Изобретение относится к химической промышленности, а именно к получению способных к текстильной переработке комплексных полипропиленовых нитей из расплава.
Так, известен способ, в котором повышенную способность волокон, в том числе полиолефиновых, к формированию нетканых полотен и склеиванию их на каландре обеспечивают введением в них 0,1-20% частиц с размером менее 10 мкм, при этом в качестве ультрадисперсных частиц используют частицы неорганических соединений (Патент РФ 2169216).
Однако физико-механические характеристики волокнистого материала, модифицированного этим способом, остаются на исходном уровне, т.е. прочность волокна не увеличивается.
Из патента РФ 2246979 известен способ получения полипропиленовых волокон, в котором используют фторсоединения в качестве добавки в расплав полимера для улучшения свойств полимерных изделий, в том числе волокон. Способ включает получение расплава, состоящего из смеси полимера, представляющего собой непроводящую термопластичную смолу с удельным сопротивлением более 1014 Ом·см, и фторсоединения в качестве добавки, последующую отливку из этого расплава изделия требуемой формы и резкое охлаждение до температуры ниже температуры плавления полимера. Затем материал отжигают и наносят электрический заряд для придания электретных свойств. При этом улучшается способность изделий из волокон фильтровать масляные аэрозоли.
Однако техническим результатом этого способа является получение электретных изделий и фильтров с повышенной стойкостью к масляному туману, а целью введения фторсоединения в расплав полипропилена является лишь повышение зарядных характеристик полимерных изделий.
Описанными способами получают исключительно волокна, которые не подвергаются ориентационному вытягиванию, а предназначены лишь для производства нетканых материалов.
Известен классический способ получения полипропиленовых нитей из расплава (Краткая химическая энциклопедия. М.: Советская энциклопедия, 1965, т.4, с.202), согласно которому полипропилен из бункера подают в цилиндр экструдера, где он транспортируется шнеком к выходу. При этом за счет внешнего обогрева гранулы плавятся, и расплав гомогенизируется. Расплав подают шнеком к фильерам, которые имеют отверстия диаметром 0,25-0,50 мм. Струйки расплава, выходящие из фильер, охлаждаются в воздушной шахте или в ванне с водой. На свежесформованные нити наносят замасливатель в количестве до 1% масс. и наматывают их на бобину со скоростью 100-1000 м/мин. Затем свежесформованные нити подвергают ориентационному вытягиванию при 100-140°C в среде воздуха, водяного пара или на горячей поверхности при кратности вытягивания от 3 до 10. Вытянутые нити термофиксируют при 100-110°C. На готовые нити наносят замасливатель в количестве до 0,5% масс. и наматывают их на бобину.
Готовые нити характеризуются разрывной нагрузкой 45-63 сН/текс. В процессе их формования, ориентационного вытягивания и дальнейшей текстильной переработки необходимо использование специальных замасливателей, без применения которых обрывность нити очень высока.
Наиболее близким к изобретению по техническому существу является способ получения синтетических нитей формованием из расплава полипропилена, содержащего политетрафторэтилен (Пат. США №2006154058).
Согласно этому способу на стадии получения расплава полипропилена в него вводят дисперсный политетрафторэтилен с «субмикронными» размерами частиц, т.е. меньшими, чем приблизительно 1 мкм (1000 нм), для производства волокон высокой линейной плотности или с «низкомикронными», т.е. меньшими, чем приблизительно 10 мкм (10000 нм), для производства волокон низкой линейной плотности. Затем осуществляют экструзию расплава через фильеры для формования волокна с последующим ориентационным вытягиванием. Полученные нити обладают низким коэффициентом трения, улучшенными износостойкостью, устойчивостью к загрязнению, светостойкостью и устойчивостью к ультрафиолету.
Однако, при этом нити, получаемые по известному способу, обладают следующими недостатками:
- невысокой прочностью свежесформованной и готовой нити. Прочность является основной физико-механической характеристикой комплексной нити, определяющей ее область применения и срок эксплуатации. Прочность нити, получаемой по известному способу, в 1,3-6,5 раз меньше, чем прочность волокон, сформованных без добавок;
- невысокой способностью к переработке как свежесформованных, так и готовых нитей. Ориентационное вытягивание и текстильная переработка нитей, получаемых по известному способу, характеризуются высоким уровнем обрывности нити. Любой обрыв нити приводит к снижению качества выпускаемой продукции, снижению производительности оборудования, непроизводительным трудозатратам.
Техническая задача, на решение которой направлено данное изобретение, состояла в поиске способа получения комплексных нитей из смеси полипропилена с порошком политетрафторэтилена с высокой прочностью и улучшенной способностью к переработке как свежесформованных нитей, так и готовых комплексных нитей при их дальнейшем формировании в изделия.
Поставленная задача решается за счет того, что в способе получения комплексных полипропиленовых нитей, включающем формование нитей из расплава смеси полипропилена с порошком политетрафторэтилена, ориентационное вытягивание сформованных нитей и термофиксацию, используют порошок политетрафторэтилена в виде смеси частиц с размером 100-900 нм, полученный термогазодинамической деструкцией политетрафторэтилена и взятый в количестве 2-4% от массы полипропилена.
Сведения, подтверждающие возможность воспроизведения изобретения.
Для реализации способа можно использовать, например, полипропилен марок «Каплен», «Бален» или «Томлен» или других волокнообразующих марок в виде гранул чистого полипропилена. Можно использовать также гранулы полипропилена с предварительно введенным в них политетрафторэтиленом. В качестве порошка политетрафторэтилена, полученного методом термогазодинамической деструкции, можно использовать препараты торговых марок «Форум», «Флуралит», «Томфлон», представляющие собой полученную термогазодинамической деструкцией смесь частиц политетрафторэтилена с размером 100-900 нм.
Способ реализуется следующим образом.
В гранулы чистого полипропилена вводят порошок политетрафторэтилена, представляющий собой полученную термогазодинамической деструкцией смесь частиц с размерами 100-900 нм, в количестве 2-4% от массы гранулята. Могут использоваться гранулы полипропилена с предварительно введенным в них политетрафторэтиленом. Смесь из бункера подают в цилиндр экструдера, где она транспортируется шнеком к выходу. При этом за счет внешнего обогрева гранулы плавятся, и расплав гомогенизируется.
Расплав подают шнеком к фильерам. Последние имеют отверстия диаметром 0,25-0,50 мм. Струйки расплава, выходящие из фильер, охлаждают в воздушной шахте или в ванне с водой.
На свежесформованные нити наносят замасливатель в количестве до 0,4% масс. и наматывают их на бобину со скоростью 100-1000 м/мин, а затем подвергают ориентационному вытягиванию при 100-140°C в среде воздуха, водяного пара или на горячей поверхности при кратности вытягивания от 3 до 10.
Вытянутые нити термофиксируют при 100-110°C. На готовые нити наносят замасливатель концентрации до 0,25% масс. и наматывают их на бобину.
Для сравнения в расплав полипропилена вводили дисперсии политетрафторэтилена в воде, дисперсии политетрафторэтилена в изопропиловом спирте и дисперсный порошок, полученный высушиванием водной дисперсии политетрафторэтилена. В первом и втором случаях произошла неконтролируемая полимеризация полипропилена, которая привела к выходу из строя оборудования и сделала необходимой замену фильерного комплекта.
Изобретение иллюстрируется следующими примерами.
Пример 1.
Получение расплава. В бункер засыпают гомогенизированную смесь 970 г полипропилена марки «Каплен» и 30 г политетрафторэтилена марки «Флуралит», полученного термогазодинамической деструкцией. Эту смесь из бункера направляют в цилиндр экструдера, где смесь нагревается. Температура рабочих зон составляла: T1=200°C (зона преднагрева), Т2=225°C (зона плавления), Т3=236°C (зона стабилизации), Т4=236°C (зона нагрева формовочной головки). За счет внешнего обогрева полипропилен плавился, расплав за счет перемешивания гомогенизировался и транспортировался шнеком к фильерам.
Формование. Расплав продавливают через фильеры, которые имеют отверстия диаметром 0,25-0,50 мм. Скорость формовочных дисков составляет 200-300 м/мин. На свежесформованные нити наносят замасливатель в количестве 0,4% масс. и наматывают их на бобины.
Ориентационное вытягивание с термофиксацией. Свежесформованные нити подвергают ориентационному вытягиванию при температурах в зонах вытяжки T1=110°C (1-я галета), Т2=115°C (2-я галета) и термофиксации при температуре Т3=118°C при скоростях соответственно 12; 32; 45 об/мин, получая готовые нити. На готовые нити наносят замасливатель концентрации 0,25% масс. и наматывают их на бобину.
Пример 2.
Получение расплава. В бункер засыпают гомогенизированную смесь 970 г полипропилена марки «Каплен» и 30 г политетрафторэтилена марки «Флуралит», полученного термогазодинамической деструкцией. Эту смесь из бункера направляют в цилиндр экструдера, где смесь нагревается. Температура рабочих зон составляла: T1=200°C (зона преднагрева), Т2=225°C (зона плавления), Т3=236°C (зона стабилизации), Т4=236°C (зона нагрева формовочной головки). За счет внешнего обогрева полипропилен плавился, расплав за счет перемешивания гомогенизировался и транспортировался шнеком к фильерам.
Формование. Расплав продавливают через фильеры, которые имеют отверстия диаметром 0,25-0,50 мм. Скорость формовочных дисков составляет 90 м/мин. Свежесформованные нити без замасливания наматывают на бобины.
Ориентационное вытягивание с термофиксацией. Свежесформованные нити подвергают ориентационному вытягиванию при температурах в зонах вытяжки T1=110°C (1-я галета), Т2=115°C (2-я галета) и термофиксации при температуре Т3=118°C, при скоростях соответственно 12; 46; 100 об/мин, получая готовые нити. Готовые нити без замасливания наматывают на бобину.
Прочность оценивали по разрывной нагрузке нити (сН/текс), определяемой на разрывной машине РМ-3-1 по ГОСТ 6611.2-73.
Способность нити к переработке оценивали по уровню обрывности, т.е. по количеству обрывов на 10000 м нити: свежесформованной комплексной нити - при ориентационном вытягивании; готовой комплексной нити - при перемотке.
Обрывность нитей при ориентационном вытягивании определялась: в случае нанесения замасливателя - при высокой скорости (линейная скорость галет 120 м/мин и кратность вытягивания нитей 6,5); без замасливателя - при малой скорости (линейная скорость галет 30 м/мин, кратность вытягивания нитей 4,5).
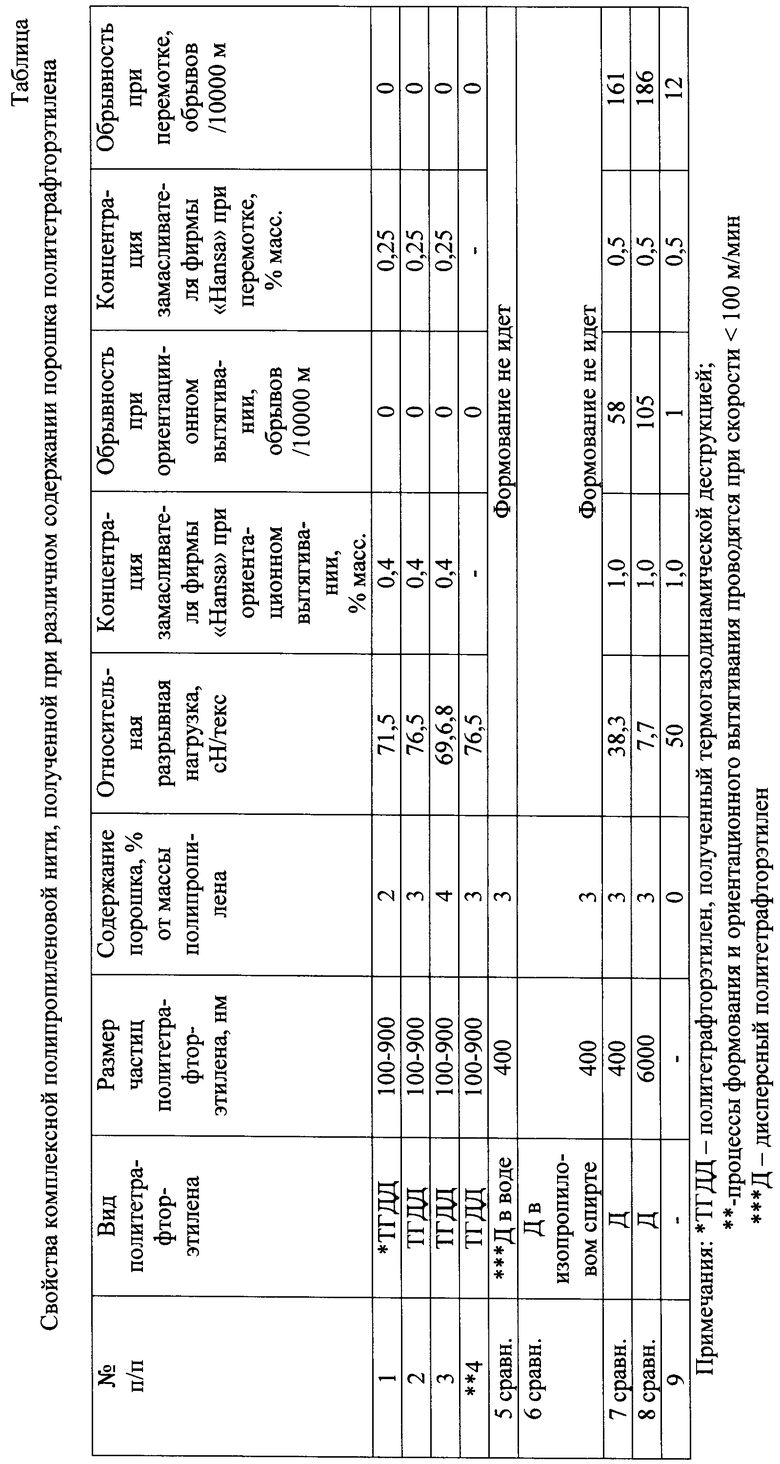
Изобретение позволяет повысить прочность нитей, о чем свидетельствует повышение разрывной нагрузки в 2-10 раз по сравнению с нитью, полученной по способу-прототипу. Изобретение позволяет также улучшить способность к переработке как свежесформованных нитей, так и готовых комплексных нитей в процессах их дальнейшей текстильной переработки. Так, обрывность полипропиленовой нити, сформованной по способу-прототипу, при ее ориентационном вытягивании составляет 105 обрывов на 10000 м при использовании «низкомикронного» порошка политетрафторэтилена и 58 обрывов на 10000 м при использовании «субмикронного» порошка политетрафторэтилена.
Обрывность нити, изготовленной без порошка политетрафторэтилена, составляет 1 обрыв на 10000 м. Этот факт убедительно свидетельствует о принципиальной значимости для достижения указанного технического результата структурных особенностей используемого в изобретении порошка политетрафторэтилена.
Изобретение позволяет также повысить экономичность способа за счет снижения в 2-2,5 раза концентрации замасливателя, а при малой скорости (<100 м/мин) вообще от него отказаться, так как свежесформованная нить вытягивается при этом без обрывов.
Также в отношении готовой комплексной нити, полученной по изобретению, следует отметить ее способность к безобрывной перемотке без замасливателя при низких скоростях, тогда как нить, полученную по способу-прототипу, перематывать без замасливателей невозможно ввиду мгновенного ее обрыва. Таким образом, расход замасливателя сокращается еще в 2 раза и при текстильной переработке нити. Сокращение расхода замасливателей обеспечит значительный экономический эффект и улучшит экологическую обстановку на производстве, поскольку они являются дорогостоящими, в основном, импортными препаратами и расходуются в больших количествах.
Повышенная прочность комплексных полипропиленовых нитей, изготовленных по заявленному способу, приводит к возрастанию срока службы изделий из них и расширяет область их применения, например, для изготовления из них изделий, работающих при повышенных нагрузках: конвейерных лент - особо прочных и износостойких, особо прочных лент для биг-бегов, слингов, веревок, ремней, канатов, шнуров, сетей и тралов, особо прочных упаковочных тканей для биг-бегов и др. контейнеров, мебельных, автомобильных тканей, нитей для прошива мешков и биг-бегов.
Преимуществом изобретения является также и то, что снижается «фитильный» эффект, заключающийся в поднятии влаги по капиллярам волокнистых материалов из полипропилена, который является серьезным недостатком в случае использования полипропиленовых материалов в медицине. Таким образом, нить, изготовленную по заявленному способу, можно будет значительно шире использовать при производстве материалов медицинского назначения.
Еще одним преимуществом является уменьшение склонности нити к сухому загрязнению, т.к. и при получении порошка политетрафторэтилена термогазодинамической деструкцией и при его введении в расплав полипропилена не используется поверхностно-активное вещество (Кричевский Г.Е. Химическая технология текстильных материалов. Т.3. - М.: РосЗИТЛП, 2001. - 298 с.).
Свойства комплексных полипропиленовых нитей, полученных по способу-прототипу, по заявленному способу при различном содержании порошка политетрафторэтилена, а также по способу, не предусматривающему введение добавок политетрафторэтилена, приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ КОМПЛЕКСНЫХ ПОЛИПРОПИЛЕНОВЫХ НИТЕЙ | 2009 |
|
RU2394945C1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКИХ НИТЕЙ | 2012 |
|
RU2522338C1 |
| СИНТЕТИЧЕСКИЕ НИТИ С ВЫСОКОЙ ХЕМОСТОЙКОСТЬЮ И НИЗКИМ КОЭФФИЦИЕНТОМ ТРЕНИЯ | 2012 |
|
RU2522337C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТИ ИЗ ПОЛИЭФИРКЕТОНКЕТОНА | 2023 |
|
RU2839433C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ НИТИ ИЗ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА | 2007 |
|
RU2334027C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТЕЙ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ НА ОСНОВЕ ПОЛИГЛИКОЛИДОВ | 1989 |
|
RU1762600C |
| Способ формирования нити из расплава полимера | 1991 |
|
SU1819299A3 |
| СПОСОБ ПОЛУЧЕНИЯ КИСЛОТОСТОЙКИХ НЕОРГАНИЧЕСКИХ ВОЛОКОН ИЗ ГОРНЫХ ПОРОД | 1995 |
|
RU2120423C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ХИМИЧЕСКИХ НИТЕЙ | 2003 |
|
RU2247177C1 |
| СПОСОБ ПОЛУЧЕНИЯ БАЗАЛЬТОВОГО ВОЛОКНА | 1994 |
|
RU2074839C1 |
Изобретение относится к технологии получения синтетических волокон, в частности к получению способных к текстильной переработке комплексных полипропиленовых нитей из расплава. Способ заключается в том, что нити формуют из расплава смеси полипропилена с 2-4% от массы полипропилена порошка политетрафторэтилена. Порошок представляет собой смесь частиц с размером 100-900 нм, который получают термогазодинамической деструкцией политетрафторэтилена. Технический результат изобретения заключается в улучшенной способности к переработке как свежесформованных нитей, так и готовых комплексных нитей. 1 табл.
Способ получения комплексных полипропиленовых нитей, включающий формование нитей из расплава смеси полипропилена с порошком политетрафторэтилена, ориентационное вытягивание сформованных нитей и термофиксацию, отличающийся тем, что используют порошок политетрафторэтилена в виде смеси частиц размером 100-900 нм, полученный термогазодинамической деструкцией политетрафторэтилена и взятый в количестве 2-4% от массы полипропилена.
| US 2006154058 A1, 13.07.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРЕТНЫХ ИЗДЕЛИЙ И ФИЛЬТРОВ С ПОВЫШЕННОЙ СТОЙКОСТЬЮ К МАСЛЯНОМУ ТУМАНУ | 1998 |
|
RU2246979C2 |
| ВОЛОКНА, СОДЕРЖАЩИЕ ЧАСТИЦЫ | 1997 |
|
RU2169216C2 |
| Головка для вибродуговой наплавки | 1975 |
|
SU527266A1 |

