ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к двухсторонней индексируемой режущей пластине для точения, имеющей многоугольную основную форму, которая содержит множество углов, периферийную заднюю поверхность и одинаковые верхнюю и нижнюю стороны, в которую включены плоские опорные поверхности, расположенные в базовых плоскостях, которые параллельны друг другу и нейтральной плоскости, которая расположена посередине между упомянутыми базовыми плоскостями и к которым задняя поверхность наклонена под прямым углом, множество первичных режущих кромок, которые образованы вдоль верхней стороны, а также нижней стороны, и каждая в отдельности включает в себя кромку при вершине, расположенную в углу, и две главные кромки, которые сходятся к ней и отклоняются относительно биссектрисы, причем кромка при вершине образована между передней составляющей стружечной поверхности и выпуклой составляющей задней поверхности и, таким образом, имеет изогнутую линию режущей кромки, а главные кромки образованы между боковыми составляющими стружечной поверхности и плоскими составляющими задней поверхности и, таким образом, имеют прямолинейные линии режущих кромок, причем по меньшей мере главные кромки имеют линии режущих кромок, расположенные в общей угловой плоскости, которая наклонена относительно нейтральной плоскости в направлении соответствующей базовой плоскости, причем главные кромки переходят во вспомогательные режущие кромки, которые проходят параллельно нейтральной плоскости и отделяют пары первичных режущих кромок, расположенные в углах, при этом в составляющих стружечной поверхности расположены направляющие поверхности для контроля стружки.
ВООБЩЕ О ТОЧЕНИИ
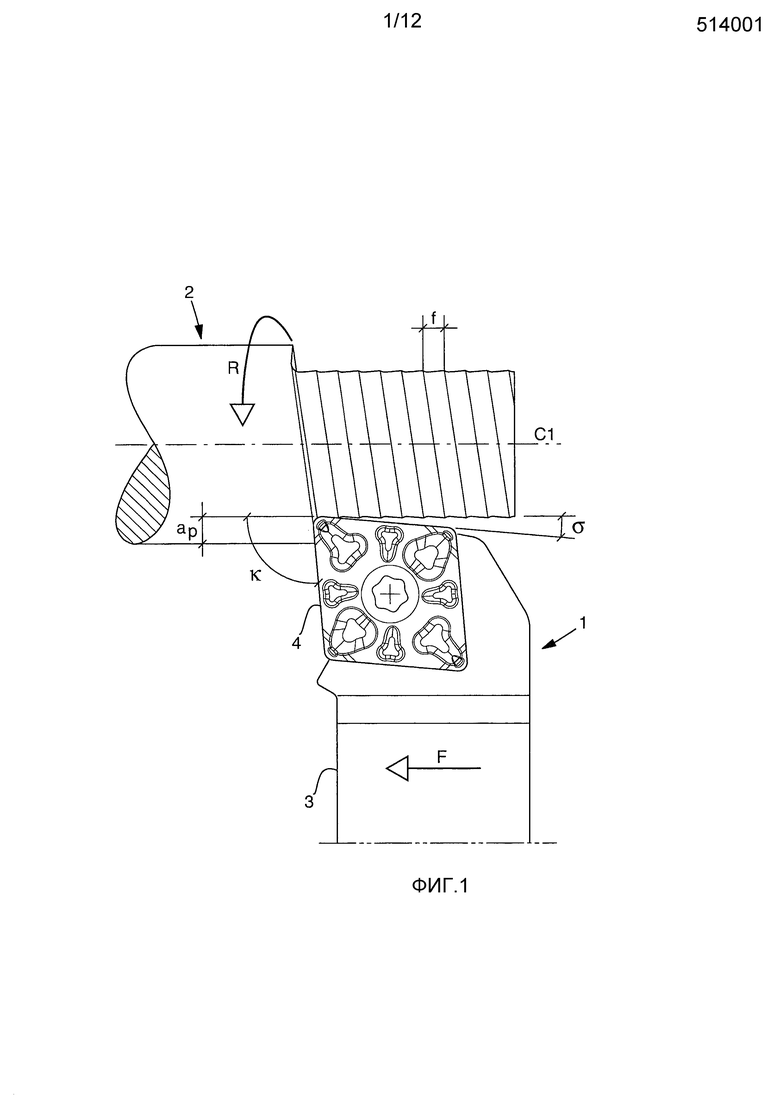
Для того, чтобы облегчить понимание изобретения, сделана ссылка в качестве введения на прилагаемую фиг. 1, в которой показан в целом инструмент 1 для точения во время обычной внешней механической обработке заготовки 2. Инструмент 1 включает в себя держатель 3, а также сменную режущую пластину 4 для точения, выполненную в соответствии с изобретением. В данном случае заготовку 2 вращают (в направлении вращения R), причем инструмент продольно подают параллельно центральной оси С1 заготовки 2, точнее, в направлении стрелки F. Продольная подача за один оборот обозначена f, а глубина резания обозначена ap. Угол захвата между направлением продольной подачи и главной кромкой, содержащейся в режущей пластине для точения, обозначен K. В показанном примере К равен 95°. Следует также отметить, что режущая пластина 4 для точения имеет ромбовидную основную форму и имеет два острых угла по 80° и два тупых угла по 100°. Таким образом, между режущей пластиной для точения и получаемой в результате поверхностью заготовки существует задний угол σ режущего инструмента, равный 5°. Держатель 3 обычно изготавливают из стали, а режущую пластину 4 для точения – из цементированного карбида или подобного материала.
При любой механической обработке металла посредством удаления стружки, включая токарную обработку, действует принцип – стружка получается изогнутой, т.е. непосредственно после момента удаления стружка сама закручивается. Форма стружки, помимо прочего, ее радиус кривизны определяется несколькими факторами, самыми важными из которых с точки зрения точения являются подача инструмента, передний угол режущей кромки, соответствующая глубина резания, а также материал заготовки. После удаления стружка будет перемещаться перпендикулярно каждой элементарной части режущей кромки. Если режущая кромка прямолинейная, стружка становится плоской или прямоугольной в сечении, но если она полностью или частично дугообразная, то стружка становится полностью или частично изогнутой в сечении.
Другим фактором, имеющим очень существенное значение для процесса точения, является выбор так называемой геометрии резания режущих кромок. Специалисты в данной области техники различают два типа режущих кромок, а именно, с одной стороны, режущие кромки, обладающие положительной геометрией резания, а с другой стороны, режущие кромки, обладающие отрицательной геометрией резания. В первом упомянутом случае угол заострения режущей кромки между составляющими стружечной и задней поверхностей, которые совместно образуют режущую кромку, меньше 90°, т.е. острый, тогда как во втором случае угол заострения режущей кромки равен 90° (или больше). Разница между режущей кромкой, обладающей положительной геометрией резания, и режущей кромкой, обладающей отрицательной геометрией резания, заключается в том, что первая способна поднимать стружку посредством защемления между нею и получаемой в результате поверхностью, тогда как последняя продвигает стружку перед собой, при этом срезая ее. Таким образом, положительные режущие кромки обычно становятся более легко режущими, чем отрицательные, и создают стружку, имеющую большие радиусы кривизны по сравнению со стружкой с упомянутых последними режущих кромок.
Для того, чтобы обеспечить дополнительное глубокое понимание характера стружки, получаемой в результате точения, обратим внимание на метафору, которую используют специалисты в данной области техники для объяснения того факта, что стружка, имеющая разную ширину/толщину, обладает разной гибкостью. Так, тонкую и узкую стружку можно сравнить с тонким стебельком травы, а толстую стружку можно сравнить с жестким тростником. Подобно стебельку травы, тонкую стружку можно легко согнуть, если подвести ее к препятствию в виде примыкающей и более или менее круто скошенной направляющей поверхности, тогда как жесткая стружка наподобие тростника будет слишком ломкой при таких же условиях; именно это вызывает высокий уровень шума, большие усилия резания, короткий срок службы режущей пластины для точения, а также значительное образование тепла, которое может сопровождаться заеданием.
Применительно к точению большое значение имеет отвод и удаление стружки не только для результата механической обработки, но и для эффективной беспроблемной работы. Если удаляемую стружку не направлять посредством любой направляющей поверхности или стружколома, то она будет разрастаться неуправляемым и непредсказуемым способом. Так тонкая и гибкая стружка (сравнимая со стебельками травы) может закручиваться в длинные мотки наподобие мотков телефонного провода, имеющие большой диаметр, которые могут наталкиваться на и повреждать образованную поверхность заготовки и – что немаловажно – запутываться в инструменте или других элементах, содержащихся в станке, на котором осуществляется механическая обработка. С другой стороны, если более толстая и жесткая стружка вскоре после удаления будет наталкиваться на круто скошенную направляющую поверхность, то возникают другие проблемы, такие как чрезмерное измельчение стружки, очень значительное образование тепла, которое может вызывать заедание, а режущая пластина для точения превращается в грубо режущую, а также риск преждевременного повреждения в результате истирания поверхностей, направляющих стружку. Таким образом, оптимальный, надлежащий контроль стружки осуществляется в том случае, если направляющие поверхности расположены на таком расстоянии от линии режущей кромки и имеют такой угол наклона, что стружка направляется точно в сторону с возможностью разламывания на более мелкие кусочки, например, в результате скручивания и растрескивания или сталкивания с задней поверхностью режущей пластины для точения и раскалывания об нее на части. Даже если бы вместо коротких обломков образовывались спиральные стружки, то желательно, чтобы они имели малый диаметр и ограниченную длину.
В связи с этим следует отметить, что надлежащий контроль и удаление стружки имеют особое значение в современных токарных станках с программным управлением, которые размещены в герметичных корпусах и периодически работают без оператора. Если бы стружка не разделялась на более мелкие кусочки (или короткие спиральки), которые можно удалять посредством конвейера, содержащегося в станке, а образовывала неконтролируемые клубки стружки, то последние могли бы быстро вызвать отказ и серьезное повреждение в станке, когда он работает без оператора.
УРОВЕНЬ ТЕХНИКИ
Двухсторонняя режущая пластина для точения вышеупомянутого типа уже известна из патента США 4411565. Основное преимущество упомянутой известной режущей пластины для точения заключается в том, что две прямолинейные главные кромки первичной режущей кромки расположены в общей угловой плоскости, которая наклонена относительно нейтральной плоскости упомянутой режущей пластины для точения. Таким образом, работающая прямолинейная главная кромка может быть предпочтительно ориентирована горизонтально относительно вращающейся заготовки, при этом задние составляющие поверхности – плоские и изогнутые, соответственно, – соединяющиеся с главной кромкой и кромкой при вершине, соответственно в данном угле, получают достаточный задний угол от заготовки. Однако недостатком известной режущей пластины для точения является то, что кромка при вершине, а также две главные кромки, которые совместно образуют первичную режущую кромку, обладают отрицательной геометрией резания, поскольку они образованы между составляющими стружечной и задней поверхностей, которые образуют друг с другом угол 90°, т.е. угол заострения режущей кромки вдоль первичной режущей кромки в целом равен 90°. Правда, это означает, что главная режущая кромка становится прочной, однако, с другой стороны, значительно более грубо режущей, чем режущая кромка, обладающая положительной геометрией резания. Данная отрицательная геометрия резания оказывает особенно неблагоприятное влияние на финишную или промежуточную токарную обработку при малых или средних глубинах резания, помимо прочего, вследствие того, что режущая кромка может вонзаться в обрабатываемый материал и прерывать начатый проход вдоль заготовки. Кроме того, пояски или формирователи стружки, в которых расположены направляющие поверхности для контроля стружки, имеют клиновидную форму (если смотреть в виде сверху), при этом поверхности стружки и направляющие поверхности отделены посредством V-образных в сечении желобков, над которыми стружка должна проходить без всякой подстилающей опоры, прежде чем она доходит до направляющих поверхностей. Кроме того, отдельная направляющая поверхность поднимается под довольно крутым углом (45°), который и приводит к образованию такой толстой и жесткой стружки (наподобие тростника), которая при большой глубине резания и подаче будет сталкиваться с направляющей поверхностью с большой силой при значительном образовании тепла. Кроме того, тот факт, что направляющая поверхность, расположенная дальше всего от кромки при вершине, расположена рядом с линией режущей кромки, значительно способствует этому; это означает, что широкая толстая стружка, когда она сталкивается с направляющими поверхностями, не успевает заметно охлаждаться после момента удаления (когда стружка раскаленная и пластичная).
ЦЕЛИ И ПРИЗНАКИ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является устранение вышеупомянутых недостатков режущей пластины для точения, известной из патента США 4411565, и в создании усовершенствованной двухсторонней режущей пластины для точения с надлежащим контролем стружки и достаточным задним углом от заготовки. Дополнительной целью является создание режущей пластины для точения, в которой легкая резка при малых или средних глубинах резания сочетается с высокой прочностью, когда такая прочность особенно необходима, а именно, когда глубина резания большая, а стружка широкая и жесткая. Надлежащий контроль стружки должен осуществляться посредством точного, хотя и особенного направления стружки независимо от того, получается ли она при малых, средних или больших глубинах резания. Другими словами, тонкая и гибкая стружка (наподобие стебельков травы), вскоре после момента удаления, должна получать значительное и надежное направление, а широкая и жесткая стружка (наподобие тростника) должна иметь возможность достигать большого радиуса кривизны, прежде чем она достигнет поверхности, направляющей стружку; все это с целью предотвращения чрезмерного измельчения и неблагоприятного образования тепла.
В соответствии с изобретением, по меньшей мере основная цель достигается посредством отдельной первичной режущей кромки, обладающей положительной геометрией резания настолько, что не только угол заострения режущей кромки между составляющими стружечной и задней поверхностей отдельной главной кромки, но также и угол заострения режущей кромки между составляющими стружечной и задней поверхностей кромки при вершине является острым в произвольных сечениях вдоль соответствующих линий режущей кромки. Таким образом, первичная режущая кромка становится легко режущей вдоль всей ее линии режущей кромки, что и обеспечивает эффективное удаление стружки независимо от рассматриваемой глубины резания.
В предпочтительном варианте осуществления не только линии режущей кромки главных кромок, но также и линия режущей кромки при вершине, совместно расположены в угловой плоскости, наклоненной относительно нейтральной плоскости. Это значит, что режущая пластина для точения может быть наклонена внутрь в оптимальное пространственное положение, в котором кромка при вершине, а также отдельная главная кромка могут работать эффективно. Таким образом, угловая плоскость со всей первичной режущей кромкой может быть ориентированной по существу горизонтально относительно заготовки, когда двухсторонняя режущая пластина для точения наклонена в упомянутое пространственное положение, для того, чтобы обеспечить задний угол между заготовкой и задней поверхностью. Другими словами, можно получить более предпочтительный передний угол вдоль всей первичной режущей кромки, чтобы дополнительно уменьшить усилия резания, шум и образование тепла.
В другом варианте осуществления угол заострения режущей кромки первичной режущей кромки может увеличиваться от наименьшей величины в сечении вдоль биссектрисы между первичными кромками до наибольшей величины вблизи отдельной вспомогательной режущей кромки. Таким образом, режущая кромка приобретает оптимальную положительную геометрию резания, при которой напряжения на режущую пластину для точения являются минимальными, а именно вдоль кромки при вершине, при этом прочность первичной режущей кромки увеличивается там, где это наиболее необходимо, а именно вдоль главных кромок.
В другом варианте осуществления главная кромка переходит во вспомогательную режущую кромку через дугообразную промежуточную кромку, при этом угол заострения режущей кромки упомянутой промежуточной кромки постепенно увеличивается в направлении от отдельной главной кромки к вспомогательной режущей кромке. Таким образом, угол заострения режущей кромки, будучи острым вдоль главной кромки, может быть увеличен до 90° вдоль вспомогательной режущей кромки с целью придания последней оптимальной прочности, при этом упомянутый переход становится плавным и, таким образом, спокойным для стружки. Кроме того, дугообразная (плавная) промежуточная кромка может обеспечить увеличенный срок службы и улучшенные режущие свойства благодаря (плавному) волнообразному участку, который образован в линии режущей кромки посредством дугообразной промежуточной кромки между главной кромкой и вспомогательной режущей кромкой.
В другом варианте осуществления поверхности, направляющие стружку, могут иметь высоту (=уровни перепада между опорными поверхностями режущей пластины для точения и плоскостью, общей для вспомогательных режущих кромок), которая составляет самое большее 0,400 мм. Наиболее предпочтительно, упомянутая высота составляет самое большее 0,300 мм. Такая максимизация высоты боковых поверхностей, направляющих стружку, в значительной степени способствует точному направлению стружки, прежде всего позволяя жесткой стружке достигать предпочтительно большого радиуса кривизны.
В другом варианте осуществления направляющие поверхности для контроля стружки или ломающие стружку наклонены под углом наклона, составляющим самое большее 30° относительно нейтральной плоскости. Таким образом, обеспечивается точное – хотя и особенное – направление стружки независимо от того, является ли она гибкой или жесткой.
В одном варианте осуществления направляющие поверхности для стружки представляют собой, с одной стороны, выступающую поверхность, содержащуюся в выступе, который расположен позади передней кромки вдоль биссектрисы между главными кромками, а с другой стороны, пару боковых поверхностей, содержащихся в пояске, расположенном позади упомянутого выступа и в котором также содержится опорная поверхность, причем упомянутая выступающая поверхность выполнена выпукло изогнутой и имеет протяженность по длине, которая проходит поперечно относительно биссектрисы, и упомянутая выступающая поверхность наклонена под углом, который уменьшается от наибольшей величины вдоль биссектрисы до наименьшей величины в сечении, перпендикулярном биссектрисе. Другими словами, упомянутая протяженность по длине выступающей поверхности выполнена поперечной относительно биссектрисы, в то же время упомянутая поверхность становится все более пологой к двум концевым точкам. Таким образом, упомянутая выступающая поверхность выступа обеспечивает быстрое, особенное направление тонкой стружки, при этом концевые участки выступа не образуют никаких круто поднимающихся препятствий для более широкой и жесткой стружки.
В другом варианте осуществления, на расстоянии позади упомянутого выступа, образована вторая выступающая поверхность, верхняя часть которой расположена на более высоком уровне, чем верхняя часть первой выступающей поверхности. Таким образом, посредством задней и более высокой выступающей поверхности обеспечивается, что тонкая стружка получает направление, даже если она проходит или «перепрыгивает» через первую выступающую поверхность без направления данной стружки.
В другом варианте осуществления упомянутая угловая поверхность имеет угол наклона относительно нейтральной плоскости, который составляет 6°-11°, например, угол наклона равен 8,5°. Таким образом, обеспечивается достаточный задний угол между заготовкой и режущей пластиной для точения в наклоненном внутрь пространственном положении. Если упомянутый угол наклона превышает данную величину, в частности, если протяженность угловой плоскости является относительно большим, то существует риск чрезмерного измельчения стружки при глубинах резания, которые превосходят протяженность угловой плоскости. Как уже было отмечено выше, опорные поверхности двухсторонней режущей пластины для точения не должны быть расположены на слишком высоком уровне над вспомогательной режущей кромкой.
В другом варианте осуществления первичная режущая кромка и угловая плоскость имеют протяженность, которая максимально равна глубине резания, помноженной на радиус кромки при вершине, например, максимальная протяженность, которая приблизительно равна глубине резания, помноженной на 3,75 радиуса кромки при вершине. Таким образом, все-таки может быть снижен упомянутый риск чрезмерного измельчения стружки, поскольку упомянутые опорные поверхности из-за этого не должны быть расположены на слишком высоком уровне над вспомогательной режущей кромкой.
В другом варианте осуществления режущая пластина для точения предусматривает расстояние в направлении, перпендикулярном от линии режущей кромки до направляющей поверхности, для контроля стружки, которое увеличивается с глубиной резания, когда она превышает протяженность первичной режущей кромки и угловой плоскости. Кроме того, таким образом можно уменьшить риск чрезмерного измельчения, поскольку упомянутое расстояние увеличивается для более широкой стружки так, что она может достигать большого радиуса кривизны, прежде чем она достигнет направляющей поверхности для контроля стружки.
ДОПОЛНИТЕЛЬНОЕ ПОЯСНЕНИЕ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
В патенте США 4056872 раскрыта многоугольная двухсторонняя режущая пластина для точения, отдельная первичная режущая кромка которой включает в себя две прямолинейные главные кромки, расходящиеся из общей кромки при вершине, которые наклонены под углом относительно нейтральной плоскости упомянутой режущей пластины для точения. Однако в данном случае отсутствует каждая вспомогательная режущая кромка между парами углов вдоль данной стороны упомянутой режущей пластины для точения. Таким образом, главные кромки продолжаются в целом из соответствующих передних кромок до центральной точки, в которой они непосредственно переходят друг в друга. Это значит, что боковые поверхности, направляющие стружку, центрального участка становятся высокими и поднимаются под очень крутым углом непосредственно в пределах линии режущей кромки. Таким образом, очень широкая и жесткая стружка будет быстро углубляться в боковую поверхность с большим усилием и очевидным риском чрезмерного измельчения и чрезмерного образования тепла.
КРАТКОЕ ОПИСАНИЕ ПРИЛАГАЕМЫХ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой схематичное изображение, описанного выше, обычного процесса точения,
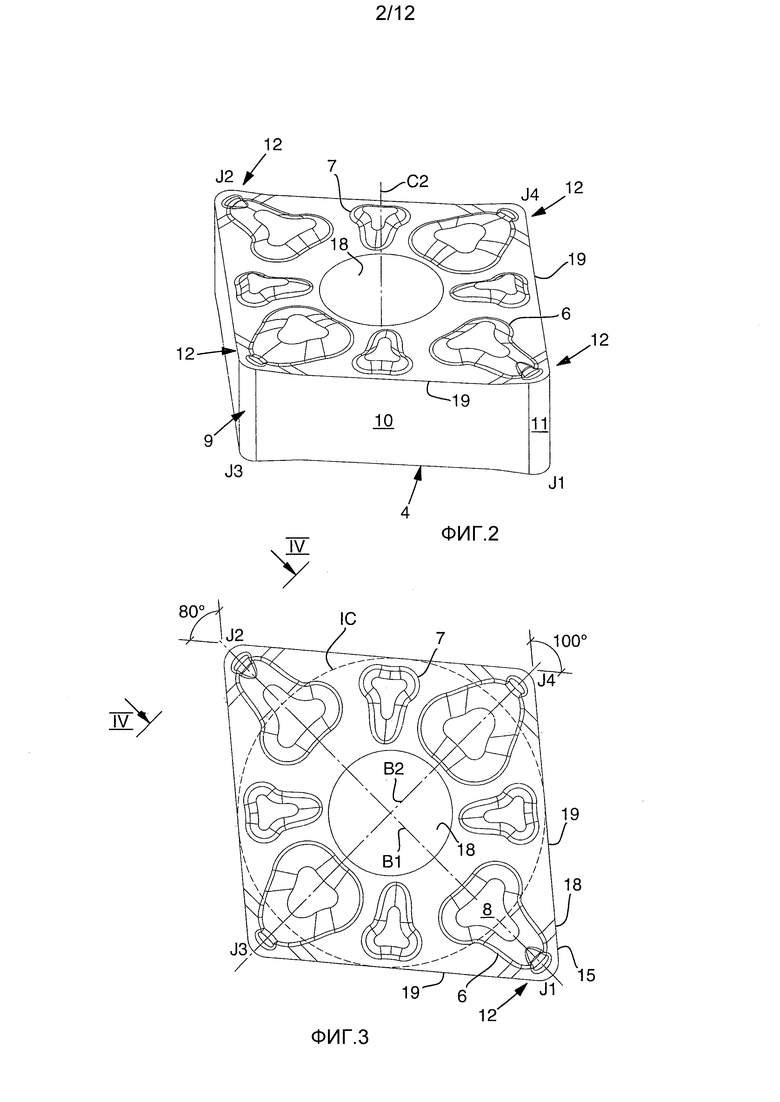
Фиг. 2 представляет собой перспективный вид режущей пластины для точения в соответствии с изобретением,
Фиг. 3 представляет собой вид в плане упомянутой режущей пластины для точения в соответствии с фиг. 2,
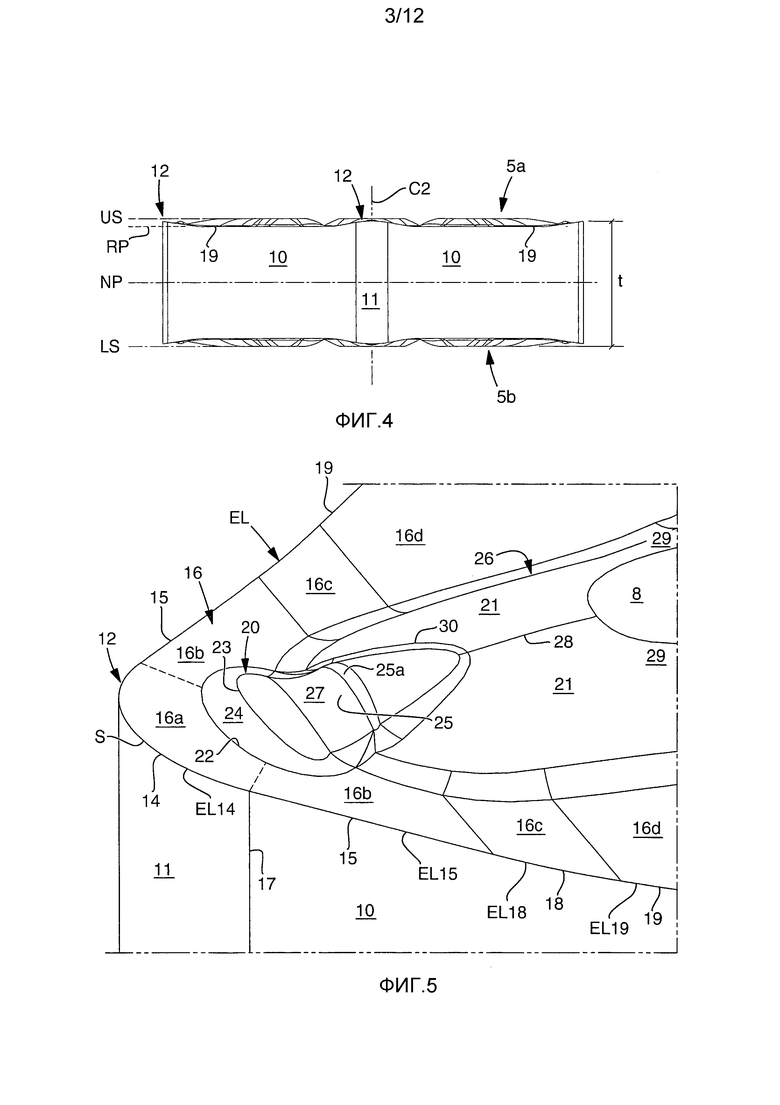
Фиг. 4 представляет собой увеличенный вид сбоку упомянутой режущей пластины для точения,
Фиг. 5 представляет собой дополнительный увеличенный вид сверху глазами птицы, показывающий исполнение режущей пластины для точения рядом с углом,
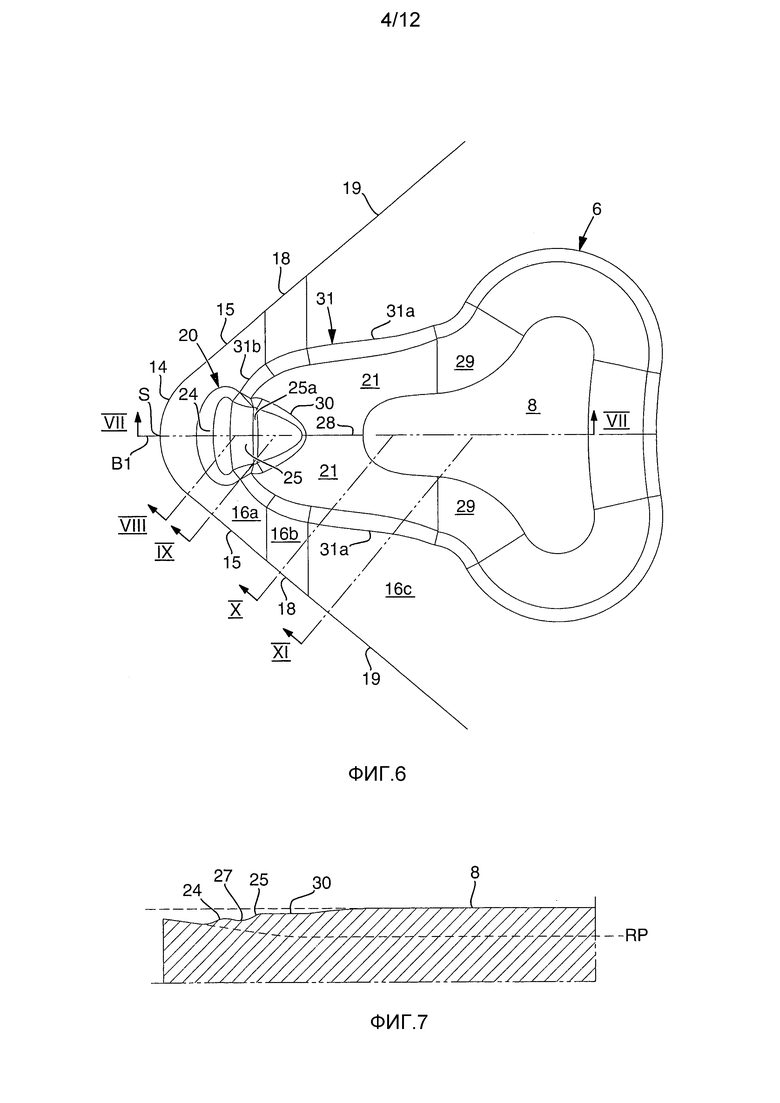
Фиг. 6 представляет собой вид в плане сверху упомянутого угла, показанного на фиг. 5,
Фиг. 7 представляет собой сечение VII-VII в соответствии с фиг. 6,
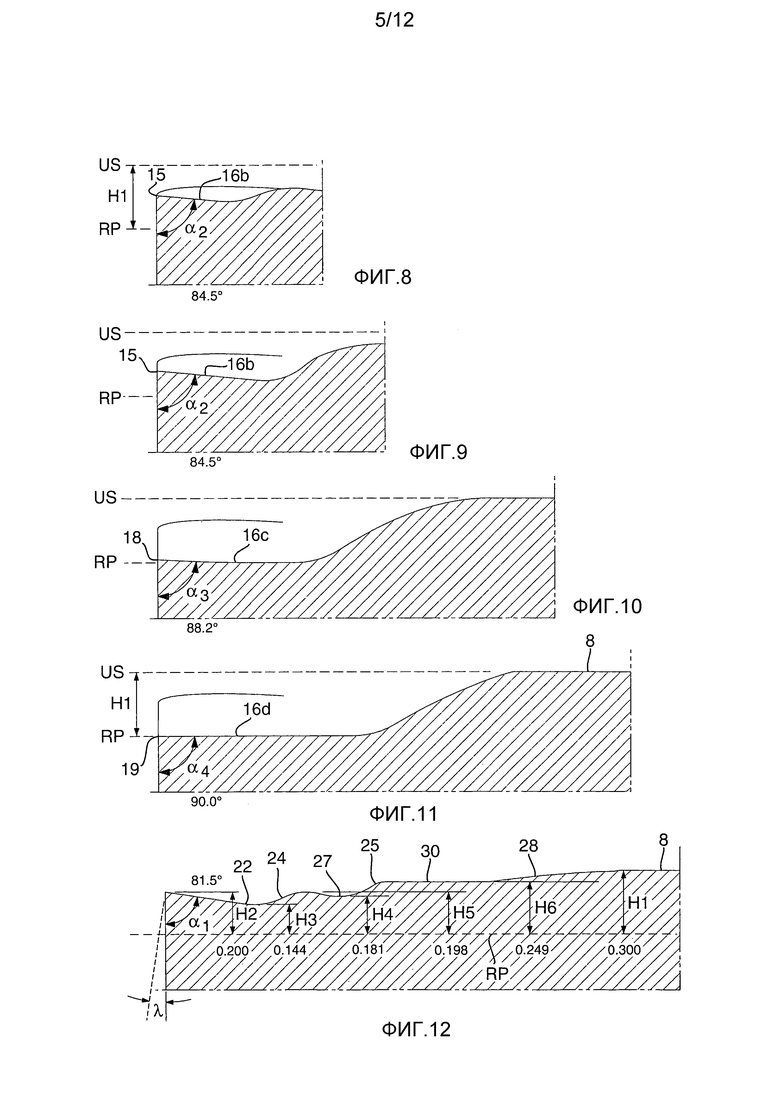
Фиг. 8-11 представляют собой поперечные сечения, показывающие угол заострения режущей кромки в разных участках вдоль периферии режущей пластины для точения,
Фиг. 12 представляет собой сечение, соответствующее фиг. 7, хотя и увеличенное, показывающее уровни перепадов между разными участками, содержащимися в верхней стороне режущей пластины для точения,
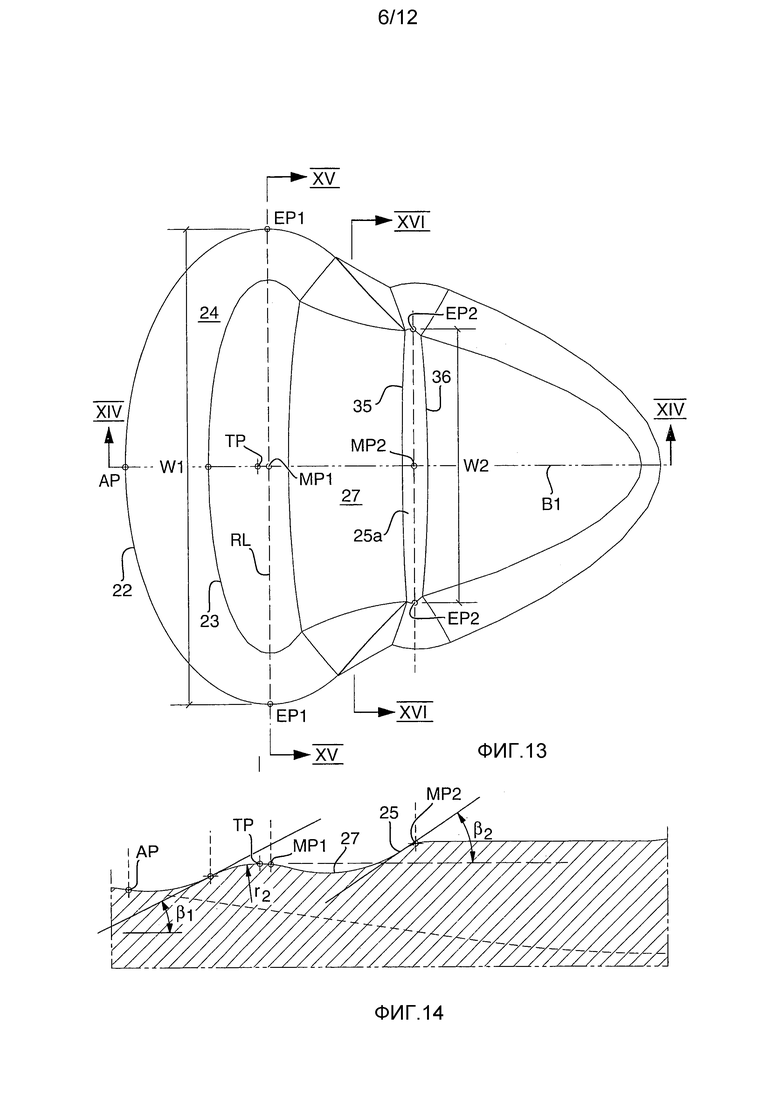
Фиг. 13 представляет собой сильно увеличенный подробный вид, показывающий геометрическую форму первой выступающей поверхности, содержащейся в выступе, направляющем стружку, и второй выступающей поверхности,
Фиг. 14 представляет собой продольное сечение XIV-XIV в соответствии с фиг. 13,
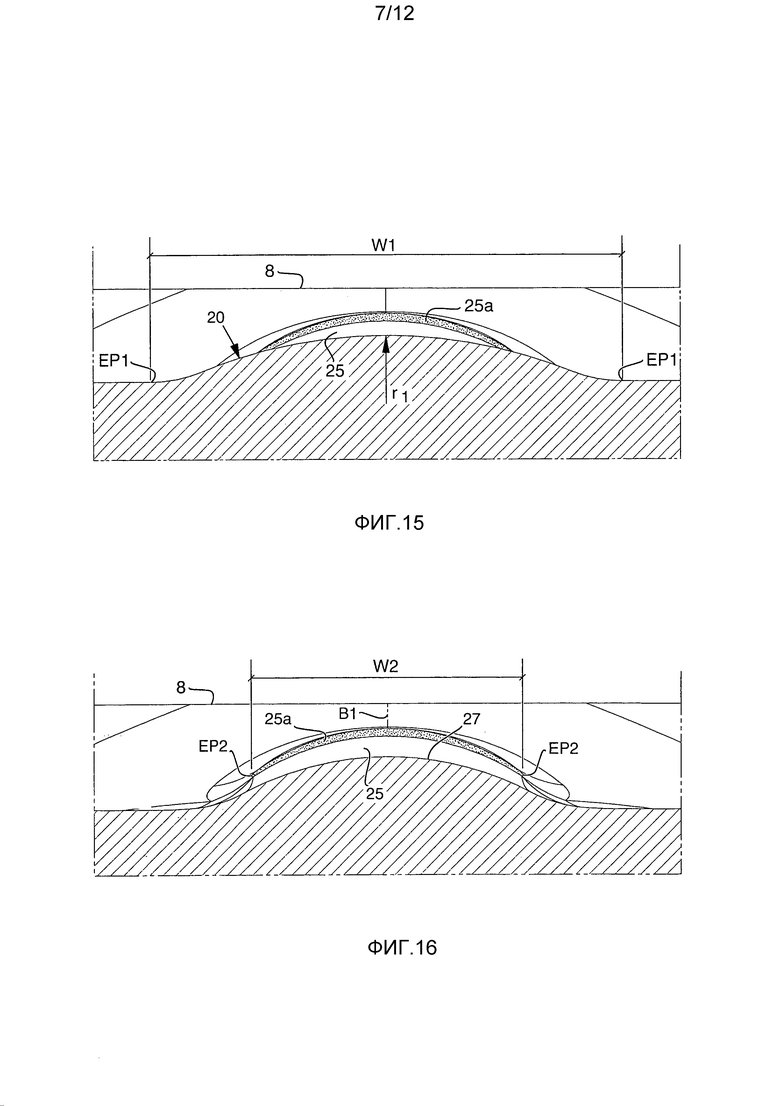
Фиг. 15 представляет собой сильно увеличенное сечение XV-XV в соответствии с фиг. 13,
Фиг.16 представляет собой аналогичное сечение XVI-XVI в соответствии с фиг.13,
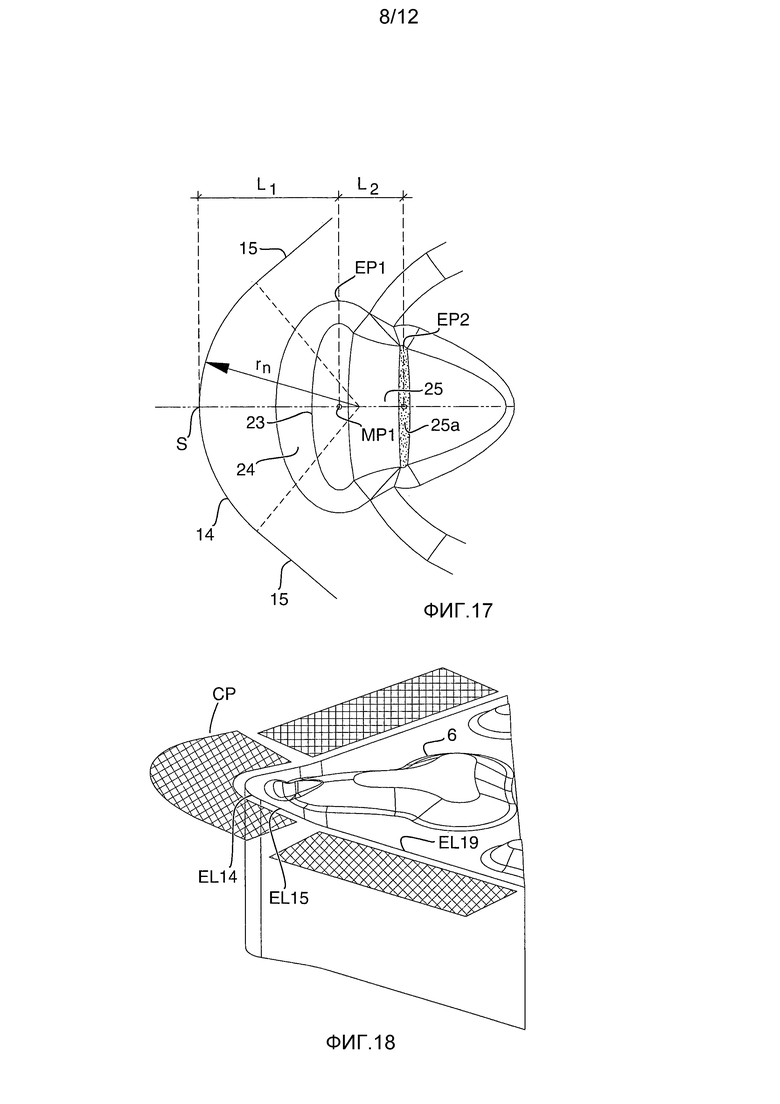
Фиг. 17 представляет собой подробный вид в плане, показывающий положение двух выступающих поверхностей относительно кромки при вершине первичной режущей кромки,
Фиг. 18 представляет собой частичный вид глазами птицы, показывающий, как первичная режущая кромка расположена под углом относительно нейтральной плоскости режущей пластины для точения,
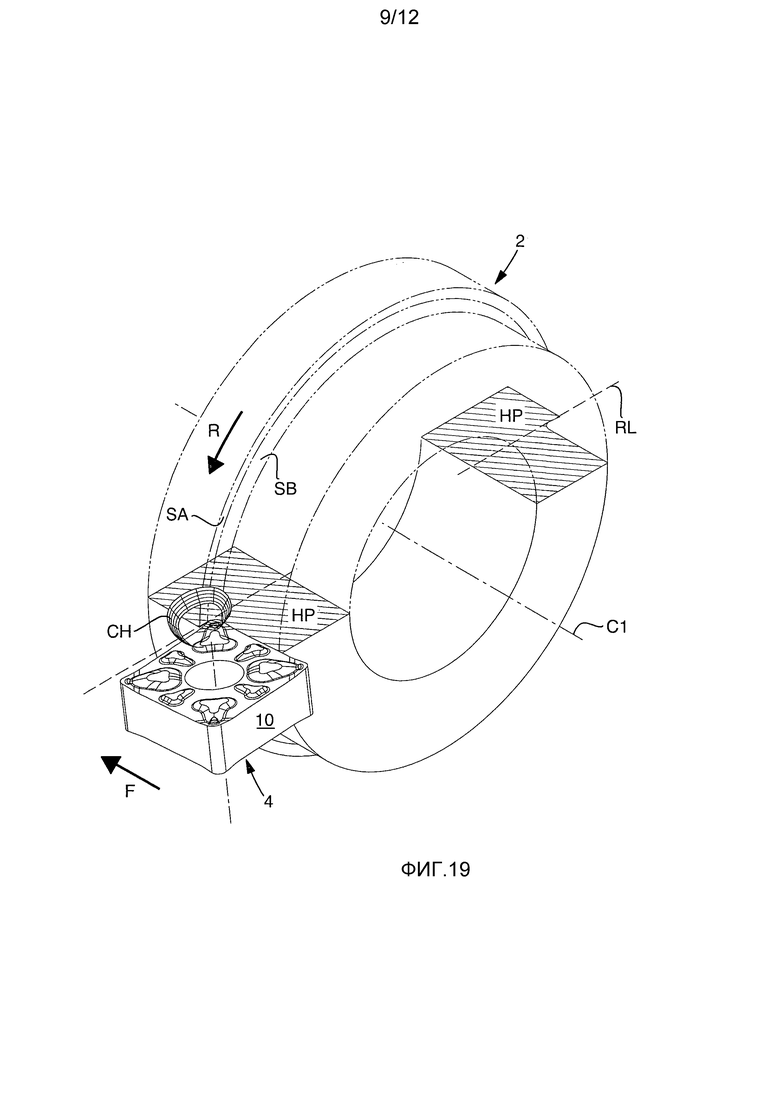
Фиг. 19 представляет собой перспективный вид с частичным разрезом, показывающий трубчатую заготовку, а также режущую пластину для точения в соответствии с изобретением во время механической обработки упомянутой заготовки,
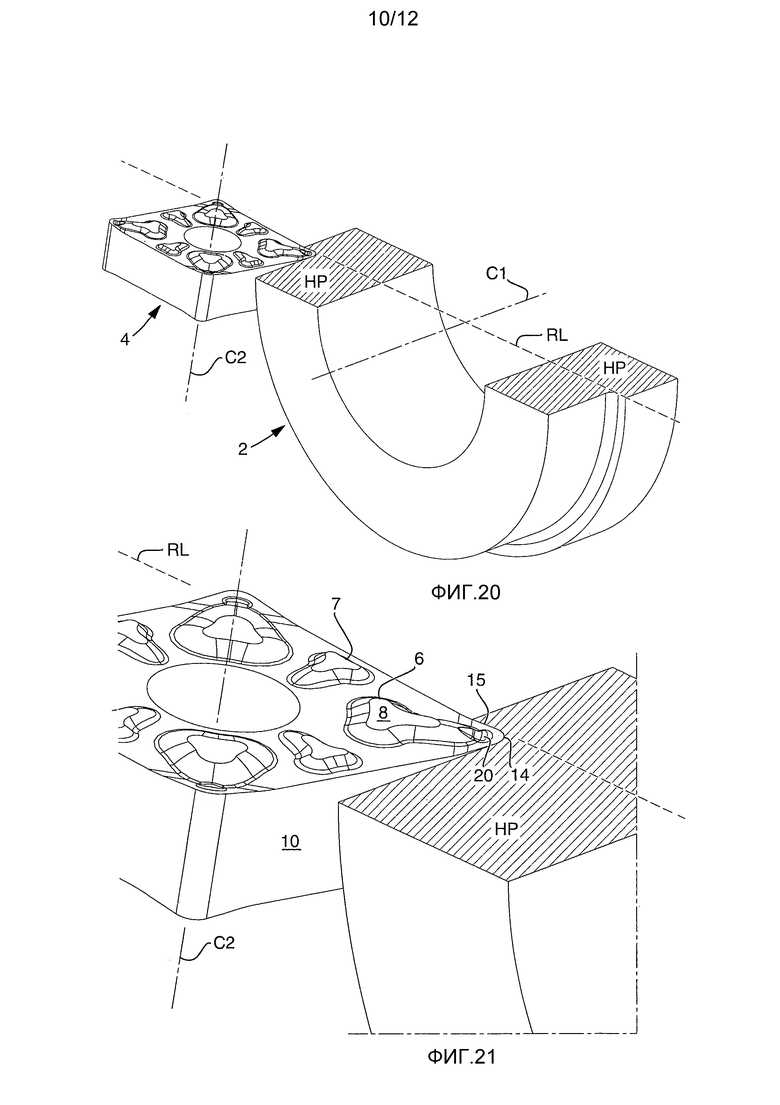
Фиг. 20 представляет собой подробный перспективный вид с другой точки зрения, показывающий вхождение режущей пластины для точения в контакт с заготовкой во время точения,
Фиг. 21 представляет собой дополнительный перспективный вид, показывающий упомянутое вхождение в контакт, как на фиг. 20,
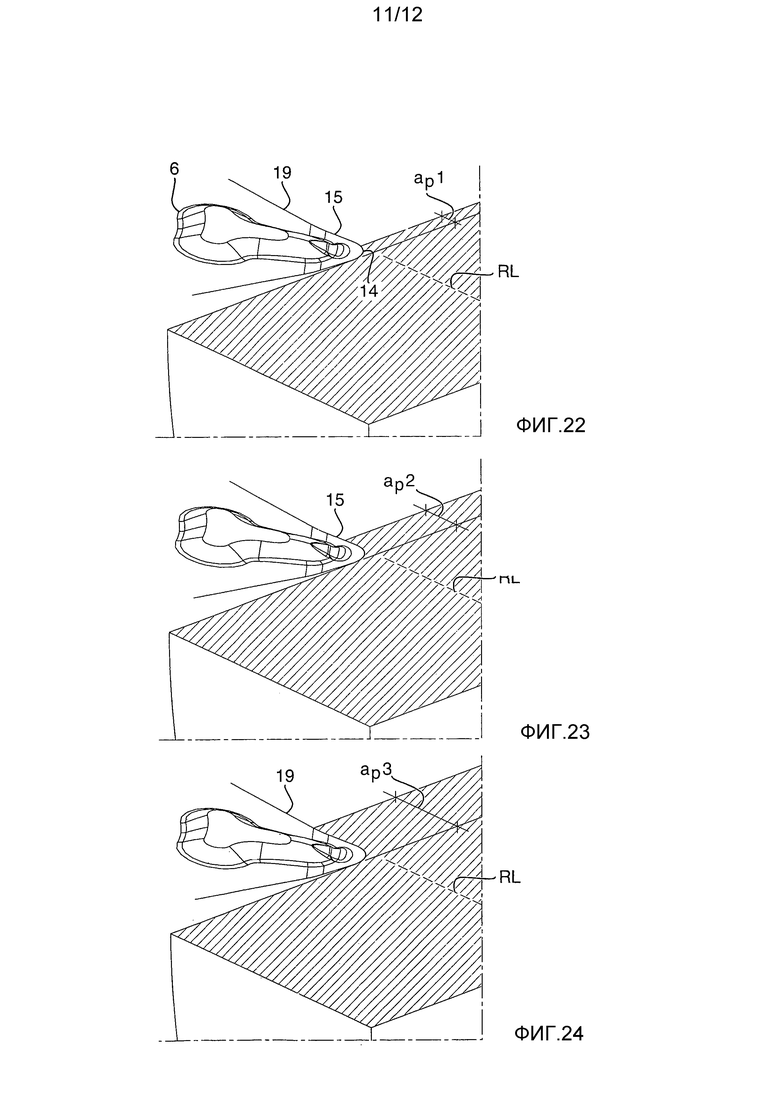
Фиг. 22-24 представляют собой перспективные виды в разрезе, показывающие режущую пластину для точения во время точения с разными глубинами резания, и
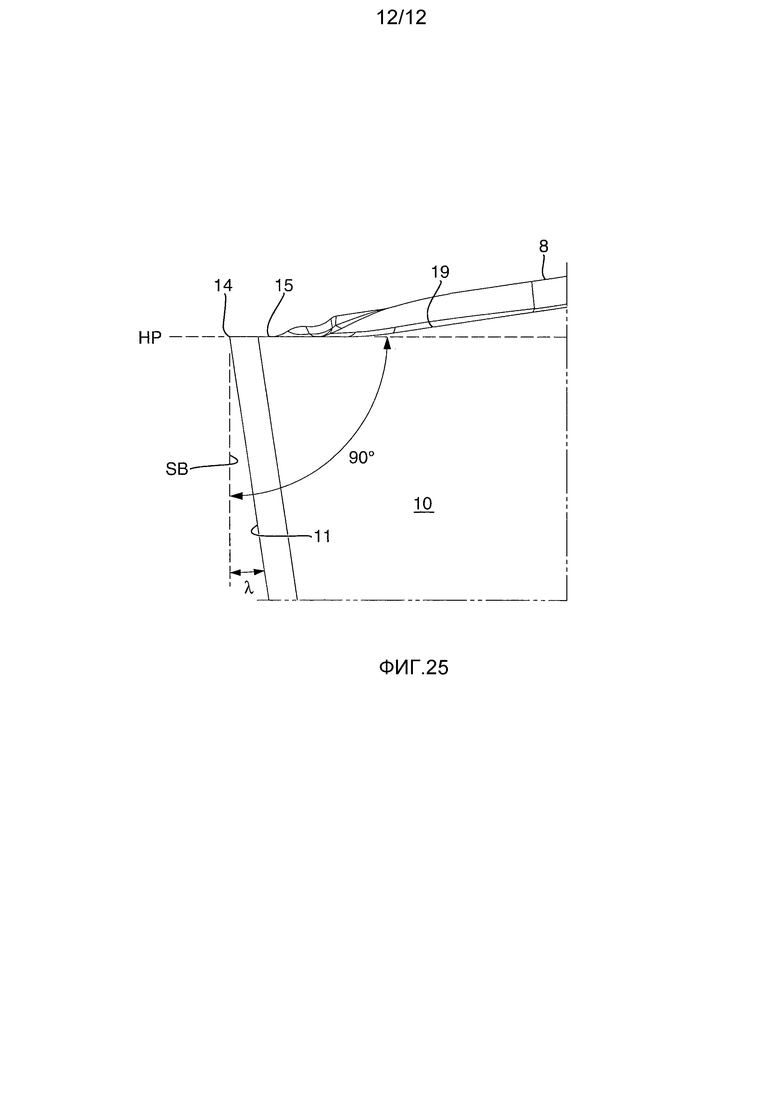
Фиг. 25 представляет собой увеличенный подробный вид, показывающий задний угол режущей пластины для точения на угле.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ В СООТВЕТСТВИИ С ИЗОБРЕТЕНИЕМ
На фиг. 2-4 видно, что режущая пластина 4 для точения имеет многоугольную основную форму и включает в себя пару противоположных верхнюю и нижнюю стороны, обозначенных в целом 5а и 5b, соответственно. Упомянутая режущая пластина для точения является двухсторонней, так что верхняя и нижняя стороны являются одинаковыми. Поэтому ниже будет подробно описана только верхняя сторона 5а.
В данном примере на верхней стороне 5а расположено множество взаимно разделенных поясков 6, 7, которые каждый в отдельности включает в себя плоскую поверхность 8, которая выполняет функцию опорной поверхности, когда режущую пластину для точения переворачивают верхней стороной вниз и вводят в гнездо в держателе 3 инструмента. Из всех восьми участков четыре участка, а именно пояски 6, расположены в зоне углов режущей пластины для точения, а пояски 7 расположены приблизительно посередине между двумя угловыми поясками 6. Все опорные поверхности 8 вдоль верхней стороны и нижней стороны, соответственно, режущей пластины для точения расположены в общей плоскости US и LS, соответственно. Посередине между плоскостями US и LS расположена нейтральная плоскость NP. Описанные ниже геометрические особенности, которые определяют форму режущей пластины для точения, будут связаны с данной нейтральной плоскостью NP.
В показанном примере режущая пластина для точения ромбическая и включает в себя четыре угла J1, J2, J3 и J4 (см. фиг. 2), которые являются попарно противоположными друг другу. В углах J1, J2 режущая пластина для точения является острой, а углы J3, J4 - тупые. Хотя упомянутые углы могут быть разными по величине, в данном примере острые углы равны 80°, а тупые углы - 100°. Между верхней и нижней сторонами 5а, 5b расположена периферийная задняя поверхность, которая в целом обозначена ссылочной позицией 9 и которая включает в себя множество составляющих поверхностей, а именно четыре плоских составляющих 10 и четыре выпуклых составляющих 11, которые расположены в углах и образуют закругленные переходы между смежными плоскими поверхностями 10. На фиг. 3, В1 обозначает биссектрису острых углов J1, J2, а В2 обозначает биссектрису тупых углов J3, J4. Вписанная окружность, которая обычно используется для отделения режущих вставок для точения по размеру, обозначена IC. На практике размер IC режущих вставок для точения рассматриваемого типа может находиться в пределах 6-25 мм. Толщина t режущей пластины для точения (см. фиг. 4), которая определяется как осевое расстояние (уровней перепада) между нижней плоскостью LS и режущим кончиком (который будет описан ниже) вдоль верхней стороны 5а, значительно меньше величины IC. В прототипном варианте осуществления, который образует основу чертежей, величина IC равна 12,7 мм, а толщина t равна 4,76 мм.
Вдоль отдельной верхней и нижней стороны, соответственно, образованы две пары диаметрально противоположных режущих кромок 12, которые расположены вдоль биссектрисы В1 между острыми углами J1, J2, а также вдоль биссектрисы В2 между тупыми углами J3, J4. Из данных режущих кромок 12 кромки, расположенные в углах J1, J2, представляют наибольший интерес с точки зрения настоящего изобретения. Хотя по существу все четыре режущих кромки выполнены с возможностью использования, в одном и том же держателе 3 инструмента может быть использована только одна пара. Поэтому подробно будут описаны только режущие кромки в острых углах J1, J2.
Формально необходимо отметить, что данные режущие кромки 12 в дальнейшем будут называться «первичными режущими кромками».
Как видно на фиг. 5 и 6, первичная режущая кромка 12 включает в себя три составляющих кромки, а именно, кромку 14 при вершине, расположенную в углу, а также две главные кромки 15, которые сходятся в упомянутой кромке при вершине и каждая в отдельности образована между стружечной поверхностью, в целом обозначенной 16, и составляющими 10, 11 задней поверхности 9. Из данных составляющих поверхностей поверхности 10 являются плоскими, и поэтому отдельная главная кромка 15 становится прямолинейной, если смотреть в горизонтальной проекции, а составляющая 11 поверхности является выпуклой, например, частично цилиндрической, в результате чего кромка 14 при вершине становится изогнутой, например, частично круглой, если смотреть в горизонтальной проекции. Выпуклая задняя поверхность 11 кромки при вершине 14 переходит в плоские задние составляющие 10 поверхности через вертикальные граничные линии 17. На фиг. 5 EL обозначает в целом периферийную линию режущей кромки между задней поверхностью и верхней стороной (или стружечной поверхностью) режущей пластины для точения. Кроме того, хотя ссылочные позиции 14 и 15 указывают на линию режущей кромки, обозначенную EL, необходимо отметить, что режущие кромки по существу состоят из участков материала, которые ограничены между составляющими стружечной поверхности и задней поверхности, которые сходятся друг с другом вдоль линии режущей кромки.
Стружечная поверхность, в целом обозначенная ссылочной позицией 16, включает в себя множество составляющих поверхности, а именно первую стружечную составляющую 16а поверхность позади кромки 14 при вершине, две стружечные составляющие 16b поверхности, примыкающие к основным кромкам 15, две стружечные составляющие 16с поверхности, примыкающие к промежуточным кромкам 18, а также две составляющие 16d стружечные поверхности, примыкающие к вспомогательным режущим кромкам 19. Кроме того, изогнутая часть линии EL режущей кромки (между составляющей 16а стружечной поверхности и составляющей 11 задней поверхности) обозначена EL14, а прямолинейные части режущей кромочной линии (между составляющими 16b стружечной поверхности и составляющими 10 задней поверхности) обозначены EL15.
При средних глубинах резания (1-2 мм) основное удаление стружки осуществляется посредством отдельной главной кромки 15, при этом передняя кромка 14 предназначена, с одной стороны, для отдельного использования при малых глубинах резания (0,5-0,8 мм), а с другой стороны, для чистовой обработки, полученной в результате поверхности заготовки, независимо от того, какая из двух главных кромок 15 является работающей (при более значительных глубинах резания).
На фиг. 2 и 3 также видно, что режущая пластина для точения включает в себя центральное сквозное отверстие 18, центральная ось которого обозначена ссылочной позицией С2. Данное отверстие предназначено для приема винта для закрепления режущей пластины для точения в гнезде держателя инструмента. Центральная ось С2 образует также геометрический центр режущей пластины для точения в целом. Очевидно, что оба угла J1 и J2 расположены на одинаковом расстоянии от центральной оси С2. Кроме того, радиальные расстояния от центральной оси С2 до двух углов J3, J4 одинаково большие, хотя и меньше, чем расстояния до углов J1, J2. В связи с этим необходимо отметить, что режущая пластина для точения может быть также закреплена при помощи других средств, помимо винтов, например, хомутов, рычагов или др. В таких случаях режущая пластина для точения может быть изготовлена без отверстий.
Две главные кромки 15, которые вместе с кромкой 14 при вершине образуют отдельную первичную режущую кромку 12, расположены в общей плоскости СР (в дальнейшем называемой «угловой плоскостью»), которая расположена под углом относительно нейтральной плоскости NP. Таким образом, отдельная прямолинейная главная кромка 15 преобразуется в такую же прямолинейную вспомогательную режущую кромку 19 через немного изогнутую промежуточную кромку или промежуточную кромку 18. Когда режущие кромки 15, 18, 19 рассматриваются в горизонтальной проекции (например, в соответствии с фиг. 3-6), их режущие кромочные линии образуют общую прямую линию вследствие одинаковой границы по плоской составляющей 10 задней поверхности. Но если смотреть сбоку, то промежуточная кромка 18, немного изогнутая, как следствие того, что стружечная составляющая 16с задней поверхности, находящаяся внутри, немного изогнута, при этом режущие кромочные линии EL15 и EL 19 главной кромки 15, а также вспомогательной режущей кромки 19 прямолинейные, если смотреть сбоку, точнее, как следствие того, что составляющие стружечной поверхности, обозначенные 16b и 16d, являются плоскими. В связи с этим необходимо отметить, что разные составляющие 16а, 16b, 16с и 16d стружечной поверхности показаны отделенными разметочными линиями. Однако данные линии предназначены только для обеспечения понимания расположения составляющих поверхностей. На практике рассматриваемые составляющие поверхности включены в единую непрерывную гладкую стружечную поверхность, в которой они не могут быть различимыми невооруженным глазом.
В связи с этим необходимо отметить, что наклонная угловая поверхность СР образована посредством составляющих линий EL14 и EL15 режущих кромок, а не посредством отдельных составляющих 16а и 16b стружечной поверхности 16а и 16b, расположенных внутри них.
Вспомогательные режущие кромки 19 (см. фиг. 4 и 5) проходят параллельно нейтральной плоскости NP и расположены в общей основной плоскости RP, которая утоплена относительно плоскости US (или LS) опорных поверхностей 8.
Важным признаком настоящего изобретения является то, что первичная режущая кромка 12 имеет по существу положительную геометрию, точнее то, что две главные кромки 15, которые вместе с кромкой 14 при вершине образуют первичную режущую кромку 12, имеют острый угол заострения режущей кромки, если смотреть на увеличенных сечениях на фиг. 8-12. Таким образом, в прототипном варианте осуществления, угол заострения режущей кромки α1 в сечении VII (см. фиг. 6 и 12) равен 81,5°, т.е. углу, дополнительный угол которого равен 8,5°. Из сечения VII угол заострения режущей кромки кромки 14 при вершине постепенно увеличивается от 81,5° до 84,5° до конца, который образован посредством граничной линии 17. В сечениях VIII и IX, т.е. вдоль главной кромки 15, угол заострения режущей кромки α2 постоянный и равен 84,5° (дополнительный угол = 5,5°). После этого угол α3 снова постепенно увеличивается вдоль промежуточной кромки 18, достигая в конце 90°, который является постоянным углом заострения режущей кромки α4 вдоль всей вспомогательной режущей кромки 19. Правда, это значит, что геометрия резания последней упомянутой кромки будет отрицательной, однако это имеет преимущество в том, что часть стружки, которая удаляется вдоль вспомогательной режущей кромки, всегда широкая и жесткая, подразумевая, что стружка в данной области подвергает режущую пластину для точения значительным напряжениям. Поэтому предпочтительно, чтобы угол заострения режущей кромки α4 был прямым углом вдоль только вспомогательной режущей кромки 19, поскольку в этом случае она будет особенно прочной.
Для каждой первичной режущей кромки 12 предусмотрены средства для контроля стружки в виде направляющих поверхностей, содержащихся в выступе 20, а также в пояске 6, расположенном позади.
Кроме того, форма выступа 20 становится понятной посредством воображаемых линий построения, а именно нижней граничной линии 22 и верхней граничной линии 23 (см. фиг. 5 и 13). Из данных линий нижняя граничная линия 22 обозначает то место, где выступ начинает подниматься относительно окружающих составляющих 16а, 16b стружечных поверхностей, а верхняя линия 23 отделяет нижнюю часть выступа от верхней части. Из увеличенных изображений геометрии на фиг. 13 и 14 видно, что передняя/скошенная вниз выступающая поверхность 24 расположена в переходе между верхней и нижней составляющими выступа. Упомянутая выступающая поверхность 24 преимущественно удлиненная и имеет выпукло изогнутую форму. Удлиненное продолжение является поперечным относительно биссектрисы В1, точнее так, что изогнутая нижняя граничная линия 22 содержит верхнюю точку АР, расположенную вдоль биссектрисы В1, и включает в себя две зеркально симметричные дуговые частичные линии, которые продолжаются из верхней точки АР до пары противоположных концевых точек ЕР1, расположенных вдоль прямой основной линии RL, которая пересекает биссектрису под прямым углом в средней точке МР1 между концевыми точками ЕР1. Расстояние между концевыми точками ЕР1, которое определяет ширину выступающей поверхности (и выступа), больше, чем расстояние между точками МР1 и АР.
В показанном предпочтительном варианте осуществления выступающая поверхность 24 имеет как раз настолько большую ширину, что расстояние между центром МР1 и отдельными концевыми точками ЕР1 немного больше расстояния между МР1 и АР. Другой особенностью выступающей поверхности 24 является то, что угол ее наклона β1, в произвольных вертикальных сечениях через центр МР1, уменьшается от наибольшей величины в сечении вдоль биссектрисы В1 до наименьшей величины в сечении через отдельную концевую точку ЕР1. Другими словами, наклон становится более пологим в направлении от АР к ЕР1. Благодаря такой форме выступа и ее выступающей поверхности получается относительно широкая и жесткая стружка, которая удаляется в основном вдоль главной кромки 15, и, возможно, ее продолжение в режущих кромках 18 и 19 будет подвергаться надлежащему направлению, когда данная стружка постепенно скользит вверх вдоль стороны выступа. Кроме того, для того, чтобы предотвратить чрезмерное измельчение такой стружки, верхняя часть или вершина выступа 20 имеет умеренную высоту над окружающей стружечной поверхностью. Двумерная изогнутая форма выступа 20 может быть также описана как радиус кривизны r1 сбоку выступа (см. фиг. 15), который больше радиуса r2 вдоль биссектрисы (см. фиг. 14).
При усовершенствовании изобретения было обнаружено, что выступ 20 и его выступающая поверхность 24 не всегда обеспечивают требуемое направление стружки для такой узкой стружки, которая получается при относительно малой глубине резания и относительно большой подаче, т.е. для узкой и толстой стружки. Таким образом, такая стружка склонна проходить («перепрыгивать») через выступающую поверхность, которая была не способна направлять ее в требуемом направлении. Для того, чтобы избежать данного риска, режущая пластина для точения в соответствии с изобретением может быть также снабжена второй выступающей поверхностью 25 (см. фиг. 5 и 6), которая расположена на некотором расстоянии позади первой выступающей поверхности 24, и содержит свою верхнюю часть, расположенную на более высоком уровне, чем верхняя часть первой выступающей поверхности. В показанном предпочтительном варианте осуществления выступ 20 и поясок 6 соединены посредством гребня, который в целом обозначен ссылочной позицией 26 и поднимается от самого нижнего конца в углублении 27 (см. фиг.12), расположенном на уровне ниже вершины выпуклости 20, до самого высокого конца на уровне с верхней опорной поверхностью 8 пояска 6. Гребень 26 в основном ограничен вышеупомянутыми боковыми поверхностями 21, которые продолжаются вниз от общей (воображаемой) линии 28 гребня, а также в переднем продолжении боковых поверхностей 29 (см. фиг. 6), которые ограничивают поясок 6 в других отношениях. Вторая выступающая поверхность 25 содержится в выступе 30, который образован на гребне 26 (см. фиг. 5 и 6), и наклонен в направлении назад к линии 28 ребра.
Необходимо также отметить, что задняя часть пояска 6 имеет форму контура седла велосипеда. Таким образом, задний широкий сегмент опорной поверхности 8 будет обеспечивать прочную опору сбоку.
Ниже сделана ссылка на фиг. 12, которая показывает различия в уровнях между участками поверхности, которые определяют рельеф верхней стороны режущей пластины для точения около отдельных углов J1, J2. В вышеупомянутом прототипном варианте осуществления (IC=2,7 мм и t=4,76 мм) уровень Н1 перепада между опорной поверхностью 8 пояска 6 и базовой плоскостью RP - 0,300 мм, а уровень Н2 перепада между режущим кончиком S кромки 14 при вершине и RP - 0,200 мм. Соответствующие разности уровней между RP и, в свою очередь, граничной линией 22 (расположенной в углублении между выступающей поверхностью 24 и составляющей 16а стружечной поверхности), нижней точкой ребра 26 (расположенной в углублении 27 между задней стороной выступа 20 и второй выступающей поверхностью 25), вершиной выступа 20 и верхушкой выступа 30 обозначены Н3, Н4, Н5 и Н6, соответственно. В прототипном варианте осуществления Н3 равна 0,144 мм, Н4 равна 0,181 мм, Н5 равна 0,198 мм, Н6 равна 0,249 мм. Отсюда следует, что вторая, задняя выступающая поверхность 25 расположена на 0,051 мм (0,249-0,198) выше, чем первая, передняя выступающая поверхность 24. Следовательно, узкая стружка, которая проходит через выступающую поверхность 24, не подвергаясь определенному направлению, будет с большей вероятностью сталкиваться с выступающей второй поверхностью 25 и направляться посредством нее в сторону.
Подобно первой выступающей поверхности 24, вторая выступающая поверхность 25 имеет преимущественно удлиненную, выпукло изогнутую форму, а также является поперечной относительно биссектрисы В1. Форма и расположение второй выступающей поверхности 25 показаны более подробно на фиг. 13-17. Как можно лучше всего видеть на фиг. 13 и 14, выступающая поверхность 25 продолжается вниз/вперед из длинной узкой переходной поверхности 25а (так называемого закругленного перехода), который ограничен между двумя граничными линиями 35, 36. Переходная поверхность продолжается между двумя концевыми точками ЕР2, между которыми расположен центр МР2, который, как и центр МР1, расположен вдоль биссектрисы В1. Расстояние между концевыми точками ЕР2 определяет ширину второй выступающей поверхности, которая обозначена ссылочной позицией W2. В данном примере общий угол наклона β2 второй сердцевидной поверхности 25 немного больше, чем угол наклона β1 первой выступающей поверхности 24. В показанном примере β2 равен соответственно 34°, а β1 равен 27°.
Со ссылкой на фиг. 13 и 14 необходимо формально отметить, что самая высокая точка ТР вершины выпуклости 20 расположена немного впереди поперечного сечения XV-XV, которое проходит между двумя концевыми точками ЕР1, которые определяют ширину W1 выступающей поверхности 24.
На фиг. 15 показано, как вершина выпуклости 20 имеет постепенно более пологую форму от середины вершины к концевым точкам ЕР1. В промежуточной области вершина (и, таким образом, выступающая поверхность 24) соответственно имеет сравнительно большой радиус кривизны, который обозначен r1. Как наглядно показано на фиг. 15, вторая выступающая поверхность, расположенная позади, и ее переходная поверхность 25а выступают относительно первой выступающей поверхности (на 0,051 мм в соответствии с предыдущим примером).
На фиг. 16 (см. сечение XVI-XVI на фиг. 13) показано, с одной стороны, как верхняя часть 25а второй выступающей поверхности 25 расположена на значительно более высоком уровне, чем самый низкий уровень углубления 27 вдоль биссектрисы В1, а с другой стороны, как ширина W2 второй выступающей поверхности значительно меньше, чем ширина W1 первой выступающей поверхности. В показанном примере W1 равна 1,0 мм, а W2 равна 0,6 мм. Ширина W2 может быть больше или меньше упомянутой величины. Однако W2, предпочтительно, должна составлять по меньшей мере 50% от W1.
На фиг. 17 показано расположение двух выступающих поверхностей 24, 25 относительно кромки 15 при вершине. В показанном примере радиус rn закругления угла равен 0,8 мм, сектор в пределах кромки 14 при вершине имеет угол дуги, равный 100° (180°-80°). Как наглядно показано на фиг.17, радиальное расстояние между режущим кончиком S и центром МР1 меньше, чем радиус rn. В показанном примере L1 соответственно равно приблизительно 0,7 мм. Другими словами, первая выступающая поверхность 24 расположена рядом с кромкой 15 при вершине, для того, чтобы на нее быстро попадала узкая стружка типа, которая преимущественно удаляется только вдоль передней кромки 15 при вершине. Кроме того, вторая выступающая поверхность 25, в свою очередь, расположена рядом с передней выступающей поверхностью 24 так, что расстояние L2 меньше, чем L1. В показанном примере L2 равно 0,3 мм, т.е. составляет меньше половины величины L1. В связи с этим необходимо отметить, что вторая выступающая поверхность 25 (см. фиг. 6) расположена на значительном расстоянии впереди передней части плоской опорной поверхности 8. Таким образом, вышеупомянутое расстояние немного больше, чем расстояние (L1 + L2) между режущим кончиком S и второй выступающей поверхностью 25. Таким образом, стружка, которая получает направление либо посредством первой выступающей поверхности 24, либо, в любом случае, посредством расположенной сзади выступающей поверхности 25, будет сразу же направляться в сторону, прежде чем она достигнет опорной поверхности 8. Другими словами, стружка направляется в сторону, не имея возможности повреждать опорную поверхность 8, если это будет использоваться только после переворачивания режущей пластины для точения.
На фиг. 6-12 показано, что угол заострения режущей кромки α1 в сечении VII равен 81,5° (дополнительный угол которого равен 8,5°). В показанном примере составляющая 16а стружечная поверхность выполнена в виде плоской поверхности (которая может быть также немного изогнутой). Это значит, что угол наклона угловой плоскости СР (см. также фиг. 18) относительно базовой плоскости RP (а также нейтральной плоскости NP) равен 8,5°. Из сечения VII угол заострения режущей кромки α1 увеличивается к сечению VIII, точнее, до величины α2, равной 84,5°. Данный угол является постоянным вдоль всей главной кромки 15 (см. фиг. 8 и 9). Вдоль промежуточной кромки 18, которая расположена вдоль изогнутой составляющей 16b стружечной поверхности, угол заострения режущей кромки α3 постепенно увеличивается от 84,5° до 90° в сегменте, где промежуточная кромка 18 преобразуется во вспомогательную режущую кромку 19 (см. фиг. 11). В показанном примере угол заострения режущей кромки α4 постоянно равен 90° вдоль всей вспомогательной режущей кромки 19, предполагая, что данная кромка, по существу, имеет по существу отрицательную геометрию резания, но при этом также значительно большей прочностью, чем режущие кромки 14, 15, 18.
ПРИНЦИП ДЕЙСТВИЯ ИЗОБРЕТЕНИЯ
Для того, чтобы объяснить принцип действия режущей пластины для точения в соответствии с изобретением, сделана ссылка на фиг. 19-25. На фиг. 19 показана заготовка 2, которая вращается на центральной оси С1, расположенной в горизонтальной плоскости, обозначенной НР. Механическая обработка заготовки осуществляется посредством режущей пластины 4 для точения, которая во время своей продольной подачи в направлении стрелки F снимает стружку, обозначенную СН. Во время точения режущая пластина 4 для точения (посредством соответствующего держателя 3 в соответствии с фиг.1) наклонена внутрь в пространственное положение, в котором две прямолинейные главные кромки 15 первичной режущей кромки 12, точнее, их линии EL15 режущих кромок, расположены в горизонтальной плоскости НР, при этом кромка 14 при вершине, а также работающая главная кромка 15 обеспечивают положительную геометрию резания. В то же самое время задняя поверхность 9 (которая перпендикулярна NP, но расположена под углом относительно составляющей 16b стружечной поверхности) режущей пластины для точения будет свободна от кольцеобразных поверхностей SA (плоской) и SB (вогнутой), которые подвергаются механической обработке. Если α1 в сечении VII (см. фиг. 12) равен 81,5°, то задний угол λ (см. фиг. 25) между вогнутой поверхностью SB и задней частичной поверхностью 11 режущей пластины для точения в выступе будет равен 90-81,5=8,5°. Соответствующий задний угол (не показан) получается также относительно плоской поверхности SA, точнее при заднем угле, который является дополнительным углом к углу заострения режущей кромки в сечении IX (фиг. 9), т.е. в показанном примере 90-84,5=5,5°.
На фиг. 22-24 показано, как осуществляется токарная обработка при разных глубинах резания ар. На фиг. 22 глубина ар1 резания минимальная, например, порядка 0,5-0,8 мм. При этом удаление стружки осуществляется по существу только вдоль передней кромки 14 (которая в показанном примере имеет радиус 0,8 мм). Исходя из принципа, что мельчайшие части стружки направляются перпендикулярно режущей кромке, стружка в данном случае становится изогнутой в сечении и получает направление перемещения стружки под очень умеренным углом относительно биссектрисы В1. После момента удаления стружка придерживается составляющей 16а стружечной поверхности так, что спустя короткое время (сравни расстояние L1) сталкивается с передней выступающей поверхностью 24 выступа 20. Если бы стружка не подвергалась требуемому направлению посредством упомянутой выступающей поверхности 24, то она проходила бы дальше назад так, чтобы затем сталкиваться с задней выступающей поверхностью 25, расположенной выше, которая с более высокой надежностью направляет стружку в сторону (по траектории, показанной на фиг. 19). Таким образом, стружка будет разламываться на части или измельчаться посредством, например, разделения относительно поверхности стружки рядом или позади пояска 6 или относительно соединительной задней поверхности 9 режущей пластины для точения.
В примерах, показанных на фиг. 22 и 23, глубины ар2 и ар3 резания более значительные. Это значит, с одной стороны, что основная часть стружки будет удаляться вдоль прямолинейной главной кромки 15, и в разной степени также режущих кромок 18 и 19, а с другой стороны, что направление перемещения стружки изменяется и образует увеличивающийся угол с биссектрисой В1, когда глубина резания увеличивается. Кроме того, стружка становится плоской или прямоугольной в основной части своего поперечного сечения, но за исключением тонкого (истертого) крайнего участка, имеющего изогнутую форму, образуемого посредством кромки 14 при вершине. Это значит, что при увеличивающейся глубине резания более значительная часть стружки будет наталкиваться на и направляться посредством боковой поверхности 21. Если увеличивать не только глубину резания, но и подачу, то стружка становится значительно более жесткой по сравнению с первым примером (как тростник в сравнении со стебельком травы). Однако несмотря на увеличенную жесткость, стружка будет направляться надлежащим, хотя и особенным способом, прежде всего вследствие перпендикулярного расстояния от линии режущей кромки до боковой поверхности 21, увеличивающейся с увеличением глубины резания, а также вследствие того, что боковая поверхность 21, а также боковые поверхности выступа 20 и выступа 30 являются относительно плоскими, т.е. поднимающимися под умеренными углами наклона. Выступ 20 является самым высоким в точке ТР и постепенно снижается к концевым точкам ЕР. Поэтому данные поверхности не представляют собой никаких крутых препятствий, о которые более могла бы разбиваться толстая стружка. В связи с этим необходимо особо подчеркнуть, что ни выступ 30, ни содержащаяся в нем вторая выступающая поверхность 25 не вносят никакого риска чрезмерного измельчения, несмотря на вторую выступающую поверхность 25, выступающую выше (на 0,051 мм), чем первая выступающая поверхность 24, точнее, вследствие выступа, расположенного на большем поперечном расстоянии от прямолинейной линии режущей кромки вдоль плоской задней составляющей 10 поверхности, и ее боковых поверхностей, полого опускающихся вниз от самой высокой точки выступа. Кроме того, вторая выступающая поверхность 25 имеет ограниченную ширину W2. Кроме того, важно то, что боковые поверхности 21 имеют высоту, протяженность которой максимально равна 0,400 мм, достаточно, 0,300 мм, как в примере, показанном на фиг. 12.
Преимущество настоящего изобретения заключается в том, что первичная режущая кромка (кромка при вершине + главная кромка) становится легко режущей благодаря своей положительной геометрии резания. Кроме того, способность направления стружки режущей пластины для точения становится надлежащей и надежной при всех изменяющихся условиях, которые могут возникать во время практического точения, таких как изменение глубины резания, изменение подачи и механическая обработка различных материалов (специфические свойства которых могут придавать стружке самый разный характер, например, в плане радиусов кривизны). В частности, значительно улучшается удаление стружки, а также образование стружки при малых глубинах резания, при этом образование стружки при больших глубинах резания не имеет негативных последствий.
Во всех чертежах имеющиеся режущие кромки показаны острыми так, что поверхность стружки и задняя поверхность сходятся в тонкой линии, а именно линии режущей кромки. На практике упомянутая линия режущей кромки может быть сделана более прочной, например, посредством очистки металлической щеткой или посредством по возможности узкой упрочняющей скошенной поверхности (с наибольшей шириной 0,05 мм).
ВОЗМОЖНЫЕ МОДИФИКАЦИИ ИЗОБРЕТЕНИЯ
Настоящее изобретение не ограничено только вышеописанным вариантом осуществления, показанным в чертежах. Так, направляющие поверхности для контроля стружки, средств образования стружки могут быть видоизменены различными способами. Например, передняя выпуклость, которая включает в себя сердцевидную поверхность, предназначенную прежде всего для тонкой стружки, может быть отделена от части пояска, расположенного позади, который включает в себя боковые поверхности, которые предназначены для направления более широкой и жесткой стружки. Можно также образовать упомянутые боковые поверхности на других выступающих элементах, помимо таких поясков, которые одновременно включают в себя опорную поверхность. Кроме того, можно применять изобретение к режущим пластинам для точения, имеющим другую основную форму, помимо четырехугольной, например, к треугольным. Необходимо также отметить, что вспомогательная режущая кромка режущей пластины для точения, которая расположена на среднем уровне ниже плоскости, в которой расположены опорные поверхности, также может быть немного выгнутой, а не абсолютно прямолинейной. Можно также образовать вспомогательную режущую кромку с умеренной, положительной геометрией резания, например, имеющую форму угла заострения режущей кромки в пределах 87-90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОГРАННАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2594301C2 |
| ПЛАСТИНА ДЛЯ ТОКАРНОЙ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ И ТОКАРНЫЙ ИНСТРУМЕНТ | 2014 |
|
RU2664348C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ПУТЕМ ТОЧЕНИЯ | 2016 |
|
RU2725270C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2108894C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2010 |
|
RU2518875C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ПРОДОЛЬНОГО ТОЧЕНИЯ С КОНФИГУРАЦИЕЙ СТРУЖКООБРАЗОВАТЕЛЯ, СОДЕРЖАЩЕЙ ВЫСТУП, ПРОХОДЯЩИЙ ПО НАПРАВЛЕНИЮ ВВЕРХ | 2017 |
|
RU2719974C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2011 |
|
RU2532612C2 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
Режущая пластина имеет многоугольную основную форму, содержащую множество углов, периферийную заднюю поверхность и одинаковые верхнюю и нижнюю стороны с опорными поверхностями, расположенными в базовых плоскостях, которые параллельны друг другу и нейтральной плоскости, расположенной посередине между ними, и относительно которых упомянутая задняя поверхность расположена под прямым углом. Вдоль упомянутой верхней стороны, а также упомянутой нижней стороны расположены первичные режущие кромки (12), которые каждая включает в себя кромку (14) при вершине, расположенную в углу, и две главные кромки (15), которые сходятся к ней, расположены в передней плоскости, расположенной под углом относительно нейтральной плоскости, и преобразуются во вспомогательные режущие кромки (19), которые проходят параллельно нейтральной плоскости и разделяют каждую пару первичных режущих кромок вдоль одной и той же стороны упомянутой режущей пластины для точения. Направляющие поверхности (24, 25, 21), отводящие стружку, расположены в пределах поверхностей (16а, 16b, 16с) стружки режущих кромок. Первичная режущая кромка (12) обладает преимущественно положительной геометрией резания так, что угол заострения режущей кромки между поверхностью (16а) стружки и задней поверхностью является острым в произвольных сечениях вдоль передней кромки (14), а также вдоль главных кромок (15). Достигается улучшение контроля стружки. 11 з.п. ф-лы, 25 ил.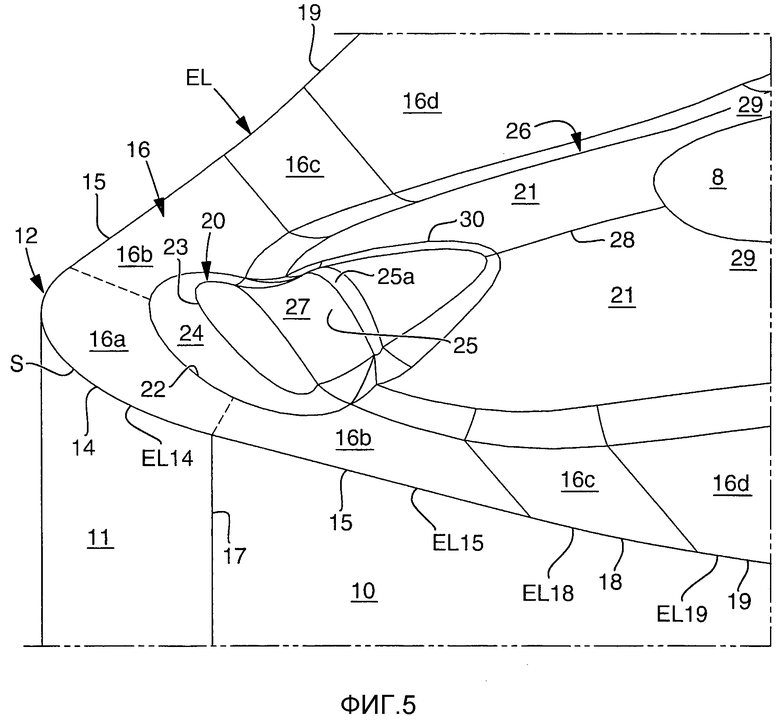
1. Двухсторонняя индексируемая режущая пластина для точения, имеющая многоугольную основную форму, содержащая множество углов (J1, J2, J3, J4), периферийную заднюю поверхность (9) и одинаковые верхнюю и нижнюю стороны (5а, 5b), в которые включены плоские опорные поверхности (8), расположенные в базовых плоскостях (US, LS), которые параллельны друг другу и нейтральной плоскости (NP), которая расположена посередине между упомянутыми базовыми плоскостями, и к которым задняя поверхность (9) продолжается под прямым углом, множество первичных режущих кромок (12), которые образованы вдоль верхней стороны, а также нижней стороны, и каждая в отдельности включает в себя кромку (14) при вершине, расположенную в углу, и две главные кромки (15), которые сходятся к ней и отклоняются относительно биссектрисы (В1), причем кромка (14) при вершине образована между передней составляющей (16а) стружечной поверхности и выпуклой составляющей (11) задней поверхности (9) и имеет изогнутую линию (EL14) режущей кромки, а главные режущие кромки (15) образованы между боковыми составляющими (16b) стружечной поверхности и плоскими составляющими (10) задней поверхности (9) и имеют прямолинейные линии (EL15) режущей кромки, причем, по меньшей мере, главные кромки (15) имеют линии (EL15) режущей кромки, расположенные в общей угловой плоскости (СР), которая наклонена относительно нейтральной плоскости (NP) в направлении соответствующей базовой плоскости (US, LS), и переходят во вспомогательные режущие кромки (19), которые проходят параллельно нейтральной плоскости (NP) и отделяют пары первичных режущих кромок (12), расположенные в углах, при этом в составляющих (16а, 16b) стружечной поверхности расположены направляющие поверхности (21, 24) для контроля стружки, отличающаяся тем, что отдельная первичная режущая кромка (12) имеет по существу положительную геометрию резания так, что угол заострения режущей кромки (α2) между составляющими (16b, 10) стружечной и задней поверхностей отдельной главной кромки (15) и угол заострения режущей кромки (α1) между составляющими (16а, 11) стружечной и задней поверхностей кромки (14) при вершине являются острыми в произвольных сечениях вдоль соответствующих линий (EL15, EL14) режущей кромки, причем отдельная главная кромка (15) переходит во вспомогательную режущую кромку (19) через дугообразную промежуточную кромку (18), причем угол заострения режущей кромки (α3) промежуточной кромки (18) постепенно увеличивается в направлении от главной кромки (15) к вспомогательной режущей кромке (19).
2. Режущая пластина для точения по п. 1, отличающаяся тем, что линии (EL15) режущей кромки главных кромок (15) и линия (EL14) режущей кромки (14) при вершине совместно расположены в упомянутой угловой плоскости (СР).
3. Режущая пластина для точения по п. 1 или 2, отличающаяся тем, что угол заострения режущей кромки (α) первичной режущей кромки (12) увеличивается от наименьшей величины (α1) в сечении (VII) вдоль биссектрисы (В1) между главными кромками (15) до наибольшей величины (α2) вблизи отдельной вспомогательной режущей кромки (19).
4. Режущая пластина для точения по п. 1, отличающаяся тем, что уровень перепада между опорной поверхностью (8) и базовой плоскостью (RP), общей для вспомогательных режущих кромок (19), составляет самое большее 0,400 мм.
5. Режущая пластина для точения по п. 1, отличающаяся тем, что направляющие поверхности для контроля стружки наклонены под углом наклона, составляющим самое большее 30° относительно нейтральной плоскости.
6. Режущая пластина для точения по п. 1, отличающаяся тем, что упомянутые направляющие поверхности содержат, с одной стороны, выступающую поверхность (24), включенную в выступ (20), который расположен позади кромки (14) при вершине вдоль биссектрисы (В1) между главными кромками (15), а с другой стороны, пару боковых поверхностей (21), включенных в поясок (6), расположенный позади выступа (20), и в который также включена опорная поверхность (8), причем выступающая поверхность (24) выполнена выпукло изогнутой и имеет протяженность по длине, которая проходит поперечно относительно биссектрисы (В1), при этом упомянутая выступающая поверхность наклонена под углом, который уменьшается от наибольшей величины (β1) вдоль биссектрисы (В1) до наименьшей величины в сечении (XV-XV), перпендикулярном биссектрисе.
7. Режущая пластина для точения по п. 6, отличающаяся тем, что на расстоянии позади выступа (20) образована вторая выступающая поверхность (25), верхняя часть которой расположена на более высоком уровне, чем верхняя часть первой выступающей поверхности (24), и которая имеет ширину (W2), которая меньше ширины первой выступающей поверхности (24) и составляет по меньшей мере 50% от нее.
8. Режущая пластина для точения по п. 1, отличающаяся тем, что угловая плоскость (СР) имеет угол наклона относительно нейтральной плоскости (NP), который составляет 6°-11°.
9. Режущая пластина для точения по п. 8, отличающаяся тем, что угол наклона угловой плоскости (СР) относительно нейтральной плоскости (NP) составляет 8,5°.
10. Режущая пластина для точения по п. 1, отличающаяся тем, что первичная режущая кромка (12) и угловая плоскость (СР) имеют протяженность, которая максимально равна 2-5 радиусам (rn) кромки при вершине.
11. Режущая пластина для точения по п. 10, отличающаяся тем, что протяженность первичной режущей кромки (12) и угловой плоскости (СР) равна приблизительно 3,75 радиуса (rn) кромки при вершине.
12. Режущая пластина для точения по п. 1, отличающаяся тем, что расстояние в направлении, перпендикулярном от линии (EL) режущей кромки до направляющей поверхности (21) для контроля стружки, увеличивается с глубиной резания (aр), когда она превышает протяженность первичной режущей кромки (12) и угловой плоскости (СР).
| US 4334808 A1, 15.06.1982 | |||
| Контактный сферометр | 1987 |
|
SU1511583A1 |
| РЕЖУЩАЯ ПЛАСТИНА С ВИНТОВОЙ ПОВЕРХНОСТЬЮ СХОДА СТРУЖКИ | 1994 |
|
RU2108210C1 |
| СВАРНОЙ ТОПЛИВНИК С ОХЛАЖДЕНИЕМ ГОРЛОВИНЫ И ПОДОГРЕВОМ ВОЗДУХА ДЛЯ ГАЗОГЕНЕРАТОРОВ | 1949 |
|
SU85383A1 |
| JP 200106150 A, 08.04.2004. | |||

