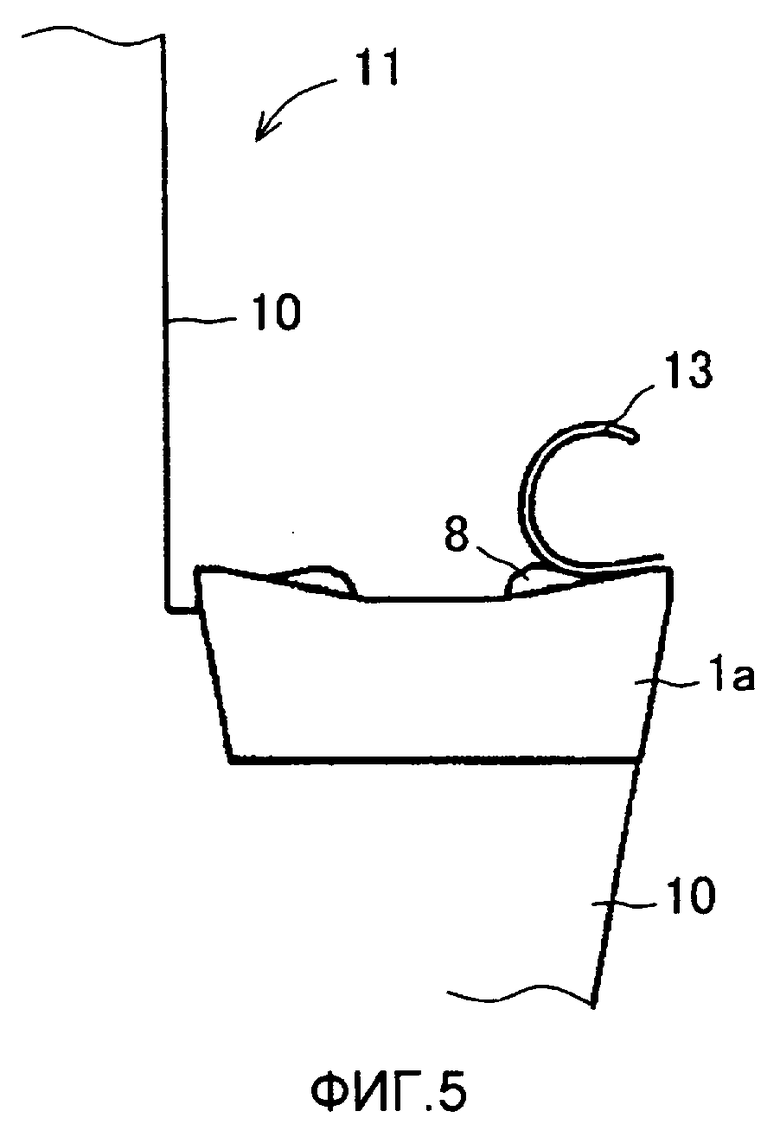
Фиг.5 - представляет собой вид спереди фрезы 9, на которую установлена режущая пластина 1а по второму варианту осуществления изобретения, показывающий режущую пластину в рабочем состоянии.
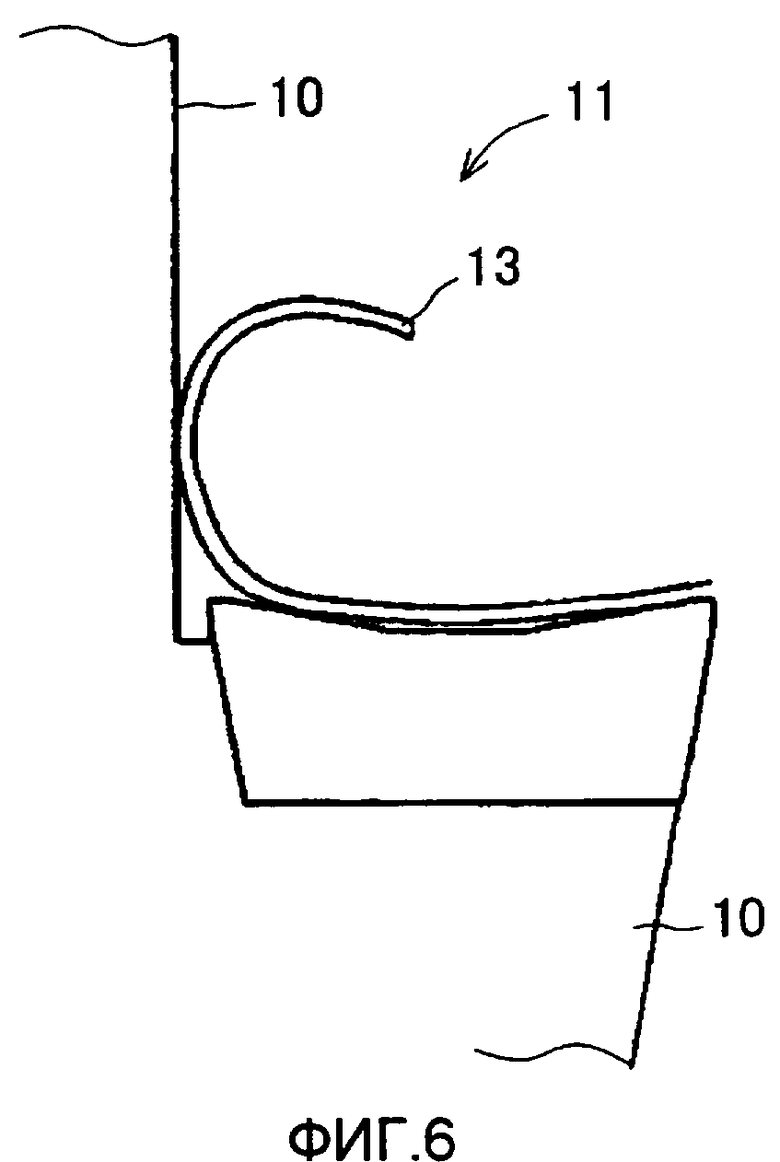
Фиг.6 - представляет собой вид спереди фрезы, на которую установлена обычная режущая пластина, показывающий режущую пластину в рабочем состоянии.
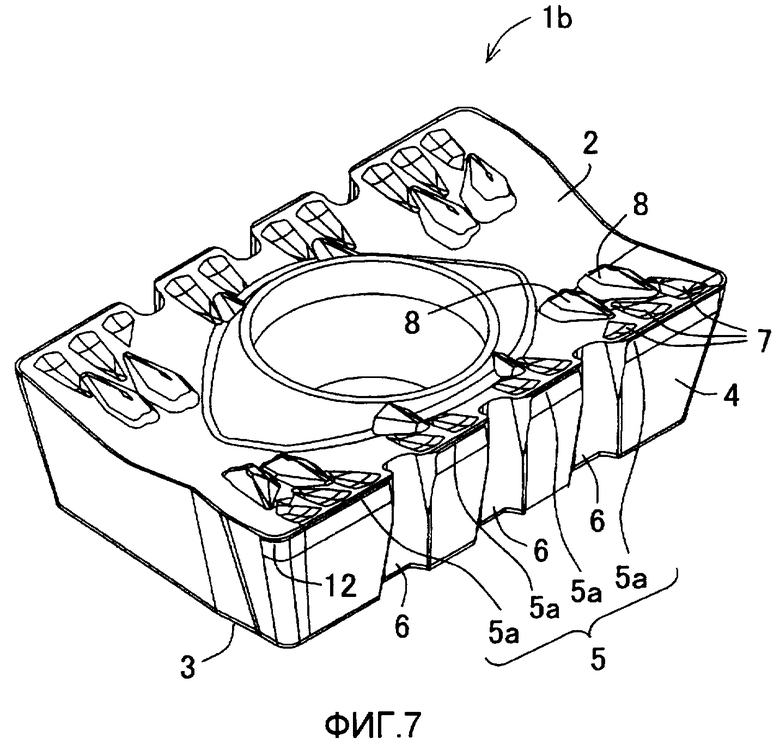
Фиг.7 - представляет собой вид в перспективе в целом конструкции режущей пластины 1b по третьему варианту осуществления изобретения.
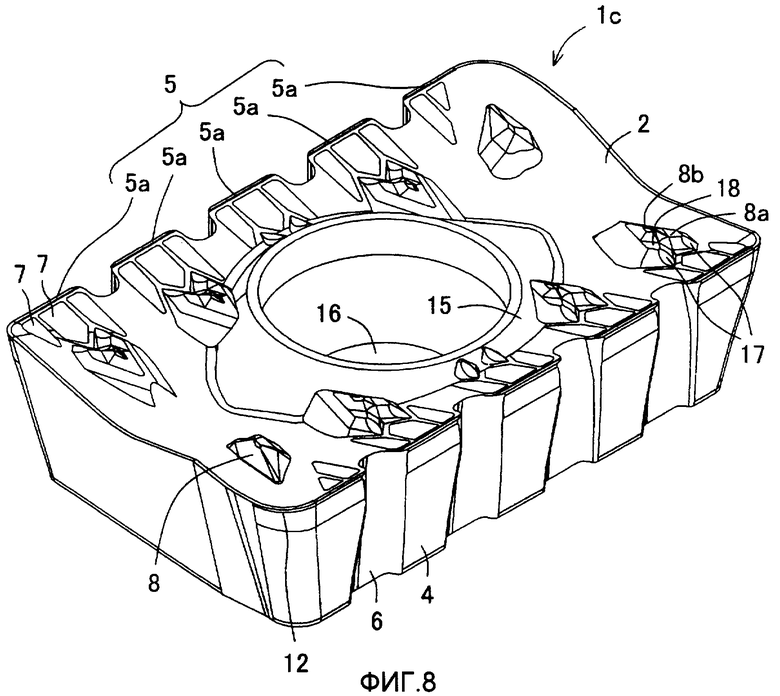
Фиг.8 - представляет собой вид в перспективе режущей пластины 1с по четвертому варианту осуществления изобретения.
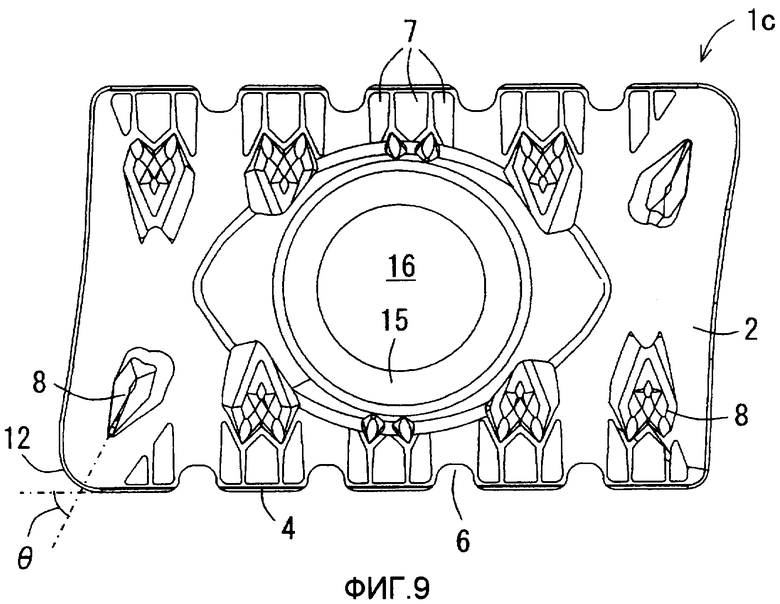
Фиг.9 - представляет собой вид сверху режущей пластины 1с по четвертому варианту осуществления изобретения.
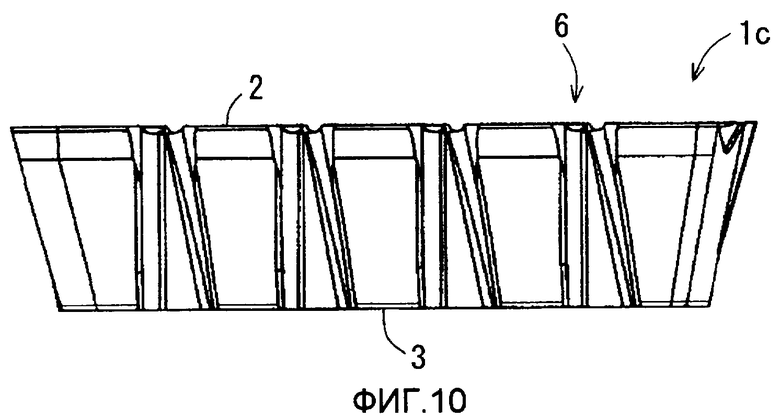
Фиг.10 - представляет собой вид сбоку длинной стороны режущей пластины 1с по четвертому варианту осуществления изобретения.
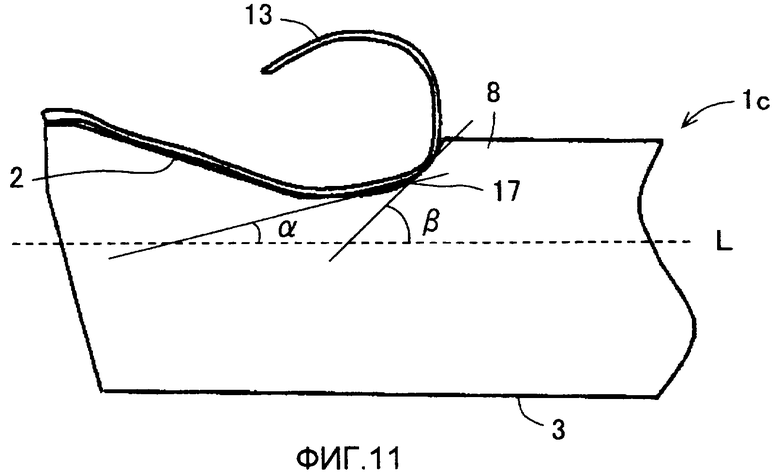
Фиг.11 - представляет собой увеличенный вид короткой стороны режущей пластины 1с, который является упрощенным видом сбоку, на котором показано образование стружки 13 при обработке.
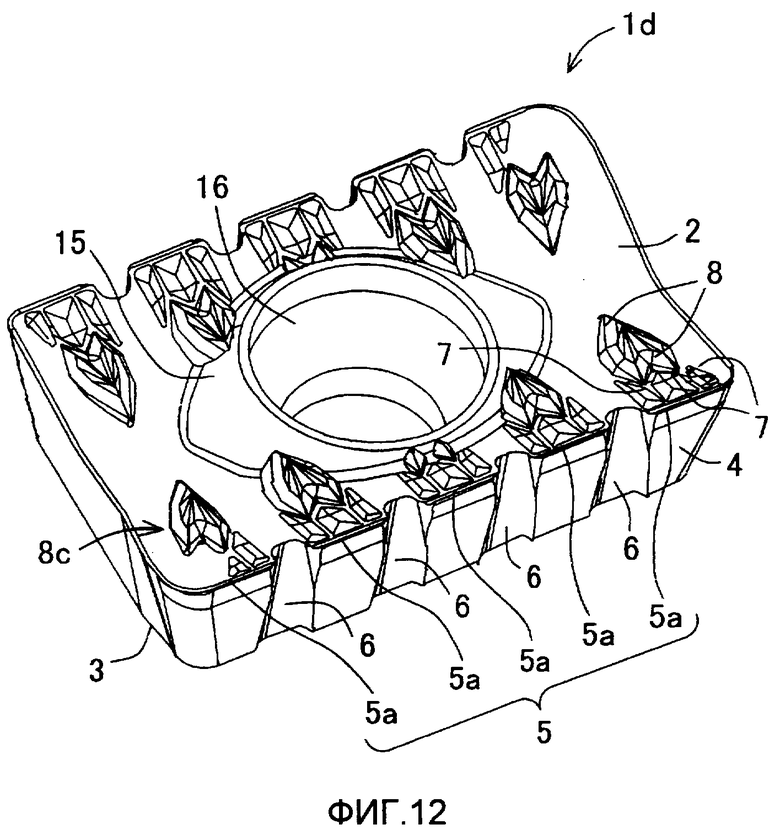
Фиг.12 - представляет собой вид в перспективе режущей пластины 1d по пятому варианту осуществления изобретения.
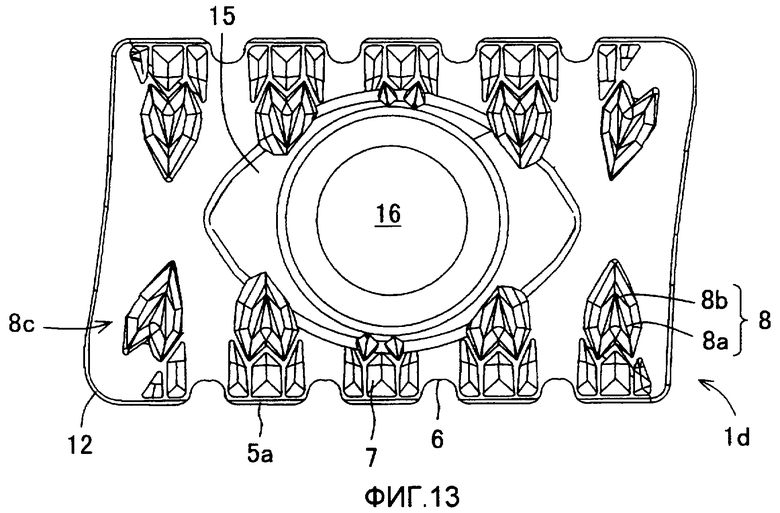
Фиг.13 - представляет собой вид сверху режущей пластины 1d по пятому варианту осуществления изобретения.
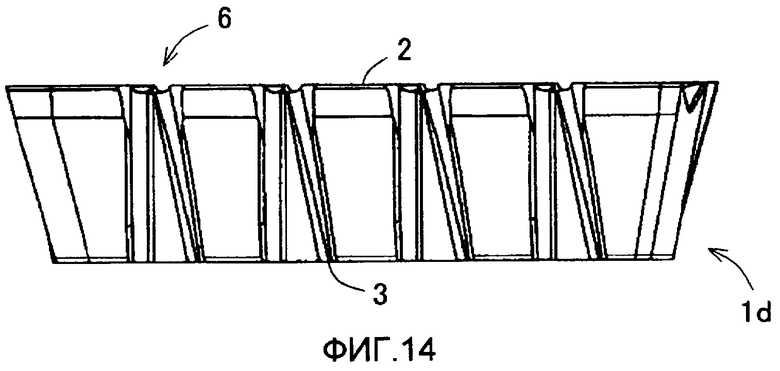
Фиг.14 - представляет собой вид сбоку длинной стороны режущей пластины 1d по пятому варианту осуществления изобретения.
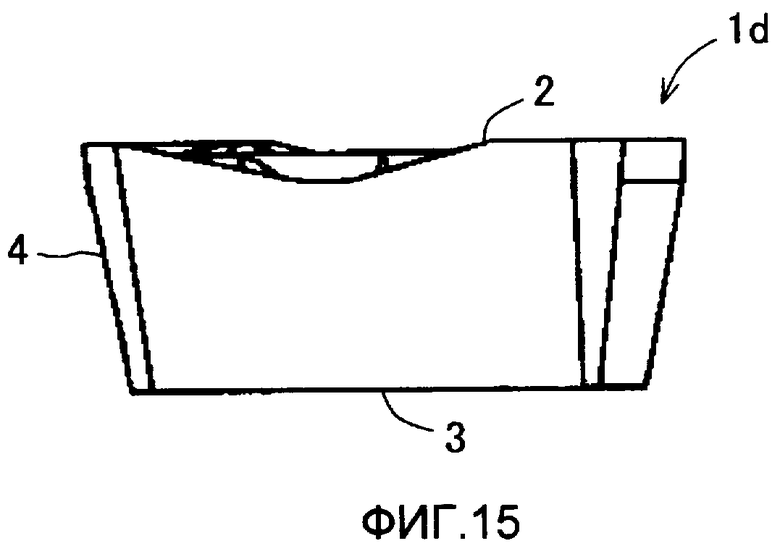
Фиг.15 - представляет собой вид сбоку короткой стороны режущей пластины 1d по пятому варианту осуществления изобретения.
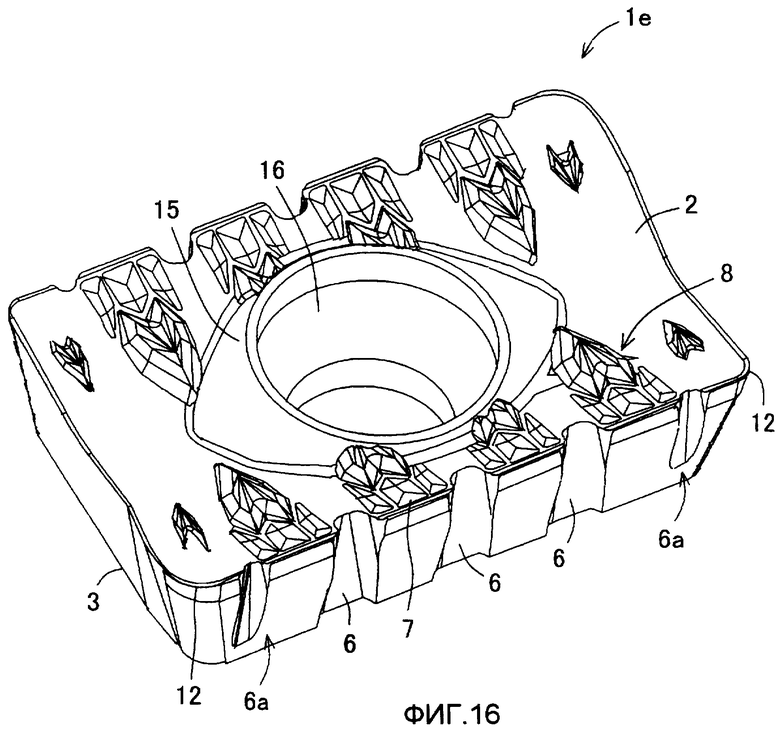
Фиг.16 - представляет собой вид в перспективе режущей пластины 1е по шестому варианту осуществления изобретения.
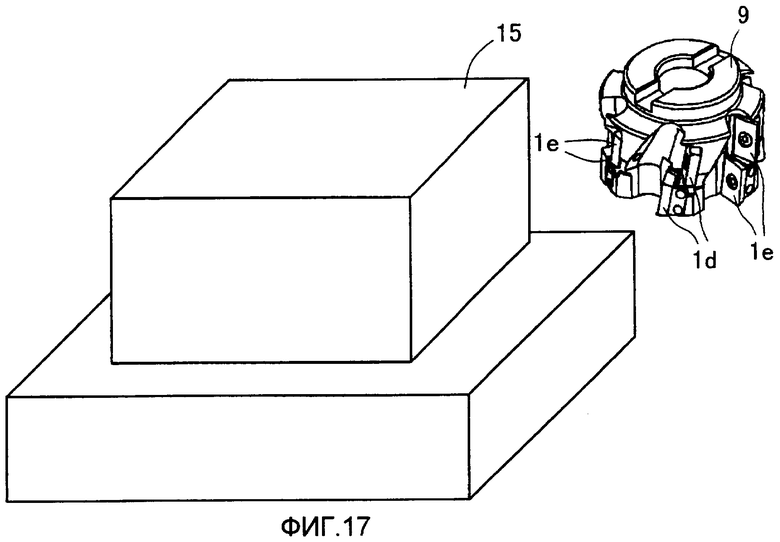
Фиг.17 - представляет собой вид, показывающий этап обработки, на котором в перспективе показан подготовительный этап перед началом обработки заготовки 15.
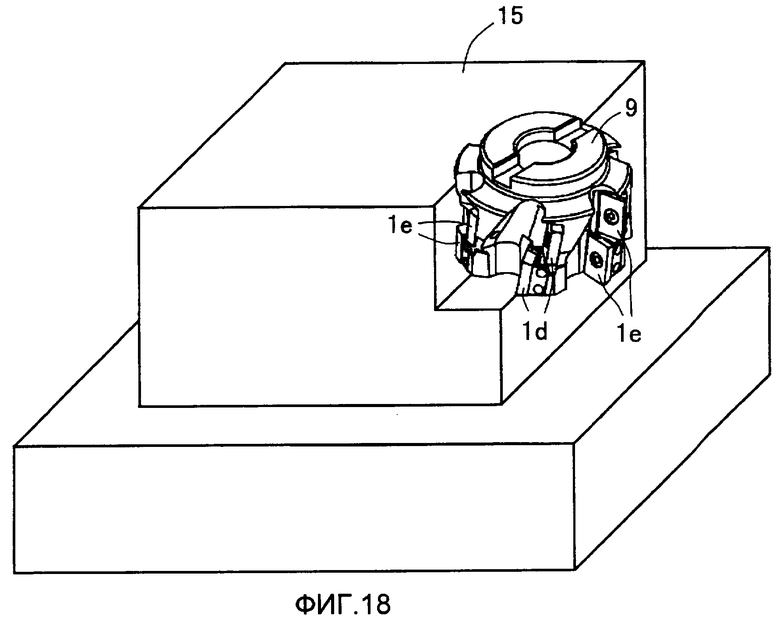
Фиг.18 - представляет собой вид в перспективе этапа способа обработки, показывающий этап обработки заготовки 15.
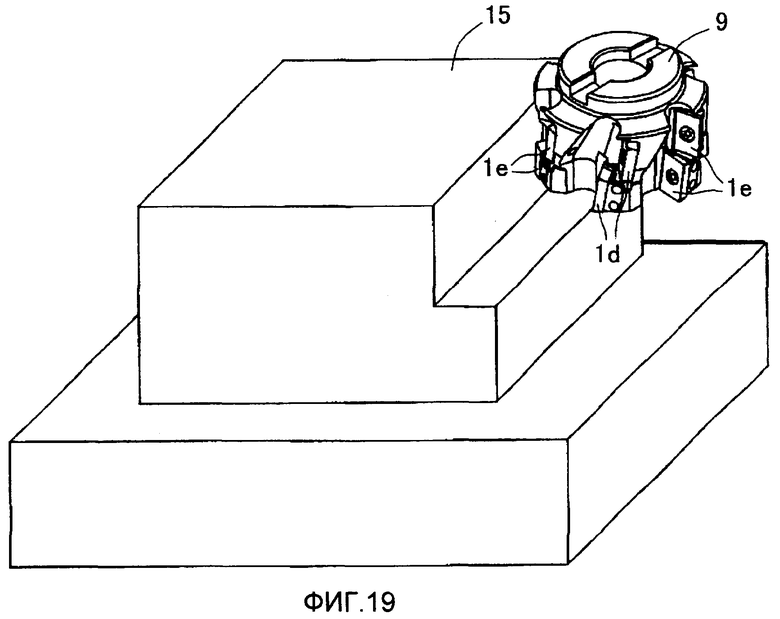
Фиг.19 - представляет собой вид в перспективе этапа способа обработки, показывающий этап, на котором резание заготовки 15 завершено.
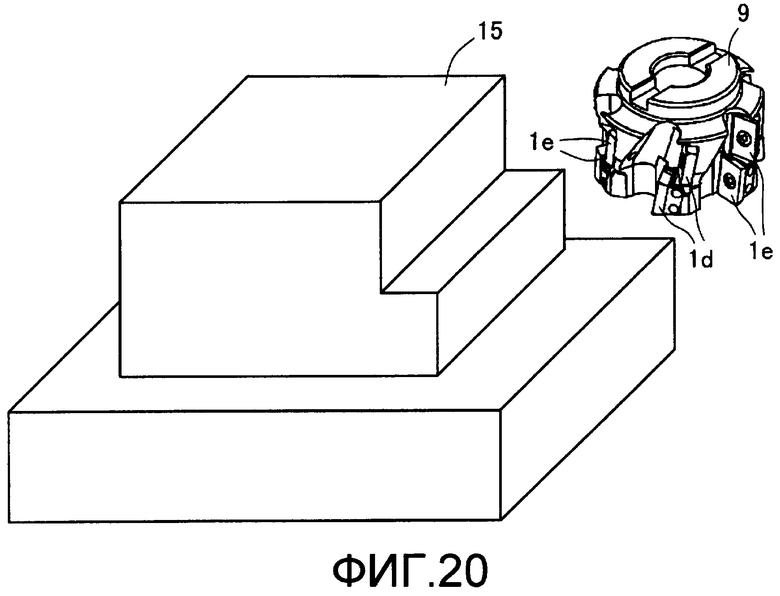
Фиг.20 - представляет собой вид в перспективе этапа способа обработки, показывающий этап, следующий за этапом, на котором обработка заготовки 15 завершена.
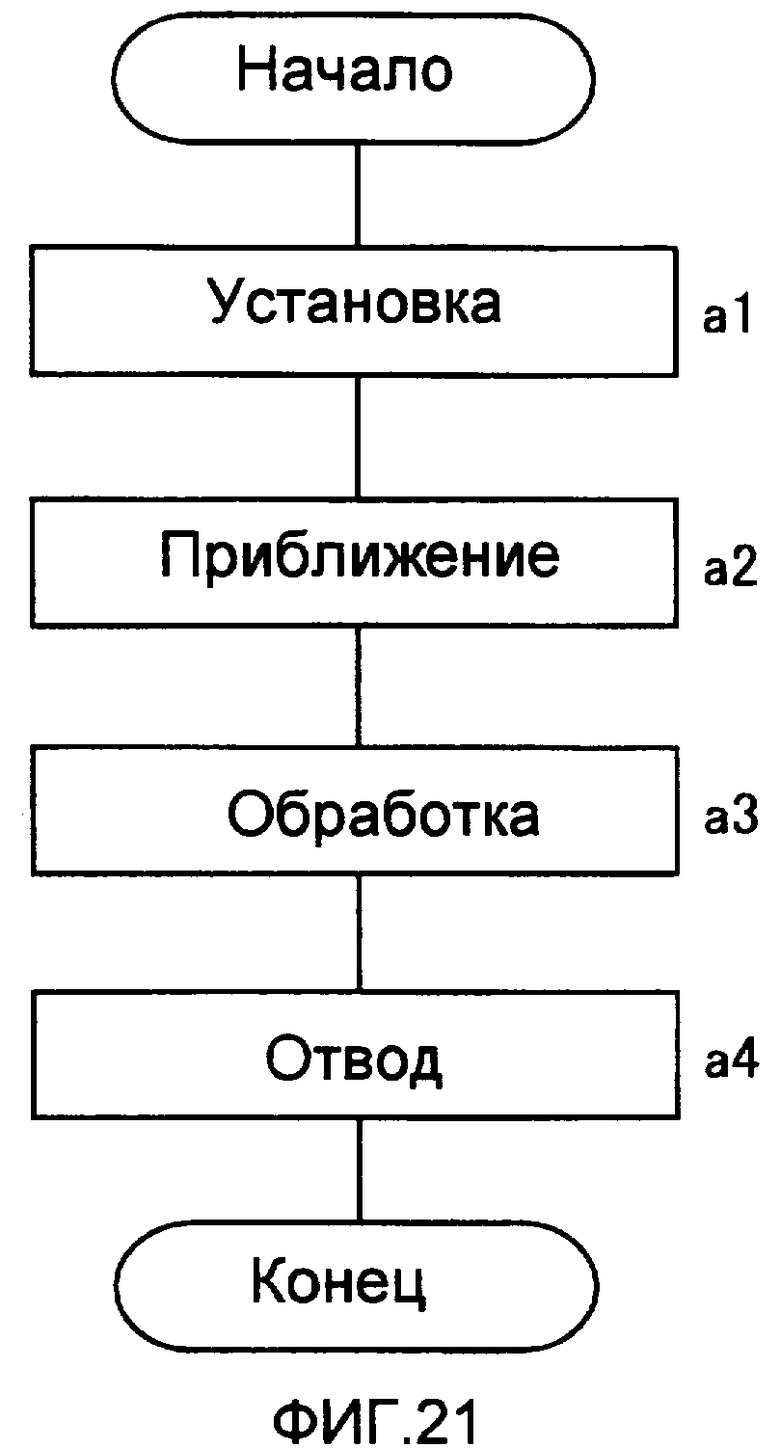
Фиг.21 - представляет собой блок-схему, показывающую способ обработки с использованием фрезы 9.
Предпочтительный вариант осуществления изобретения
Ниже описаны предпочтительные варианты осуществления изобретения со ссылками на чертежи.
В каждом варианте осуществления изобретения конструкции, соответствующие конструкциям, описанным в предыдущем варианте изобретения, обозначены одними и теми же ссылочными позициями, поэтому в некоторых случаях повторные описания будут опущены. В случае описания только одной части конструкции подразумевается, что другая часть конструкции точно такая же, как и описанная до нее часть варианта осуществления изобретения. Не только части, конкретно описанные в соответствующих вариантах, но также целые варианты могут быть частично скомбинированы, если такие комбинации не имеют конкретных проблем. Условия запуска каждой стадии блок-схемы не должны ограничиваться описанными условиями запуска. Фиг.1 представляет собой вид в перспективе, показывающий в целом конфигурацию режущей пластины 1 по первому варианту осуществления изобретения. Фиг.2 представляет собой вид в перспективе фрезы 9. Фиг.3 представляет собой увеличенный вид в перспективе, показывающий область режущей пластины 1а во фрезе 9. Фреза 9 образована режущей пластиной 1, установленной на держателе для фрезы (называемый далее «держатель») 10.
Как показано на фиг.1, режущая пластина (иногда называемая далее «пластина») 1 по первому варианту осуществления изобретения выполнена в форме многоугольной пластины, конкретно в форме параллелограмма. На верхней поверхности режущая пластина имеет переднюю грань 2, на нижней поверхности нижнюю поверхность 3 и на боковой поверхности боковую грань 4. Передняя грань 2 представляет собой базовую поверхность для образования верхней грани режущей пластины 1. Основная режущая кромка 5 образована на ребре линии пересечения передней грани 2 и боковой грани 4. Передняя грань 2 выполнена в виде углубления так, что образует углубление в направлении нижней поверхности 3, как показано на фиг.15 в первом варианте осуществления изобретения.
На боковой грани 4 выполнено множество (три в первом варианте осуществления изобретения) канавок 6, одним концом достигающих передней грани 2, а другим концом, достигающих нижней поверхности 3. Основная режущая кромка 5 образована из множества (четырех в первом варианте) участков основной режущей кромки, разделенных канавками 6. На углу пластины 1 образована угловая режущая кромка 12 на ребре линии пересечения боковой грани 4 и передней грани 2. Угловая режущая кромка 12 соединена с участком 5а основной режущей кромки 5. Участок 5а основной режущей кромки расположен как можно ближе к угловой режущей кромке 12. Углубления 7, выполненные в передней грани 2, образованы в положениях, соответствующих участкам 5а основной режущей кромки вблизи соответствующих участков 5а основной режущей кромки в передней грани 2 так, что соответствуют соответствующим участкам 5а основной режущей кромки. Углубления 7 выполнены так, что дополнительно углубляются в переднюю грань 2, образуя участок криволинейной поверхности вогнутой в направлении нижней поверхности 3. Другими словами, углубление 7 выполнено вблизи области, расположенной между канавками 6, расположенными рядом друг с другом. Более того, углубление 7 выполнено так, что проходит по существу в вертикальном направлении к каждому из участков 5а основной режущей кромки. Другими словами, углубление 7 выполнено так, что проходит в направлении, пересекающем боковую грань 4 по существу под прямым углом. Углубление 7 выполнено так, что прочность режущей кромки сохраняется как можно дольше. Отверстие с резьбой 16, проходящее насквозь к нижней поверхности, находится по существу в центре передней грани 2. Кольцевая выступающая часть 15, выступающая из передней грани 2, образуется по периферии отверстия с резьбой 16.
Фреза 9 в основном состоит из пластины 1 и держателя 10, выполненного по существу в форме цилиндра, на который может быть съемным образом установлено множество пластин 1 по внешней периферии, как показано на фиг.2. Во множестве мест внешней периферии держателя 10 образованы установочные места, в которые устанавливаются пластины 1, а рядом с ними образованы карманы 11 для стружки. Более подробно, пластина 1 установлена на установочную часть так, что ее передняя грань 2 обращена в направлении вращения, а основная режущая кромка 5 расположена на внешней периферии. Пластина 1 прикреплена к держателю 10 крепежным средством 14, например винтом. Основная режущая кромка 5 вращается вместе с держателем 10, выполняя обработку.
Как описано выше, в пластине 1 и фрезе 9 по изобретению канавки 6, разделяющие боковую грань 4, включая основную режущую кромку 5, расположены так, что выполнение углубления 7 не снижает прочности режущей кромки. Когда пластина 1 установлена на держатель 10 и используется как фреза 9, обработка поверхности заготовки производится множеством участков 5а основной режущей кромки, разделенных канавками 6. Так как на передней грани 2 выполнено углубление 7, степень контакта между стружкой 13, образующейся в процессе обработки заготовки, и передней гранью 2 при прохождении стружки по передней грани уменьшается. Уменьшение степени контакта вызывает снижение сопротивления трения, поэтому сопротивление резания уменьшается.
То есть выполнение углубления 7 вызывает снижение контакта стружки 13 с передней гранью 2 при прохождении стружки по передней грани, что вызывает снижение сопротивления резания больше чем в обычных случаях, когда стружка 13 контактирует с передней гранью 2 по всей ширине. Соответственно, сохраняя конструкцию основной режущей кромки 5, в то же время снижая сопротивление резания, можно подавить нестабильную вибрацию или подобные помехи при обработке без снижения прочности режущей кромки. Кроме того, подавление нестабильной вибрации фрезы 9 позволяет завершить обработку поверхности обрабатываемой заготовки с отличным качеством, а ударная (мгновенная) вибрация, получаемая режущей кромкой, снижается. Это позволяет продлить время эксплуатации инструмента, то есть снизить общую стоимость инструмента.
Более того, по первому варианту осуществления изобретения углубление 7 выполнено в области между расположенными рядом канавками 6. Соответственно, можно увеличить вероятность прохождения стружки 13, образуемой участком 5а основной режущей кромки, в области между расположенными рядом канавками 6 над углублением 7. Это позволяет выполнять углубления 7 только в требуемых местах для максимального снижения уменьшения прочности режущей кромки, вызываемого углублением 7, и, таким образом, подавлять нестабильную вибрацию.
Кроме того, углубление 7 выполнено так, что проходит по существу в вертикальном направлении к каждому из участков 5а основной режущей кромки, а именно в направлении, в котором образуется стружка при перемещении соответствующих участков 5а основной режущей кромки. Это позволяет значительно снизить степень контакта между стружкой 13, проходящей по передней грани 2, и передней гранью. В результате значительно снижается сопротивление резания.
Более того, при выполнении углубления 7 увеличивается площадь поверхности передней грани 2 вблизи режущей кромки и, соответственно, излучается больше тепла, выделяемого при обработке. Соответственно, увеличение температуры режущей кромки подавляется. В результате уменьшается износ инструмента. Более того, выполнение множества углублений 7 для соответствующих участков 5а основной режущей кромки имеет дополнительное преимущество, поскольку также увеличивается излучение тепла.
Кроме того, при установке пластины 1 на держатель 10 головка крепежного средства 14 находится за кольцевым выступающим участком 15, как показано на фиг.2. То есть головка крепежного средства 14 находится ниже кольцевого выступающего участка 15. Это позволяет предотвратить износ головки крепежного средства 14 ввиду контактирования со стружкой 13.
Далее будет описан второй вариант осуществления изобретения. Фиг.4 представляет собой вид в перспективе режущей пластины 1а по второму варианту осуществления изобретения. Пластина 1а по второму варианту осуществления изобретения выполнена с углублениями 7, расположенными на передней грани 2 вблизи участка 5а основной режущей кромки, и, по меньшей мере, одной выступающей частью 8 в передней грани 2, соответствующей участку 5а основной режущей кромки. Более конкретно, углубление 7 выполнено так, что проходит между выступающей частью 8 и участком 5а основной режущей кромки, соответствующим углублению 7. Каждому участку 5а основной режущей кромки соответствует, по меньшей мере, одна выступающая часть 8. Во втором варианте осуществления изобретения выполняются две выступающие части 8. Выступающая часть 8 имеет лицевую поверхность 17, обращенную к соответствующему участку 5а основной режущей кромки. Лицевая поверхность 17 образована в положении, в котором сталкивается стружка 13, образующаяся при обработке заготовки соответствующим участком 5а основной режущей кромки. Предпочтительно, чтобы лицевая поверхность 17 имела часть по существу параллельную участкам 5а основной режущей кромки, поскольку это облегчает прием стружки 13. Лицевая поверхность 17 постепенно поднимается от передней грани 2 при удалении лицевой поверхности от обращенного к ней участка 5а основной режущей кромки. Другими словами, лицевая поверхность 17 выполнена в виде конуса, наклоненного относительно передней грани 2. Углубление 7 содействует снижению сопротивления резания, как описано выше, при этом столкновение стружки, образуемой участком 5а основной режущей кромки, с лицевой поверхностью 17 выступающей части 8 заставляет стружку образовывать витки определенной формы. Это позволяет производить высокоэффективное удаление стружки. Таким образом, стружка 13 сталкивается с лицевой поверхностью 17 и вызывает появление завитков стружки 13 малого размера.
Фиг.5 представляет собой вид спереди фрезы 9, на которую установлена режущая пластина 1а по второму варианту осуществления изобретения. На этом виде показан процесс обработки. Фиг.6 представляет собой вид спереди фрезы, на которую установлена обычная режущая пластина. На этом виде показан процесс обработки. Если на держатель установлена пластина, выполненная обычным способом без выступающей части 8 на передней грани 2, как показано на фиг.6, то при обработке обычной углеродистой стали, нержавеющей стали или подобных сталей стружка 13, образуемая основной режущей кромкой обычной пластины, имеет большую толщину и высокую жесткость и движется по передней грани в направлении центра держателя. При таком движении стружка 13 сталкивается с поверхностью стенки держателя 10а кармана 11 для стружки, что вызывает движение стружки 13 наружу из кармана 11 для стружки, при этом поверхность 10а стенки держателя действует как направляющая. При этом возникает трение между поверхностью 10а стенки и стружкой 13. Таким образом, существует проблема, состоящая в том, что при постоянной работе фрезы происходит постепенный износ поверхности 10а стенки держателя кармана 11 для стружки и, в конце концов, поверхность 10а стенки держателя начинает выкрашиваться. При этом поверхность 10а стенки держателя, имеющая выкрошенную часть, забивается стружкой 13, или жесткость держателя 10 снижается и, в связи с этим, точность процесса ухудшается. Чем толще образуемая стружка 13, тем более значителен износ инструмента. Это вызывает большие проблемы, в результате которых поврежденный держатель 10 подлежит замене, не отработав положенный ему срок.
С другой стороны, расположение выступающих частей 8 на передней грани 2 пластины 1 так, чтобы они соответствовали каждому из участков 5а основной режущей кромки, по изобретению позволяет стружке 13, которая образуется участками 5а основной режущей кромки, формироваться в завитки определенной формы с помощью выступающих частей 8. В результате стружка 13 может удаляться наружу без столкновений с поверхностью 10а стенки держателя, а проблема повреждения поверхности 10а стенки держателя 10 исчезает. При этом стоимость инструмента снижается, так как увеличивается продолжительность службы держателя 10. Более того, маленький диаметр завитков стружки 13 вызывает уменьшение других размеров стружки, таким образом, в целом стружка получается мелкой и легко удаляется из карманов 11 наружу. Это позволяет устранить такую проблему, как появление трещин на основной режущей кромке 5 ввиду налипания стружки на режущую кромку 5, и продлить срок службы пластины 1а. При описанной выше обработке заготовки, например, из углеродистой или нержавеющей стали, поскольку стружка легко удлиняется, будет эффективна пластина 1а, имеющая выступающую часть 8. Однако при обработке заготовки, например, из чугуна пластина, даже не имеющая выступающую часть 8, также может удовлетворительно работать, поскольку стружка легко режется на мелкие кусочки.
Более того, углубление 7 выполнено так, что проходит между выступающей частью 8 и участком 5а основной режущей кромки. Это позволяет получить сразу оба эффекта, то есть снизить сопротивление резания благодаря проходу стружки над углублением 7 и производить удаление стружки благодаря столкновению стружки с выступающей частью 8 после прохождения стружки над углублением 7.
Кроме того, в центральной части передней грани 2 по периферии отверстия с резьбой 16 образован кольцевой выступающий участок 15. Образование этого кольцевого выступающего участка позволяет придавать стружке завитки определенной формы, даже если выступающая часть 8 не полностью выполняет свои функции по образованию завитков стружки требуемой формы.
Далее будет описан третий вариант изобретения. Фиг.7 представляет собой вид в перспективе в целом конструкции режущей пластины 1b по третьему варианту осуществления изобретения. Пластина 1b по третьему варианту отличается тем, что для соответствующих участков 5а основной режущей кромки выполнено множество (два или три в третьем варианте) углублений 7. Она также отличается тем, что для соответствующих участков 5а основной режущей кромки выполнено множество выступающих частей 8 (одна или две в третьем варианте) аналогично вышеописанному варианту. Выступающая часть 8, расположенная рядом с выступающим участком 15, и выступающий участок 15 в пластине 1b по третьему варианту осуществления изобретения выполнены непрерывно и за одно целое друг с другом. Выступающий участок 15 выполнен так, что его высота от передней грани 2 превышает высоту выступающей части 8. В описанном выше варианте контекст «выступающая часть 8 и выступающий участок 15 выполнены непрерывно» означает, что торец выступающей части 8 со стороны выступающего участка 15 соединяется с торцом выступающего участка 15 со стороны торца выступающей части 8, при этом соединительная часть находится выше выступающей части 8. Соответственно, если рассматривать в целом выступающую часть 8 и выступающий участок 15, то соединительная часть не вдавлена в поверхность выступающей части 8, а находится выше поверхности выступающей части 8 подобно конусу.
Как описано выше, выполнено множество углублений 7, так что они проходят в по существу вертикальном направлении к участкам 5а основной режущей кромки. Соответственно, степень контакта стружки, проходящей по передней грани 2, с передней гранью 2 можно снизить, при этом значительно снижается сопротивление резания. Кроме того, начальная часть передней грани 2 остается в виде ступеньки между множеством углублений 7, выполненных в области передней грани 2 вблизи соответствующих участков 5а основной режущей кромки, позволяя поддерживать прочность режущей пластины 1b.
Кроме того, в третьем варианте для соответствующих участков 5а основной режущей кромки выполнено множество углублений 7. Это позволяет снизить степень контакта стружки 13, проходящей по передней грани 2, с передней гранью 2, при этом значительно снижая сопротивление резания. Более того, передняя грань 2 расположена между расположенными рядом углублениями 7, выполненными в области передней грани 2 вблизи соответствующих участков 5а основной режущей кромки. Это позволяет поддержать прочность режущей пластины 1b.
Более того, по периферии отверстия с резьбой 16 в центральной части передней грани 2 выполнен кольцевой выступающий участок 15, и в то же время выступающая часть 8 выполнена непрерывно с выступающим участком 15. Соответственно, выступающая часть 8 получается более усиленной, чем в случае выполнения выступающей части 8 отдельно. Кроме того, выступающий участок 15 выступает больше выступающей части 8, таким образом, выступающий участок 15 играет роль направляющей для стружки, предотвращая столкновение стружки 13 с поверхностью 10а стенки держателя. Более того, выполнение выступающей части 8 непрерывно с выступающим участком 15 не позволяет стружке 13 заполнять пространство между выступающим участком 15 и выступающей частью 8.
Далее будет описан четвертый вариант осуществления изобретения. Фиг.8 представляет собой вид в перспективе режущей пластины 1с по четвертому варианту осуществления изобретения. Фиг.9 представляет собой вид сверху режущей пластины 1с по четвертому варианту осуществления изобретения. Фиг.10 представляет собой вид сбоку длинной стороны режущей пластины 1с по четвертому варианту осуществления изобретения. Пластина 1с по четвертому варианту отличается формой выступающей части 8.
В четвертом варианте выступающая часть 8 содержит, по меньшей мере, одну первую выступающую часть 8а, расположенную на стороне соответствующего участка основной режущей кромки, и, по меньшей мере, одну вторую выступающую часть 8b, которая проходит от первой выступающей части 8а и выполнена на стороне противоположной участку 5а основной режущей кромки, соответствующего первой выступающей части 8а. Вторая выступающая часть 8b выше первой выступающей части 8а. Соответственно, первая выступающая часть 8а каждой выступающей части 8 выполнена на стороне, расположенной ближе к соответствующему участку 5а основной режущей кромки. В описанном выше контексте «вторая выступающая часть 8b проходит от первой выступающей части 8а» подразумевает, что торец второй выступающей части 8b, расположенный со стороны первой выступающей части 8а, соединен с торцом первой выступающей части 8а, расположенным со стороны второй выступающей части 8b, при этом соединительная часть размещена так, что находится выше выступающей части 8а. Соответственно, если рассматривать в целом выступающую часть 8, то соединенная часть находится не ниже, а выше поверхности первой выступающей части 8а, подобно конусу. На первой выступающей части 8а выполнена лицевая поверхность 17, описанная выше. Вторая выступающая часть 8b имеет направляющую поверхность 18 для стружки, обращенную к соответствующему участку 5а основной режущей кромки на второй выступающей части 8b со стороны основной режущей кромки 5.
Лицевая поверхность 17 содержит криволинейную вогнутую поверхность или множество плоских поверхностей, в которых угол подъема от передней грани постепенно увеличивается при удалении вогнутой грани или множества плоских поверхностей от соответствующего участка 5а основной режущей кромки. Это заставляет стружку 13 сталкиваться со множеством мест лицевой поверхности 17 так, что напряжение, действующее на первую выступающую часть 8а, рассредоточивается. Соответственно, напряжение, действующее на первую выступающую часть 8а, можно рассредоточить.
В конкретном описании в соответствии с конструкцией изобретения стружка 13 сначала сталкивается с частью, имеющей маленький угол подъема относительно нижней поверхности 10 лицевой поверхности 17, а затем сталкивается с частью, имеющей большой угол подъема лицевой поверхности 17.
Наибольшее напряжение, которое оказывает стружка 13 на лицевую поверхность 17, происходит при первом столкновении стружки 13 с лицевой поверхностью 17. Соответственно, первая выступающая часть 8а воспринимает большое напряжение только в том случае, если в ней выполнена часть, имеющая большой угол подъема относительно нижней поверхности 10 лицевой поверхности 17. По этой причине выступающая часть 8 воспринимает большое напряжение. То есть пластина, воспринимающая большое напряжение от стружки 13, значительно повреждается, срок ее службы сокращается, несмотря на наличие первой выступающей части 8а, предназначенной для предотвращения износа, ввиду столкновения стружки 13 с поверхностью 10а стенки держателя. Если же в первой выступающей части 8а для предотвращения износа пластины 1с выполнена только одна часть лицевой поверхности 17, имеющая маленький угол подъема относительно нижней поверхности 10, закручивание стружки 13 становится неэффективным и, в результате, становится невозможным полностью предотвратить столкновение стружки с поверхностью 10а стенки держателя.
С другой стороны, по изобретению напряжение стружки при первом столкновении стружки 13 с выступающей частью 8а может быть уменьшено, в то же время столкновения в других местах могут способствовать подавлению столкновения стружки 13 с поверхностью 10а стенки держателя.
Фиг.11 представляет собой увеличенный вид короткой стороны режущей пластины 1с, который является упрощенным видом сбоку, на котором показано образование стружки 13 в процессе обработки. «Криволинейная вогнутая поверхность» или «множество плоских поверхностей» имеет часть, в которой угол подъема постепенно увеличивается относительно нижней поверхности 3 при удалении этой части от соответствующего участка 5а основной режущей кромки, как показано на фиг.11. В случае, когда лицевая поверхность 17 представляет собой криволинейную вогнутую поверхность, определяющей является точка на лицевой поверхности 17. Допустим, угол между касательной к этой точке и нижней поверхностью 10 равен α. Другая точка, расположенная дальше от участка 5а основной режущей кромки, чем предыдущая точка, определяется, если принять, что угол между касательной к ней и нижней поверхностью 10 равен β. Лицевая поверхность 17 включает в себя часть, в которой углы α и β увеличиваются при удалении этой части от соответствующего участка 5а основной режущей кромки. В случае выполнения лицевой поверхности 17 из множества плоских поверхностей угол между одной из плоских поверхностей и нижней поверхностью 10 принимается равным α, а угол между другой плоской поверхностью, более удаленной, чем первая плоская поверхность, от участка 5а основной режущей кромки и нижней поверхностью 10 принимается равным β. Этого достаточно, если это удовлетворяет упомянутым выше требованиям. На фиг.11 дополнительная линия L, параллельная нижней поверхности 10, проведена для того, чтобы показать углы α и β.
Термин «криволинейная вогнутая поверхность» в вышеописанном контексте конкретно не ограничен, поскольку она имеет криволинейную поверхность вогнутой формы и может быть просто криволинейной поверхностью или комбинацией плоской поверхности и криволинейной поверхности, поскольку это удовлетворяет упомянутым выше требованиям.
Кроме того, в случае, когда криволинейная поверхность состоит из «множества плоских поверхностей», предпочтительно выполнение множества отличающихся по углу плоских поверхностей, поскольку вероятность столкновения стружки 13 с лицевой поверхностью 17 увеличивается во много раз.
Наиболее предпочтителен случай, когда пластина имеет криволинейную вогнутую поверхность, как показано на фиг.11. В этом случае существует высокая вероятность столкновения стружки 13 с лицевой поверхностью 17 множество раз, при этом предотвращается столкновение стружки 13 с лицевой поверхностью 17 на большой скорости, то есть существенно снижается напряжение, которое оказывает стружка 13 на поверхность 10а стенки держателя.
Кроме того, торец лицевой поверхности 17 со стороны основной режущей кромки 5 выполнен на стороне основной режущей кромки 5 первой выступающей части и, соответственно, расположен ближе к соответствующему участку 5а основной режущей кромки выступающей части 8. Такое расположение предпочтительно, поскольку при этом снижается вероятность первого столкновения стружки 13 с другим местом, а не с лицевой поверхностью 17.
Более того, самое узкое место первой выступающей части 8а находится на конце лицевой поверхности 17 и имеет часть, увеличивающуюся по ширине при удалении этой части от соответствующего участка 5а основной режущей кромки. Как описано выше, лицевая поверхность 17 выполнена в месте столкновения со стружкой 13. Напряжение стружки 13 настолько велико, что приводит к износу поверхности 10а стенки держателя. Соответственно, предпочтительно выполнить первую выступающую часть 8 так, чтобы задняя часть лицевой поверхности 17 была шире, поскольку такое расширение усиливает выступающую часть 8.
Другими словами, первая выступающая часть 8а со стороны основной режущей кромки 5 выполнена так, что постепенно уменьшается по ширине и высоте при ее приближении к каждому из участков 5а основной режущей кромки. Это вызывает уменьшение высоты выступающей части 8, контактирующей с стружкой 13, при приближении выступающей части 8 к участку 5а основной режущей кромки, т.е. ребро выступающей части 8 постепенно увеличивается по высоте при его удалении от участка 5а основной режущей кромки. Соответственно, контакт выступающей части 8а и стружки 13 происходит плавно, так что сдерживает быстрое увеличение сопротивления резания.
Кроме того, в четвертом варианте выступающие части 8 выполнены таким образом, что за одно целое с одной второй выступающей частью 8b выполнено множество первых выступающих частей 8а. Другими словами, выполнено множество первых выступающих частей 8а, обращенных к участку 5а основной режущей кромки, при этом множество первых выступающих частей 8а проходят от второй выступающей части 8b в положение, удаленное от соответствующих участков 5а дальше, чем лицевая поверхность 17. Такая конструкция позволяет выступающим частям 8 усиливать друг друга и, соответственно, в целом прочность множества выступающих частей 8 увеличивается.
Более того, выполнение второй выступающей части 8b, проходящей к двум или более первым выступающим частям 8а, позволят снизить напряжение стружки 13, действующей на соответствующие первые выступающие части 8а.
Кроме того, вторые выступающие части 8b выполнены на стороне противоположной соответствующим участкам 5а основной режущей кромки выступающих частей 8 таким образом, что они расположены выше первых выступающих частей 8а. Это позволяет эффективно предотвращать столкновение стружки 13 с поверхностью 10а стенки держателя. Предпочтительно выполнять вторую выступающую часть 8b проходящей на первой выступающей части 8а, имеющей лицевую поверхность 17, как в четвертом варианте, поскольку в этом случае увеличивается прочность выступающей части 8, воспринимающей большое напряжение от стружки 13.
Более того, исчезает проблема заполнения стружкой 13 пространства между выступающим участком 15 и второй выступающей частью 8b, поскольку выступающий участок 15 проходит ко второй выступающей части 8b.
Выступающая часть 15 может использоваться вместо второй выступающей части 8b. В этом случае не требуется выполнять вторую выступающую часть 8b отдельно. Таким образом достигается значительное увеличение производительности.
Кроме того, на углу пластины 1с выполнена угловая режущая кромка 12, соединенная с участком 5а основной режущей кромки, как описано выше. Выступающая часть 8, соответствующая участку 5а основной режущей кромки, расположенной на стороне угловой режущей кромки 12, выполнена так, что ее ширина и высота постепенно уменьшаются в направлении угловой режущей кромки 12. Это позволяет наиболее эффективно закручивать стружку 13, имеющую благодаря угловой режущей кромке 12 дугообразную форму поперечного сечения, в заданном направлении.
Кроме того, чтобы стружка 13, образованная угловой режущей кромкой 12, наверняка выполнялась с завитками малых размеров предпочтительно, чтобы угол θ между ребром на стороне выступающей части 8, соответствующей угловой режущей кромке 12, и участком 5а основной режущей кромки находился в диапазоне от 60° до 85°, как показано на фиг.9. Если угол θ выполнен меньше 60°, стружка 13 легко застревает и наверняка возрастает сопротивление резания. С другой стороны, когда угол θ больше 85°, стружка 13 завивается с трудом. При этом не только не уменьшается износ поверхности 10а стенки держателя, а наоборот, удаление стружки 13а ухудшается из-за ее больших размеров и возрастает вероятность появления таких дефектов как, например, выкрашивание режущей кромки, вызванное заполнением стружкой 13.
Более того, вторая выступающая часть 8b со стороны основной режущей кромки 5 имеет направляющую поверхность 18 для стружки, обращенную к соответствующему участку 5а основной режущей кромки. Направляющая поверхность 18 для стружки выполнена так же, как и лицевая поверхность 17 первой выступающей части 8а. Направляющая поверхность 18 для стружки постепенно поднимается от передней грани 2 при удалении направляющей поверхности для стружки от участка 5а, обращенного к основной режущей кромке. Такая направляющая поверхность 18 для стружки подавляет продвижение стружки 13 в направлении, противоположном участку 5а, обращенному к основной режущей кромке. При выполнении такой направляющей поверхности 18 для стружки удаление стружки 13 производится вдоль нее. Это позволяет дополнительно улучшить удаление стружки для того, чтобы не допустить повреждение поверхности 10а стенки держателя.
Далее будет описан пятый вариант осуществления изобретения. Фиг.12 представляет собой вид в перспективе режущей пластины 1d по пятому варианту. Фиг.13 представляет собой вид сверху режущей пластины 1d по пятому варианту осуществления изобретения. Фиг.14 представляет собой вид сбоку длинной стороны режущей пластины 1d по пятому варианту осуществления изобретения. Фиг.15 представляет собой вид сбоку короткой стороны режущей пластины 1d по пятому варианту осуществления изобретения. Режущая пластина 1d по пятому варианту особенно похожа на пластину 1с по четвертому варианту. Режущая пластина 1d по пятому варианту отличается от пластины 1с по четвертому варианту конструкцией выступающей части 8с, соответствующей угловой режущей кромке 12 (называемой далее просто «угловая выступающая часть»).
Угловая выступающая часть 8с пластины 1d по пятому варианту выполнена так, что имеет конструкцию, похожую на другие выступающие части 8. Более конкретно угловая выступающая часть 8с выполнена из двух первых выступающих частей 8а и одной второй выступающей части 8b, которые соединены и выполнены как одно целое. Одна из двух первых выступающих частей 8а на внешней стороне пластины 1d установлена так, чтобы угол θ между ребром первой выступающей части 8а и участком 5а основной режущей кромки находился в диапазоне от 60° до 85°, как описано выше. Другая выступающая часть 8а из двух первых выступающих частей 8а на внутренней стороне пластины 1d установлена так, что ее ребро по существу под прямым углом пересекает направление соединения участка 5а основной режущей кромки с угловой режущей кромкой 12.
Выполнение двух первых выступающих частей 8 способом, описанным выше, позволяет получать стружку 13, образуемую угловыми режущими кромками 12, в виде мелких завитков такого же размера, как и завитки стружки 13, образуемой участком 5а основной режущей кромки, соединенным с угловой режущей кромкой 12. Это дополнительно улучшает удаление стружки.
Далее будет описан шестой вариант осуществления изобретения. Фиг.16 представляет собой вид в перспективе режущей пластины 1е по шестому варианту осуществления изобретения. Режущая пластина 1е по шестому варианту осуществления изобретения особенно похожа на режущую пластину 1d по пятому варианту. Режущая пластина 1е по шестому варианту отличается от режущей пластины 1d по пятому варианту количеством выполненных канавок 6.
В пластине 1d по шестому варианту осуществления изобретения в боковой грани 4 выполнено множество (три в шестом варианте) канавок 6, одним концом достигающих передней грани 2, а другим концом достигающих нижней поверхности 3. Кроме того, в боковой грани 4 выполнено множество (две в шестом варианте) канавок 6а, одним концом достигающих передней грани 2, а другим концом не достигающих нижней поверхности 3. Канавки 6а, не достигающие нижней поверхности 3, выполнены на обеих сторонах в продольном направлении. Другими словами, канавки 6а, не достигающие нижней поверхности 3, выполнены в расположенных рядом с угловой режущей кромкой 12 частях. Основная режущая кромка 5 выполнена из множества (шести в шестом варианте) участков 5а основной режущей кромки, разделенных канавками 6 и 6а. Уменьшение размеров участков 5а основной режущей кромки, как описано выше, позволяет выполнять стружку 13 малых размеров. Соответственно, улучшается удаление стружки.
Далее будет подробно описана фреза 9, на которую согласно вариантам установлены пластины 1, 1а, 1b, 1c, 1d или 1e (называемые просто как «пластина 1» здесь и далее), и способ обработки с помощью фрезы 9. Фиг.17 представляет собой вид, показывающий этап способа обработки заготовки, который в перспективе показывает подготовительный этап перед началом обработки заготовки 15. Фиг.18 представляет собой вид в перспективе способа обработки заготовки резанием, показывающее этап обработки заготовки 15. Фиг.19 представляет собой вид в перспективе способа обработки заготовки, показывающий этап завершения обработки заготовки 15. Фиг.20 представляет собой вид в перспективе способа обработки заготовки, показывающий этап обработки после завершения обработки заготовки 15. Фиг.21 представляет собой блок-схему, показывающую способ обработки заготовки, использующий фрезу 9. Далее будет описан способ обработки заготовки, использующий фрезу 9, вместе с блок-схемой, показанной на фиг.21. Способ обработки заготовки начинается с этапа «Этап а1».
Этап а1 представляет собой этап установки. На этапе а1 пластину 1 устанавливают на держатель 10 так, что осевой передний угол участка 5а основной режущей кромки остается положительным, как показано на фиг.17. Затем следует этап а2. На этом этапе установки образуют фрезу 9. Если пластина 1, имеющая основную режущую кромку 5, выполнена с канавкой 6, как в варианте осуществления изобретения, то обработка заготовки по канавке 6 не происходит. Соответственно, на обрабатываемой поверхности стенки заготовки 15 остается часть необработанной поверхности в виде ленты, если на держатель 10 из множества пластин 1 устанавливают пластины только одного вида. Поэтому на одну и ту же кольцевую поверхность держателя 10 поочередно устанавливаются описанные выше пластины 1d и 1е, имеющие различное расположение канавок 6, как показано на фиг.12 и фиг.16.
Этап а2 представляет собой этап приближения, в котором фреза 9 приближается к заготовке, имеющей форму прямоугольного параллелепипеда 15, как показано на фиг.17. Далее следует этап а3. Этап а3 представляет собой этап обработки заготовки, в котором для обработки заготовки 15 вращают фрезу 9 так, что участок 5а основной режущей кромки контактирует с поверхностью заготовки 15, как показано на фиг.18. После этого этап переходит к этапу а4. Соответственно, на этапе а3 заготовка 15 приобретает нужную форму, как показано на фиг.19. На этом этапе обработки заготовки вращают фрезу 9. Изобретение, однако, не ограничивается вышеописанным. Так же можно вращать и заготовку 15, как в токарном станке, при этом приближают фрезу 9 к вращающейся заготовке 15 и посредством контакта выполняют обработку заготовки. Этап а4 представляет собой этап отвода инструмента, в котором фрезу 9 отводят от заготовки 15, как показано на фиг.20. Технологический процесс на этом заканчивается.
Как описано выше, в способе обработки заготовки по варианту осуществления изобретения фреза 9 устанавливается на металлорежущий станок (не показан), например, многоцелевой станок. При обработке заготовки фрезу 9 вращают в контакте с боковой поверхностью заготовки 15, а основная режущая кромка 5 циклически врезается в заготовку 15. Это позволяет выполнять обработку, например подрезание уступов. Как описано на этапе а1, на фрезу 9 по варианту осуществления изобретения на один и тот же держатель 10 поочередно устанавливают пластины 1d и 1е, отличающиеся размещением канавок 6. Это позволяет участкам 5а основной режущей кромки другой пластины 1е производить обработку той части заготовки, которая осталась незавершенной из-за наличия канавки 6 в пластине 1d. В результате часть заготовки, в которой обработка поверхности оставалась незаконченной из-за канавки 6 подвергается такой же обработке, как и первая часть. Соответственно, на этапе обработки поверхности заготовки 15 подавление стружки после обработки может быть различным. Самая толстая в поперечном сечении стружка 13, образуемая фрезой 9, на которую установлены пластины 1d и 1е, отличающиеся расположением в них канавок 6, образуется вблизи центра в по ширине. Соответственно, наименьшая область контакта находится в области образования стружки с наибольшей толщиной, когда в центре участка 5а основной режущей части выполнено углубление 7. При этом максимально уменьшается сопротивление резания.
Кроме того, при обработке заготовки с помощью фрезы 9, на которую устанавливается режущая пластина 1 по изобретению, уменьшается диаметр завитков стружки 13 и, соответственно, уменьшается ее размер. Соответственно, стружка 13 плавно удаляется из кармана 11 для стружки наружу. Это позволяет избавиться от выкрашивания основной режущей кромки, которое происходит из-за забивания стружкой режущей кромки. Таким образом, описанный выше способ обработки позволяет получить значительный эффект.
Изобретение может быть реализовано в других конкретных формах, не выходя за его пределы сущности и объема. И поэтому варианты осуществления настоящего изобретения рассматриваются во всех отношениях как иллюстративные, а не ограничивающие. Объем изобретения отражается прилагаемой формулой изобретения, а не вышеприведенным описанием. Все изменения, попадающие в пределы значений и эквивалентов формулы изобретения, соответственно, охватываются ей.
Промышленная применимость
Согласно изобретению в передней грани вблизи соответствующих участков основной режущей кромки выполнено углубление. Углубление в передней грани позволяет снизить степень контакта стружки, проходящей по передней грани, при этом стружка, проходящая по передней поверхности, образована множеством участков основной режущей кромки, разделенных канавками. Соответственно, можно снизить сопротивление резания. Образование такого углубления не вызывает никаких изменений в компоновке основной режущей кромки, но позволяет подавить нестабильную вибрацию при обработке, сохраняя компоновку основной режущей кромки, т.е. не уменьшая прочность режущей кромки.
Кроме того, согласно изобретению углубление выполнено в области между расположенными рядом канавками. Соответственно, можно увеличить вероятность прохождения стружки, образованной участком основной режущей кромки между расположенными рядом канавками, над углублением. Это позволяет выполнять углубление только в нужных местах таким образом, чтобы снизить уменьшение прочности режущей кромки из-за углубления насколько возможно и подавить нестабильную вибрацию.
Более того, согласно изобретению углубление выполнено в по существу вертикальном направлении к участкам основной режущей кромки. Соответственно, углубление выполнено так, что проходит в направлении, в котором образуется стружка при продвижении вперед соответствующего участка основной режущей кромки. Это позволяет значительно уменьшить степень контакта между стружкой, проходящей по передней грани и передней гранью и в результате значительно снизить сопротивление резания.
Кроме того, согласно изобретению для каждого участка основной режущей кромки выполнено множество углублений. Это позволяет значительно снизить степень контакта между стружкой, проходящей по передней грани, и передней гранью и, соответственно, значительно уменьшить сопротивление резания. Более того, между соседними углублениями, выполненными на передней грани вблизи соответствующих участков основной режущей кромки, существуют участки передней грани. Соответственно, передняя грань поддерживает прочность режущей пластины.
Кроме того, согласно изобретению, по меньшей мере, одна выступающая часть выполнена на передней грани в области, обращенной к участку основной режущей кромки. Соответственно, можно вызвать столкновение стружки, образованной участком основной режущей кромки с выступающей частью, выполненной на передней грани. Это позволяет выступающей части способствовать образованию завитков стружки для облегчения удаления стружки. Образование завитков стружки не допускает касания стружкой поверхности стенки кармана для стружки основного корпуса держателя, на который устанавливается режущая пластина. Это позволяет увеличить срок службы держателя, так как износ грани стенки 10а кармана 11 для стружки уменьшается. Соответственно, можно получить режущую пластину с высокими экономическими характеристиками.
Более того, согласно изобретению углубление выполнено так, что проходит между выступающей частью и участком основной режущей кромки. Это позволяет снизить сопротивление резания, что достигается прохождением стружки над углублением, и улучшить удаление стружки, что достигается столкновением стружки с выступающей частью после прохождения стружки над углублением.
Кроме того, согласно изобретению лицевая поверхность постепенно поднимается от передней грани 2 при удалении лицевой поверхности от участка, обращенного к основной режущей кромке. Соответственно, стружка, сталкивающаяся с лицевой поверхностью, может плавно направляться вдоль лицевой поверхности. Это не допускает повреждения выступающей части стружкой и, соответственно, улучшает удаление стружки.
Кроме того, согласно изобретению лицевая поверхность постепенно поднимается от передней грани 2 при ее удалении от участка, обращенного к основной режущей кромке. Соответственно, стружка, сталкивающаяся с лицевой поверхностью, может завиваться и плавно направляться вдоль лицевой поверхности. Это не допускает повреждения выступающей части стружкой и, соответственно, улучшает удаление стружки.
Согласно изобретению лицевая поверхность представляет собой криволинейную вогнутую поверхность. Такая форма поверхности обеспечивает закручивание заданным образом стружки, сталкивающейся с лицевой поверхностью, и ее плавное направление.
Более того, согласно изобретению лицевая поверхность включает в себя множество плоских поверхностей, отличающихся углом подъема. Соответственно, вероятность контакта стружки с лицевой поверхностью может увеличиться во много раз. Это позволяет улучшить удаление стружки.
Кроме того, согласно изобретению лицевая поверхность выполнена так, что самая узкая ее сторона расположена со стороны основной режущей кромки. Стружка сначала сталкивается с лицевой поверхностью со стороны основной режущей кромки. Наибольшее напряжение стружки воспринимает та часть, которая первой сталкивается со стружкой. Соответственно, наибольшее снижение ширины части, как описано выше, повышает напряжение, действующее на стружку. Это позволяет удалить стружку вдоль лицевой поверхности. Более того, лицевая поверхность имеет часть, ширина которой увеличивается при удалении лицевой поверхности от соответствующего участка основной режущей кромки. Это означает, что прочность лицевой поверхности увеличивается при удалении лицевой поверхности от участка основной режущей кромки. Это не допускает повреждения лицевой поверхности стружкой, при этом лицевая поверхность улучшает удаление стружки.
Согласно изобретению выполнение множества выступающих частей для соответствующего участка основной режущей кромки позволяет увеличить вероятность столкновения стружки с выступающими частями. При этом выступающие части способствуют улучшению удаления стружки. Более того, в положении, удаленном от стороны, обращенной к участку основной режущей кромки дальше лицевой поверхности, множество выступающих частей расположены в ряд. Расположение множества выступающих частей в ряд в положении, удаленном от стороны, обращенной к участку основной режущей кромки, повышает прочность выступающих частей больше, чем выполнение соответствующих выступающих частей независимо друг от друга. Соответственно, можно не допустить повреждений, производимых стружкой, даже при выполнении множества выступающих частей.
Кроме того, согласно изобретению по существу в центре передней грани режущей пластины выполнено сквозное отверстие с резьбой, проходящее до нижней поверхности. Соответственно, установка крепежного средства в отверстие с резьбой и в основной корпус держателя, на который устанавливается режущая пластина, позволяет прочно прикрепить режущую пластину к основному корпусу держателя. Более того, выступающая часть, выполненная по периферии отверстия с резьбой, закрывает головку крепежного средства, установленного в отверстие с резьбой, и тем самым защищает головку крепежного средства от повреждения ударами стружки. Выполнение выступающей части за одно целое с выступающим участком увеличивает прочность выступающей части больше, чем в случае, когда выступающая часть выполнена отдельно.
Более того, согласно изобретению углубление выполнено в передней грани вблизи соответствующих участков основной режущей кромки. Выполнение такого углубления уменьшает степень контакта между стружкой и передней гранью при прохождении стружки, образованной множеством участков основной режущей кромки, разделенных канавками, по передней грани. При этом снижается сопротивление резания. При выполнении такого углубления отсутствует необходимость в изменении компоновки режущей кромки. Соответственно, можно подавить нестабильную вибрацию или тому подобное в основной режущей кромке при резании, не изменяя компоновки режущей кромки, другими словами, не снижая прочности режущей кромки.
Кроме того, по меньшей мере, одна выступающая часть, включающая в себя первую выступающую часть и вторую выступающую часть, выполнена вблизи режущей кромки. Первая выступающая часть выполнена ближе к участку основной режущей кромки, чем вторая выступающая часть. Соответственно, стружка, образованная участком основной режущей кромки, сначала сталкивается с первой выступающей частью. Это позволяет удалять стружку вдоль первой выступающей части. Вторая выступающая часть выше первой выступающей части, таким образом, стружка, сталкивающаяся с первой выступающей частью, затем может сталкиваться со второй выступающей частью. Это позволяет второй выступающей части задавать направление, в котором происходит удаление стружки. Соответственно, можно не допустить контакта поверхности стенки кармана для стружки основного корпуса держателя, на который установлена режущая пластина, со стружкой. Это позволяет продлить срок службы держателя без износа поверхности 10а стенки кармана 11 для стружки, вызываемого контактом со стружкой. В результате можно получить режущую пластину с высокими экономическими характеристиками.
Кроме того, согласно изобретению выступающая часть включает в себя множество первых выступающих частей, таким образом, вероятность столкновения стружки с выступающей частью увеличивается. Соответственно, выступающая часть способствует удалению стружки. Более того, за одно целое с одной второй выступающей частью выполнено множество первых выступающих частей. Прочность множества первых выступающих частей, выполненных за одно целое со второй выступающей частью, выше прочности множества выступающих частей, выполненных отдельно друг от друга. При этом множество выступающих частей выполнены из одной первой выступающей части и одной второй выступающей части таким образом, что первая выступающая часть образуется за одно целое со второй выступающей частью и образует множество первых выступающих частей. Соответственно, даже если выполнено множество первых выступающих частей, можно не допустить повреждения, производимого стружкой.
Кроме того, согласно изобретению первая выступающая часть при ее приближении к участку основной режущей кромки имеет форму сходящего на нет конуса. Стружка сначала сталкивается с лицевой поверхностью на стороне участка основной режущей кромки. Часть, которая первой сталкивается со стружкой, воспринимает наибольшее напряжение от стружки. Соответственно, выполнение самой узкой части в форме сходящего на нет конуса, как описано выше, может вызвать увеличение напряжения на стружку. Это позволяет направлять стружку вдоль лицевой поверхности. Кроме того, прочность первой выступающей части при ее удалении от участка основной режущей кромки увеличивается, поскольку при удалении первой выступающей части от соответствующего участка основной режущей кромки она постепенно расширяется. Это не допускает повреждения первой выступающей части стружкой, так что удаление стружки облегчается.
Более того, согласно изобретению лицевая поверхность выполнена так, что постепенно поднимается от передней грани при удалении лицевой поверхности от участка, обращенного к основной режущей кромке. Это позволяет плавно направлять стружку, сталкивающуюся с лицевой поверхностью, вдоль лицевой поверхности. Соответственно, можно не допустить повреждения стружкой первой выступающей части, таким образом, удаление стружки облегчается.
Согласно изобретению лицевая поверхность выполнена так, что имеет угол подъема к передней грани, причем угол подъема постепенно увеличивается при удалении лицевой поверхности от участка, обращенного к основной режущей кромке. Это позволяет закручивать и удалять стружку, сталкивающуюся с лицевой поверхностью, плавно направляя ее вдоль лицевой поверхности. Соответственно, можно не допустить повреждения стружкой выступающей части, так что удаление стружки облегчается.
Кроме того, согласно изобретению лицевая поверхность представляет собой криволинейную вогнутую поверхность. Это позволяет определенным образом закручивать и плавно направлять стружку, сталкивающуюся с лицевой поверхностью.
Более того, согласно изобретению лицевая поверхность включает в себя множество плоских поверхностей, отличающихся углом подъема. Соответственно, вероятность контакта стружки с лицевой поверхностью может увеличиться во много раз. Это облегчает удаление стружки.
Кроме того, согласно изобретению направляющая поверхность для стружки выполнена так, что постепенно поднимается от передней грани при ее удалении направляющей поверхности для стружки от участка, обращенного к основной режущей кромке. Соответственно, стружка, направляемая лицевой поверхностью первой выступающей части может плавно проходить вдоль направляющей поверхности для стружки второй выступающей части. Это не допускает повреждения второй выступающей части стружкой, так что удаление стружки дополнительно облегчается.
Более того, согласно изобретению направляющая поверхность для стружки подавляет продвижение стружки в направлении, противоположном участку, обращенному к основной режущей кромке. Соответственно, контакта стружки с поверхностью стенки кармана для стружки, расположенного на основном корпусе держателя, на который установлена режущая пластина, можно с уверенностью избежать.
Кроме того, согласно изобретению по существу в центре передней грани выполнено сквозное отверстие с резьбой, проходящее до нижней поверхности. Соответственно, установка крепежного средства через отверстие с резьбой в основной корпус держателя, на который установлена режущая пластина, позволяет прочно прикрепить режущую пластину к основному корпусу держателя. Более того, выступающий участок, выполненный по периферии отверстия с резьбой, закрывает головку крепежного средства, установленного в отверстие с резьбой, при этом защищает головку крепежного средства от повреждения ударами стружки. Выполнение второй выступающей части за одно целое с выступающим участком увеличивает прочность выступающей части больше, чем в случае, когда вторая выступающая часть выполнена отдельно. Соответственно, можно увеличить прочность выступающей части.
Более того, согласно изобретению режущая пластина, выполненная с участком основной режущей кромки и, по меньшей мере, углублением в передней грани, расположенными рядом с участком основной режущей кромки, установлена на держатель для фрезы. Это позволяет снизить сопротивление резания, которое возникает на этапе образования стружки. Соответственно, возникновение нестабильной вибрации или подобной ей вибрации может быть подавлено даже при большой глубине резания или подобном процессе.
Более того, согласно изобретению режущая пластина устанавливается на держатель так, что осевой передний угол участка основной режущей кромки - положительный. Соответственно, сопротивление резания, которое возникает, когда каждый из участков основной режущей кромки врезается в заготовку для выполнения обработки поверхности заготовки, снижается. Это дополнительно подавляет возникновение нестабильной вибрации.
Также согласно изобретению для обработки поверхности заготовки используется фреза. Соответственно, сопротивление резания, возникающее на этапе образования стружки, можно снизить. Это позволяет подавлять возникновение нестабильной вибрации или подобной ей вибрации даже при большой глубине резания или подобном процессе и в результате можно получить заготовку с отлично выполненной поверхностью. Более того, подавление нестабильной вибрации фрезы само по себе вызывает снижение удара (мгновенной вибрации), получаемого режущей кромкой, и вследствие этого срок службы инструмента тоже увеличивается.
Кроме того, согласно изобретению на держатель для фрезы установлена режущая пластина, при этом получается фреза, с помощью которой обрабатывается заготовка. Соответственно, сопротивление резания, возникающее на этапе образования стружки, можно снизить. Это позволяет подавлять возникновение нестабильной вибрации или подобной ей вибрации даже при большой глубине резания или подобном процессе, так что в результате можно получить отличное состояние обрабатываемой поверхности. Более того, подавление нестабильной вибрации фрезы само по себе вызывает снижение удара (мгновенной вибрации), получаемого режущей кромкой, и вследствие этого срок службы инструмента также увеличивается.
Режущая пластина содержит основной корпус, имеющий верхнюю поверхность, выполненную с передней гранью, и боковую поверхность, выполненную с боковой гранью, основную режущую кромку, образованную на ребре линии пересечения передней грани и боковой грани, канавку, образованную в боковой грани и имеющую один конец, достигающий передней грани, при этом основная режущая кромка состоит из множества участков основной режущей кромки, разделенных канавкой, и множество углублений, вдавленных в переднюю грань и выполненных вблизи каждого из участков основной режущей кромки на передней грани. Технический результат - повышение эффективности обработки за счет повышения виброустойчивости. 5 н. и 22 з.п. ф-лы, 21 ил.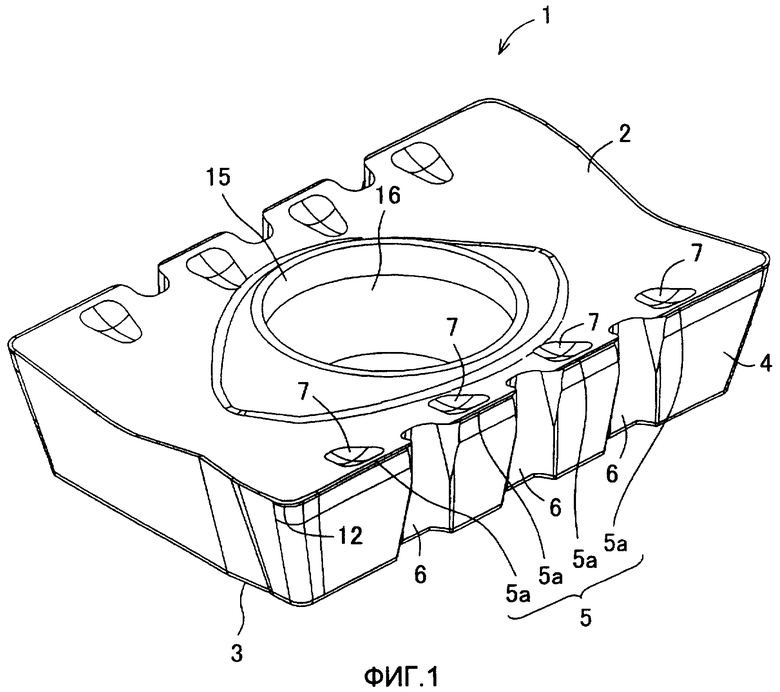
1. Режущая пластина, содержащая основной корпус, имеющий верхнюю поверхность, выполненную с передней гранью, и боковую поверхность, выполненную с боковой гранью, основную режущую кромку, образованную на ребре линии пересечения передней грани и боковой грани, канавку, образованную в боковой грани и имеющую один конец, достигающий передней грани, при этом основная режущая кромка состоит из множества участков основной режущей кромки, разделенных канавкой, и множество углублений, вдавленных в переднюю грань и выполненных вблизи каждого из участков основной режущей кромки на передней грани.
2. Режущая пластина по п.1, в которой в боковой грани выполнено множество канавок, а углубления выполнены в области между соседними канавками.
3. Режущая пластина по п.1, в которой углубления выполнены так, что проходят в по существу вертикальном направлении к каждому из участков основной режущей кромки.
4. Режущая пластина по п.1, в которой на передней грани выполнена, по меньшей мере, одна выступающая часть в области, соответствующей участку основной режущей кромки.
5. Режущая пластина по п.4, в которой углубления выполнены так, что проходят между выступающей частью и участком основной режущей кромки.
6. Режущая пластина по п.4, в которой выступающая часть включает в себя лицевую поверхность, обращенную к соответствующему участку основной режущей кромки, и лицевая поверхность постепенно поднимается от передней грани при удалении лицевой поверхности от участка, обращенного к основной режущей кромке.
7. Режущая пластина по п.4, в которой, по меньшей мере, одна выступающая часть включает в себя лицевую поверхность, обращенную к соответствующему участку основной режущей кромки, и лицевая поверхность имеет угол подъема к передней грани, причем угол подъема постепенно увеличивается при удалении лицевой грани от участка, обращенного к основной режущей кромке.
8. Режущая пластина по п.7, в которой лицевая поверхность выполнена в виде криволинейной вогнутой поверхности.
9. Режущая пластина по п.7, в которой лицевая поверхность включает множество плоских поверхностей, отличающихся углом подъема к передней грани.
10. Режущая пластина по п.6 или 7, в которой торцевая сторона лицевой поверхности выступающей части со стороны основной режущей кромки расположена наиболее близко к соответствующему участку основной режущей кромки, а самая узкая часть выступающей части расположена на торцевой стороне лицевой поверхности со стороны основной режущей кромки и ее ширина увеличивается при ее удалении от соответствующего участка основной режущей кромки.
11. Режущая пластина по п.6 или 7, в которой предусмотрено множество выступающих частей, обращенных к участку основной режущей кромки, причем множество выступающих частей проходят в положение, удаленное от стороны, обращенной к участку основной режущей кромки, дальше чем лицевая поверхность.
12. Режущая пластина по п.4, в которой отверстие под крепежный винт, проходящее насквозь до нижней поверхности, выполнено, по существу, в центре передней грани, а выступающий участок выполнен по периферии отверстия под крепежный винт, причем выступающая часть и выступающий участок переходят друг в друга.
13. Режущая пластина, содержащая основной корпус, имеющий верхнюю поверхность, выполненную с передней гранью, и боковую поверхность, выполненную с боковой гранью, основную режущую кромку, образованную на ребре линии пересечения передней грани и боковой грани, и канавку, образованную в боковой грани и имеющую один конец, достигающий передней грани, при этом основная режущая кромка состоит из множества участков основной режущей кромки, разделенных канавкой, углубление, вдавленное в переднюю грань, и, по меньшей мере, одну выступающую часть, выполненные вблизи каждого из участков основной режущей кромки в передней грани, причем выступающая часть включает в себя первую выступающую часть и вторую выступающую часть, образованную на стороне, противоположной соответствующему участку основной режущей кромки, относительно первой выступающей части, при этом вторая выступающая часть выше первой выступающей части.
14. Режущая пластина по п.13, в которой выступающая часть содержит одну вторую выступающую часть и множество первых выступающих частей, которые выполнены за одно целое с одной второй выступающей частью.
15. Режущая пластина по п.13, в которой первая выступающая часть имеет форму конуса, постепенно уменьшающегося по ширине и высоте при приближении выступающей части к участку, обращенному к основной режущей кромке.
16. Режущая пластина по п.13, в которой первая выступающая часть со стороны основной режущей кромки имеет лицевую поверхность, обращенную к соответствующему участку основной режущей кромки, а лицевая поверхность постепенно поднимается от передней грани при удалении лицевой поверхности от участка, обращенного к основной режущей кромке.
17. Режущая пластина по п.13, в которой первая выступающая часть со стороны основной режущей кромки имеет лицевую поверхность, обращенную к соответствующему участку основной режущей кромки, и лицевая поверхность имеет угол подъема к передней грани, причем угол подъема постепенно увеличивается при удалении лицевой поверхности от участка, обращенного к основной режущей кромке.
18. Режущая пластина по п.17, в которой лицевая поверхность выполнена в виде криволинейной вогнутой поверхности.
19. Режущая пластина по п.17, в которой лицевая поверхность включает в себя множество поверхностей, отличающихся углом подъема к передней грани.
20. Режущая пластина по п.13, в которой вторая выступающая часть со стороны основной режущей кромки имеет направляющую поверхность для стружки, обращенную к соответствующему участку основной режущей кромки, причем направляющая поверхность для стружки постепенно поднимается от передней грани при удалении направляющей поверхности для стружки от участка, обращенного к основной режущей кромке.
21. Режущая пластина по п.13, в которой вторая выступающая часть имеет направляющую поверхность для стружки для подавления продвижения стружки в направлении, противоположном участку, обращенному к основной режущей кромке.
22. Режущая пластина по п.13, в которой отверстие под крепежный винт, проходящее насквозь до нижней поверхности, выполнено по существу в центре передней грани, а выступающий участок выполнен по периферии отверстия под крепежный винт, причем вторая выступающая часть и выступающий участок переходят друг в друга.
23. Режущая пластина по п.20 или 21, в которой вторая выступающая часть представляет собой выступающий участок.
24. Фреза, содержащая режущую пластину по п.1 или 13, и держатель фрезы, выполненный с возможностью съемной установки множества режущих пластин по внешней периферии.
25. Фреза по п.24, в которой режущая пластина установлена на держателе фрезы так, что осевой передний угол участка основной режущей кромки является положительным.
26. Способ резания заготовки фрезой по п.24, включающий этап резания, при котором вращают фрезу и/или заготовку и осуществляют резание поверхности заготовки посредством контакта участка основной режущей кромки с поверхностью заготовки, и этап отведения, на котором отводят участок основной режущей кромки от заготовки.
27. Способ резания заготовки режущей пластиной по п.1 или 13, включающий этап установки, на котором устанавливают режущую пластину на держатель фрезы для образования фрезы, при этом держатель фрезы выполнен с возможностью установки и снятия множества режущих пластин на его внешнюю периферию, этап резания, на котором вращают фрезу и/или заготовку и осуществляют резание поверхности заготовки посредством контакта участка основной режущей кромки с поверхностью заготовки, и этап отведения, на котором отводят участок основной режущей кромки от заготовки.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Режущая пластина И.С.Терешонка "Вихрь | 1983 |
|
SU1230748A1 |
| Коническая фреза со сменным режущим элементом | 1991 |
|
SU1814592A3 |
| ФРЕЗА | 1991 |
|
RU2022727C1 |
| RU 2063843 C1, 20.07.1996. | |||

