ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления электретных изделий, электретных фильтров и респираторов, в которых применяются электретные фильтры, и использованию электретных фильтров для удаления частиц из газов, особенно для удаления аэрозолей из воздуха. Изобретение имеет непосредственное отношение к способам изготовления электретных фильтров, обладающих таким улучшенным свойством, как стабильность электрета в присутствии масляных туманов (т.е. жидких аэрозолей).
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Усилия многих ученых и инженеров долгое время были направлены на улучшение фильтрационных характеристик воздушных фильтров. В некоторых наиболее эффективных воздушных фильтрах используются электретные изделия. Электретные изделия характеризуются постоянным или квазипостоянным электрическим зарядом, см. Дж.М.Сесслер, Электреты, Спрингер Верлаг, Нью-Йорк, 1987. Исследователи приложили значительные усилия для улучшения свойств электретных изделий, применяемых в фильтрах. Несмотря на расширенные исследования, направленные на производство усовершенствованных электретных изделий, эффекты от изменения технологических параметров недостаточно хорошо изучены, и, вообще, эффекты от изменения технологических условий трудно, а иногда и невозможно прогнозировать.
Электретные изделия имеют особые требования к свойствам, таким как стабильность заряда, характеристика загрузки, влагостойкость и маслостойкость и т.д., подверженным существенному влиянию со стороны технологических операций, которые поэтому должны быть в целом безвредными или благоприятными для нетканых полотен или тканеподобных материалов. Таким образом, при отсутствии достаточно большого количества опытных данных зачастую очень трудно оценить воздействия, которые конкретная технологическая операция (например, резкое охлаждение) предположительно может оказать на электретные свойства конечного продукта.
Один из способов, применяемых для улучшения фильтрационных свойств электрета, представляет собой подмешивание добавки, повышающей эффективность, в полимер, используемый для изготовления электретных волокон. Например, Джонс (Jоnes) и др. в патентах США №№5411576 и 5472481 предложили электретные фильтры, изготовленные методом экструзии смеси полимера и обрабатываемого в расплавленном виде фторсоединения для получения микроволокнистого полотна, подвергаемого затем последовательным операциям отжига и обработки коронным разрядом. Лифшуц (Lifshutz) и др. в международной заявке WO 96/26783 (соответствующей патенту США №5645627) предложили электретные фильтры, изготовленные посредством экструзии смеси полимера и амида жирной кислоты, или фторсодержащий оксазолидинон для получения микроволокнистого полотна, подвергаемого затем последовательным операциям отжига и обработки коронным разрядом.
Известны также другие способы, улучшающие зарядные характеристики электретных изделий. Например, Клаас (Кlааsе) и др. в патенте США №4588537 предложили применять обработку коронным разрядом, чтобы инжектировать заряд в электретный фильтр. Ангадживанд (Аngаdjivаnd) и др. в патенте США №5496507 показали, что при соударении капель воды с нетканым микроволокнистым полотном в этом полотне наводится заряд, а Россе (Rоussеаu) и др. в международной заявке WO 97/07272 предложили электретные фильтры, изготовленные посредством экструзии смесей полимера и фторсоединения или соединения на базе органического триазина для получения микроволокнистого полотна, которое последовательно подвергают соударениям с каплями воды для наведения заряда, благодаря чему улучшаются фильтрационные свойства гидрозаряженного полотна.
Мацуура (Маtsuurа) и др. в патенте США №5256176 предложили способ изготовления стабильных электретов путем воздействия на электрет чередующимися циклами наведения электрических зарядов и последующего нагрева изделия. Мацуура (Маtsuura) и др. не раскрыли электреты, содержащие добавки, улучшающие показатель нагрузки масляным туманом. Кроме того, электретные изделия и способы изготовления таких изделий раскрыты в документе DЕ-А-2035383.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение представляет собой способ изготовления электретного изделия, в котором расплавленную смесь получают из полимера и добавки, повышающей эффективность (как показано ниже, могут быть добавлены также и другие ингредиенты). Расплавленной смеси можно придать требуемую форму, например форму пленки или волокна, а затем резко охладить. Далее резко охлажденный материал может быть подвергнут отжигу и зарядке для получения электретного изделия. Электретное изделие может быть изготовлено, например, в виде волокна, пленки или нетканого материала, особенно, если изделие применяется в качестве фильтра.
Резкое охлаждение снижает упорядоченность материала (например, кристалличность) по сравнению с упорядоченностью материала, не подвергаемого резкому охлаждению. Операцию резкого охлаждения выполняют одновременно или спустя небольшое время после выполнения операции придания расплавленному материалу требуемой формы. Обычно материалу придают форму посредством экструзии через выходную часть оформляющего канала головки экструдера и затем быстро охлаждают материал (обычно подавая охлаждающую жидкость к экструдату) сразу после выхода материала из экструдера.
Авторы изобретения установили, что электретному материалу можно придать повышенную фильтрационную способность путем резкого охлаждения, если материал содержит расплав полимера и добавки, повышающей эффективность. Операция резкого охлаждения приводит к замораживанию полимера в аморфном состоянии и таким образом снимает распространение кристаллизации по сравнению с кристаллизацией полимера без резкого охлаждения. Материал с уменьшенной кристалличностью представляет собой ценный промежуточный продукт, который можно подвергнуть обработке известными способами для получения электретного изделия.
Изобретение заключается также в уникальном электретном изделии, содержащем полимер и добавку, повышающую эффективность, отличающееся определенными особенностями спектра разрядного тока теплового возбуждения. Электретные фильтры, содержащие электретные изделия, проявляющие такие уникальные спектральные характеристики, могут демонстрировать удивительно превосходную фильтрационную способность.
Изобретение включает изделия, в состав которых входят электретные изделия, изготовленные в соответствии с вышеуказанными способами, а также включает способы удаления твердых или жидких частиц аэрозолей из газа при помощи электретных изделий по настоящему изобретению.
Изобретение относится также к электретным фильтрам, обладающими превосходными свойствами, которые не достижимы в фильтрах аналогичной конструкции, не использующих электретных изделий по изобретению. Такие электретные фильтры содержат волокна, изготовленные из смеси полимера и добавки, повышающей эффективность, и имеют превосходный показатель нагрузки жидким аэрозолем в виде диоктилфталата. Показатель нагрузки жидким аэрозолем в виде диоктилфталата определяется при выполнении отдельных тестов, описанных в разделе "Примеры" данного описания изобретения. Предпочтительные фильтры имеют повышенный показатель нагрузки масляным туманом, уменьшенным прониканием аэрозолей или частиц при обеспечении в то же время малого перепада давлений на фильтре.
Настоящее изобретение позволяет получить многочисленные преимущества по сравнению с известными электретными фильтрами, в частности повышенный показатель нагрузки аэрозолем в виде масляного тумана, стабильность заряда в присутствии жидкого аэрозоля и уменьшенное проникание аэрозолей или частиц при малом перепаде давлений на фильтре.
Электретные изделия согласно настоящему изобретению могут быть использованы в разных случаях применения для фильтрации, в том числе в респираторах, в частности в лицевых масках, бытовых и промышленных кондиционерах, печах, воздухоочистителях, пылесосах, медицинских фильтрах, фильтрах воздушных магистралей и в воздухоочистительных системах транспортных средств и электронной аппаратуры, в частности в фильтрах компьютеров и дисководов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 показана блок-схема, иллюстрирующая процесс изготовления материала электретного фильтра по настоящему изобретению.
На фиг.2 показан график минимального показателя при испытательном фильтровании (т.е. массы диоктилфталата (ДОФ) в миллиграммах (мг), осевшего на фильтровальной ткани, когда процент проникания диоктилфталата достигает минимального значения - далее “Мin при ИФ”) для образцов, отрезанных от отожженного без резкого охлаждения электретного фильтра, в зависимости от показателя кристалличности образца до отжига. Как подробно пояснено в разделе "Примеры", эти данные были получены при воздействии на фильтровальные полотна жидким аэрозолем с диоктилфталатом в приборе, измеряющем концентрацию аэрозоля до и после фильтра. Процент проникания рассчитывается делением концентрации аэрозоля, измеренной после фильтра, на концентрацию аэрозоля, измеренную до фильтра, и умножением полученного результата на 100.
На фиг.3 показан график зависимости Мin при ИФ для образцов, отрезанных от отожженного без резкого охлаждения электретного фильтра, от показателя кристалличности образцов до отжига.
На фиг.4 показан график зависимости Мin при ИФ для образцов, отрезанных от отожженного без резкого охлаждения электретного фильтра, от показателя кристалличности образца до отжига.
На фиг.5 показан график зависимости Мin при ИФ для образцов, отрезанных от отожженных с резким и без резкого охлаждения электретных фильтров, от показателя кристалличности образцов до отжига.
На фиг.6 показан график зависимости Мin при ИФ для образцов, отрезанных от отожженных с резким и без резкого охлаждения электретных фильтров, от показателя кристалличности образцов до отжига.
На фиг.7 показан график зависимости Мin при ИФ для образцов, отрезанных от отожженных с резким и без резкого охлаждения электретных фильтров, от показателя кристалличности образцов до отжига.
На фиг.8 показан график зависимости Мin при ИФ для образцов, отрезанных от отожженных с резким и без резкого охлаждения электретных фильтров, от показателя кристалличности образцов до отжига.
На фиг.9 показан график зависимости Мin при ИФ для образцов, отрезанных от отожженных с резким и без резкого охлаждения электретных фильтров, от показателя кристалличности образцов до отжига.
На фиг.10 показан респиратор или фильтровальная лицевая маска 10, содержащая электретный фильтр по настоящему изобретению.
На фиг.11 показан поперечный разрез корпуса 17 респиратора.
На фиг.12 показан спектр разрядного тока теплового возбуждения для незаряженных полотен, содержащих полимер и добавку, повышающую эффективность, которые были поляризованы в электрическом поле напряженностью 2,5 кВ/мм при температуре 100°С в течение 1 минуты. Полотна были изготовлены с использованием следующих четырех технологических процессов: а) резкое охлаждение, без отжига; b) без резкого охлаждения, без отжига; с) резкое охлаждение, отжиг и d) без резкого охлаждения, отжиг.
На фиг.13а показан график зависимости показателя кристалличности для 6 образцов не подвергнутого отжигу и незаряженного полотна, содержащего полимер и добавку, повышающую эффективность, от плотности заряда образцов, которые были поляризованы в электрическом поле напряженностью 2,5 кВ/мм при температуре 100°С в течение 1 минуты, после отжига (без заряжания).
На фиг.13b показан график зависимости показателя нагрузки диоктилфталатом (в Мin при ИФ) для 6 образцов подвергнутого отжигу и заряженного полотна, содержащего полимер и добавку, повышающую эффективность, от плотности заряда образцов, которые были поляризованы в электрическом поле напряженностью 2,5 кВ/мм при температуре 100°С в течение 1 минуты, после отжига (без заряжания).
На фиг.14 показан спектр разрядного тока теплового возбуждения для подвергнутых отжигу и обработанных коронным разрядом неполяризованных полотен, содержащих полимер без добавки, повышающей эффективность. Образцы "а" и "b" подвергли резкому охлаждению во время технологического процесса, а образцы а′ и b′ - нет. Сторона А - это сторона полотна, контактирующая с верхним электродом при разряде положительного тока, а сторона В - это противоположная сторона полотна, которая при контакте с верхним электродом является источником отрицательного разрядного тока.
На фиг.15 показан спектр разрядного тока теплового возбуждения прошедших отжиг и обработанных коронным разрядом полотен, содержащих неполяризованный полимер и добавку, повышающую эффективность. Образцы "а" и "b" подвергли резкому охлаждению во время технологического процесса, а образцы а′ b′ - нет. Сторона А - это та же сторона полотна, что и сторона А на фиг.14 по отношению к контакту с верхним электродом, а сторона В - это противоположная сторона полотна.
На фиг.16а показан спектр разрядного тока теплового возбуждения для подвергнутых отжигу, обработанных коронным разрядом и подвергнутых резкому охлаждению полотен, содержащих полимер и добавку, повышающую эффективность, поляризованных в электрическом поле напряженностью 2,5 кВ/мм при температуре 100°С в течение а) 1 минуты, b) 5 минут, с) 10 минут и d) 15 минут.
На фиг.16b показан спектр разрядного тока теплового возбуждения для подвергнутых отжигу, обработанных коронным разрядом и неподвергнутых резкому охлаждению полотен, содержащих полимер и добавку, повышающую эффективность, поляризованных в электрическим поле напряженностью 2,5 кВ/мм при температуре 100°С в течение а′) 1 минуты, b′) 5 минут, с′) 10 минут и d′) 15 минут.
На фиг.17 показан график зависимости плотности заряда от времени поляризации для не подвернутых (сплошная линия) и подвергнутых (пунктирная линия) резкому охлаждению и отжигу и обработанных коронным разрядом полотен, содержащих полимер и добавку, повышающую эффективность.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Электретные изделия по настоящему изобретению содержат полимер и добавку, повышающую эффективность конечного изделия. Полимером может быть непроводящая термопластичная смола, имеющая удельное сопротивление более 1014 Ом×см, более предпочтительно 1016 Ом×см. Полимер должен быть способен в течение длительного времени сохранять непереходный или долговечный захваченный заряд. Полимер может быть гомополимером, сополимером или смесью полимеров. Как показали Клаас (Klааsе) и др. в патенте США №4588537, к предпочтительным полимерам относятся полипропилен, поли(4-метил-1-пентен), линейный полиэтилен низкой плотности, полистирол, поликарбонат и сложный полиэфир. Основным компонентом полимера предпочтительно является полипропилен из-за его высокого удельного сопротивления, способности при дутье из расплава образовывать волокна, диаметры которых пригодны для фильтрации воздуха, удовлетворительной стабильности заряда, гидрофобности и влагостойкости. С другой стороны, полипропилен не является типичным олеофобным материалом. Электретные изделия по настоящему изобретению содержат полимер в количестве предпочтительно примерно 90-99,8 масс.%, более предпочтительно 95-99,5 масс.% и наиболее предпочтительно 98-99 масс.%.
К добавкам, повышающим эффективность, согласно определению в настоящем изобретении относятся такие добавки, которые повышают способность электретного изделия фильтровать масляный аэрозоль при размещении этого изделия в электретном фильтре. Способность фильтровать масляные аэрозоли измеряют, выполняя тесты по нагрузке диоктилфталатом, описанные в разделе "Примеры" данного описания. Конкретные добавки, повышающие эффективность, включают те, которые описаны Джонсом и др. в патенте США №5472481 и Россе и др. в международной заявке WO 97/07272. К добавкам, повышающим эффективность, относятся фторсодержащие добавки, в частности фторсодержащие оксазолидиноны, как те, что описаны в патенте США №5025052 (Кратер (Сrаtеr) и др.), фторсодержащие пиперазины и стеариновые эфиры перфторспиртов. В силу проверенной эффективности улучшения свойств электретов добавка является предпочтительно фторсоединением, а более предпочтительно - фторсодержащим оксазолидиноном. Фторсоединение предпочтительно имеет температуру плавления выше температуры плавления полимера и ниже температуры экструзии. Для технологических условий при использовании полипропилена фторсоединения предпочтительно имеют температуру плавления выше 160°С, а более предпочтительно - от 160°С до 290°С. К предпочтительным добавкам относятся описанные в патенте США №5411576 добавки А, В и С, имеющие соответственно приведенные ниже структуры:
Электретное изделие по настоящему изобретению содержит добавку, повышающую эффективность, в количестве предпочтительно примерно 0,2-10 масс.%, более предпочтительно - от 0,5 до 5,0 масс.% и наиболее предпочтительно от 1,0 до 2,0 масс. %.
Полимер и добавку можно смешать в твердом состоянии до расплавления, однако предпочтительно расплавлять компоненты раздельно и смешивать в жидком состоянии. В другом случае фторсодержащую добавку и часть полимера можно смешать в твердом состоянии и расплавить для образования относительно обогащенной фтором расплавленной смеси, которую затем смешивают с не содержащим фтор полимером.
Затем расплавленной смеси придают требуемую форму, например пленки или волокна. Обычно требуемую форму конечного изделия получают, пропуская расплавленную смесь через головку экструдера, однако в менее предпочтительных примерах осуществления изобретения форму смеси можно придать другими способами, такими как вытягивание в электростатическом поле (см., например, статью Y. Тrоuilhet "Nеw Меthod оf Маnufасturing Nоnwоvеns Ву Еlеctrostatic Lауing" (И. Труиле "Новый способ изготовления нетканых полотен размещением в электростатическом поле") в Указателе 81 документов конгресса, Усовершенствованные способы формирования тканей, Европейская ассоциация изготовителей одноразовой тары и нетканых материалов, Амстердам, 5-7 мая 1981 г. В предпочтительном процессе экструзии используются два экструдера. При этом приблизительно 10-20 масс.% фторсодержащей добавки и приблизительно 80-90 масс.% полимера смешивают в первом экструдере, после чего полученную расплавленную смесь с относительно высоким содержанием фтора подают во второй экструдер с расплавленным полимером (не содержащим фторсоединения) для образования смеси, пропускаемой через выходную часть оформляющего канала головки экструдера. Предпочтительно расплавленную смесь с высоким содержанием фтора непосредственно перед пропусканием через головку экструдера смешивают с не содержащим фторсоединений полимером. Это позволяет минимизировать время, в течение которого фторсоединение выдерживается при высокой температуре. Температуру во время экструзии следует регулировать для обеспечения требуемой реологии экструдата и предотвращения термодеструкции фторсоединения. Для разных экструдеров обычно требуется поддерживать разные температурные режимы, поэтому для оптимизации условий экструзии в конкретной системе может понадобиться пробное экструдирование. Если используется смесь полипропилена с фторсоединением, температуру во время экструзии предпочтительно поддерживать ниже приблизительно 290°С для уменьшения термодеструкции фторсоединения. Если используются экструдеры, то для лучшего смешивания предпочтительно применять сдвоенные шнековые экструдеры, в частности экструдеры, выпускаемые фирмами Wеrnеr & Рflеidеrеr или Веrstorff.
Расплавленную смесь предпочтительно пропускают через головку экструдера, а более предпочтительно смесь пропускают через головку экструдера, обеспечив условия дутья из расплава. Дутье из расплава отличается большими преимуществами, особенно при изготовлении нетканых полотен, а изделия по настоящему изобретению можно изготавливать при помощи известных способов дутья из расплава и устройств для их реализации. Дутье волокон из расплава впервые описано Ван Вентом (Vаn Wеntе) "Suреrfine Тhеrmoplastic Fibers" (Сверхтонкие термопластичные волокна), журнал Ind. Еng. Сhеm. (Промышленность, Технология, Химия), том 48, стр.1342-46 (1956 г.). В общем случае дутье из расплава в настоящем изобретении выполняется при помощи известных приемов, с той лишь модификацией, что материал резко охлаждают на выходе экструдера.
Приемлемые способы резкого охлаждения включают распыление воды, распыление с летучей жидкостью или обеспечение контакта с охлажденным воздухом или криогенными газами, в частности с диоксидом углерода или азотом. Обычно охлаждающую среду (жидкость или газ) разбрызгивают из форсунок, размещенных на расстоянии в пределах около 5 см от выходной части оформляющего канала головки экструдера. Если материалы пропускают через головку экструдера, охлаждающая жидкость воздействует на расплавленный экструдат сразу после его выхода из головки экструдера (и в течение достаточного времени до формирования материала). Например, в случае получения волокон дутьем из расплава расплавленный экструдат следует резко охлаждать перед формированием нетканого полотна. В качестве охлаждающей среды предпочтительно использовать воду. Можно использовать водопроводную воду, однако предпочтительно применять дистиллированную или деионизированную воду.
Целью операции резкого охлаждения является минимизация кристаллизации полимера в конечном изделии. Авторы изобретения установили, что электретные фильтры, изготовленные из резко охлажденных материалов, отличаются неожиданно хорошей фильтрационной способностью жидких аэрозолей при условии выполнения последовательных операций отжига и заряжания. Операция резкого охлаждения позволяет снизить содержание кристаллов в полимере по сравнению с не подвергаемым резкому охлаждению полимером, получаемым экструзией при тех же условиях. Резко охлаждаемый материал предпочтительно имеет низкую степень кристалличности, определяемую при помощи дифракции рентгеновских лучей. Предпочтительно полимер в резко охлажденном материале имеет показатель кристалличности менее 0,3, более предпочтительно - менее 0,25, еще более предпочтительно менее 0,2 и наиболее предпочтительно - менее 0,1, измеряемый по отношению максимальной кристаллической интенсивности к суммарной рассеянной интенсивности при угле рассеивания, изменяющемся в диапазоне 6-36°. Таким образом, предпочтительный промежуточный состав для изготовления электретного фильтра можно получать посредством смешивания и экструзии смеси, состоящей из 90-99,8 масс. % органического полимера и 0,2-10 масс.% добавки, повышающей эффективность. При этом материал пропускают через головку экструдера, поддерживая условия дутья из расплава для образования волокон, а затем собирают волокна вместе в виде нетканого полотна. Волокна резко охлаждают перед тем, как их собрать, используя такой способ охлаждения, как разбрызгивание воды или разбрызгивание с летучей жидкостью или обеспечение контакта с охлажденным воздухом или криогенными газами, в частности с диоксидом углерода или азотом.
После резкого охлаждения материал собирают. Если материал получают в виде волокон, его можно собрать, обрезать и прочесать с получением нетканого полотна. Волокна, полученные дутьем из расплава, обычно можно собрать в нетканый материал на вращающемся барабане или подвижном ремне. Предпочтительно операции резкого охлаждения и сбора осуществляют так, чтобы на собранном материале не оставался излишек жидкости для резкого охлаждения (если имеется остаток охлаждающей среды, это обычно - вода). Жидкость, остающаяся на собранном материале, может привести к проблемам при хранении материала. При этом для отгона охлаждающей жидкости требуется дополнительный нагрев во время отжига. Таким образом, собранный материал предпочтительно содержит менее 1 масс.% охлаждающей жидкости и более предпочтительно не содержит никакого остатка охлаждающей жидкости.
Резко охлажденный материал отжигают для повышения стабильности электростатического заряда в присутствии масляного тумана. Предпочтительно добавкой, повышающей эффективность, является вещество с низкоэнергетическими поверхностями, такое как фторсоединение, а операция отжига выполняется при достаточной температуре и в течение времени, достаточного для диффузии добавки в поверхности раздела материала (например, в поверхность раздела полимер - воздух и в граничную область между кристаллической и аморфной фазами). В общем случае, чем выше температура отжига, тем меньше времени требуется для диффузии. Для получения требуемых свойств конечного продукта отжиг полипропиленовых материалов следует проводить при температуре выше приблизительно 100°С. Отжиг предпочтительно выполнять при температуре около 130-155°С в течение 2-20 минут, более предпочтительно - при температуре около 140-150°С в течение приблизительно 2-10 минут и еще более предпочтительно - при температуре около 150°С в течение около 4,5 минут. Отжиг следует проводить при условиях, не приводящих к существенному ухудшению структуры ткани. Для полипропиленовых тканей могут быть нежелательны температуры существенно выше приблизительно 155°С, поскольку при этом может быть поврежден материал.
Полотна, не подвергнутые отжигу, обычно не обладают приемлемым показателем нагрузки масляным туманом. Не подвергнутые отжигу полотна обычно имеют нулевое значение Мin при ИФ. Авторы изобретения выдвинули предположение, что улучшенный показатель отожженных полотен обусловлен, возможно, увеличением площади поверхности раздела и(или) увеличением числа участков захвата стабильного заряда. Таким образом, вместо отжига могут быть использованы альтернативные способы увеличения площади поверхности раздела.
Отжиг повышает степень кристалличности полимера в материале. Известно также, что отжиг повышает жесткость и хрупкость материала и уменьшает его относительное удлинение, мягкость и сопротивление разрыву. Однако уменьшение мягкости и сопротивления разрыву не имеет значения, поскольку цель изобретения заключается в улучшении характеристик электретного фильтра.
Независимо от того, выполняется или не выполняется резкое охлаждение, операция отжига обычно ограничивает производительность при изготовлении полотен для электретных фильтров, стойких к жидким аэрозолям. В одном из примеров осуществления изобретения полотно формируют посредством дутья из расплава с производительностью головки экструдера около 0,5-1,4 фунт/час/дюйм (2,48-6,94 г/с•м).
Заявленный способ включает также выполнение операции статической электризации материала после его резкого охлаждения. Примеры способов статической электризации, подходящих для настоящего изобретения, приведены в заявках на патенты США №№30782 (Ван Турнхаут (vаn Тurnhout), 31285 (Ван Турнхаут) и патентах США №№5401446 (Tсай (Тsаi) и др.), 4375718 (Водсворт (Wаdswоrth) и др.), 4588537 (Клаас (Klааsе) и др.) и 4592815 (Накао (Nаkао)). Электретные материалы могут быть также гидрозаряжены (см. патент США №5496507, Ангадживанд (Аngаdjivand) и др.). Обрезанные волокна могут быть трибоэлектризованы посредством трения или соударения с непохожими по структуре волокнами (см. патент США №4798850, Браун (Вrоwn) и др.). Предпочтительно процесс электризации включает обработку материала коронным разрядом или высоким импульсным напряжением, как показано в некоторых патентах, перечисленных выше.
Волокна могут быть изготовлены в виде сердцевины с оболочкой. В этом случае оболочка должна содержать добавку, повышающую эффективность, как в смесях, описанных выше. Предпочтительно формировать экструдат в форме микроволокон с эффективным диаметром около 5-30 мкм, а предпочтительно - около 6-10 мкм, как рассчитано по методу, описанному в статье Девиса (Dаviеs), С.N. "Тhе Sераrаtiоn оf Аirbоrnе Dust аnd Раrticulаtes" (Отделение пыли и частиц, взвешенных в воздухе), Труды Института инженеров-механиков 1В, Лондон, 1952 г.
Электретные изделия по настоящему изобретению можно охарактеризовать, определив их разрядный ток теплового возбуждения. Для определения разрядного тока теплового возбуждения между двумя электродами помещают образец, который нагревают с постоянной скоростью, а разрядный ток образца измеряют амперметром. Измерение разрядного тока теплового возбуждения - хорошо известный способ, см., например, патент США №5256176, Лавернье (Lаvеrgnе) и др. "А Rеview оf Тhеrmо-Stimulаtеd Рrосеssеs (Обзор способов теплового возбуждения), IЕЕЕ Еlесtriсаl Insulаtion Маgаzinе, том. 9, №2, 5-21, 1993 г., и Чен (Сhеn) и др., "Аnаlуsis оf Тhеrmаllу Stimulated Рrосеssеs" (Анализ способов теплового возбуждения), Реrgаmоn Рrеss, 1981 г. Разрядный ток образца зависит от поляризуемости испытуемого изделия и его способности к захвату носителей заряда. Заряженные изделия можно подвергнуть непосредственным испытаниям. В другом случае заряженные и незаряженные изделия можно сначала подвергнуть поляризации в электрическом поле при повышенной температуре, а затем быстро охладить ниже температуры стеклования (Тg) полимера с использованием поляризующего поля для "замораживания" наведенной поляризации. Затем образец нагревают с постоянной скоростью и измеряют результирующий разрядный ток. В процессе поляризации может происходить инжекция зарядов, выравнивание диполей, перераспределение зарядов или их различные комбинации.
При разрядке теплового возбуждения носители зарядов, имеющиеся в электрете, приходят в движение и нейтрализуются либо на электродах, либо в теле образца вследствие рекомбинации с носителями зарядов противоположного знака. При этом создается внешний ток, график которого в зависимости от температуры выглядит как множество пиков (так называемый спектр разрядного тока теплового возбуждения). Форма и расположение этих пиков зависят от энергетических уровней захвата носителей заряда и физического местонахождения участков захвата.
Как было установлено многими исследователями (см., например, статьи: Сесслер (Sеsslеr) и др. "Электреты", Sрringer-vеrlаg, 1987 г., и Ван Турнхаут (Vаn Тurnhоut) "Тhегmаllу Stimulаtеd Discharge of Polymer Еlесtrеts" (Разряд теплового возбуждения полимерных электретов), Еlsеvier Sсiеntific Рublishing Со., 1975 г.), носители зарядов электрета обычно содержатся в аномалиях структуры, таких как примеси, дефекты мономерных звеньев, нерегулярности цепей и т.д. Ширина пика разрядного тока теплового возбуждения определяется распределением уровней захвата носителей заряда в электретах. В полукристаллических полимерах часто носители заряда будут либо скапливаться вблизи поверхности раздела аморфный участок - кристаллический участок, либо покидать упомянутую зону вследствие разности в проводимости двух этих фаз (эффект Максвелла-Вагнера). Эти области захвата носителей заряда обычно связываются с разными энергиями захвата там, где ожидаются непрерывное распределение энергии активации и перекрытие и слияние пиков разрядного тока теплового возбуждения в широкий пик.
При проведении серии измерений разрядного тока теплового возбуждения, описанных в разделе "Примеры" данного описания, было неожиданно установлено, что различные особенности спектра разрядного тока теплового возбуждения коррелируются с превосходным показателем нагрузки масляным туманом. К таким особенностям спектра разрядного тока теплового возбуждения, коррелирующимся с превосходным показателем нагрузки, относятся свойства, поясненные ниже при описании предпочтительных примеров осуществления изобретения.
В одном из предпочтительных примеров осуществления изобретения в качестве промежуточного состава для изготовления электретного фильтра используют состав, содержащий нетканое полотно из волокон, имеющий плотность заряда по меньшей мере около 10 мкКл/м2, измеренную в соответствии с методикой 1 определения разрядного тока теплового возбуждения (как показано в разделе "Примеры" данного описания изобретения).
В другом предпочтительном примере осуществления изобретения электретное изделие имеет спектр разрядного тока теплового возбуждения с пиком приблизительно при 15-30°С, а более предпочтительно - приблизительно 15-25°С, что ниже температуры плавления изделия, измеренной в соответствии с методикой 2 определения разрядного тока теплового возбуждения. Если в качестве полимера используют полипропилен, спектр разрядного тока теплового возбуждения имеет пик примерно при 130-140°С.
В еще одном предпочтительном примере осуществления изобретения электретное изделие имеет спектр разрядного тока теплового возбуждения с пиком, имеющим ширину на половине высоты менее приблизительно 30°С, более предпочтительно - менее приблизительно 25°С и еще более предпочтительно - менее приблизительно 20°С, полученную по методике 3 определения разрядного тока теплового возбуждения. Если в качестве полимера используют полипропилен, узкий пик, описанный выше, имеет максимум в диапазоне приблизительно при 138-142°С.
В другом предпочтительном примере осуществления изобретения электретное изделие обеспечивает увеличивающуюся плотность заряда в течение 1-5 минут и(или) 5-10 минут времени поляризации, как это получено по методике 4 определения разрядного тока теплового возбуждения.
Электретное изделие может быть выполнено в форме волокна, а множество волокон могут быть собраны вместе в электретный фильтр. Электретный фильтр может быть изготовлен в виде нетканого полотна, содержащего по меньшей мере несколько электретных волокон в сочетании с опорной структурой. В любом случае электретное изделие может быть в сочетании с неэлектретным материалом. Например, опорная структура может быть выполнена из неэлектретных волокон или опорных неэлектретных нетканых полотен. Электретный фильтр предпочтительно представляет собой нетканое электретное полотно, содержащее электрически заряженные микроволокна, получаемые дутьем из расплава.
Полотна электретных фильтров могут также содержать штапельные волокна, что делает полотна толще и менее плотными. Включение штапельных волокон в нетканое полотно можно осуществить согласно способам, описанным Хаузером (Наusеr) в патенте США №4118531. Если используются штапельные волокна, то полотно предпочтительно содержит менее 90 масс.% штапельных волокон, а более предпочтительно - менее 70 масс.%. В некоторых случаях для упрощения и оптимизации характеристик электретное полотно может состоять по существу из волокон, получаемых дутьем из расплава, и не содержать штапельных волокон.
Электретный фильтр может также содержать частицы сорбента, например диоксида алюминия или активированного угля. Частицы сорбента могут быть добавлены в фильтр, чтобы способствовать удалению газообразных загрязняющих веществ из воздушного потока, проходящего через фильтр. Такие полотна с добавленными частицами сорбента описаны, например, в патентах США №№3971373, Браун (Вrаun), 4100324, Андерсон (Аndеrsоn) и 4429001, Колпин (Коlрin) и др. Если добавляется материал в виде частиц, то полотно предпочтительно содержит менее 80 об.% материала в виде частиц, более предпочтительно менее 60 об.%. В тех примерах осуществления изобретения, в которых от электретного фильтра не требуется удалять газообразные загрязняющие вещества, фильтр может содержать только волокна, полученные дутьем из расплава.
Желательно, чтобы материал, используемый для получения электретного фильтра, практически не содержал антистатиков, которые могут повысить электропроводность или отрицательно повлиять на способность изделия принимать и удерживать электростатический заряд. Кроме того, электретное изделие не следует подвергать ненужной обработке, в частности воздействовать на него рентгеновскими и ультрафиолетовыми лучами, подвергать его пиролизу, окислению и т.д. Это может привести к повышению электропроводности. Таким образом, в предпочтительном примере осуществления изобретения электретное изделие изготавливают и применяют, не подвергая его рентгеновскому или другому ионизирующему облучению.
Электретные фильтры, изготовленные из волокон, полученных дутьем из расплава, обычно имеют плотность около 10-500 г/м2, а более предпочтительно - около 10-100 г/м2. Фильтры слишком плотные трудно заряжать, а слишком легкие или слишком тонкие могут быть хрупкими или иметь недостаточную фильтрующую способностью. Для многих случаев применения электретные фильтры имеют толщину около 0,25-20 мм, а обычно - около 0,5-2 мм. Электретные фильтры с такими плотностью и толщиной могут быть особенно полезными в респираторах.
Фильтры по настоящему изобретению предпочтительно имеют начальную проницаемость по диоктилфталату менее 5% и среднее значение Мin при ИФ более 200 мг диоктилфталата, а предпочтительнее - более 400 мг диоктилфталата, как получено в соответствии с методикой 1 определения нагрузки фильтровального полотна диоктилфталатом, описанной в разделе"Примеры" данного описания изобретения. Термин "среднее", используемый в таблицах и примерах, означает усредненный результат измерений, выполненных для 4-6 образцов, отрезанных от равноудаленных одна от другой частей по всей ширине фильтровального полотна. Для любого другого набора образцов среднее значение определяется как среднее значение Мin при ИФ соответствующего числа образцов, которые выбраны и испытаны на нагрузку в соответствии с "t-тестом", описанным Девором (Dеvоrе) в статье "Рrоbаbility аnd Statistics fоr Еnginееring аnd thе Sсiеnсеs" (Вероятность и статистика для науки и техники), Вrооks/Соlе Рublishing Со. (1987 г.), в целях определения статистически значимого среднего значения в пределах одного стандартного отклонения.
Превосходная фильтрационная способность достигается благодаря применению фильтров согласно предпочтительным примером осуществления настоящего изобретения, в которых каждый фильтр, взятый отдельно (далее по тексту - просто "каждый фильтр"), имеет значение Мin при ИФ более 500 мг диоктилфталата, предпочтительнее - более 600 мг диоктилфталата и еще более предпочтительно - около 800-1000 мг диоктилфталата. Предпочтительно такие фильтры имеют перепад давлений менее 13 мм вод. ст. (127 Па), более предпочтительно - менее 10 мм вод. ст. (98 Па) и еще более предпочтительно - менее 8 мм вод. ст. (78 Па), как получено в соответствии с методикой 1 определения нагрузки, что описано в разделе с примерами.
Проницаемость по диоктилфталату обычно измеряют при помощи прибора, известного как автоматизированный тестер фильтров (АТФ). Для того чтобы аэрозоль диоктилфталата достиг фильтра и установился требуемый режим электронных компонентов в АТФ, требуется некоторый период инициализации. Начальная проницаемость по диоктилфталату определяется как процент диоктилфталата, проникающего через полотно во время начального воздействия - обычно в течение 6-40 секунд, пока выполняется балансировка испытательного прибора. Начальная проницаемость по диоктилфталату - это первые показания, обеспечиваемые АТФ с использованием встроенной программы. Фильтры по настоящему изобретению обладают по меньшей мере обнаруживаемой проницаемостью (т.е. проницаемостью выше примерно 0,001% для АТФ, описанных в разделе "Примеры" данного описания изобретения).
В респираторах волокнистые электретные полотна могут иметь специальную форму или образованы, например, в виде формованных или складных лицевых полумасок, фильтровальных элементов для сменных кассет или противогазовых коробок или предфильтров.
Пример респиратора 10 по настоящему изобретению показан на фиг. 10 и 11. Корпус 17 маски респиратора может иметь изогнутую, полусферическую или иную требуемую форму (см., например, патенты США №№5307796 и 4827924). В респираторе 10 электретный фильтр 15 проложен между покровным полотном 11 и внутренним формообразующим слоем 16. Формообразующий слой 16 придает требуемую форму маске 10 и служит опорой для фильтрационного слоя 18. Формообразующий слой 16 может быть размещен внутри и(или) снаружи фильтрационного слоя 18 и изготовлен, например, из нетканого полотна, в котором термические соединяемые волокна сформованы в виде чашеобразной конфигурации. Формообразующий слой может быть сформован в соответствии с известными технологическими методами (см., например, патент США №5307796). Формообразующий слой (или формообразующие слои) обычно изготавливают из двухкомпонентных волокон, которые имеют сердцевину из такого материала с высокой температурой плавления, как полиэтилен терефталат, окруженную оболочкой из материала с низкой температурой плавления. Поэтому при нагревании в пресс-форме формообразующий слой принимает контуры пресс-формы и сохраняет образованную форму после охлаждения до комнатной температуры. При спрессовывании вместе с другим слоем, в частности с фильтрационным слоем, материал оболочки с низкой температурой плавления может также служить для скрепления слоев вместе. Для плотной пригонки маски к лицу пользователя корпус маски может быть снабжен ремнями 12, стяжными тесемками, привязным ремешком и т.д., прикрепленными к маске. На корпусе 17 маски может быть размещена гибкая мягкая полоска 13 из такого металла, как алюминий, что позволяет ей принимать форму для желаемой подгонки маски к носу пользователя (см., например, патент США №5558089). Респираторы могут также иметь такие дополнительные элементы, как дополнительные слои, клапаны (см., например, патент США № 5509436), формованные лицевые части и т.д. Примеры респираторов, которые могут содержать усовершенствованные электретные фильтры по настоящему изобретению, включают те, которые приведены в патентах США №№4536440, 4827924, 5325892, 4807619, 4886058 и заявке на патент США №08/079234.
Респираторы по настоящему изобретению, имеющие площадь поверхности примерно 180 см2, предпочтительно обеспечивают значение Мin при ИФ более 400 мг диоктилфталата, а более предпочтительно свыше 600 мг диоктилфталата, что было определено при испытаниях в соответствии с методикой определения проницаемости фильтра, разработанной Национальным институтом охраны труда и здравоохранения (NIOSH) для испытаний респираторов отрицательного давления на стойкость к жидким частицам (методика АРRS-SТР-0051-00, Моrgаntоwn WV, отдел исследований в области техники безопасности NIOSH, 31 мая 1995 г.). Предпочтительно респираторы имеют начальную проницаемость по диоктилфталату менее 5%.
Респираторы, испытанные в соответствии с указанной выше методикой, предпочтительно имеют перепад давлений менее 13 мм вод. ст. (127 Па), более предпочтительно - менее 10 мм вод. ст. (98 Па) и еще более предпочтительно - менее 8 мм вод. ст. (78 Па). Респираторы с большей площадью поверхности испытывают в соответствии с этим стандартом, уменьшая подвергаемую воздействию площадь до 180 см2. Респираторы меньшего размера испытывают в соответствии с этим стандартом, адаптируя держатель к нескольким респираторам, имеющим общую подвергаемую воздействию площадь примерно 180 см2.
Предпочтительно, чтобы фильтровальные элементы по настоящему изобретению, имеющие площадь поверхности примерно 150 см2, обладали значением Мin при ИФ более 300 мг диоктилфталата, а более предпочтительно - свыше 450 мг диоктилфталата, что определяется при испытаниях в соответствии с методикой АРRS-SТР-0051-00 NIOSH. Фильтры, используемые в парах в респираторах, испытывают, проверяя один фильтр из пары. Предпочтительно, чтобы фильтры, испытываемые в соответствии с указанной выше методикой, имели начальную проницаемость по диоктилфталату менее 5%. Предпочтительно, чтобы эти фильтры имели перепад давлений менее 13 мм вод. ст. (127 Па), более предпочтительно - менее 10 мм вод. ст. (98 Па) и наиболее предпочтительно - менее 8 мм вод. ст. (78 Па).
Предпочтительно, чтобы предфильтры по настоящему изобретению, имеющие площадь поверхности примерно 65 см2, имели значение Мin при ИФ более 170 мг диоктилфталата, а предпочтительнее - более 255 мг диоктилфталата, что определяется при испытаниях в соответствии с методикой АРRS-SТР-0051-00 NIOSH. Предфильтры, используемые в парах в респираторах, испытывают, проверяя один предфильтр из пары. Предпочтительно, чтобы предфильтры, испытываемые в соответствии с указанной выше методикой, имели начальную проницаемость по диоктилфталату менее 5%. Предпочтительно, чтобы эти фильтры имели перепад давлений менее 17 мм вод. ст. (167 Па), более предпочтительно - менее 14 мм вод. ст. (137 Па) и еще более предпочтительно - менее 12 мм вод. ст. (118 Па).
ПРИМЕРЫ
Общая методика подготовки и проведения испытаний образцов
Получение тканей экструзией
Ниже описаны некоторые предпочтительные примеры осуществления способов изготовления электретных изделий, содержащих полимер и добавку, повышающую эффективность. Изделия в этих примерах представляют собой фильтровальные нетканые полотна, изготовленные из смеси полипропилена и фторсоединения, экструдируемой при условиях дутья из расплава и собираемой для образования микроволнистого холста, полученного аэродинамическим способом из расплава. Добавку в виде расплава фторсоединения подавали в горловину двухшнекового экструдера вместе с полипропиленом для получения расплава, содержащего примерно 11 масс.% фторсоединения. Массу полипропилена добавляли в горловину второго двухшнекового экструдера. В некоторых случаях для уменьшения вязкости добавляли также пероксид. Продукт, полученный в экструдере, с фторсоединением закачивали в экструдер с полипропиленом с такой скоростью, чтобы обеспечить общий выход примерно 1,1 масс.% от расплава фторсодержащей добавки.
Температура струи расплава, содержащей расплав фторсодержащей добавки, во всех точках был ниже 290°С. Полотно изготовляли по известной технологии, аналогичной описанной Ван Вентом и др., с той лишь разницей, что применяли просверленную выходную часть оформляющего канала головки экструдера.
Резкое охлаждение
Были использованы два способа резкого охлаждения, описанные ниже.
Способ А
Распылительную штангу, содержащую 13 отдельных плоскоструйных насадок с наконечниками №9501 для равномерного веерного распыления, расположенных с шагом 4 дюйма (101,6 мм), установили на расстоянии 0,75 дюйма (19,05 мм) от выходной части оформляющего канала головки экструдера и на расстоянии 2,5 дюйма (63,5 мм) ниже потоков расплавляемого полимера, выходящих из головки экструдера. Каждую насадку повернули на 10° относительно поперечного направления полотна таким образом, что веера капель воды не сталкивались друг с другом и давление воды поддерживалось на минимальном уровне, обеспечивающем равномерное распыление.
Способ В
Распылительную штангу системы Sоnic с 15 распылительными форсунками модели SDС 035, поставляемую Sоniс Еnvironmental Соrр. оf Реnnsаukеn, NJ, установили на расстоянии примерно 7 дюймов (177,8 мм) ниже осевой линии и на расстоянии 1 дюйм (25,4 мм) ниже потока, выходящего из головки экструдера. Давление воздуха установили на уровне 50 фунт-с/кв. Дюйм (345 кПа), а давление воды - на уровне 30 фунт-с/кв. Дюйм (207 кПа). Расходомеры для воды, если не определено иначе, были отрегулированы таким образом, что каждая форсунка подавала 30 мл/мин воды. Каждая форсунка подавала конус капель воды к потокам расплавленного пролимера, выходящим из головки экструдера.
Отжиг
Экструдированные полотна дополнительно обработали, пропустив их через печь, нагретую до средней температуры около 150°С, с такой скоростью, что время выдержки в печи составлял примерно 4,5 минуты. Такой процесс отжига вызывает дополнительную кристаллизацию полимера и диффузию расплава фторсодержащей добавки к поверхностям раздела волокон.
Зарядка
После отжига полотна дополнительно обработали коронным разрядом с использованием электрического поля высокого напряжения, созданного между 30-линейными источниками коронного разряда, размещенными в направлении поперек ткани, и заземляющим электродом с током коронного разряда 2,6×10-3 мА/см длины источника коронного разряда в течение примерно 15 секунд.
Характеристики полотна
Толщину полотна измеряли в соответствии с методикой АSТМ D1777-64 с применением полотна массой 230 г на диске диаметром 10 см. Перепад давлений можно измерить в соответствии с процедурой АSТМ F778. Базовую массу рассчитали для диска диаметром 5,25 дюймов (13,3 см).
Испытание на нагрузку диоктилфталатом
Измерения нагрузки диоктилфталатом выполняли, контролируя проникание аэрозоля диоктилфталата через образец в течение длительного воздействия контролируемого аэрозоля диоктилфталата. Измерения выполняли при помощи автоматизированного тестера фильтров (АТФ) модели 8110 или 8130 (поставляемого компанией ТSI Incоrроrаtеd, Сент-Пол, шт. Миннесота), адаптированного к аэрозолю диоктилфталата.
Процент проникания по диоктилфталату определяется следующим образом:
% проникания по диоктилфталату = 100 (концентрация диоктилфталата ниже по потоку (за фильтром - примеч. перевод.) / концентрация диоктилфталата выше по потоку (перед фильтром - примеч. перевод.)), где значения концентрации выше и ниже по потоку были измерены по рассеянию света, а процент проникания по диоктилфталату вычислили автоматически при помощи АТФ. Монодисперсные частицы аэрозоля диоктилфалата, образуемые приборами АТФ 8110 и 8130, имели средний диаметр 0,3 мкм и концентрацию выше по потоку (перед фильтром - примеч. перевод.) 100 мг/см3, как было измерено при помощи стандартного фильтра. Все образцы испытали при выключенном ионизаторе аэрозоля и расходе через образец фильтровального полотна 85 л/мин.
Методика 1 определения нагрузки фильтровального полотна диоктилфталатом
Измерения выполняли при помощи АТФ модели 8110, адаптированного к аэрозолю диоктилфталата. Экструдированное полотно разрезали на диски диаметром 6,75 дюймов (17,15 см). Два таких диска уложили непосредственно один поверх другого и установили их в держатель образцов так, что воздействию аэрозоля подвергался круг диаметром 6,0 дюймов (15,2 см). Поверхностная скорость составила 7,77 см/с.
Перед тем как поместить образцы в держатель, их взвесили. Каждое испытание продолжали до появления устойчивой тенденции к увеличению процента проникания по диоктилфталату при воздействии аэрозоля этого вещества или по меньшей мере до удерживания 200 мг диоктилфталата.
Процент проникания по диоктилфталату и соответствующие данные по перепаду давлений передали в подсоединенный компьютер и записали в память компьютера. После завершения испытания на нагрузку диоктилфталатом нагруженные образцы вновь взвесили, чтобы проконтролировать количество диоктилфталата, набранного образцами волокнистого полотна. Это послужило перекрестной проверкой воздействия диоктилфталата, экстраполированного на основе измеренной концентрации диоктилфталата, попавшего на волокнистое полотно, и измеренного расхода аэрозоля через полотно.
Окончательные данные по нагрузке диоктилфталата были сведены в развернутую таблицу для расчета минимального значения при испытательном фильтровании (Мin при ИФ). Мin при ИФ определяется как общий показатель по диоктилфталату или масса диоктилфталата, попавшего на образец ткани и прошедшего через него, воздействующего на фильтровальное полотно (т.е. масса диоктилфталата на и в образце) в момент, когда процент проникания по диоктилфталату достигает минимального значения. Это значение Мin при ИФ используется, чтобы характеризовать показатель нагрузки полотна диоктилфталатом. Чем выше значение Мin при ИФ, тем лучше показатель нагрузки.
Методика 2 определения нагрузки фильтровального полотна диоктилфталатом
Методика 2 идентична методике 1, за исключением того, что вырезают образцы диаметром 5,25 дюймов (13,34 см) и помещают их в держатель, оставляя для воздействия круг диаметром 4,5 дюйма (11,4 см), при этом поверхностная скорость составляет 13,8 см/с.
При любой из процедур методику можно проводить, используя эквивалентные тестеры фильтров. Если мгновенный показатель фильтрации одинарного слоя таков, что перепад давлений составляет 8-20 мм вод. ст. (78 Па-195 Па), а обнаруживаемое проникание - менее 36% проникания по диоктилфталату при измерении для площади воздействия 102,6 см2 и расхода 85 л/мин с применением АТФ модели ТSI 8110 с включенным ионизатором, можно также испытывать одинарные, а не сдвоенные слои фильтровального полотна. Любая из методик включает испытания фильтров с меньшей площадью поверхности при помощи держателя образцов, в котором фильтровальную среду можно установить таким образом, чтобы обеспечить эквивалентную площадь, подвергаемую воздействию (т.е. 102,6 см2 для методики 2).
Определение показателя кристалличности полимера
Данные о кристалличности были собраны с использованием вертикального дифрактометра рентгеновских лучей, выпускаемого компанией Рhilips, излучения "Сu-Ка" и реестра рассеянного излучения для пропорционального детектора. Использовали дифрактометр с впускными щелями разных размеров, приемной щелью постоянного размера и монохроматором подвергшихся дифракции лучей. Рентгеновская установка работала в режиме 45 кВ и 35 мА. Пошаговое сканирование проводили от 5° до 40° (2q) с шагом 0,05° и 5-секундным временем отсчета. Образцы установили на алюминиевых держателях, использовав ленту с двойным покрытием и не подложив под образец ткани никакую подложку или основу.
Наблюдаемые данные по рассеянным лучам сократили до пар х-у значений угла рассеяния и интенсивности и на основе этих пар определили профиль излучения при помощи программного обеспечения ОriginТМ для анализа данных (поставляемого компанией Мiсrосаl Sоftwаrе Inс., Nоrthаmрtоn МА). Для описания шести имеющих альфа-форму пиков, соответствующих полипропилену, и пиков аморфных включений применили гауссову модель формы пика. Для некоторых групп данных единственный пик, соответствующий аморфной среде, не соответствует адекватно интенсивности рассеянного излучения не альфа-формы. В этих случаях для полного соответствия наблюдаемой интенсивности применяли дополнительные широкие максимумы. Эти широкие изогнутые участки обязаны своим появлением, главным образом, мезоморфной форме полипропилена (сведения о мезоморфном полипропилене см. в патенте США №4931230, Крюгер (Кruеgеr) и др., и в документах, на которые приведены ссылки в этом патенте). Рассеяние вследствие мезоморфного характера полипропилена сочеталось с рассеянием от аморфных зон. Показатели кристалличности рассчитывались как отношение площади пика, соответствующей кристаллической структуре, к общей интенсивности рассеяния (для кристаллической структуры и аморфной среды) в диапазоне углов рассеяния от 6 до 36° (2q). Значение "1" соответствует 100%-ной кристалличности, а "0" - отсутствию кристаллической структуры.
Разрядный ток теплового возбуждения
Исследования разрядного тока теплового возбуждения проводили при помощи прибора Sоlоmаt ТSС/RМА модели 91000 с поворотным электродом, поставляемого компанией ТhеrМоld Раrtners, L.Р., Тhеrmаl Аnаlуsis Instrumеnts оf Stаnfоrd, СТ. Образцы ткани вырезали и поместили между электродами в прибор Sоlоmаt ТSC/RМА. В приборе Sоlоmаt термометр размещается рядом с образцом, но не касается его. Образцы полотна должны быть оптически плотными, в них не должны быть видны сквозные отверстия. Образцы должны быть достаточно большими, чтобы полностью закрыть верхний контактный электрод. Поскольку диаметр электрода составляет примерно 7 мм, следует вырезать образцы диаметром более 7 мм. Для обеспечения хорошего контакта с электродами образцы полотна сжимают по толщине с коэффициентом 10. Из камеры с образцом откачивают воздух, после чего в нее закачивают гелий при давлении примерно 1100. Охлаждение осуществляют жидким азотом.
Методика 1 определения разрядного тока теплового возбуждения
Изделие поляризуют при температуре 100°С в течение 1 минуты в электрическом поле с напряженностью 2,5 кВ/мин в приборе, описанном выше. При наличии электрического поля образец быстро охлаждают (с максимальной скоростью, которую может обеспечить прибор) до -50°С. Образец выдерживают при температуре -50°С в течение 5 минут при выключенном электрическом поле, затем нагревают со скоростью 3°С/мин, измеряя разрядный ток. Плотности заряда можно рассчитать на основе каждого пика спектра разрядного тока теплового возбуждения, проведя базовую линию между минимумами на каждой стороне выбранного пика и выполнив интегрирование по площади пика.
Методика 2 определения разрядного тока теплового возбуждения
Разрядный ток неполяризованного изделия измеряют, начиная с температуры 25°С и нагревая изделие со скоростью 3°С/мин. Два образца изделия испытывают идентично, за исключением того, что образцы ориентируют в противоположных направлениях, размещая их между электродами. Расположение(я) пиков измеряют для изделия, которое было ориентировано так, чтобы давать положительный разрядный ток при температурах выше 110°С (например, сторона В на фиг.15).
Температуру плавления изделия определяют при помощи дифференциальной сканирующей калориметрии, проводимой при нагреве изделия со скоростью 10°С/мин, по максимуму пика, возникающего вследствие плавления и наблюдаемого во втором цикле нагрева при калориметрии (т.е. по пику, наблюдаемому после нагрева до температуры выше температуры плавления, охлаждения изделия и повторного его нагрева).
Методика 3 определения разрядного тока теплового возбуждения
Образец исследуют в соответствии с методикой 2 определения разрядного тока теплового возбуждения для установления правильной ориентации образца. Затем изделия ориентируют в приборе Sоlоmаt ТSС в направлении, при котором создается положительный разрядный ток при более низком пике температуры в методике 2. Затем изделия испытывают в соответствии с методикой 1, с той лишь разницей, что каждый образец поляризуют при температуре 100°С в течение 1, 5, 10 или 15 минут. Значение ширины каждого пика на половине высоты рассчитывают, проводя базовую линию с крутизной от 0 до 30°С и измеряя ширину пика на половине его высоты.
Методика 4 определения разрядного тока теплового возбуждения
Эта методика идентична методике 3, за исключением того, что плотность заряда изделия в каждый момент поляризации рассчитывают, проводя базовую линию между минимумами на каждой стороне выбранного пика или выполняя интегрирование по площади пика, если нет минимумов на стороне пика, соответствующей высокой температуре, где кривая реально пересекает уровень нулевого тока или такое пересечение определяется посредством экстраполяции кривой.
Сравнительные примеры 1-3
Примеры 1-3 демонстрируют, что улучшенный показатель нагрузки можно достичь посредством отжига полимера и добавки, повышающей эффективность и содержащей составы, имеющие относительно низкий показатель кристалличности.
Пример 1
Нетканое фильтровальное полотно изготовили из полимера Еххоn Еsсоrеnе 3505G, поставляемого компанией Еххоn Сhеmiсаl, и фторсоединения формулы 
обеспечив производительность 50 фунт/ч (23 кг/ч) при температуре плавления 288°С и применив 48-дюймовую (121,9 см) просверленную выходную часть оформляющего канала головки экструдера. Получили полотно, имеющее поверхностную плотность 71 г/м2, толщину 1,3 мм и перепад давлений 6,6 мм вод. ст. (65 Па), измеренный при поверхностной скорости 13,8 см/с. После отжига и зарядки полотна, как было описано выше, провели определение нагрузки диоктилфталатом для двухслойных образцов диаметром 5,25 дюйма (13,34 см), взятых в шести местах по ширине полотна. Показатель кристалличности полипропилена определили для образцов, вырезанных в тех же шести местах полотна (позиции 1, 4 и 6) и после (позиции 1-6) отжига. Данные по нагрузке (значение Мin при ИФ) и показатели кристалличности для шести позиций приведены в таблице 1, а график зависимости показателя кристалличности неотожженного изделия от значений Мin при ИФ для позиций 1, 4 и 6 приведен на фиг.2.
Как следует из значений, приведенных в таблице 1 для позиций 1, 4 и 6, и графика, приведенного на фиг.2, существует корреляция между показателем нагрузки диоктилфталатом (выраженной в значениях Мin при ИФ) и показателем кристалличности полотна до отжига. Чем ниже показатель кристалличности до отжига, тем выше значение Мin при ИФ. С другой стороны, как следует из таблицы 1, корреляция между показателем кристалличности полотна после отжига и показателем нагрузки диоктилфталатом (выраженной в значениях Мin при ИФ) отсутствует.
Пример 2
Из полученных аэродинамическим способом из расплава микроволокон изготовили полотно и обработали как описано в примере 1. Полотно имело поверхностную плотность 74 г/м2, толщину 1,4 мм и перепад давлений 7,0 мм вод. ст. (69 Па), измеренный при поверхностной скорости 13,8 см/с. Полотно подвергли испытаниям на нагрузку диоктилфталатом и проанализировали показатель кристалличности, как показано в примере 1. Результаты испытаний приведены в таблице 2 и на фиг.3.
Из таблицы 2 и фиг.3 опять следует наличие общей тенденции - более низкие показатели кристалличности неотожженного состава коррелируются с показателем нагрузки диоктилфталатом. Для отожженных фильтров такая корреляция не наблюдается.
Пример 3
Из полученных аэродинамическим способом из расплава микроволокон подготовили полотно и обработали как показано в примере 1, за исключением того, что использовали полипропилен Finа 3860, поставляемый компанией Finа Oil аnd Сhеmiсаl, а концентрат пероксида, содержащий 2,5-диметил-2,5-ди(трибутилперокси)гексан, подавали совместно с полипропиленом в экструдер для регулирования реологии расплава полипропилена и физических параметров полотна, получаемого аэродинамическим способом из расплава (дутьем из расплава). Полотно имело поверхностную плотность 73 г/м2, толщину 1,4 мм и перепад давлений 7,0 мм вод. ст. (69 Па), измеренный при расходе 85 л/мин. Полотно подвергли испытаниям на нагрузку диоктилфталатом и проанализировали показатель кристалличности, как показано в примере 1. Результаты испытаний приведены в таблице 3 и на фиг.4.
Из таблицы 3 и фиг.4 опять следует наличие общей тенденции -корреляция между более низкими показателями кристалличности неотожженного изделия и лучшим показателем нагрузки диоктилфталатом. Для отожженных фильтров такая корреляция не наблюдается.
Примеры 4-8
На примерах 4-8 продемонстрировано, что существует корреляция между резким охлаждением или низкой кристалличностью неотожженных волокон (т.е промежуточного состава) и превосходными характеристиками нагрузки отожженных электретных фильтровальных полотен масляным туманом.
Пример 4
Из полученных аэродинамическим способом из расплава микроволокон изготовили полотно и обработали как показано в примере 1. Полотно имело поверхностную плотность 69 г/м2, толщину 1,3 мм и перепад давлений 6,2 мм вод. ст. (61 Па), измеренный при поверхностной скорости 13,8 см/с. После того как было собрано достаточное количество полотна для дальнейшей обработки и испытаний, экструдат обрызгали водой по способу А, описанному выше.
Воду очищали за счет обратного осмоса, и применяли деионизацию. В этом эксперименте распылительную штангу размещали лишь на 2/3 ширины экструдера. Для обеспечения требуемых параметров полотна коллектор перемещали в диапазоне от 12 до 8 дюймов. Полотна подвергли испытаниям на нагрузку диоктилфталатом и проанализировали показатель кристалличности как показано в примере 1. Результаты испытаний приведены в таблицах 4А и 4В и на фиг.5.
Без резкого охлаждения, сравнительные примеры
С резким охлаждением
Из данных, приведенных в таблицах 4А и 4В, следует, что резкое охлаждение приводит к снижению показателя кристалличности экструдированных волокон. Отжиг состава с низким показателем кристалличности улучшает показатель нагрузки отожженного и заряженного фильтровального полотна. Из приведенных в таблицах данных видно также, что отжиг составов с показателем кристалличности ниже приблизительно 0,3 обеспечивает электретные фильтры с превосходным показателем нагрузки. А именно, отжиг полотен, имеющих показатель кристалличности ниже приблизительно 0,3, дает фильтры со средним значением Мin при ИФ более 200 мг, а отжиг полотен, имеющих показатель кристалличности выше приблизительно 0,3, дает возможность получить ткани со средним значением Мin при ИФ менее 200 мг.
Пример 5
Из полученных аэродинамическим способом из расплава микроволокон изготовили полотно и обработали как показано в примере 1, за тем исключением, что расход при экструзии поддерживали на уровне 100 фунт/ч (45 кг/ч) и, как в примере 3, добавляли пероксид для регулирования реологии расплава полипропилена и физических параметров полотна, полученного аэродинамическим способом из расплава (дутьем из расплава). Полотно имело поверхностную плотность 73 г/м2, толщину 1,3 мм и перепад давлений 6,6 мм вод. ст. (65 Па), измеренный при поверхностной скорости 13,8 см/с. После того как было подготовлено достаточное количество полотна для дальнейшей обработки и испытаний (см. примеры в таблице 5А), экструдат обрызгали водой по способу В, описанному выше. Распылительную штангу разместили по всей ширине полотна, имеющего поверхностную плотность 74 г/м2, толщину 1,3 мм и перепад давлений 6,2 мм вод. ст. (61 Па), измеренный при расходе 85 л/мин. Для обеспечения требуемых параметров полотна коллектор перемещали в диапазоне от 12 до 11 дюймов (30-28 см). Применяли неочищенную водопроводную воду. Полотна подвергли испытаниям на нагрузку диоктилфталатом и проанализировали показатель кристалличности как показано в примере 1, за тем исключением, что для испытания на нагрузку диоктилфталатом применяли круги полотна диаметром 6,75 дюймов (17,15 см). Результаты испытаний приведены в таблицах 5А и 5В и на фиг.6.
Без резкого охлаждения, сравнительные примеры
С резким охлаждением
Как и в примере 4, из данных, приведенных в таблицах 5А и 5В, следует, что резкое охлаждение снижает показатель кристалличности неотожженного полотна и улучшает показатель нагрузки отожженного и заряженного полотна. Из приведенных в таблицах данных видно также, что отжиг полотен, имеющих показатель кристалличности ниже приблизительно 0,3, даст фильтры со средним значением Мin при ИФ более 200 мг, а отжиг полотен, имеющих показатель кристалличности выше приблизительно 0,3, даст фильтры со средним значением Мin при ИФ менее 200 мг. Из данных следует также, что применение составов с более низкой кристалличностью, в частности с показателем кристалличности примерно 0,1, может привести к дополнительному улучшению показателя нагрузки. Например, некоторые электретные фильтры могут иметь значение Мin при ИФ более 500 мг.
Пример 6
Из полученных аэродинамическим способом из расплава микроволокон изготовили полотно и обработали как показано в примере 1. Полотно имело поверхностную плотность 73 г/м2, толщину 1,3 мм и перепад давлений 7,0 мм вод. ст. (69 Па), измеренный при поверхностной скорости 13,8 см/с. После того, как было подготовлено достаточное количество полотна для дальнейшей обработки и испытаний, экструдат обрызгали водой по способу В, описанному выше в примере 5. Для обеспечения требуемых параметров полотна коллектор перемещали в диапазоне от 10 до 8,5 дюймов (от 25 см до 21,6 см). С использованием распыления воды получили полотно, имеющее поверхностную плотность 71 г/м2, толщину 1,4 мм и перепад давлений 6,6 мм вод. ст. (65 Па), измеренный при расходе 85 л/мин. Полотна подвергли испытаниям на нагрузку диоктилфталатом и проанализировали показатель кристалличности, как показано в примере 5. Результаты испытаний приведены в таблицах 6А и 6В и на фиг.7.
Без резкого охлаждения, сравнительные примеры
С резким охлаждением
Как и в примерах 4-7, из данных, приведенных в таблицах 6А и 6В, следует, что резкое охлаждение снижает показатель кристалличности неотожженного полотна и улучшает показатель нагрузки отожженного и заряженного полотна. Из приведенных в таблицах данных видно также, что отжиг полотен, имеющих показатель кристалличности ниже приблизительно 0,3, дает фильтры со средним значением Мin при ИФ более 200 мг, а отжиг полотен, имеющих показатель кристалличности выше приблизительно 0,3, - фильтры со средним значением Мin при ИФ менее 200 мг. Из данных следует также, что некоторые электретные фильтры, изготовленные из резко охлажденных материалов, могут иметь значение Мin при ИФ более 500 мг, а отдельные фильтры - даже более 800 мг.
Пример 7
Из полученных аэродинамическим способом из расплава микроволокон изготовили полотна и обработали как в примере 6, с разбрызгиванием и без разбрызгивания воды по способу В. В этом примере воду очищали посредством обратного осмоса и деионизации. Получили полотно с параметрами, аналогичными параметрам, полученным в примере 6. Полотна подвергли испытаниям на нагрузку диоктилфталатом и проанализировали показатель кристалличности, как показано в примере 6. Результаты испытаний приведены в таблицах 7А и 7В и на фиг.8.
Без разбрызгивания воды
С разбрызгиванием воды
Как и в примерах 4-6, из данных, приведенных в таблицах 7А и 7В, следует, что резкое охлаждение снижает показатель кристалличности неотожженного полотна и улучшает показатель нагрузки отожженного и заряженного полотна. Из приведенных в таблицах данных видно также, что отжиг полотен, имеющих показатель кристалличности ниже приблизительно 0,3, дает фильтры со средним значением Мin при ИФ более 200 мг, а отжиг полотен, имеющих показатель кристалличности выше приблизительно 0,3, - фильтры со средним значением Мin при ИФ менее 200 мг. Из данных следует также, что некоторые электретные фильтры, изготовленные из резко охлажденных материалов, могут иметь значение Мin при ИФ более 500 мг, а отдельные фильтры - даже более 800 мг.
Пример 8
Из полученных аэродинамическим способом из расплава микроволокон изготовили полотна и обработали как в примере 7, с разбрызгиванием и без разбрызгивания воды по способу В. Получили полотно с характеристиками, аналогичными характеристикам, полученным в примере 7. Полотна подвергли испытаниям на нагрузку диоктилфталатом и проанализировали показатель кристалличности, как показано в предыдущих примерах. Результаты испытаний приведены в таблицах 8А и 8В и на фиг.9.
Без резкого охлаждения, сравнительные примеры
С резким охлаждением
Как и в примерах 4-7, из данных, приведенных в таблицах 8А и 8В, следует, что резкое охлаждение снижает показатель кристалличности неотожженного полотна и улучшает показатель нагрузки отожженного и заряженного полотна. Из приведенных в таблицах данных видно также, что отжиг полотен, имеющих показатель кристалличности ниже приблизительно 0,3, дает фильтры со средним значением Мin при ИФ более 200 мг, а отжиг полотен, имеющих показатель кристалличности выше приблизительно 0,3, - фильтры со средним значением Мin при ИФ менее 200 мг. Из данных следует также, что некоторые электретные фильтры, изготовленные из резко охлажденных материалов, могут иметь значение Мin при ИФ более 500 мг.
В таблицах 9А и 9В показаны усредненные данные Мin при ИФ, относящиеся к примерам 4-8, для образцов, не подвергаемых и подвергаемых резкому охлаждению.
Усредненные данные Мin при ИФ (мг) - Без резкого охлаждения, сравнительные примеры
ИФ
ИФ
Усредненные данные Мin при ИФ (мг) - С резким охлаждением
ИФ
ИФ
Из усредненных данных, приведенных в таблицах 9А и 9В с учетом значений показателя кристалличности, приведенных в предыдущих таблицах, следует, что резкое охлаждение может привести к снижению показателя кристалличности неотожженного полотна ниже приблизительно 0,3, а также, что отжиг полотен, имеющих показатель кристалличности ниже приблизительно 0,3, даст фильтры со средним значением Мin при ИФ более 200 мг, а отжиг полотен, имеющих показатель кристалличности выше приблизительно 0,3, - фильтры со средним значением Мin при ИФ менее 200 мг.
Примеры 9 и 10
Примеры 9 и 10 показывают, что введение добавки, повышающей эффективность, даст сильный сигнал в спектре разрядного тока теплового возбуждения. Нетканое полотно изготовили как в примере 4 (применив резкое охлаждение). Второй образец изготовили точно так же, но при этом не вводилась добавка, повышающая эффективность. Оба образца полотна исследовали в соответствии с методикой 1 определения разрядного тока теплового возбуждения. Образец, содержащий добавку, повышающую эффективность, показал значительный пик разрядного тока при температуре около 110°С. По сравнению с ним полотно, не содержащее добавку, повышающую эффективность, не показало такой значительный пик. Это наблюдение говорит о том, что разрядный ток в образце, содержащем добавку, повышающую эффективность, создается вследствие деполяризации этой добавки при нагревании. Полагают, что добавку, повышающую эффективность, следует поляризовать во время операции поляризации.
Примеры 11-15
Примеры 11-15 показывают, что резко охлажденные полотна после поляризации имеют более высокую плотность заряда, чем полотна, не подвергаемые резкому охлаждению. Образцы "а" (резко охлажденные, не прошедшие отжиг) и образцы "с" (резко охлажденные, отожженные) были идентичны соответствующим образцам примера 4, позиция 4 (за тем исключением, что не выполняли обработку коронным разрядом). Образец "b" (не прошедший резкое охлаждение и отжиг) был идентичен образцу примера 2, позиция 4 (за тем исключением, что не выполняли обработку коронным разрядом), а образец "d (не прошедший резкое охлаждение, отожженный) идентичен образцу примера 2, позиция 6 (за тем исключением, что не выполняли обработку коронным разрядом). Все образцы полотна исследовали в соответствии с методикой 1 определения разрядного тока теплового возбуждения.
Спектр разрядного тока теплового возбуждения, полученный в результате испытаний, показан на фиг.12. Значения плотности заряда можно рассчитать на основе каждого пика спектра разрядного тока теплового возбуждения, проведя базовую линию между минимумами на каждой стороне выбранного пика и выполнив интегрирование по площади пика. Как видно из спектра, показанного на фиг.12, разрядный ток постепенно возрастает по мере приближения температуры к точке плавления испытуемого образца.
Образцы не прошедших обработку коронным зарядом и отжиг полотен примера 7 испытали, как описано для примеров 11-15, как для полотен без резкого охлаждения (позиции 2 и 6), так и для полотен с резким охлаждением (позиции 3, 4, 5 и 6). Плотность заряда ни одного из полотен, не прошедших резкое охлаждение, не превысила 10 мкК/м2. График зависимости показателей кристалличности от плотности заряда для не подвергавшихся отжигу и обработке коронным разрядом полотен показан на фиг.13а. Как следует из фиг.13а, не прошедшие отжиг полотна, имеющие относительно низкий показатель кристалличности, имеют более высокую плотность заряда, определяемую в соответствии с методикой 1 определения разрядного тока теплового возбуждения.
График зависимости показателя нагрузки отожженных заряженных полотен диоктилфталатом (выраженного в значении Мin при ИФ) от плотности заряда отожженных незаряженных полотен показан на фиг.13b. Фиг.13b показывает совершенно удивительный результат, заключающийся в том, что отожженные, незаряженные полотна, имеющие плотность заряда выше приблизительно 10 мкКл/м2, как было определено в соответствии с методикой 1 определения разрядного тока теплового возбуждения, имеют также превосходный показатель нагрузки диоктилфталатом после зарядки.
Примеры 17 и 18
Примеры 17 и 18 соответствуют спектрам разрядного тока теплового возбуждения подвергнутых и не подвергнутых резкому охлаждению отожженных полотен без повышающей эффективность добавки, прошедших обработку коронным разрядом. Подвергнутые (а, b) и не подвергнутые (а′, b′) резкому охлаждению полотна изготовили как описано в примере 4, за тем исключением, что не вводили добавку, повышающую эффективность. Спектры разрядного тока теплового возбуждения для неполяризованных полотен, полученные в соответствии с методикой 2, показаны на фиг.14. Знак разрядного тока (плюс или минус) зависит от ориентации полотна в испытательном приборе при коронном разряде.
Примеры 19 и 20
Примеры 19 и 20 иллюстрируют спектры разрядного тока теплового возбуждения подвергнутых и не подвергнутых резкому охлаждению выполненных из полимера и повышающей эффективность добавки отожженных полотен, прошедших обработку коронным разрядом. Подвергнутые (а, b) и не подвергнутые (а′, b′) резкому охлаждению полотна изготовили как в примере 8, позиция 1. Исследование полотен проводилось по разрядному току теплового возбуждения согласно методике 1. Результаты исследований по разрядному току теплового возбуждения показаны на фиг.15. Во время испытаний, в качестве части методики определения, посредством дифференциальной сканирующей калориметрии определяли температуру плавления испытуемого изделия, она составила в этом случае 159°С.
Как следует из фиг. 15, при ориентации, обеспечивающей положительный разрядный ток при температуре выше приблизительно 110°С, спектр разрядного тока подвергнутого резкому охлаждению полотна (а) имеет относительно узкий пик при приблизительно 137°С. Из этого спектра видно, что резкое охлаждение приводит к сужению распределения энергии участков захвата носителей заряда в отожженном и заряженном полотне. Для сравнения, в спектре не подвергнутого резкому охлаждению полотна (а′) имеется только очень широкий пик в области существенно более низкой температуры (примерно 120°С), что указывает на относительно широкое распределение энергетических уровней участков захвата носителей заряда. Таким образом, изделия по настоящему изобретению могут отличаться ярко выраженным пиком тока с центром приблизительно на 15-30°С ниже температуры плавления изделия, как было определено в соответствии с методикой 2 определения разрядного тока теплового возбуждения.
Как следует из ранее приведенных результатов определения нагрузки диоктилфталатом, полотна, изготовленные из резко охлажденных (или имеющих относительно низкий показатель кристалличности) промежуточных материалов, обладают значительно повышенным показателем нагрузки диоктилфталатом по сравнению с полотнами, изготовленными из не подвергаемых резкому охлаждению (или имеющих относительно высокий показатель кристалличности) промежуточных материалов. В результате авторы изобретения неожиданно обнаружили характерную спектральную особенность, т.е. описанный выше пик тока, который коррелируется с повышенным показателем нагрузки диоктилфталатом.
Примеры 20 и 21
Примеры 20 и 21 показывают спектры подвергнутых (фиг.16а) и не подвергнутых (фиг.16b) резкому охлаждению изделий и иллюстрируют спектральные особенности, которые могут характеризовать некоторые изделия по настоящему изобретению. Эти примеры представляют собой полотна, описанные в примере 8, позиция 3 (подвергнутые и не подвергнутые резкому охлаждению). Исследования разрядного тока теплового возбуждения провели в соответствии с методикой 3 определения разрядного тока теплового возбуждения. Изделия, представленные на фиг.16а, различаются только значениями времени поляризации: а - 1 минута, b - 5 минут, с - 10 минут и d - 15 минут, что относится также и к изделиям, представленным на фиг.16b: а′ - 1 минута, b′ - 5 минут, с′ -10 минут и d′ - 15 минут.
В спектрах разрядного тока теплового возбуждения, показанных на фиг.16а, ширина пиков на половине высоты составляет 18 (b), 14 (с) и 19 (d) для значений времени поляризации 5, 10 и 15 минут соответственно. Эти три пика имеют максимум при температуре 140 или 141°С. Для сравнения, на фиг.16b показаны спектры не подвергавшихся резкому охлаждению сравнительных образцов, ширина пиков на половине высоты которых составляет 40 (b′), 32 (с′) и 34 (d′) для значений времени поляризации 5, 10 и 15 минут соответственно, а пики находятся в области температур 121, 132 и 136°С. Превосходный показатель нагрузки резко охлажденных изделий рассмотрен выше в связи с испытаниями на нагрузку диоктилфталатом.
Таким образом, фиг.16а и 16b и испытания полотен на нагрузку диоктилфталатом свидетельствуют об удивительном открытии, заключающемся в том, что изделие, отличающееся шириной пика разрядного тока теплового возбуждения менее 30°С (как установлено по методике определения 3), коррелирует с превосходным показателем нагрузки масляным туманом. Как следует из полученных результатов, изделия, имеющие более узкое распределение энергетических уровней захвата носителей заряда, коррелируются с улучшенным показателем нагрузки. Таким образом, более предпочтительные изделия имеют ширину пиков менее 25°С, а еще более предпочтительные - менее 20°С.
Как следует из полученных данных, по меньшей мере для изделий, содержащих полипропилен, существует корреляция между положением пика спектра и показателем нагрузки. Предпочтительны изделия с пиками спектров приблизительно при 138-142°С.
Примеры 22 и 23
Другие группы данных по разрядному току теплового возбуждения были получены для образцов, изготовленных и испытанных как в примерах 20 и 21. Значения плотности заряда рассчитали для каждого конкретного условия испытаний в соответствии с методикой 4 определения разрядного тока теплового возбуждения. Результаты расчетов приведены в таблице 10 и на фиг.17.
Зависимость плотности заряда (мкКл/м2) от времени поляризации
Сравнение значений плотности заряда изделий, подвергнутых и не подвергнутых резкому охлаждению, как было определено в соответствии с методикой 4 определения, с соответствующими данными испытания на нагрузку диоктилфталатом неожиданно дает корреляцию между изменением плотности заряда при поляризации изделия и показателем нагрузки. Как следует из фиг.17, резко охлажденные (обладающие превосходным показателем нагрузки) изделия (пунктирные линии) дают повышенную плотность заряда, если изделие подвергали поляризации в течение 1-10 минут. Напротив, не подвергнутые резкому охлаждению (более низкий показатель нагрузки) изделия (сплошные линии) дают меньшую плотность заряда, если их подвергают поляризации в течение того же периода. Таким образом, характеристикой предпочтительных изделий по настоящему изобретению является повышение плотности заряда в течение 1-5 и(или) 5-10 минут поляризации, как было определено в соответствии с методикой 4 определения зарядного тока теплового возбуждения.
Полные описания всех патентов и заявок на патенты, упомянутых здесь, считаются включенными в объем настоящего описания посредством ссылок.
Настоящее изобретение может иметь различные модификации и изменения без отступления от его сущности и объема. Соответственно, настоящее изобретение не должно быть ограничено вышеприведенными примерами, но должно регулироваться ограничениями, установленными в формуле изобретения, и любыми его эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРЕТНЫЕ ИЗДЕЛИЯ И ФИЛЬТРЫ, СТОЙКИЕ К МАСЛЯНОМУ ТУМАНУ | 1998 |
|
RU2199372C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО ЭЛЕКТРЕТНОГО ПОЛОТНА С ПРИМЕНЕНИЕМ НЕВОДНОЙ ПОЛЯРНОЙ ЖИДКОСТИ | 2000 |
|
RU2247182C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО ЭЛЕКТРЕТНОГО ПОЛОТНА С ПРИМЕНЕНИЕМ СМАЧИВАЮЩЕЙ ЖИДКОСТИ И ВОДНОЙ ПОЛЯРНОЙ ЖИДКОСТИ | 2000 |
|
RU2266771C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ВОЛОКНИСТОГО ЭЛЕКТРЕТНОГО ПОЛОТНА ИЗ СВОБОДНЫХ ВОЛОКОН И ПОЛЯРНОЙ ЖИДКОСТИ | 2000 |
|
RU2238354C2 |
| ДИСТАНЦИОННОЕ ФТОРИРОВАНИЕ ВОЛОКНИСТЫХ ФИЛЬТРУЮЩИХ ПОЛОТЕН | 2010 |
|
RU2493005C2 |
| ТЕХНОЛОГИЧЕСКИЕ ДОБАВКИ ДЛЯ ОЛЕФИНОВЫХ ПОЛОТЕН, В ЧАСТНОСТИ ЭЛЕКТРЕТНЫХ ПОЛОТЕН | 2010 |
|
RU2475575C1 |
| ЭЛЕКТРЕТНОЕ ИЗДЕЛИЕ С ГЕТЕРОАТОМАМИ И НИЗКИМ КОЭФФИЦИЕНТОМ НАСЫЩЕНИЯ ФТОРОМ | 2006 |
|
RU2363518C1 |
| ОДНОКОМПОНЕНТНОЕ ОДНОСЛОЙНОЕ ВЫДУТОЕ ИЗ РАСПЛАВА ПОЛОТНО И УСТРОЙСТВО ДЛЯ ВЫДУВАНИЯ ИЗ РАСПЛАВА | 2007 |
|
RU2412742C2 |
| Электретные полотна с добавками, способствующими накоплению заряда | 2013 |
|
RU2606611C1 |
| ЭЛЕКТРЕТНОЕ ИЗДЕЛИЕ С ВЫСОКИМ НАСЫЩЕНИЕМ ФТОРОМ | 2006 |
|
RU2362626C1 |
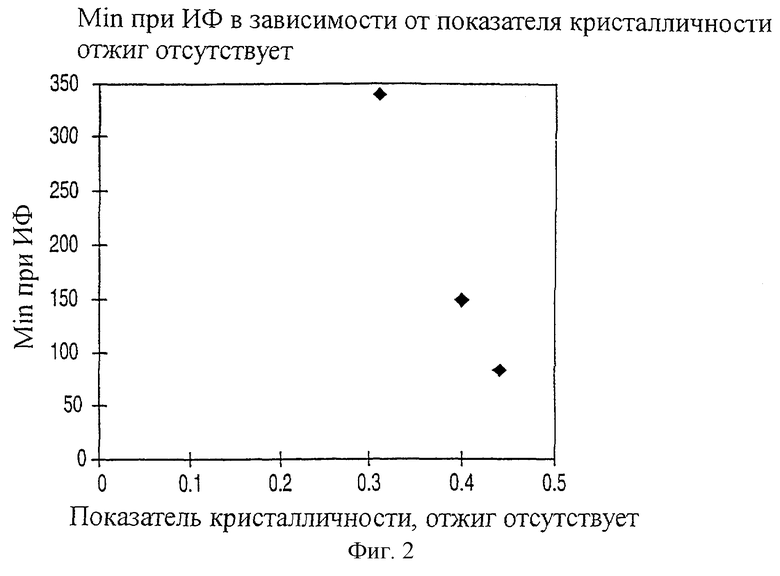
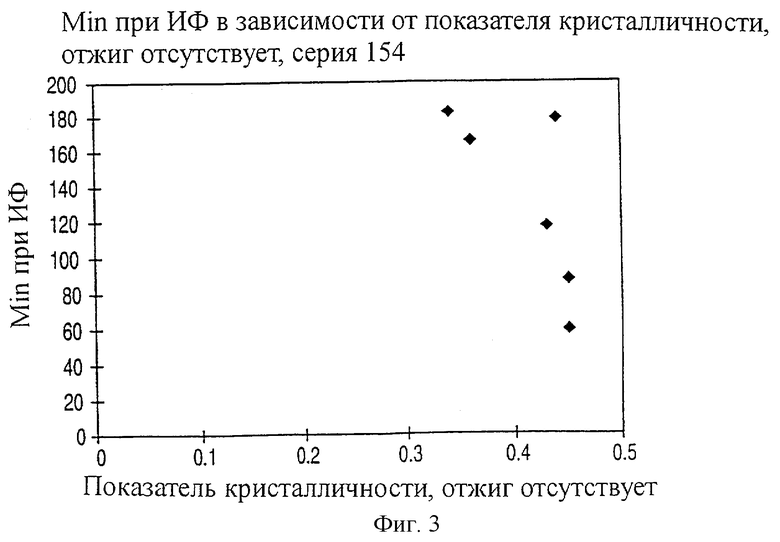
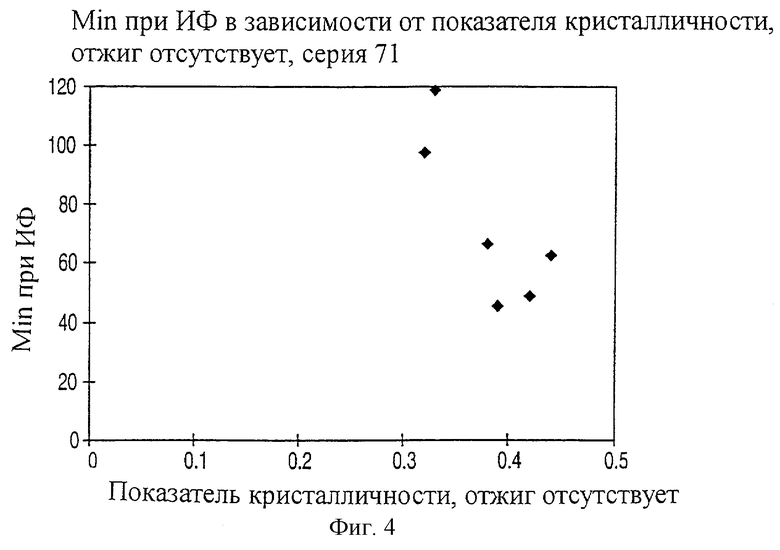

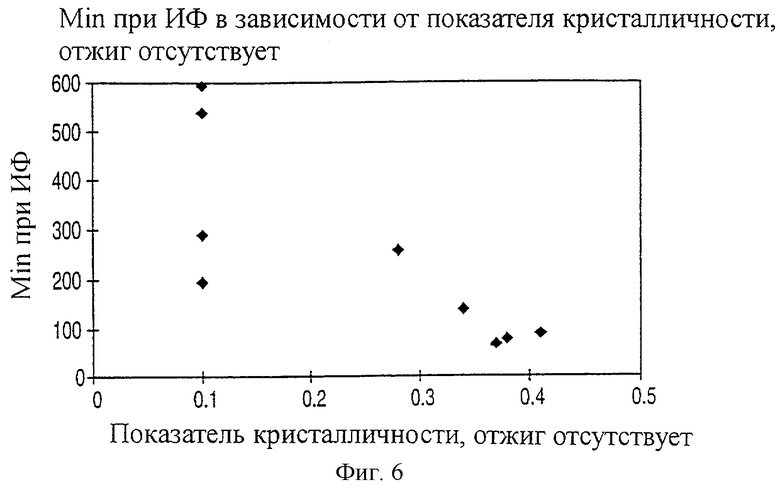
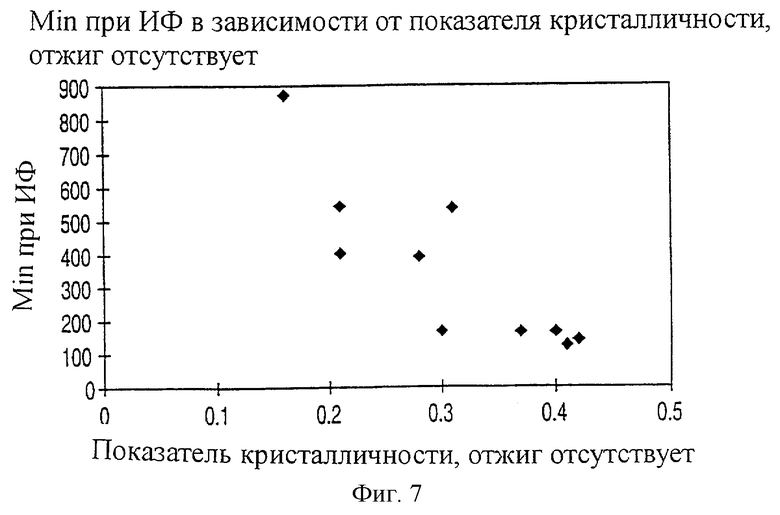
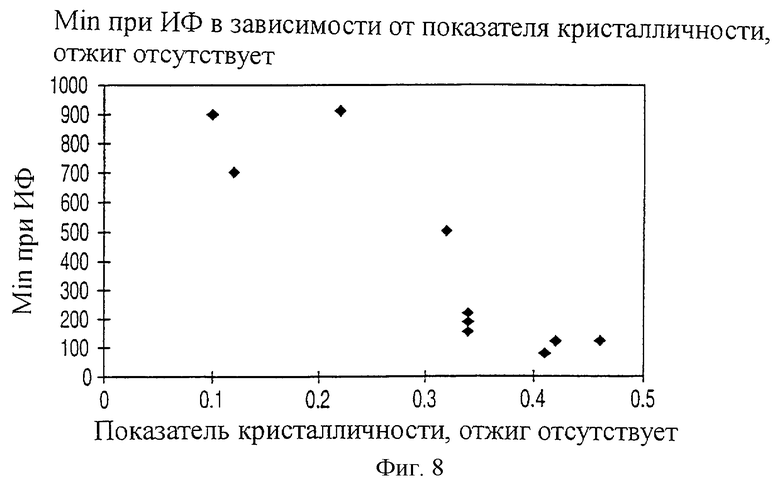
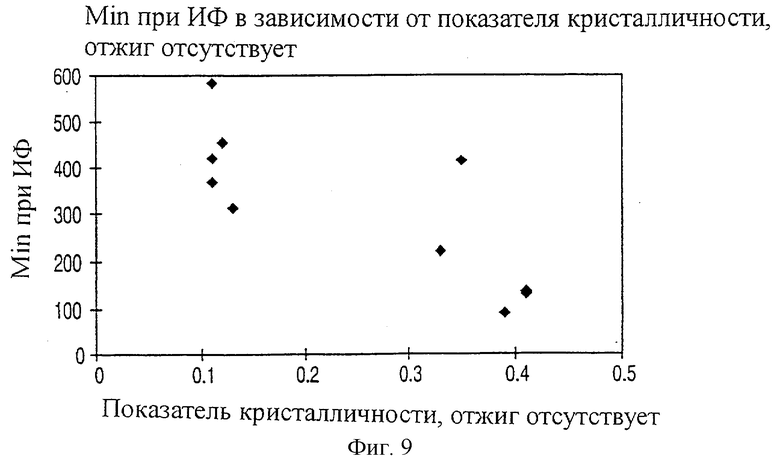
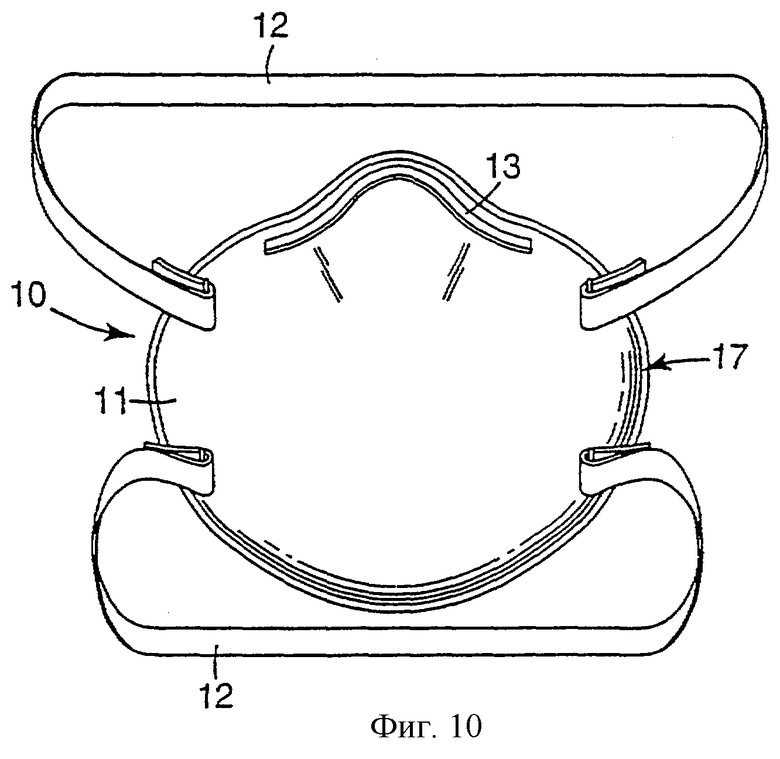
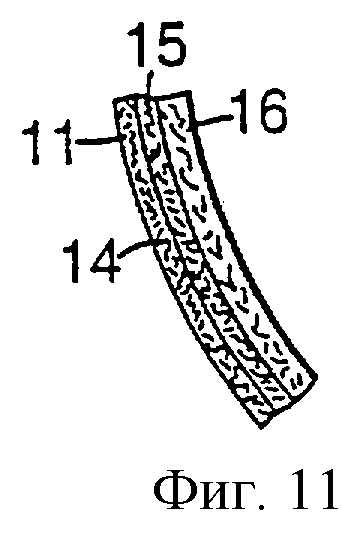
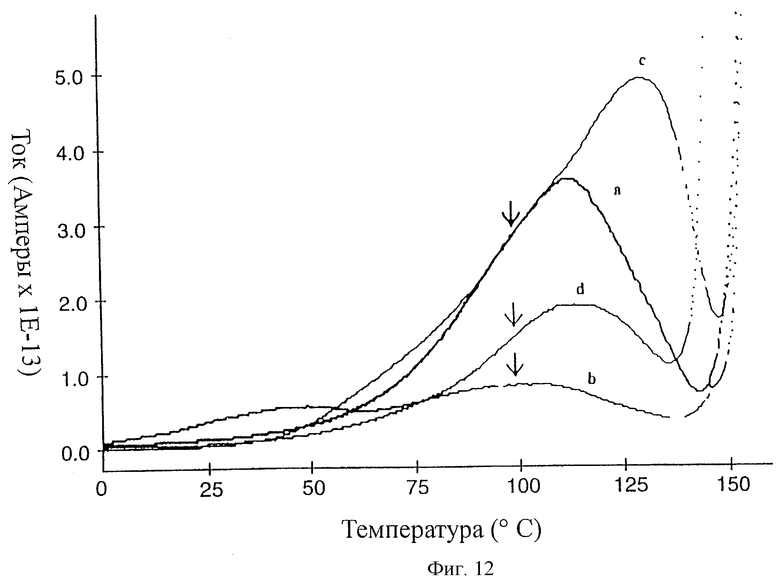

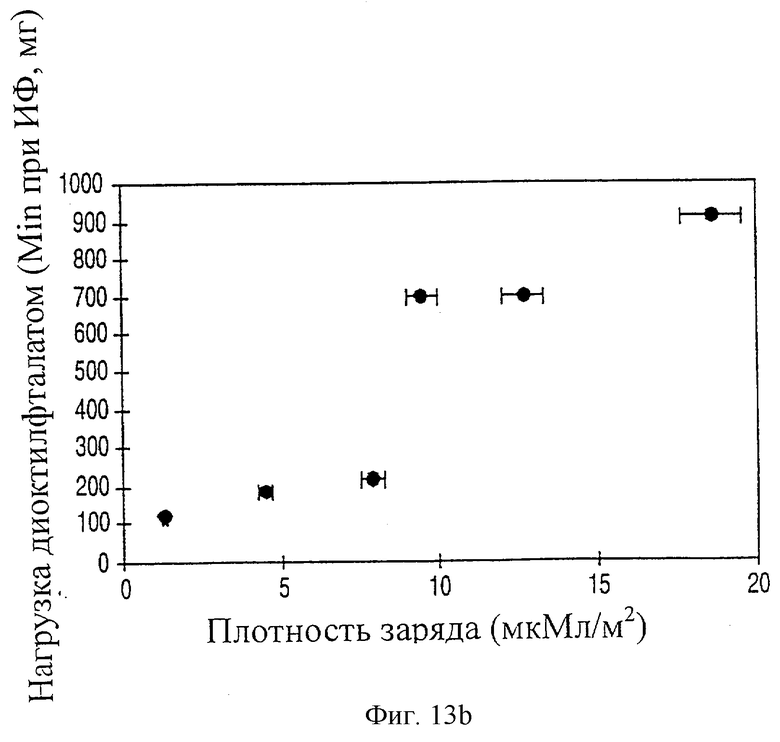
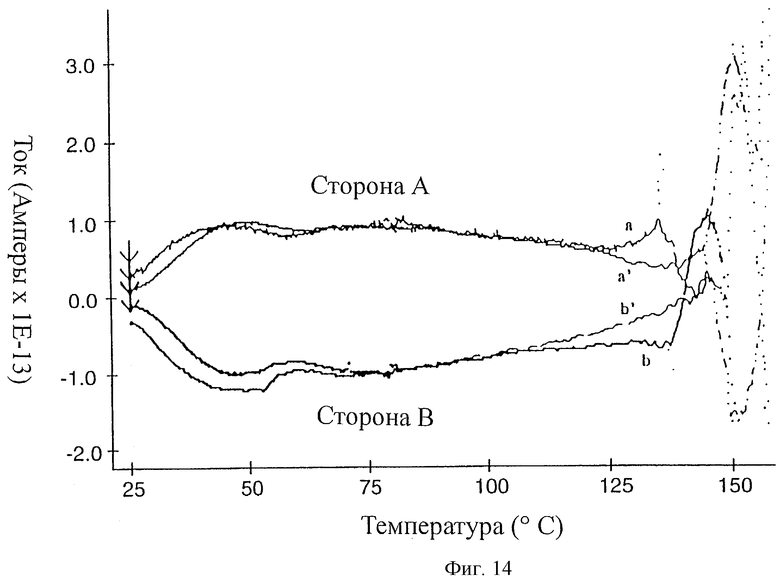
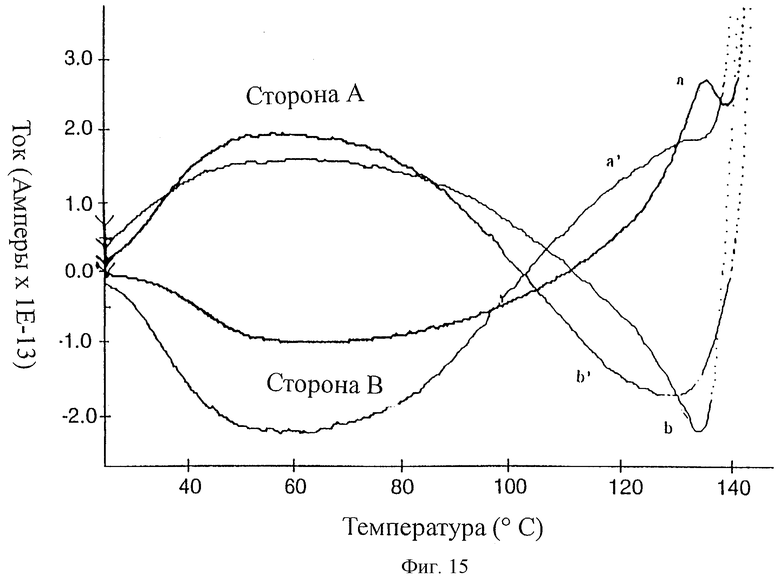
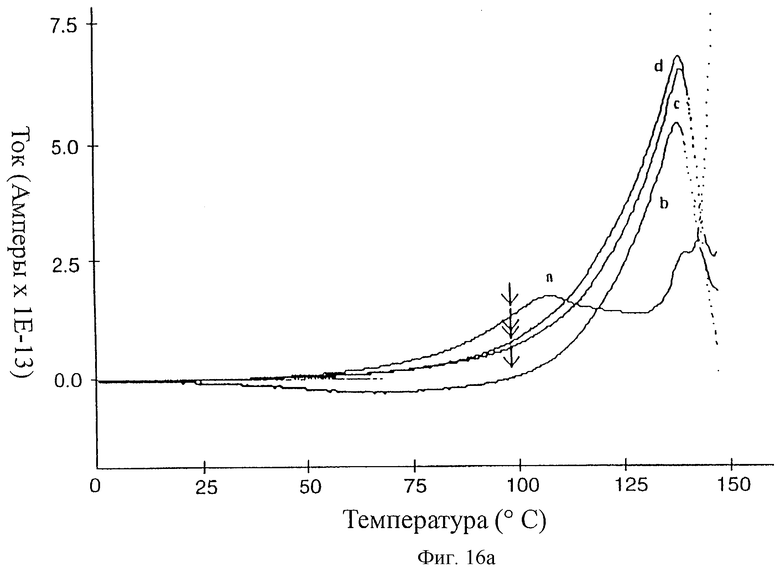
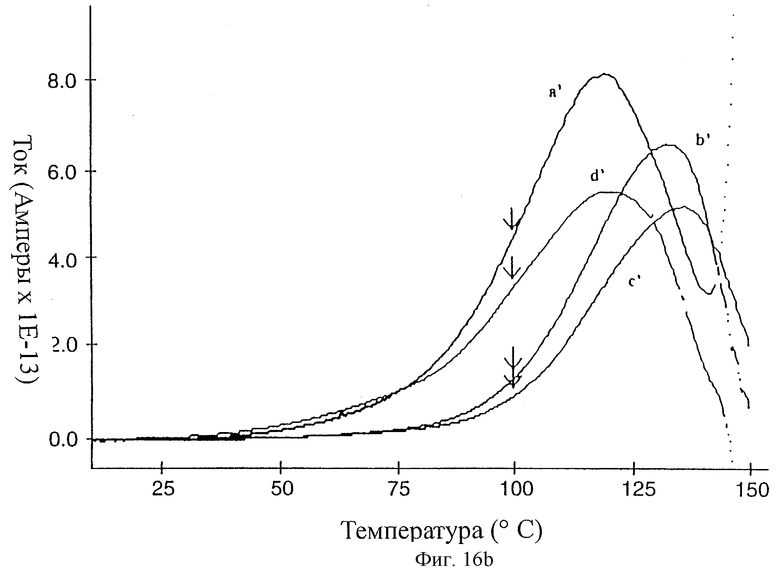

Изобретение относится к технологии изготовления электретных изделий, электретных фильтров и респираторов и может быть использовано для удаления частиц из газов, особенно для удаления аэрозолей из воздуха. Способ включает формирование расплавленного материала, состоящего из смеси полимера, представляющего непроводящую термопластичную смолу с удельным сопротивлением более 1014 Ом·см, со фторсоединением в качестве добавки, придание ему требуемой формы и резкое охлаждение до температуры ниже температуры плавления полимера. Материал отжигают и наносят электрический заряд для придания электретных свойств. Улучшается способность фильтровать масляные аэрозоли. 3 с. и 16 з.п. ф-лы, 16 табл., 17 ил.
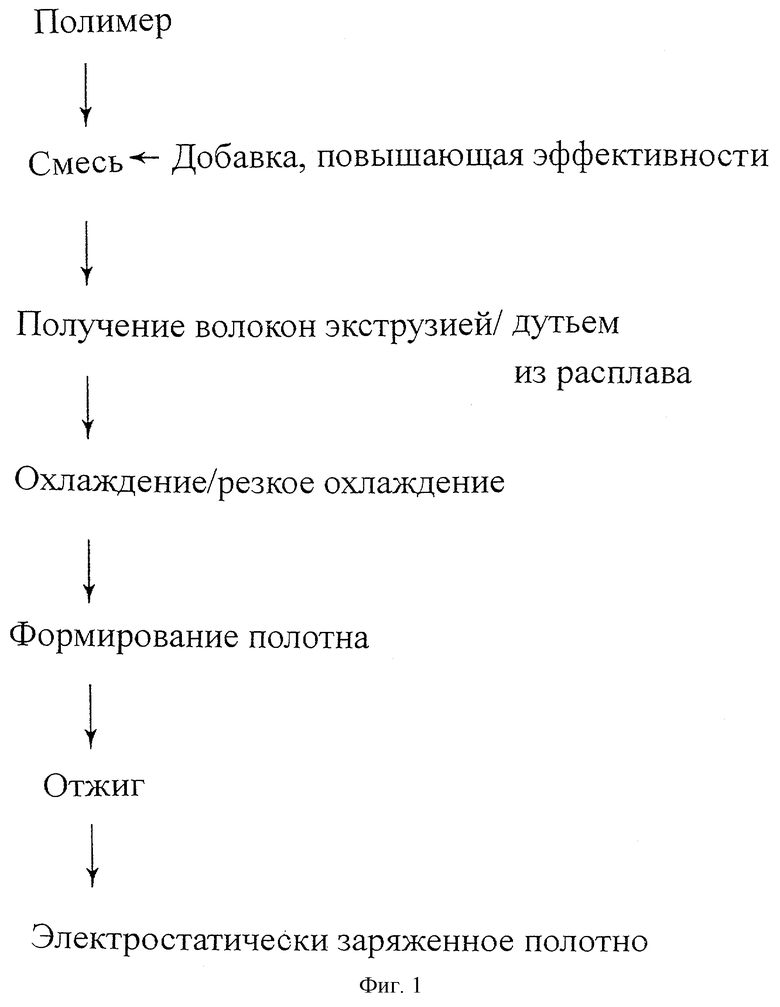
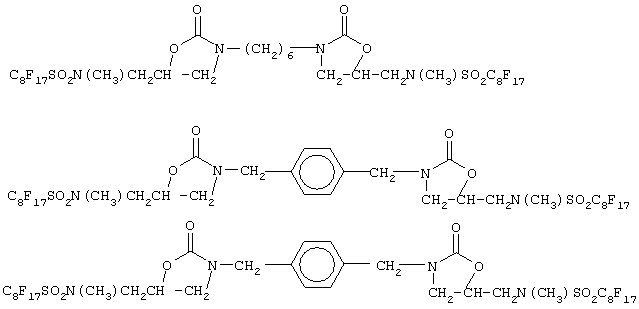
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| ЕР 0616831 А1, 28.09.1994 | |||
| US 5307796 А, 03.05.1994 | |||
| US 5645627 А, 08.07.1997 | |||
| US 5256176 А, 26.10.1993 | |||
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА ДЛЯ РЕСПИРАТОРОВ | 1993 |
|
RU2042393C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2048165C1 |

