Область техники, к которой относится изобретение
Настоящее изобретение относится к режущему инструменту. Более конкретно, настоящее изобретение относится к невращающемуся радиальному резцу врубовой машины, содержащему сверхтвердый материал, например поликристаллический алмаз, внедренный в режущую пластину так, что по меньшей мере область режущей поверхности включает открытый сверхтвердый материал. Настоящее изобретение также относится к способу изготовления, и к врубовой машине с вращающимся элементом, на котором установлен резец, и к способу добычи.
Уровень техники
В приведенном ниже описании предшествующего уровня техники упоминаются определенные структуры и способы. Однако такие упоминания не следует толковать как допущение того, что эти структуры и способы могут быть противопоставлены данной заявке. Заявитель оставляет за собой право продемонстрировать, что такие структуры и/или способы не могут быть противопоставлены данной заявке.
Режущие инструменты, применяемые в горнодобывающей отрасли, например, для бурения мягкой породы и при широкозахватной выемке, содержат хвостовик, который вставляется в инструментодержатель. Рабочая часть, ориентированная вперед, при работе взаимодействует с минералом месторождения, например врезается в пласт, в частности, угля, и движется вдоль его торцевой поверхности. Для резания месторождения минерала режущую пластину обычно размещают на переднем рабочем участке. Для продления срока службы режущей пластины, когда она осуществляет выемку минерала, используют режущие пластины из твердого износостойкого материала.
При широкозахватной выемке на вращающийся барабан обычно устанавливают множество резцов, режущие пластины которых обращены в направлении вращения так, чтобы режущая кромка пластины врезалась в минерал. За режущей пластиной имеется задняя поверхность, предназначенная для уменьшения трения переднего рабочего участка о минерал, когда режущий инструмент проходит через него, и для создания рельефа или пути схода вырубленной породы.
В таких условиях передний рабочий участок резца как на грани режущей пластины, так и на передних частях самого резца изнашивается. Повышенное трение и истирание этих поверхностей при взаимодействии с минералом приводят к износу и могут генерировать избыточное количество теплоты, что может привести к разрушению режущей пластины. Кроме того, по мере возникновения следов износа на задней поверхности режущей пластины и уплощения контактной поверхности повышается потребляемая мощность машины и увеличивается пылеобразование.
Примеры врубовых инструментов приведены в патентах США 4194790; 4277106; 4674802; 4913125; 5806934 и 7393061; Великобритании 884224; 1000701; 1006617; 1212200 и Германии 295 03 743.
Раскрытие изобретения
Иллюстративный вариант невращающегося резца врубовой машины содержит участок хвостовика некруглого сечения, участок головки, содержащий область кончика, удаленную от участка хвостовика, участок фланца, отделяющий участок хвостовика от участка головки, и режущую пластину, установленную на переднем конце области кончика, при этом режущая пластина содержит корпус, выполненный из карбида вольфрама, и элемент, выполненный из сверхтвердого материала, причем элемент, выполненный из сверхтвердого материала, сплавлен с корпусом, при этом по меньшей мере часть первой поверхности элемента, выполненного из сверхтвердого материала, открыта на режущей поверхности режущей пластины.
Иллюстративный вариант способа изготовления режущей пластины для радиального резца включает этапы, на которых образуют пустое пространство в спеченном корпусе, выполненном из композиции, содержащей карбид вольфрама, помещают композицию, содержащую порошковый сверхтвердый материал в пустое пространство, сплавляют композицию, содержащую порошковый сверхтвердый материал со спеченным корпусом при высоком давлении/высокой температуре для формирования режущей пластины и, при необходимости, шлифуют режущую поверхность для сужения кромки режущей поверхности.
Иллюстративный вариант способа изготовления режущей пластины для радиального резца включает этапы, на которых образуют пустое пространство в неспеченном корпусе, выполненном из карбида вольфрама, помещают композицию, содержащую порошковый сверхтвердый материал, в пустое пространство, спекают неспеченный корпус, одновременно сплавливая композицию, содержащую порошковый сверхтвердый материал, со спеченным корпусом при высоком давлении/высокой температуре для формирования режущей пластины, и, при необходимости, шлифуют режущую поверхность для сужения кромки режущей поверхности.
Следует понимать, что приведенное выше общее описание и последующее подробное описание являются иллюстративными и пояснительными и предназначены для дополнительного пояснения заявленного изобретения.
Краткое описание чертежей
Далее приведено более подробное описание изобретения со ссылками на приложенные чертежи, на которых одинаковые элементы обозначены одинаковыми позициями, и где:
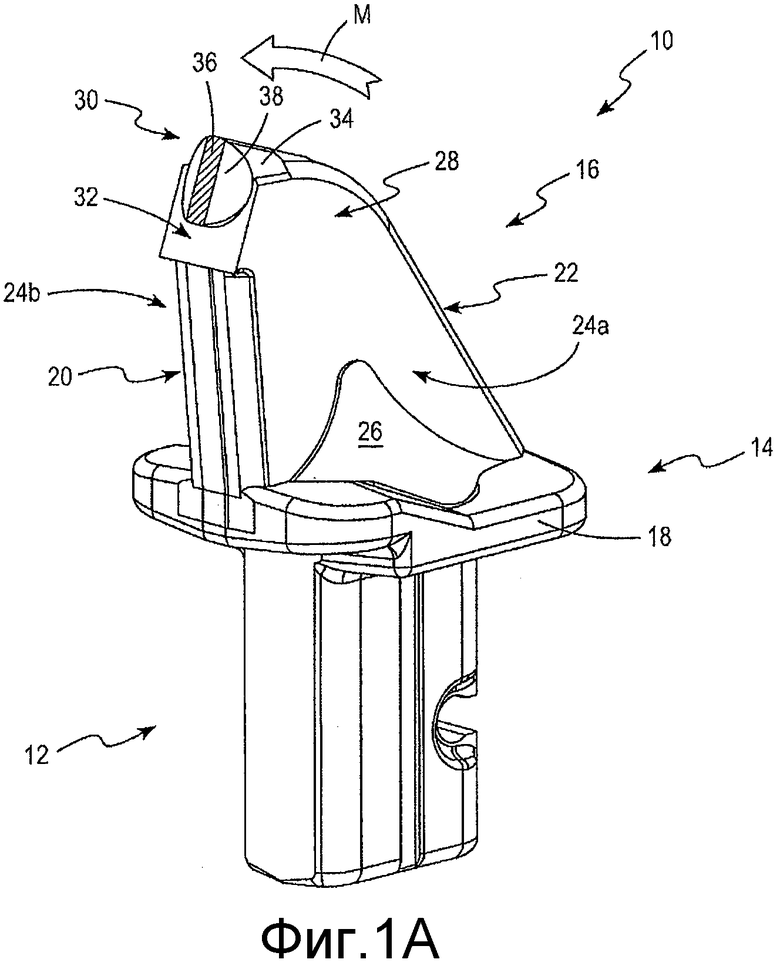
Фиг.1А - схематичный вид иллюстративного варианта резца для врубовой машины.
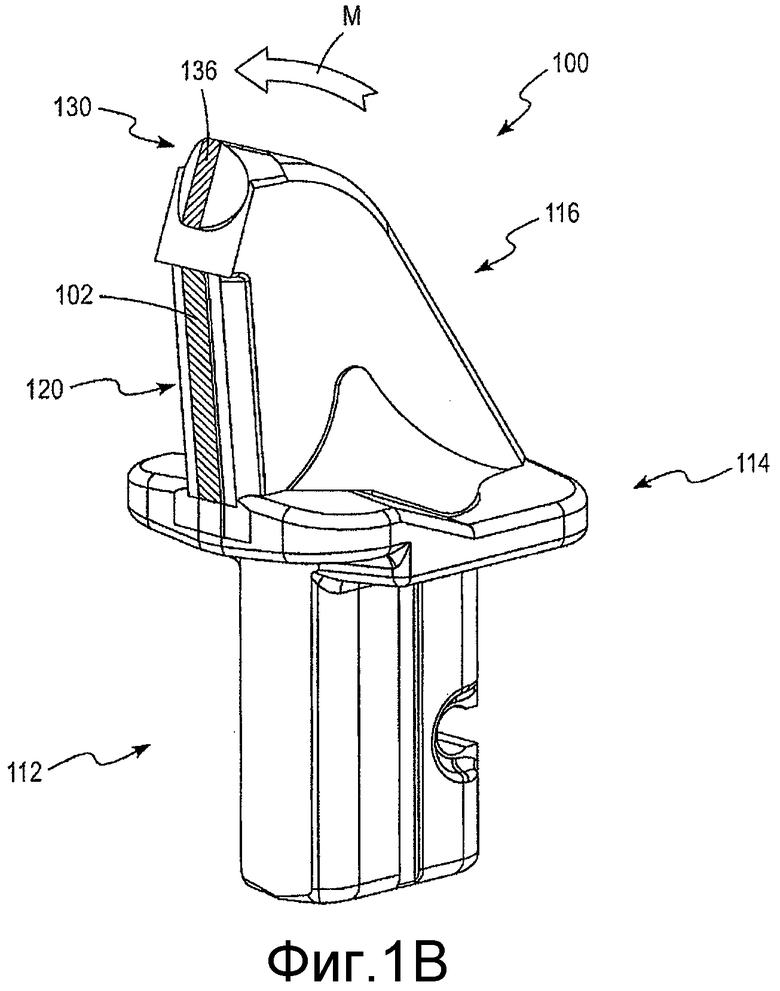
Фиг.1В - схематичный вид другого иллюстративного варианта резца для врубовой машины.
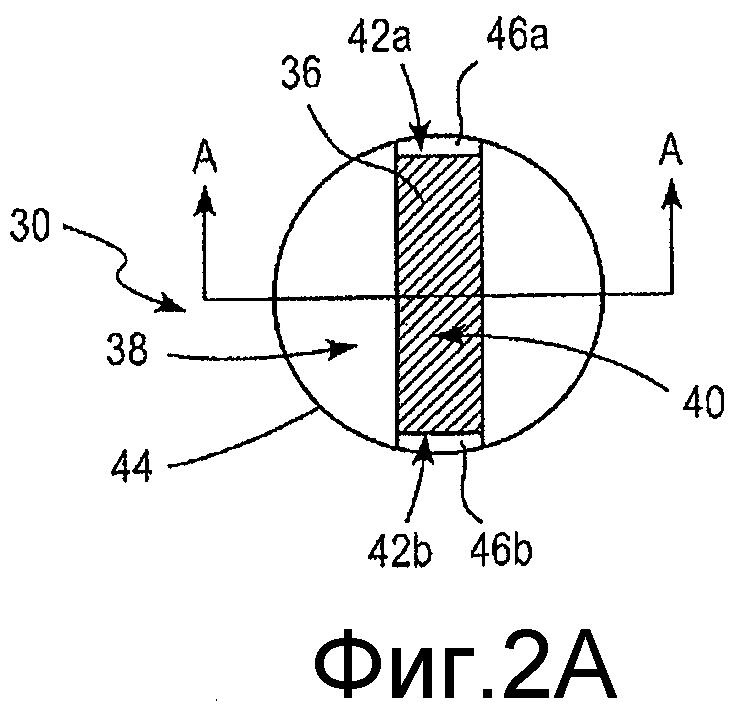
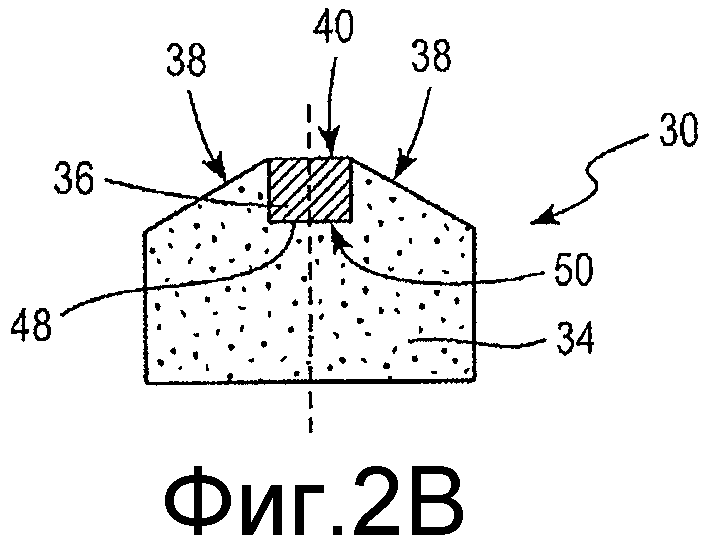
Фиг.2А и 2В - иллюстративный вариант режущей пластины с областью, выполненной из сверхтвердого материала при виде сверху (фиг.2А) и в сечении (фиг.2В).
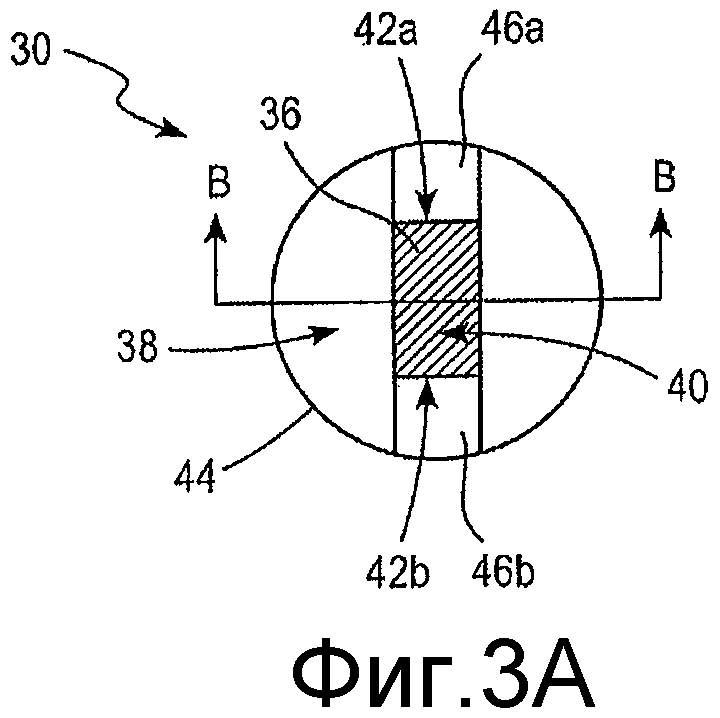
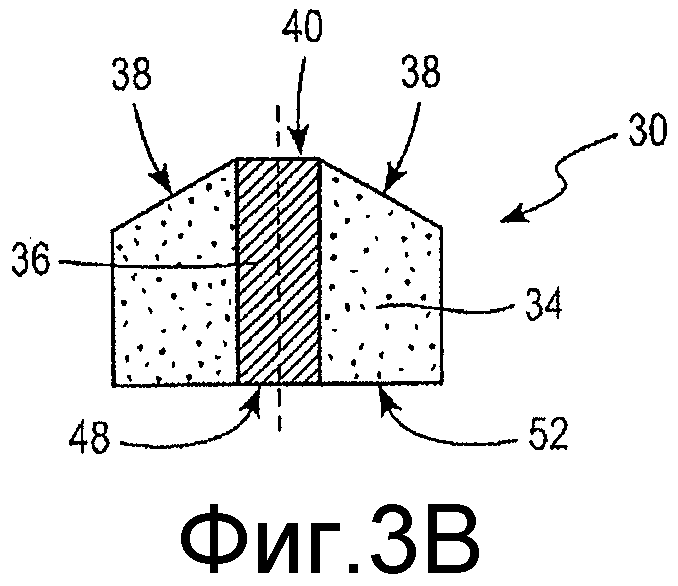
Фиг.3А и 3В - иллюстративный вариант режущей пластины с областью, выполненной из сверхтвердого материала при виде сверху (фиг.3А) и в сечении (фиг. 3В).
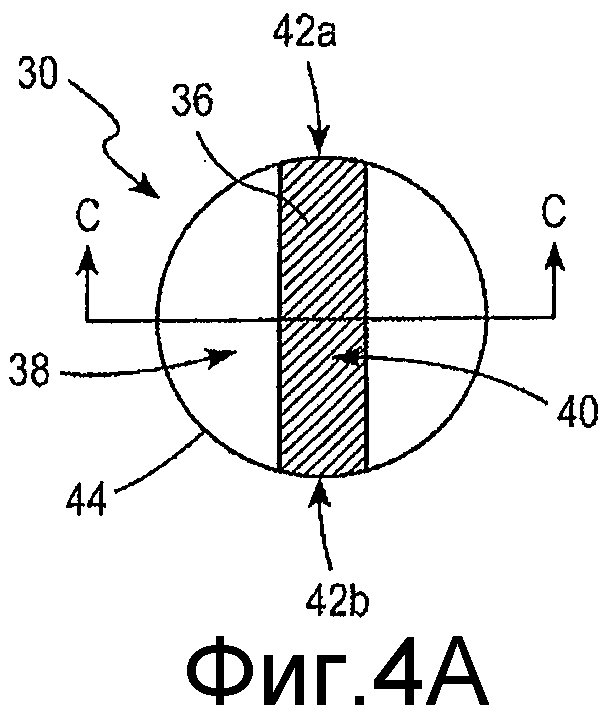
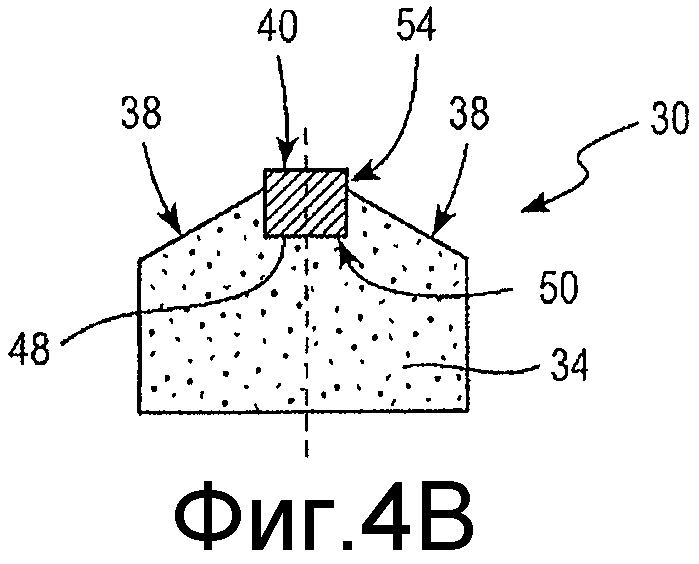
Фиг.4А и 4В - другой иллюстративный вариант режущей пластины с областью, выполненной из сверхтвердого материала при виде сверху (фиг.4А) и в сечении (фиг.4В).
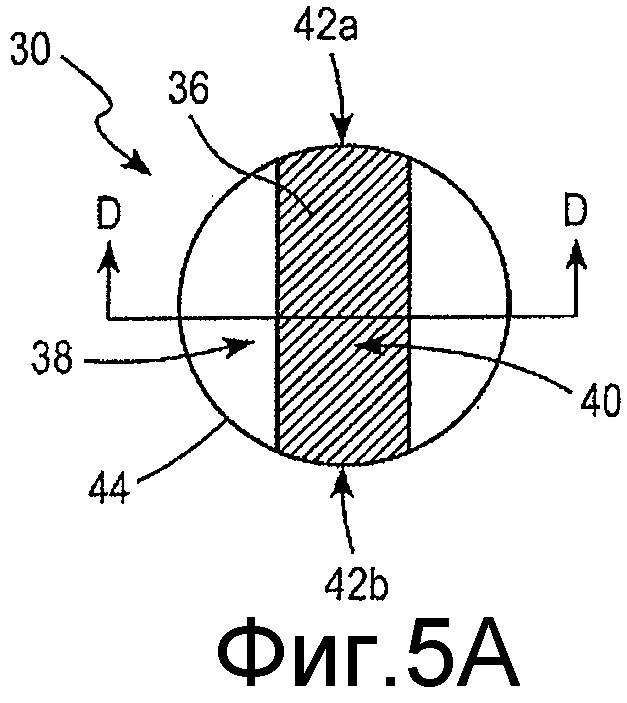
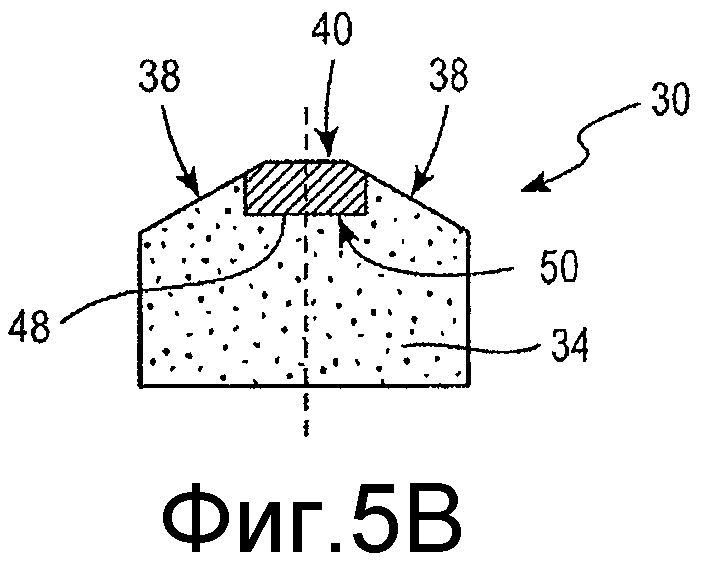
Фиг.5А и 5В - еще один иллюстративный вариант режущей пластины с областью, выполненной из сверхтвердого материала при виде сверху (фиг.5А) и в сечении (фиг.5В).
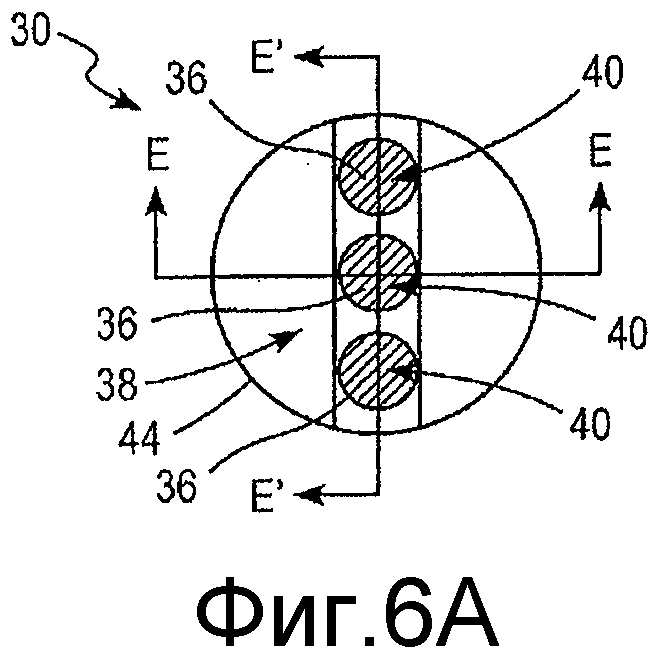
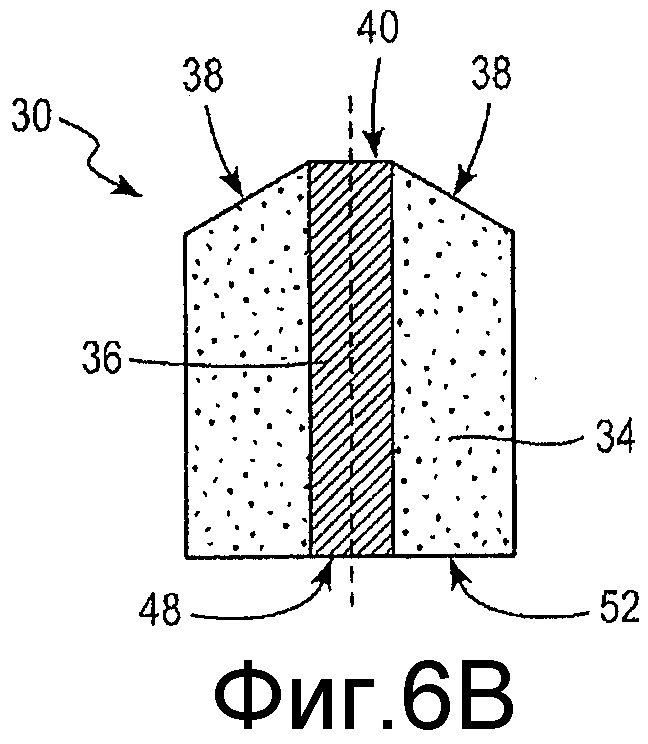
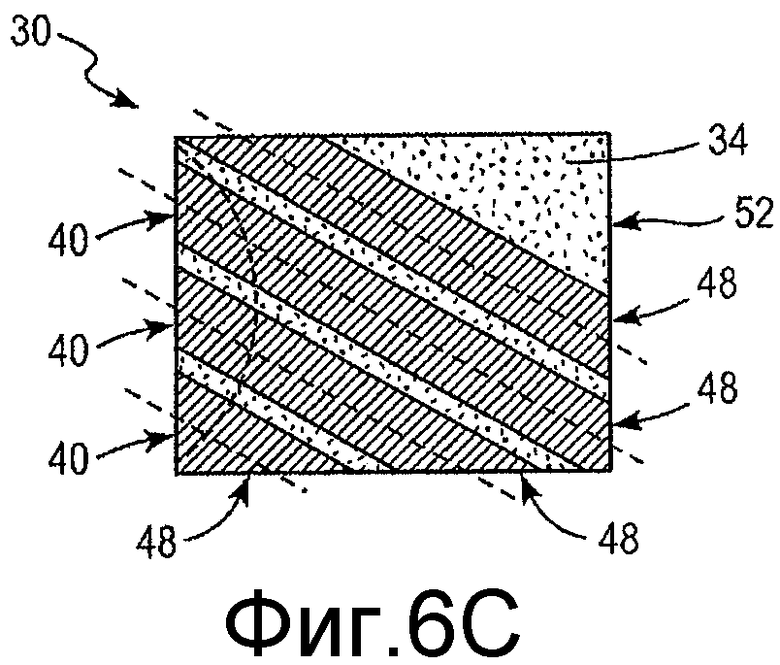
Фиг.6А-6С - дополнительный иллюстративный вариант режущей пластины с областью, выполненной из сверхтвердого материала при виде сверху (фиг.6А) и в двух сечениях (фиг.6В и 6С).
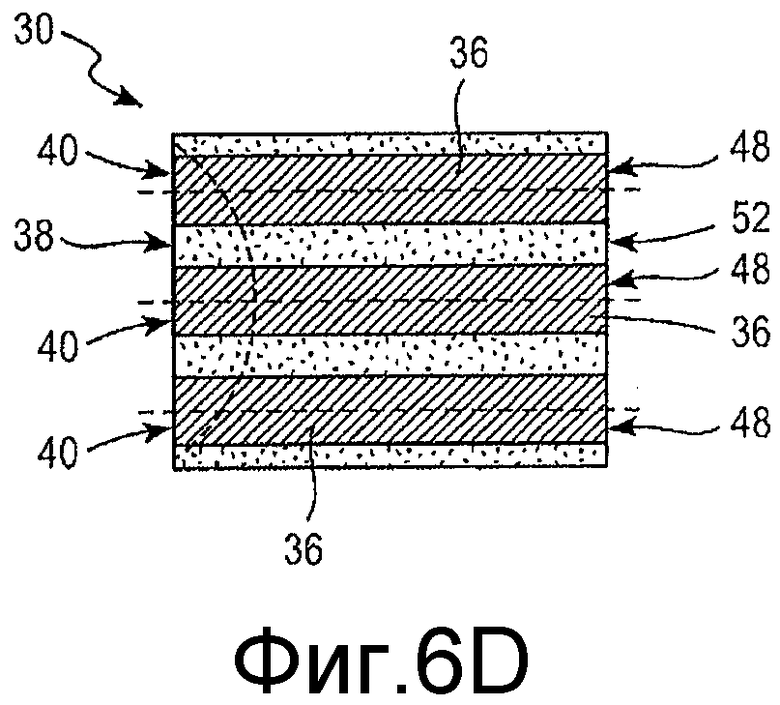
Фиг.6D - сечение альтернативного варианта режущей пластины по фиг.6А-6С с другой ориентацией элементов, выполненных из сверхтвердого материала.
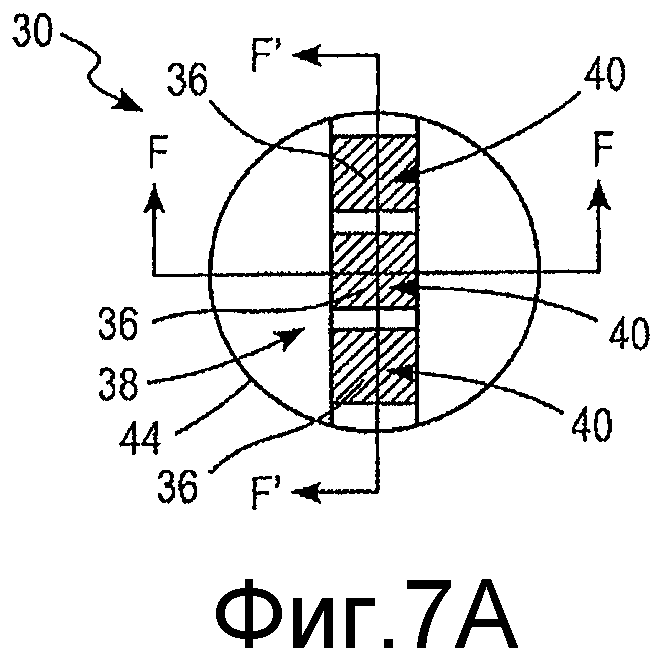
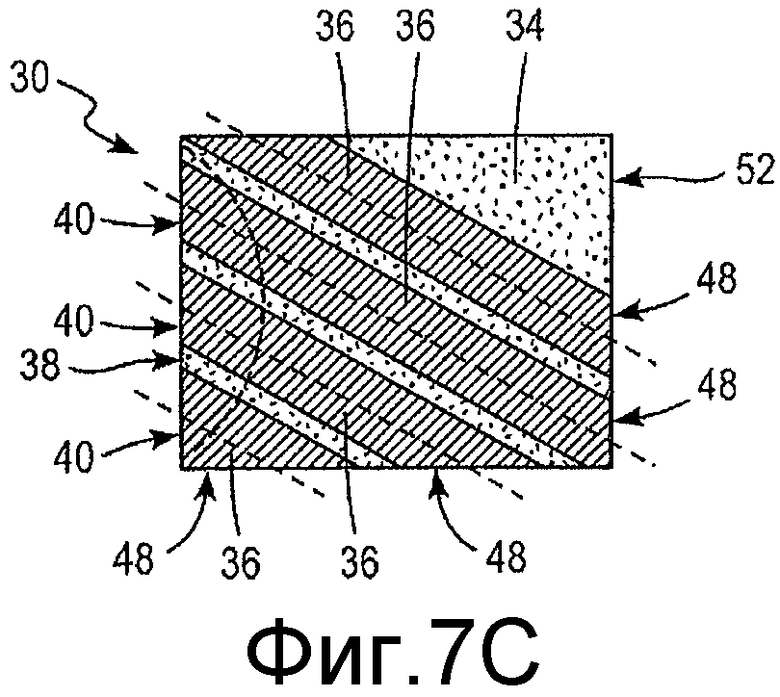
Фиг.7А-7С - дополнительный иллюстративный вариант режущей пластины с областью, выполненной из сверхтвердого материала при виде сверху (фиг.7А) и в двух сечениях (фиг.7В и 7С).
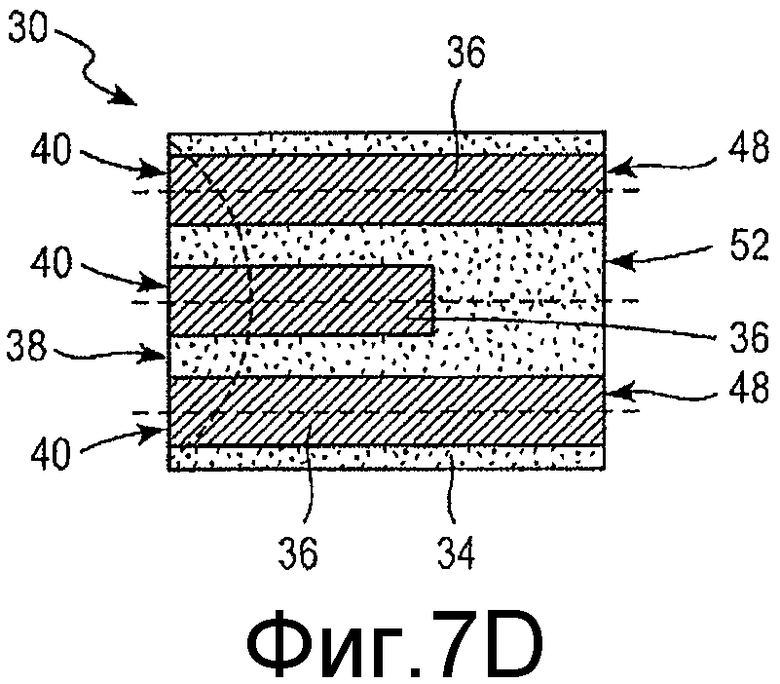
Фиг.7D - сечение альтернативного варианта режущей пластины по фиг.7А-7С с другой ориентацией элементов, выполненных из сверхтвердого материала. Показан пример элементов, заканчивающихся внутри корпуса режущей пластины.
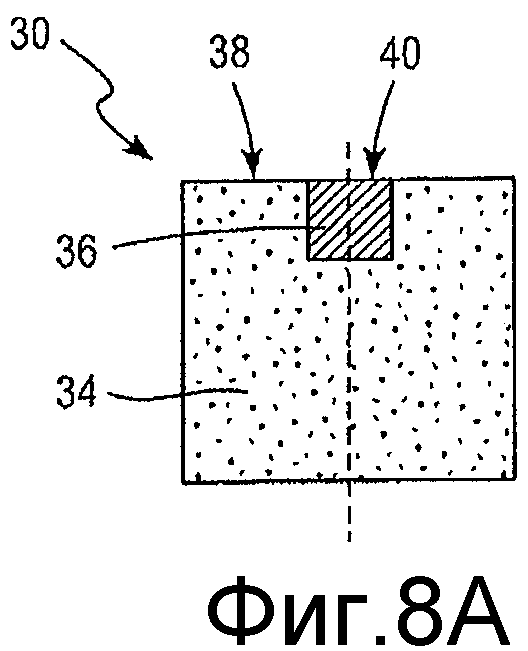
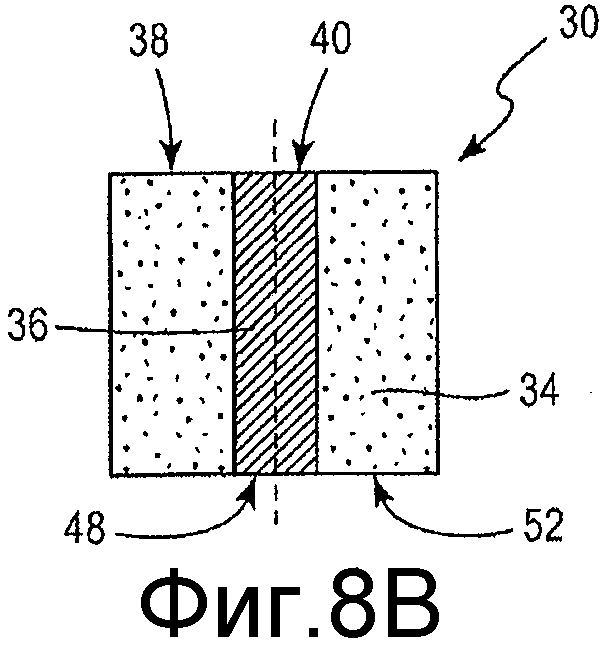
Фиг.8А и 8В - дополнительные иллюстративные варианты режущей поверхности с областью, выполненной из сверхтвердого материала при виде сверху и в сечении.
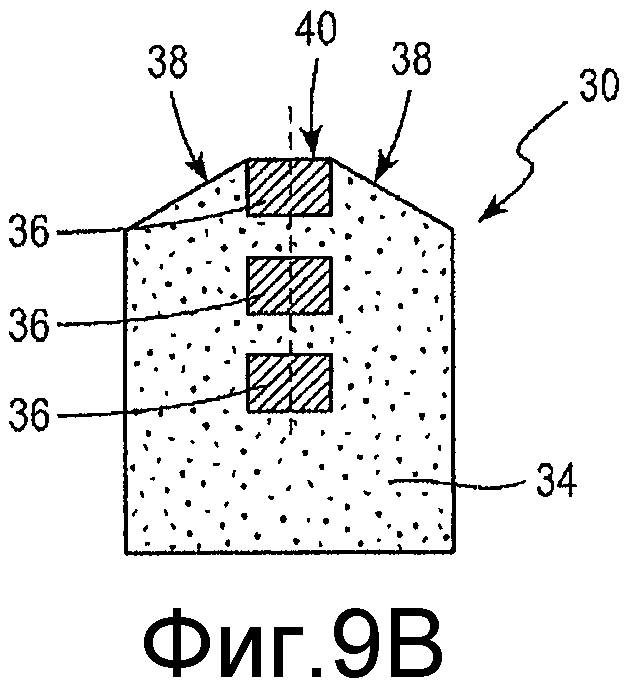
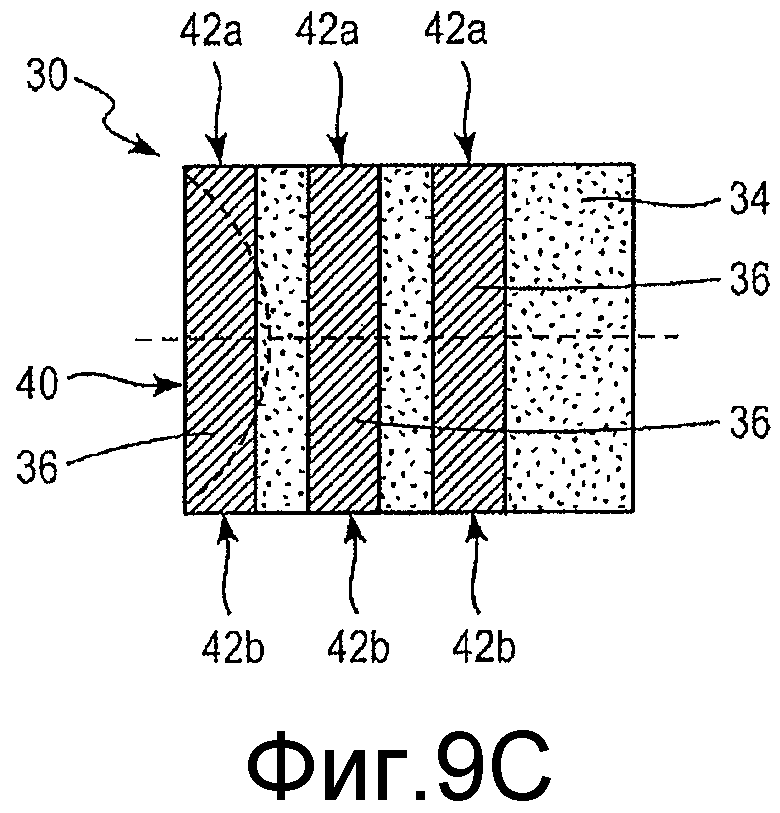
Фиг.9А-9С - дополнительный иллюстративный вариант режущей пластины с областью, выполненной из сверхтвердого материала при виде сверху (фиг.9А) и в двух сечениях (фиг.9В и 9С).
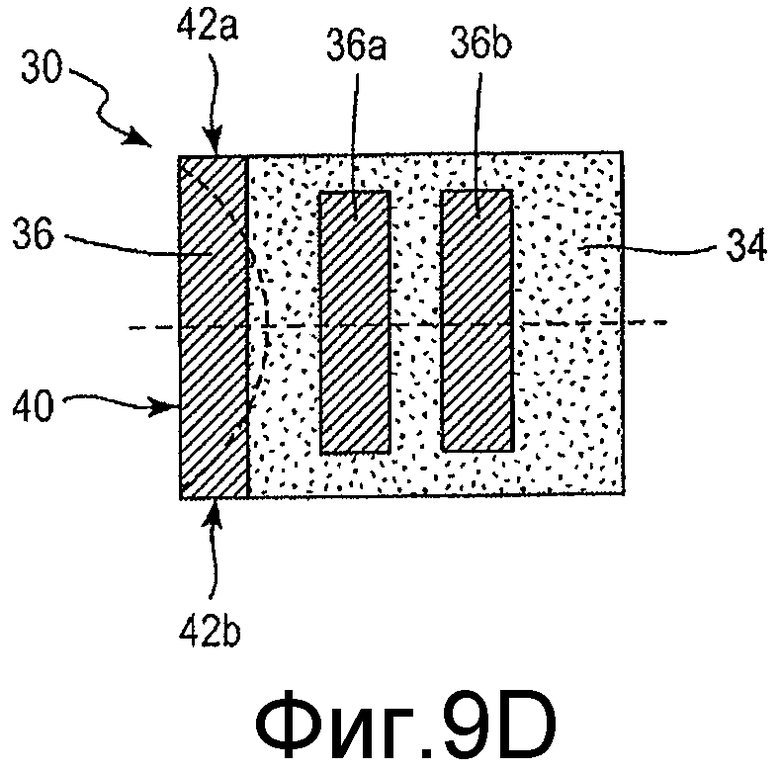
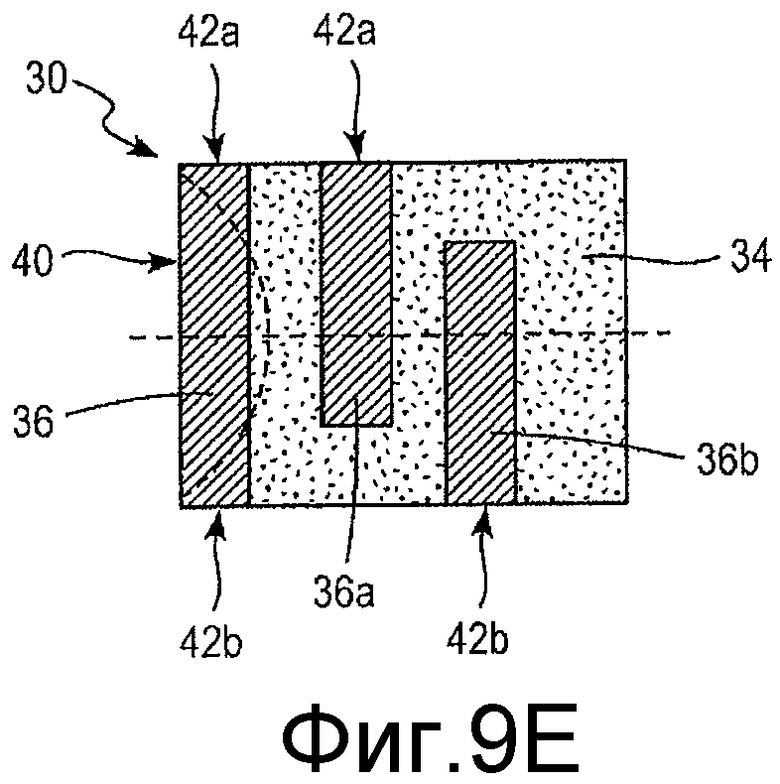
Фиг.9D-9E - сечение альтернативных вариантов режущей пластины по фиг.7А-7С с другой ориентацией элементов, выполненных из сверхтвердого материала. Показан пример элементов, заканчивающихся внутри корпуса режущей пластины.
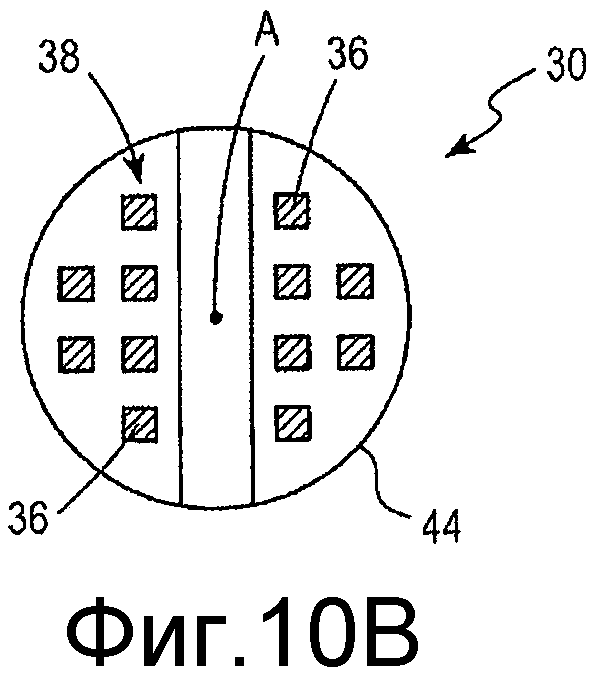
Фиг.10А и 10В - иллюстративный вариант режущей поверхности с областью, выполненной из сверхтвердого материала, при виде сверху с решетчатым расположением открытых режущих элементов на режущей поверхности (фиг.10А) и с расположением режущих элементов на режущей поверхности в виде решетки (фиг.10В).
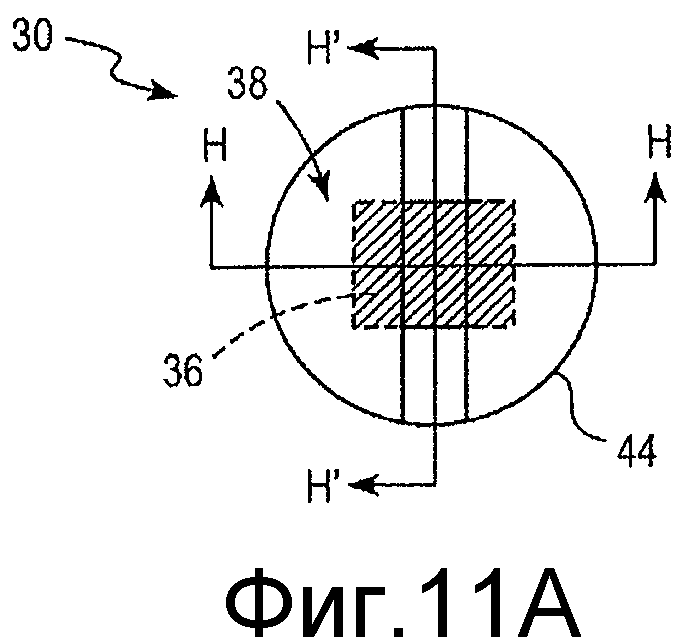
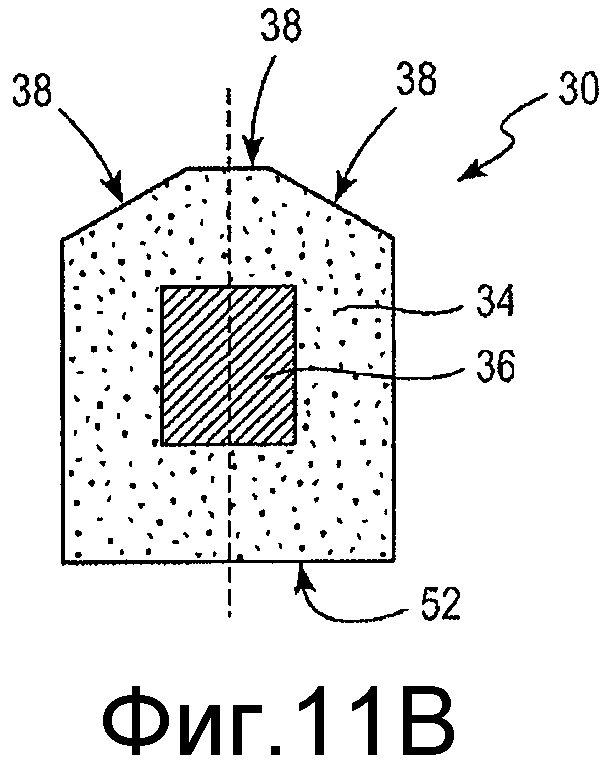
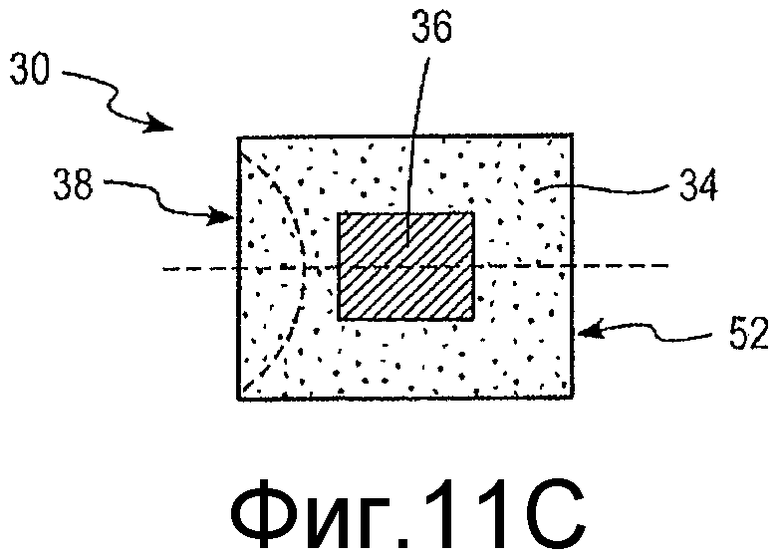
Фиг.11А-11С - дополнительный иллюстративный вариант режущей пластины с областью, выполненной из сверхтвердого материала, при виде сверху (фиг.11А) и в двух сечениях (фиг.11В и 11С).
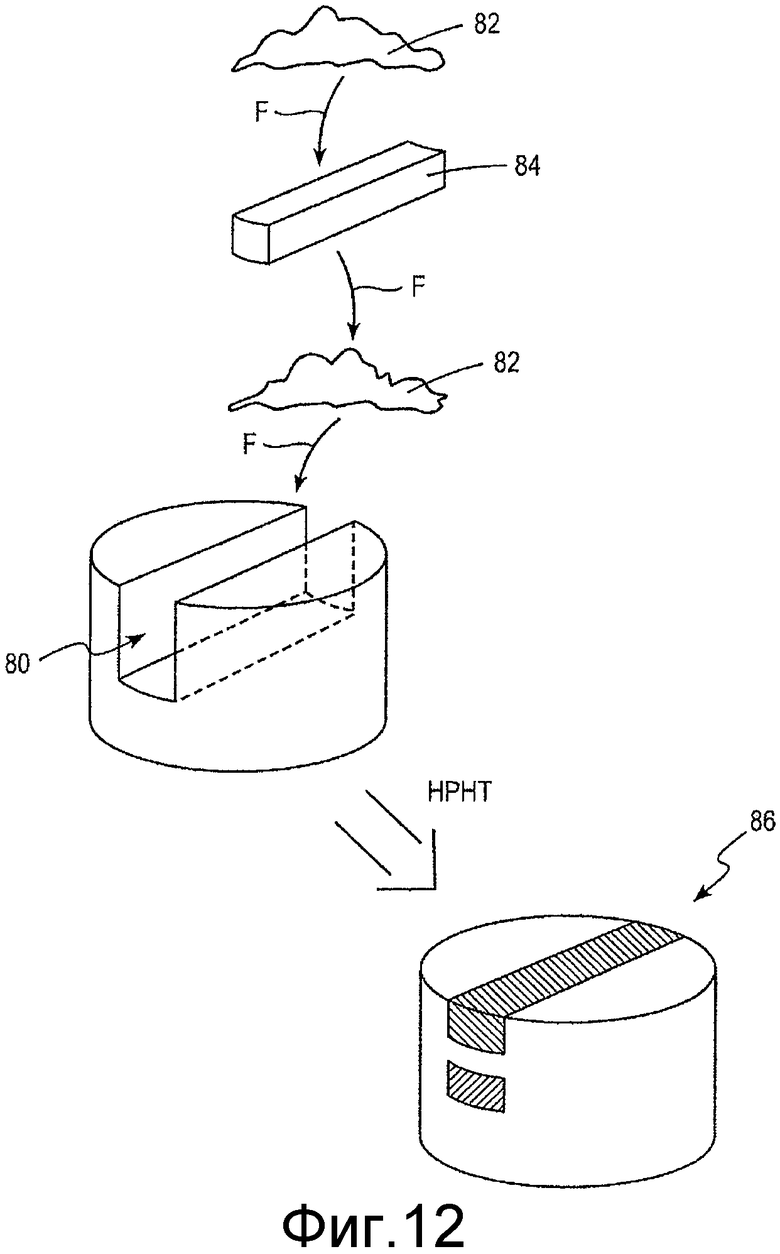
Фиг.12 - часть способа изготовления варианта режущей пластины резца по настоящему изобретению, при котором композицию, содержащую сверхтвердый материал, помещают в пустое пространство слоями.
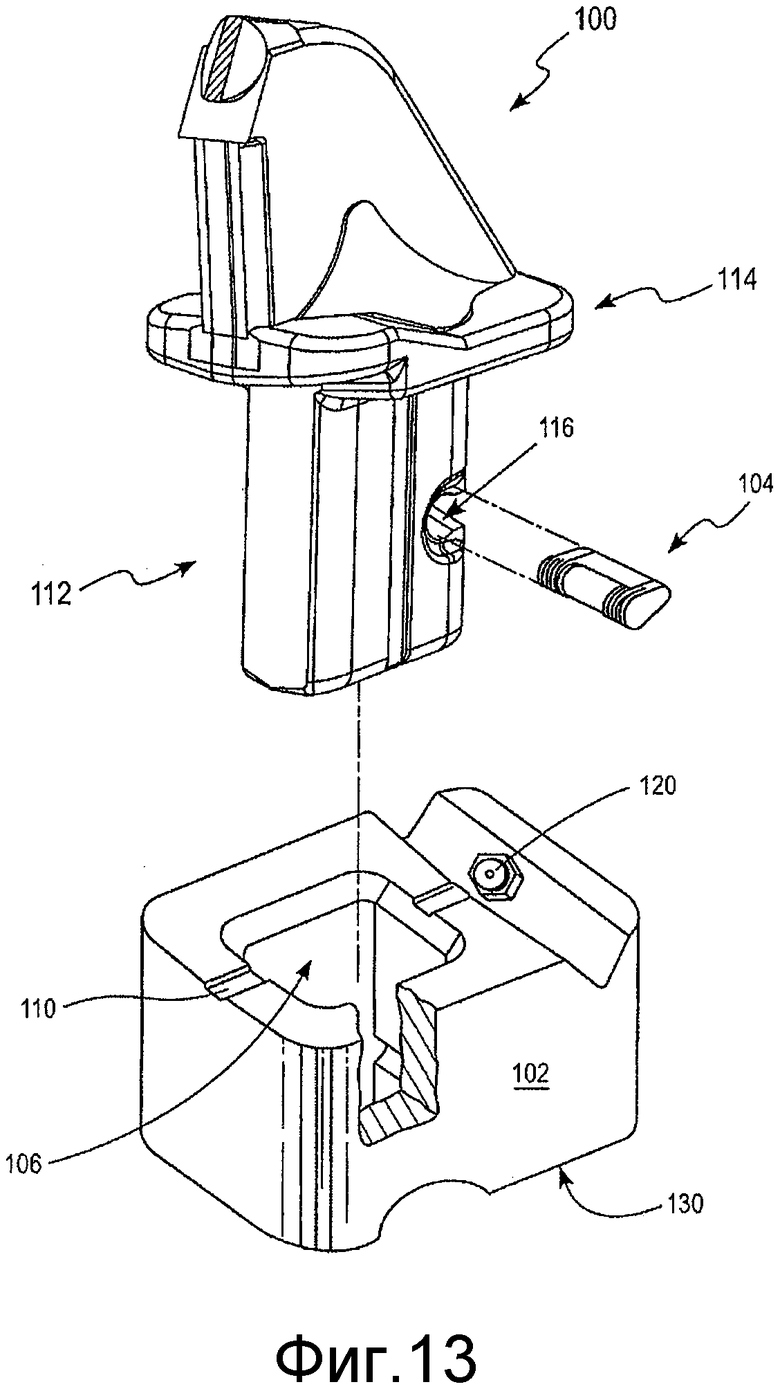
Фиг.13 - разобранный иллюстративный вариант резца, гнезда и удерживающего устройства.
Подробное описание изобретения
На фиг.1А приведен схематичный вид иллюстративного варианта резца врубовой машины. Резец 10, показанный на фиг.1А, содержит участок 12 хвостовика, участок 14 фланца и участок 16 головки.
Участок 12 хвостовика имеет некруглое сечение. Множество поверхностей хвостовика, показанного на фиг.1А, могут быть расположены по существу ортогонально или могут быть расположены под углом, как описано в патенте США 4913125, содержание которого полностью включено сюда путем ссылки. Кроме того, пересечение любых двух поверхностей может быть скруглено под определенным радиусом или может быть острым. По существу форма участка хвостовика препятствует вращению резца, когда он установлен в гнездо режущего барабана, имеющее ответную форму.
Участок 14 фланца отделяет участок 12 хвостовика от участка 16 головки радиально выступающим фланцем или юбкой 18.
Участок 16 головки имеет переднюю поверхность 20, заднюю поверхность 22 и боковые поверхности 24а, 24b, которые соединяют переднюю поверхность 20 и заднюю поверхность 22. Относительно направления М движения при работе передняя поверхность 20 является передней кромкой, а задняя поверхность 22 является задней кромкой. Каждая из боковых поверхностей 24а, 24b может содержать подпорный участок 26, который связывает участок 16 головки с участком 14 фланца для поддержания участка 16 головки. В альтернативных вариантах режущая пластина по существу целиком выполнена из сверхтвердого материала.
Участок 16 головки содержит область 28 кончика, удаленную от участка 12 хвостовика. Режущая пластина 30 установлена на переднем конце 32 области 28 кончика. Режущая пластина 30 содержит корпус 34 и элемент 36, выполненный из сверхтвердого материала. Элемент 36, выполненный из сверхтвердого материала, сплавлен с корпусом 34. Корпус 34 выполнен из материала, имеющего промежуточную твердость между твердостью сверхтвердого материала и твердостью материала, из которого выполнен участок 16 головки. В иллюстративном варианте корпус 34 выполнен из карбида вольфрама. По меньшей мере часть первой поверхности элемента 36, выполненного из сверхтвердого материала, открыта на режущей поверхности 38 режущей пластины 30.
На фиг.1В приведен схематичный вид другого иллюстративного варианта резца врубовой машины. Резец 100 по фиг.1В содержит участок 112 хвостовика, участок 114 фланца и участок 116 головки, подобные тем, что описаны со ссылками на фиг.1А. В дополнение к признакам резца 10 врубовой машины, показанным и описанным со ссылками на фиг.1А, резец 100 по фиг.1В имеет участок 102 передней поверхности 120 участка 116 головки, который выполнен из сверхтвердого материала. При его наличии участок 102 может быть расположен на расстоянии от элемента 136, выполненного из сверхтвердого материала и открытого на режущей поверхности режущей пластины 30, или может быть его продолжением. В обоих случаях участок 102 обеспечивает повышение износостойкости передней поверхности 120 участка 116 головки, когда резец 100 врубовой машины врезается в минерал.
Форма режущей пластины в любом из вариантов резца 10, 100 врубовой машины может иметь множество вариантов. Примеры вариантов режущей пластины 30 и элемента 36, выполненного из сверхтвердого материала, описаны ниже со ссылками на фиг.2-11.
В иллюстративном варианте элемент 36, выполненный из сверхтвердого материала, содержит первую поверхность и противоположную вторую поверхность, при этом вторая поверхность проходит до внутренней поверхности корпуса. Пример такого расположения показан на фиг.2А и 2В.
На фиг.2А и 2В показан иллюстративный вариант режущей поверхности с областью, выполненной из сверхтвердого материала, при виде сверху (фиг.2А) и в сечении (фиг.2В). Вид сверху на фиг.2А показывает режущую поверхность 38 режущей пластины 30. Сечение на фиг.2В соответствует сечению по линии А-А на фиг.2А.
В иллюстративных вариантах режущей пластины 30 элемент 36, выполненный из сверхтвердого материала, имеет первую поверхность 40, открытую на режущей поверхности 38. В варианте по фиг.2А и 2В концы 42а, 42b элемента 36, выполненного из сверхтвердого материала, не доходят до периферии 44 режущей поверхности 38. На каждом конце элемента 36, выполненного из сверхтвердого материала, имеется область, которая образует боковую стенку 46а, 46b, примыкающую к объему, занимаемому элементом 36, выполненным из сверхтвердого материала. В альтернативном варианте один или оба конца 42а, 42b элемента 36, выполненного из сверхтвердого материала, могут доходить до периферии 44 режущей поверхности 38 (см., например, фиг.4А и 5А).
Сечение на фиг.2В показывает глубину от режущей поверхности 38, на которую проходит элемент 36, выполненный из сверхтвердого материала. На фиг.2В вторая поверхность 48 элемента 36, выполненного из сверхтвердого материала, заканчивается внутри корпуса 34. Поэтому вторая поверхность 48 доходит до внутренней поверхности 50 корпуса 34. Вторая поверхность 48 по существу лежит напротив первой поверхности 40. Такая же компоновка может использоваться для одного или более элементов 36, как показано в иллюстративном варианте по фиг.7D.
В альтернативном варианте элемент, выполненный из сверхтвердого материала, содержит первую поверхность и противоположную вторую поверхность и элемент, выполненный из сверхтвердого материала, доходит до базовой поверхности режущей пластины, которая расположена напротив режущей поверхности, при этом вторая поверхность открыта на базовой поверхности. Пример такой компоновки показан на фиг.3А и 3В.
На фиг.3А и 3В показан иллюстративный вариант режущей поверхности 38 с областью, выполненной из сверхтвердого материала, в плане (фиг.3А) и в сечении (фиг.3В). Вид сверху на фиг.3А иллюстрирует режущую поверхность 38 режущей пластины 30. Сечение на фиг.3В соответствует сечению по линии В-В на фиг.3А.
В иллюстративных вариантах режущей пластины режущий элемент 36, выполненный из сверхтвердого материала, проходит от режущей поверхности 38 до базовой поверхности 52 режущей пластины 30. Базовая поверхность 52 лежит по существу напротив режущей поверхности 38, а первая поверхность 40 лежит по существу напротив второй поверхности 48. По меньшей мере часть второй поверхности 48 открыта на базовой поверхности 52.
В настоящем описании термин «открытая» в применении к режущей поверхности 38 может относиться к любой из следующих ситуаций: первая поверхность 42 элемента 36, выполненного из сверхтвердого материала, граничит с режущей поверхностью 38, выступает от нее или утоплена в нее. Кроме того, в настоящем описании термин «открытая» в применении к базовой поверхности 52 может относиться к любой из следующих ситуаций: вторая поверхность 48 элемента 36, выполненного из сверхтвердого материала, граничит с базовой поверхностью 52, выступает от нее или утоплена в нее.
Например, как показано на фиг.2В, 3В и 5В, первая поверхность 40 элемента 36, выполненного из сверхтвердого материала, граничит с режущей поверхностью 38. В точке, где первая поверхность 40 встречается с режущей поверхностью 38, поверхности 38, 40 находятся в одном и том же осевом положении и между ними по существу отсутствует уступ. Даже если эти поверхности встречаются под углом, соответствующие поверхности 38, 40 граничат друг с другом под углом и первая поверхность 40 элемента 36 считается граничащей с режущей поверхностью 38. Например, режущая поверхность 38 на корпусе 34 скошена от плоскости, в которой лежит поверхность 40 (см. фиг.2В и 3В). Также, например, по меньшей мере часть первой поверхности 40 элемента 36 соответственно скошена вместе с режущей поверхностью 38 корпуса 34 (см. фиг.5В).
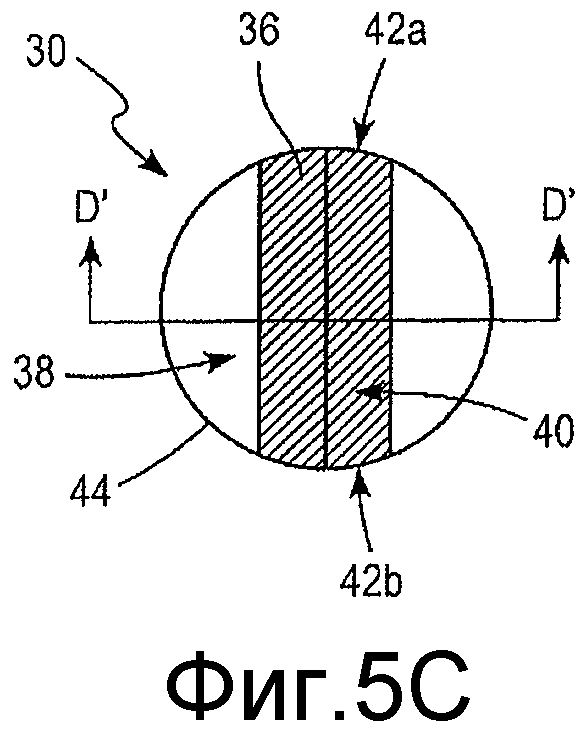
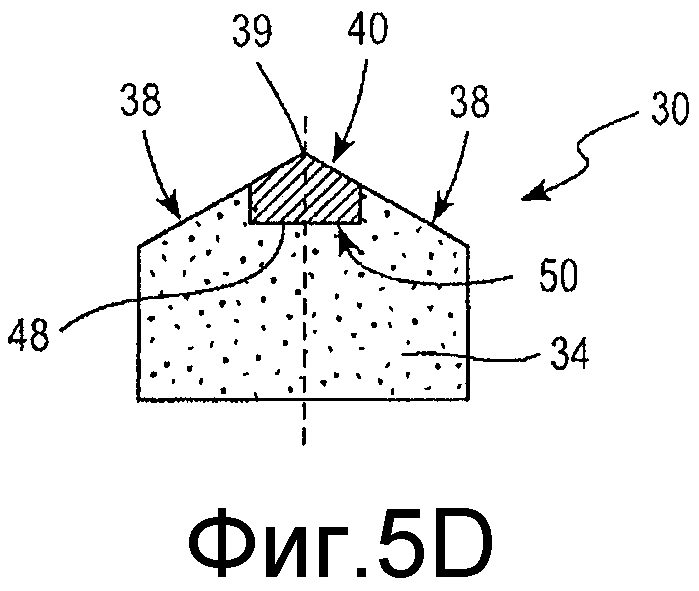
В другом варианте, показанном на фиг.5С и 5D, режущие поверхности 38 встречаются на вершине 39. Здесь первая поверхность 40 элемента 36, выполненного из сверхтвердого материала, имеет кромку без плоской поверхности или в качестве альтернативы с минимальной плоской поверхностью по сравнению с первой поверхностью 40, например по фиг.5А и 5В. Такая вершина может быть острой или закругленной и может использоваться в различных показанных вариантах. Сечение на фиг.5В соответствует сечению по линии D'-D' на фиг.5А.
В другом примере, показанном на фиг.4В, первая поверхность 40 элемента 36 выступает наружу из режущей поверхности 38. Между первой поверхностью 40 и режущей поверхностью 38 имеется уступ 54.
Режущая пластина может содержать множество элементов, выполненных из сверхтвердого материала. На фиг.6А-6С, 7А-7С, 9А-9С и 10 показаны примеры режущих пластин 30, содержащих множество элементов 36, выполненных из сверхтвердого материала. Это множество элементов может быть установлено в разной ориентации. Например, множество элементов 36 может быть открыто на режущей поверхности 38 режущей пластины 30 рядами, или колонками (см. фиг.6А-6С и 7А-7С), или решеткой (см. фиг.10А), или в квадрантном порядке (см. фиг.10В). В качестве альтернативы множество элементов 36 могут быть внедрены в корпус 34 режущей пластины 30 так, чтобы на периферийной поверхности режущей пластины 30 не было открытых сторон или была открыта одна или более сторон режущих элементов 36, имеющих одну или более торцевых поверхностей 42а, 42b (см., например, фиг.9А-9С).
Можно считать, что форма элементов 36, выполненных из сверхтвердого материала, содержит первую поверхность 40, вторую поверхность 48, расположенную напротив первой поверхности 40, и боковые поверхности 42а, 42b, соединяющие первую поверхность 40 со второй поверхностью 48 для получения по существу призматической формы или по существу многоугольной формы по трем осям. Форма элемента 36 имеет первую ось, на которой лежат противоположные первая поверхность 40 и вторая поверхность 48. Первая ось обычно ортогональна плоскостям, в которых лежат первая поверхность 40 и вторая поверхность 48 (см., например, фиг.6B и 6D), но в некоторых случаях может быть наклонена (см., например, фиг.6С и 7С). Форма элемента 36 имеет вторую ось, на которой лежат противоположные торцевые поверхности 42а, 42b. Форма элемента 36 имеет третью ось, на которой лежат противоположные боковые поверхности. Третья ось обычно ортогональна плоскостям, в которых лежат боковые поверхности.
Разные оси элементов 36 могут быть ориентированы по-разному, чтобы повысить износостойкость режущей пластины 30. Например, элемент 36 или один или более из множества элементов 36 могут быть ориентированы по первой оси (i) перпендикулярно базовой поверхности 52 режущей пластины 30 (см., например, фиг.3В, 6D, 7D и 8B) или (ii) не под прямым углом к базовой поверхности 52 режущей пластины (см., например, фиг.6С и 7C) и могут пересекать (i) базовую поверхность 52 (см., например, фиг.3B, 6C-6D, 7C-7D, 8D) или (ii) периферийную поверхность (см., например, фиг.6C, 7C, 9C-9D) или может быть использована комбинация любых из этих признаков (см., например, фиг.6С и 7С).
Аналогичным образом, ось между противоположными боковыми поверхностями может быть ориентирована по-разному, чтобы повысить износостойкость режущей пластины 30. Например, элемент 36 или один или более из множества элементов 36 могут быть ориентированы по третьей оси, т.е. по оси, на которой лежат противоположные боковые поверхности, а также могут быть ориентированы для пересечения с периферийной поверхностью режущей пластины (см., например, фиг.4А, 5А, 6А и 6С, 7А и 7С, 9А и 9С-9Е).
В некоторых вариантах по меньшей мере одна боковая поверхность открыта на периферийной поверхности режущей пластины. Этой боковой поверхностью может быть торцевая поверхность 42а, 42b или другая боковая поверхность, которая (i) может быть соединена с элементом 36 на режущей поверхности 38 режущей пластины 30 (см., например, фиг.4А, 5А, 9А и 9С-9Е), (ii) может быть соединена с элементом 36, внедренным в режущую поверхность 38 режущей пластины 30 (см., например, фиг.9А и 9С-9Е), (iii) может быть соединена с элементом 36, расположенным под углом к базовой поверхности 52 (см., например, фиг.6А и 6С, 7А и 7С) или параллельно базовой поверхности 52 (см., например, фиг.9С-9Е), или (iv) может быть комбинацией любых из этих признаков.
В другом примере режущая пластина 30 содержит второй элемент 36, выполненный из сверхтвердого материала, который расположен полностью внутри корпуса 34 режущей пластины 30. Например, на фиг.9D показан альтернативный иллюстративный вариант режущей пластины 30, показанной на фиг.9А-9С, но со вторым элементом 36а и третьим элементом 36b, утопленными в корпус 34. Хотя на фиг.9D второй элемент 36а и/или третий элемент 36b показаны полностью утопленными в корпус 34 режущей пластины 30, по меньшей мере одна боковая поверхность этих элементов в качестве альтернативы может быть открыта на периферийной поверхности режущей пластины (см., например, фиг.9Е). Кроме того, на фиг.11А-11С показан альтернативный вариант режущей пластины 30 с элементом 36, выполненным из сверхтвердого материала, полностью утопленным в корпус 34 режущей пластины 30. В этом варианте по фиг.11А-11С при формировании режущей пластины 30 элемент 36 не открыт, но по мере износа корпуса 34 при его работе элемент 36 открывается.
Режущие пластины 30 с множеством элементов 36, выполненных из сверхтвердого материала, можно описать как пластины, в которых элемент (элементы) 36 проходит в корпусе 34 режущей пластины 30 как жилка. При такой ориентации режущая пластина 30 может содержать первую поверхность, открытую на режущей поверхности 38 режущей пластины 30 для образования множества дискретных областей открытого сверхтвердого материала.
На фиг.6А и 7А показан пример элементов 36, выполненных из сверхтвердого материала, расположенных как жилки в корпусе 34 режущей пластины 30 и имеющих первую поверхность, открытую на режущей поверхности 38 для образования множества дискретных областей. На фиг.6А открытая первая поверхность по существу является круглой, а на фиг.7А открытая первая поверхность по существу является четырехсторонней, но можно использовать любые альтернативные формы, которые создают на режущей поверхности 38 соответствующие открытые области.
На фиг.10А и 10В показаны дополнительные примеры элементов 36, выполненных из сверхтвердого материала, расположенных в корпусе 34 режущей пластины 30 как жилки и имеющих первую поверхность, открытую на режущей поверхности 38 для формирования множества дискретных областей. На фиг.10А открытая первая поверхность множества элементов 36 расположена решеткой, которую можно выстроить в ряды и колонки или расположить в шахматном порядке, как показано на чертеже, а на фиг.10В открытая первая поверхность множества элементов 36 расположена квадрантами относительно оси А режущей пластины 30.
По существу, как описано выше, область элемента 36, выполненного из сверхтвердого материала, открытая на режущей поверхности 38, занимает не всю площадь режущей поверхности 38. Если на режущей поверхности 38 открыто множество элементов 36, как показано на фиг.6А, 7А, 10А и 10В, то общая площадь поверхности открытых элементов 36 меньше, чем вся площадь режущей поверхности 38. Кроме того, при использовании возникает эрозия режущей поверхности 38, что приводит к изменению рабочей площади, т.е., площади режущей поверхности, которая контактирует с породой, но в течение этого периода площадь открытого сверхтвердого материала остается меньшей, чем площадь режущей поверхности. Этот процесс может привести к самозатачиванию резца и/или к получению более острого резца.
Любому из элементов режущей пластины 30 можно придать любую призматическую форму так, чтобы одна или более из боковых поверхностей имели форму квадрата, прямоугольника, N-угольника, где N представляет количество сторон (пять, шесть, семь и т.д.). Например, на фиг.8А и 8В в сечении показаны дополнительные иллюстративные варианты режущей пластины, имеющей призматическую форму, с областью, выполненной из сверхтвердого материала. На фиг.8А элемент 36 из сверхтвердого материала установлен в режущей поверхности 38 и внедрен в режущую пластину, но не доходит до базовой поверхности 52. На фиг.8B элемент 36, выполненный из сверхтвердого материала, установлен в режущей поверхности 38 и доходит до базовой поверхности 52. Режущая поверхность 38 режущей пластины 30 на фиг.8А и 8В имеет форму квадрата. Квадратная форма режущей поверхности 38 и/или сечения корпуса 34 может быть заменена на по существу правильную цилиндрическую форму режущей пластины 30, как показано на видах сверху и в сечениях на фиг.2-7 и 9-11. Кроме того, режущая пластина 30 на фиг.8А, 8В может иметь скошенные кромки, полученные механическими средствами, например шлифованием. Фаска скошенной кромки может быть ограничена корпусом 34 (см., например, фиг.2В, 3В и 4В) или может включать элемент 36, выполненный из сверхтвердого материала (см., например, фиг.5В).
Сверхтвердые материалы в настоящем описании включают любые материалы, имеющие твердость по Кнупу не менее 2800 единиц. Твердость по Кнупу некоторых материалов, включая некоторые сверхтвердые материалы, приведена ниже:
Иллюстративные варианты сверхтвердых материалов, применяемых в настоящем изобретении, включают поликристаллический алмаз и кубический нитрид бора. Другие сверхтвердые материалы, которые можно использовать в настоящем изобретении, включают (i) поликристаллические алмазы с более чем 80% содержанием алмаза и связью между алмазами, (ii) поликристаллический алмаз (содержание алмаза приблизительно 30%) с добавленными фазами одного или более из тугоплавких металлов, переходных металлов, карбидов и нитридов, (iii) композиты с высоким содержанием алмазов, например Ringwood (уплотняется с помощью карбида кремния и сходных материалов для формирования прочных связей между зернами алмаза при промежуточном высоком давлении), карбид вольфрама (WC) с добавками алмазов и, при необходимости, одного или более из карбидов и нитридов, смесей сверхтвердых материалов, (iv) однокристальный или поликристаллический алмаз с покрытием, нанесенным химическим осаждением паров, и (v) любой сверхтвердый материал (i)-(iv), в котором часть алмазов или все алмазы заменены на кубический нитрид бора.
Иллюстративные варианты резца врубовой машины изготавливают способом, при котором сплавляют элемент, выполненный из сверхтвердого материала, с корпусом режущей пластины при высоком давлении/высокой температуре. Примеры процесса, в котором используется высокое давление и высокая температура, приведены в патентах США 3141746; 3745623; 3609818; 3850591; 4394170; 4403015; 4797326 и 4954139, содержание которых полностью включено в настоящее описание путем ссылки. В патенте США 4124401 описан способ получения PCE с пониженным содержанием алмазов, содержание которого полностью включено в настоящее описание путем ссылки. В конкретных примерах в этом способе применяется изначально спеченный корпус или неспеченный корпус, из которого затем процессом приложения высокой температуры и высокого давления получают режущую пластину.
Например, способ изготовления режущей пластины для радиального резца включает этапы, на которых формируют пустое пространство в спеченном корпусе, выполненном из композиции, содержащей карбид вольфрама, и помещают в это пустое пространство композицию, содержащую порошок сверхтвердого материала. Затем композицию, содержащую порошок сверхтвердого материала, сплавляют со спеченным корпусом при высокой температуре/высоком давлении для формирования режущей пластины. При необходимости режущую пластину можно шлифовать по режущей поверхности для сужения кромки режущей поверхности и/или режущей пластины.
Кроме того, например, способ изготовления режущей пластины для радиального резца включает этапы, на которых формируют пустое пространство в неспеченном корпусе, выполненном из композиции, содержащей карбид вольфрама, и в это пустое пространство помещают композицию, содержащую порошок сверхтвердого материала. Затем неспеченный корпус спекают, одновременно сплавляя композицию, содержащую порошок сверхтвердого материала, со спеченным корпусом при высокой температуре/высоком давлении для формирования режущей пластины. Затем, при необходимости, режущую пластину можно шлифовать по режущей поверхности для сужения кромки режущей поверхности и/или режущей пластины.
Пустое пространство может быть любым пустым пространством. Например, пустое пространство может быть отверстием, проходящим от одной стороны корпуса до другой его стороны, углублением, дно которого утоплено в корпус, множеством отверстий или множеством углублений или их комбинацией. В иллюстративных вариантах пустое пространство формируют электроэрозионной обработкой или формованием.
В иллюстративных вариантах композиция, содержащая порошок сверхтвердого материала, может содержать кобальт и/или другой известный растворитель алмазов и регулирующий материал, добавленный в форме порошка. Примерами регулирующих материалов являются тугоплавкие металлы, переходные металлы, карбиды и нитриды. Кроме того, в состав корпуса может входить кобальт или другие известные растворители алмазов, и по меньшей мере часть кобальта или растворителя при высоком давлении/высокой температуре мигрирует в порошок сверхтвердого материала.
Помещение композиции, содержащей порошок сверхтвердого материала, в пустое пространство по существу выполняют путем заполнения пустого пространства заранее смешанной порошковой композицией с этапом уплотнения или без него. Когда готовая режущая пластина должна иметь множество элементов, выполненных из сверхтвердого материала, можно использовать множество пустых пространств, каждое из которых заполняют композицией, содержащей порошок сверхтвердого материала. В качестве альтернативы, как показано на фиг.12, пустое пространство 80 можно подготовить и заполнить (F), чередуя объемы композиции 82, содержащей порошок сверхтвердого материала, и прокладку 84, например прокладку, содержащую карбид вольфрама или другую композицию, согласующуюся с композицией корпуса режущей пластины. Такой альтернативный подход позволяет получить многослойную компоновку, содержащую композицию с порошком сверхтвердого материала, и прокладку, которые по существу сплавляются при высокой температуре/высоком давлении для получения режущей пластины 86.
Собранный резец и муфту затем можно вставить в гнездо держателя для создания узла. На фиг.13 показан вид в разобранном состоянии резца 100 врубовой машины, держателя 102 и удерживающего устройства 104. В держателе 102 выполнено гнездо 106, открывающееся на внешнюю стенку, содержащую противоположные боковые поверхности, имеющие форму, по существу ответную форме фланца 114 резца 100. При необходимости, гнездо может иметь канавку 110, создающую зазор для любых наплывов на резце, образующихся при обработке давлением, чтобы противоположные поверхности фланца и держателя плотно прилегали друг к другу. На передней части фланца при необходимости может быть выполнен смещенный участок, чтобы оставить положительный зазор между резцом и держателем, в который можно вставить извлекающий инструмент для извлечения резца из держателя. Также при необходимости каждый угол держателя имеет скругленную форму, соответствующую скруглениям на хвостовике. Это позволяет получить более прочный держатель по сравнению с держателем, в котором углы не скруглены.
В хвостовике 112 резца показано отверстие 116, например, прорезь для удерживающего устройства 104, которое удерживает резец 100 в держателе 102. Предпочтительно, удерживающее устройство имеет такую форму, которая стягивает противоположные наклонные поверхности друг с другом, чтобы удерживать их прижатыми друг к другу торец к торцу. Таким образом, минимизируется возможность прохождения между ними постороннего материала. В держателе также показан соединитель 120 для разбрызгивания воды для подавления пылеобразования при резании.
Иллюстративный держатель описан и показан в патенте США 4913125, содержание которого полностью включено в настоящее описание путем ссылки.
Основание 130 держателя 102 выполнено с возможностью прикрепления к вращающемуся элементу врубовой машины, например горному комбайну, строительной машине, проходческому щиту или канавокопателю. Иллюстративная режущая машина содержит вращающийся элемент в форме вращающегося барабана и один или более держателей, установленных на барабане, например, на болтах и/или с помощью сварки. В гнездо держателя можно устанавливать иллюстративные варианты резца, показанные и описанные выше. Примерами таких режущих машин являются проходческий щит Sandvik MT720 или проходческий комбайн с установкой анкерного крепления Alpine Bolter Miner ABM 25 компании Voest-Alpine.
Хотя настоящее изобретение было описано со ссылками на предпочтительные варианты, специалистам в данной области понятно, что в них могут быть выполнены дополнения, исключения, изменения и замены, конкретно неописанные, но не выходящие за рамки сущности и объема изобретения, определенного прилагаемой формулой.



Группа изобретений относится к режущему инструменту. Более конкретно к невращающемуся радиальному резцу врубовой машины, врубовой машине и способу изготовления резца. Резец содержит участок хвостовика, участок головки и режущую пластину. Участок хвостовика имеет некруглое сечение. Участок головки содержит область кончика, удаленную от участка хвостовика, и боковые поверхности, соединяющие переднюю и заднюю поверхности. Режущая пластина установлена на переднем конце области кончика. Режущая пластина содержит корпус, выполненный из карбида вольфрама, и элемент, выполненный из сверхтвердого материала. Причем элемент из сверхтвердого материала проходит в корпус и сплавлен с ним. По меньшей мере, часть элемента из сверхтвердого материала открыта на режущей поверхности режущей пластины. По меньшей мере, часть передней поверхности участка головки выполнена из сверхтвердого материала и расположена на расстоянии от элемента, выполненного из сверхтвердого материала. 4 н. и 18 з.п. ф-лы, 34 ил.
1. Невращающийся резец врубовой машины, содержащий:
участок хвостовика, имеющий некруглое сечение,
участок головки, содержащий область кончика, удаленную от участка хвостовика, и боковые поверхности, соединяющие переднюю поверхность и заднюю поверхность, и
режущую пластину, установленную на переднем конце области кончика с режущей поверхностью, ориентированной на той же стороне участка головки, что и передний участок,
при этом режущая пластина содержит корпус, выполненный из карбида вольфрама, и элемент, выполненный из сверхтвердого материала,
причем элемент, выполненный из сверхтвердого материала, проходит в корпус, выполненный из карбида вольфрама, и сплавлен с корпусом, выполненным из карбида вольфрама,
при этом по меньшей мере часть первой поверхности элемента, выполненного из сверхтвердого материала, открыта на режущей поверхности режущей пластины, и
причем по меньшей мере часть передней поверхности участка головки выполнена из сверхтвердого материала и расположена на расстоянии от элемента, выполненного из сверхтвердого материала, который открыт на режущей поверхности режущей пластины.
2. Резец по п.1, в котором элемент, выполненный из сверхтвердого материала, содержит первую поверхность и противоположную вторую поверхность, при этом элемент, выполненный из сверхтвердого материала, проходит до базовой поверхности режущей пластины, противоположной режущей поверхности, причем вторая поверхность открыта на базовой поверхности.
3. Резец по п.1, в котором элемент, выполненный из сверхтвердого материала, имеет первую поверхность и противоположную вторую поверхность, при этом вторая поверхность проходит до внутренней поверхности корпуса.
4. Резец по п.2 или 3, в котором ось между первой поверхностью и второй поверхностью ориентирована перпендикулярно базовой поверхности.
5. Резец по п.2 или 3, в котором ось между первой поверхностью и второй поверхностью ориентирована не под прямым углом к базовой поверхности.
6. Резец по п.1, в котором элемент, выполненный из сверхтвердого материала, содержит первую поверхность и противоположную вторую поверхность, при этом ось между первой поверхностью и второй поверхностью пересекает периферийную поверхность режущей пластины.
7. Резец по любому из пп.1, 2, 3 или 6, в котором режущая пластина содержит множество элементов, выполненных из сверхтвердого материала.
8. Резец по п.7, в котором каждый из множества элементов, выполненных из сверхтвердого материала, расположен как жилка в корпусе режущей пластины и ее первая поверхность открыта на режущей поверхности режущей пластины для образования множества дискретных областей открытого сверхтвердого материала.
9. Резец по п.1, в котором элемент, выполненный из сверхтвердого материала, содержит первую поверхность, противоположную вторую поверхность и соединительные боковые поверхности, при этом ось между двумя противоположными боковыми поверхностями пересекает периферийную поверхность режущей пластины.
10. Резец по п.9, в котором по меньшей мере одна боковая поверхность открыта на периферийной поверхности режущей пластины.
11. Резец по п.9 или 10, в котором режущая пластина содержит второй элемент, выполненный из сверхтвердого материала, при этом второй элемент находится полностью внутри корпуса режущей пластины.
12. Резец по п.9 или 10, в котором режущая пластина содержит второй элемент, выполненный из сверхтвердого материала, при этом второй элемент имеет по меньшей мере одну боковую поверхность, открытую на периферийной поверхности режущей пластины.
13. Резец по п.1, в котором площадь сверхтвердого материала, открытого на режущей поверхности, меньше, чем полная рабочая площадь режущей пластины.
14. Резец по п.1, в котором сверхтвердым материалом является любой материал с твердостью по Кнупу не менее 2800 единиц.
15. Врубовая машина, содержащая
вращающийся элемент, и
резец по любому из пп.1-3, 6, 8-10 или 13-14, установленный в гнезде держателя, установленного на вращающемся элементе.
16. Способ изготовления резца по любому из пп.1-3, 6, 8-10 или 13-14, включающий этапы, на которых сплавляют элемент, выполненный из сверхтвердого материала, с корпусом режущей пластины при высоком давлении/высокой температуре.
17. Способ изготовления режущей пластины для радиального резца, включающий этапы, на которых:
обеспечивают неспеченный корпус, выполненный из композиции, содержащей карбид вольфрама;
образуют пустое пространство в неспеченном корпусе;
помещают композицию, содержащую порошок сверхтвердого материала в пустом пространстве, и
спекают неспеченный корпус, одновременно сплавляя композицию, содержащую сверхтвердый материал, со спеченным корпусом при высоком давлении/высокой температуре для образования режущей пластины.
18. Способ по п.17, в котором пустое пространство включает в себя отверстие, проходящее от первой стороны корпуса ко второй стороне корпуса.
19. Способ по п.17, в котором этап, на котором помещают композицию, содержащую порошок сверхтвердого материала, в пустом пространстве включает этап, на котором чередуют объем композиции, содержащей порошок сверхтвердого материала, с прокладкой, которая представляет собой неспеченный корпус, выполненный из композиции, которая включает в себя карбид вольфрама, для получения слоистой структуры композиции, содержащей порошок сверхтвердого материала, и прокладки.
20. Способ по п.17, в котором композиция, содержащая порошок сверхтвердого материала, содержит одно или более из кобальта и/или регулирующего материала, добавленного в порошковой форме.
21. Способ по п.17, в котором композиция корпуса содержит кобальт и по меньшей мере часть кобальта из этой композиции мигрирует в сверхтвердый материал при высоком давлении/высокой температуре.
22. Способ по п.17, в котором шлифуют режущую пластину для сужения кромки режущей поверхности.
| US 2008035383 A1, 14.02.2008 | |||
| US 4674802 A, 23.06.1987 | |||
| СПРЕССОВАННЫЙ В ТАБЛЕТКУ РЕЖУЩИЙ ЭЛЕМЕНТ | 2001 |
|
RU2320615C9 |
| US 4403015 A, 06.09.1983 | |||
| US 5435403 A, 25.07.1995 | |||
| US 6135219 A, 24.10.2000 | |||
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| Резец для горных машин | 1973 |
|
SU448288A1 |

