Изобретение относится к компрессоростроению, а именно к конструкциям корпусов центробежных компрессоров, работающих при высоких давлениях и больших расходах перекачиваемого газа.
Известен корпус центробежного компрессора, содержащий обечайку с входным и выходным патрубками, приваренными к обечайке и расположенными по разные стороны и перпендикулярно продольной оси корпуса (а.с. СССР №966316, F04D 29/40, БИ №38 за 1982 г.) - аналог.
Недостатком известного решения является наличие сварных соединений, которые при больших расходах и давлениях не могут обеспечить надежность и долговечность конструкции.
Известен корпус центробежного компрессора, содержащий выполненную из поковки обечайку с отверстиями для входного и выходного патрубков компрессора, в которой сформированы торцевые плоскости входного и выходного патрубков для крепления ответных фланцев подводящего и отводящего трубопроводов (ЕР №1158178, F04D 29/42, публ. 28.11.2001 г.) - прототип.
К недостаткам указанного решения можно отнести наличие значительных потерь давления, которые приводят к снижению к.п.д. компрессора, и высокую металлоемкость.
Это связано с тем, что оси отверстий входного и выходного патрубков для крепления фланцев подводящего и отводящего трубопроводов расположены в вертикальной плоскости, проходящей через продольную ось обечайки, что приводит к необходимости использования колен для осуществления поворота рабочего потока, которые увеличивают потери давления.
Техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение к.п.д. компрессора в среднем на 2%-2,5%, снижение металлоемкости при обеспечении требуемых прочностных характеристик и надежности.
Указанный технический результат достигается тем, что в корпусе центробежного компрессора, содержащем выполненную из поковки обечайку с отверстиями для входного и выходного патрубков компрессора и торцевыми плоскостями для крепления фланцев подводящего и отводящего трубопроводов, в зоне расположения отверстия для входного патрубка продольная ось наружной цилиндрической поверхности обечайки выполнена с эксцентриситетом ε1 относительно продольной оси ее внутренней цилиндрической поверхности, в этой зоне продольная ось наружной поверхности обечайки расположена в горизонтальной плоскости, проходящей через продольную ось ее внутренней поверхности, а в зоне расположения отверстия выходного патрубка продольная ось наружной цилиндрической поверхности обечайки выполнена с эксцентриситетом ε2 относительно продольной оси ее внутренней цилиндрической поверхности, продольная ось наружной поверхности обечайки расположена в плоскости, проходящей через ось ее внутренней цилиндрической поверхности и составляющей с вертикальной плоскостью угол λ, продольные оси наружной и внутренней поверхностей остальной цилиндрической части обечайки совпадают, причем продольные оси отверстий входного и выходного патрубков расположены в горизонтальных плоскостях и смещены по вертикали относительно друг друга, а сами отверстия входного и выходного патрубков расположены по разные стороны от вертикальной плоскости, проходящей через продольную ось обечайки.
В корпусе торцевая плоскость выходного патрубка может быть расположена к горизонтали под углом β≤90°.
Корпус выполнен из поковки, материал которой зависит от свойств перекачиваемого рабочего тела.
Корпус выполнен из сталей и сплавов, содержащих хром и никель, или из нержавеющей стали.
Известен способ изготовления корпуса центробежного компрессора, заключающийся в том, что используют кованую цилиндрическую заготовку со стенкой переменной толщины, продольная ось наружной поверхности которой выполнена с эксцентриситетом ε относительно продольной оси ее внутренней цилиндрической поверхности, выполняют в ней отверстия для входного и выходного патрубков компрессора и для крепления ответных фланцев подводящего и отводящего трубопроводов с формированием плоскостей входного и выходного патрубка (ЕР №1158178, F04D 29/42, публ. 28.11.2001 г.) - прототип.
Недостатком известного решения является то, что при изготовлении корпуса центробежного компрессора в соответствии с известным решением главное внимание уделяется снижению цены корпуса компрессора и практически не учитывается тот факт, что при использовании известного из прототипа компрессора повышается металлоемкость, и растут гидравлические потери, что снижает и надежность компрессора, и его к.п.д.
Техническим результатом, на достижение которого направлен заявляемый способ, является повышение к.п.д. компрессора в среднем на 2%-2,5%, снижение металлоемкости при обеспечении требуемых прочностных характеристик и надежности.
Указанный технический результат достигается тем, что в способе изготовления корпуса центробежного компрессора из кованой цилиндрической заготовки с цилиндрической полостью и стенкой переменной толщины с выполненными в ней отверстиями для входного и выходного патрубков и торцевыми плоскостями для крепления фланцев подводящего и отводящего трубопроводов часть заготовки в зоне расположения отверстия входного патрубка компрессора выполняют с эксцентриситетом ε1 продольной оси цилиндрической наружной поверхности относительно оси внутренней цилиндрической поверхности с расположением продольной оси наружной поверхности в зоне отверстия входного патрубка в горизонтальной плоскости, проходящей через продольную ось ее внутренней поверхности, а часть заготовки в зоне расположения отверстия выходного патрубка выполняют с эксцентриситетом ε2 продольной оси наружной цилиндрической поверхности относительно продольной оси ее внутренней цилиндрической поверхности, причем продольная ось наружной поверхности заготовки расположена в плоскости, проходящей через ось внутренней цилиндрической поверхности и составляющей с вертикальной плоскостью угол α, продольные оси наружной и внутренней поверхностей остальной цилиндрической части заготовки совпадают, оси отверстий входного и выходного патрубков располагают в горизонтальных плоскостях со смещением по вертикали относительно друг друга, а сами отверстия входного и выходного патрубков располагают по разные стороны от вертикальной плоскости, проходящей через продольную ось обечайки.
Способ характеризуется тем, что оси отверстий входного и выходного патрубков могут быть расположены по отношению друг к другу под углом 180°.
Выходной патрубок формируют таким образом, что его торцевая плоскость расположена к вертикали под углом β≤90°. Всасывающее и нагнетательное отверстия выполняют по разные стороны от вертикальной плоскости, проходящей через продольную ось корпуса.
Способ характеризуется тем, что угол λ и величину эксцентриситета выбирают в зависимости от Н, D1, и hmin, где Н - смещение по вертикали осей отверстий входного и выходного патрубков корпуса, D1 - диаметр внутренней цилиндрической поверхности, hmin -минимальная толщина стенки корпуса.
В способе угол β выбирают в зависимости от Н и ε2, где Н - смещение по вертикали осей отверстий входного и выходного патрубков корпуса, ε2 - величина эксцентриситета.
Способ, в соответствии с которым плоскости для крепления фланцев подводящего и отводящего трубопроводов могут быть сформированы обработкой заготовки на станках.
Способ, в котором используют кованую цилиндрическую заготовку из сталей и сплавов, содержащих хром и/или никель, например, стали марки 22Х3М, или 15ХМ, или 10Г2, или 18Х3МВ.
Корпусы компрессоров являются одной из самых ответственных и самой дорогостоящей деталью компрессора вследствие условий работы, габаритов, материалоемкости и высоких требований к их надежности.
При отливке заготовок для изготовления корпусов компрессоров, с учетом габаритов корпуса, практически невозможно обеспечить равномерную структуру металла и отсутствие воздушных каверн в металле, что снижает прочность литой заготовки и, следовательно, готового корпуса. Выполнение корпусов с приварными патрубками снижает надежность конструкции и удорожает себестоимость изготовления корпуса компрессора, вследствие сложной сварки толстостенных деталей, которые должны выдерживать высокие давления при работе компрессора и необходимости последующих дорогостоящих операций по термообработке и контролю корпусов.
Заявляемый способ изготовления корпуса центробежного компрессора из кованой цилиндрической заготовки позволяет улучшить структуру металла корпуса, снижает металлоемкость и исключает процесс приварки входящего и выходящего патрубков и, как следствие, последующей дорогостоящей термообработки и проверки сварных соединений с применением таких операций, как ультразвук и рентгенография.
При использовании заявляемого корпуса компрессора обеспечивается повышение к.п.д. на 2-2,5% при одновременном обеспечении высокой прочности, надежности и долговечности как корпуса, так и всего компрессора.
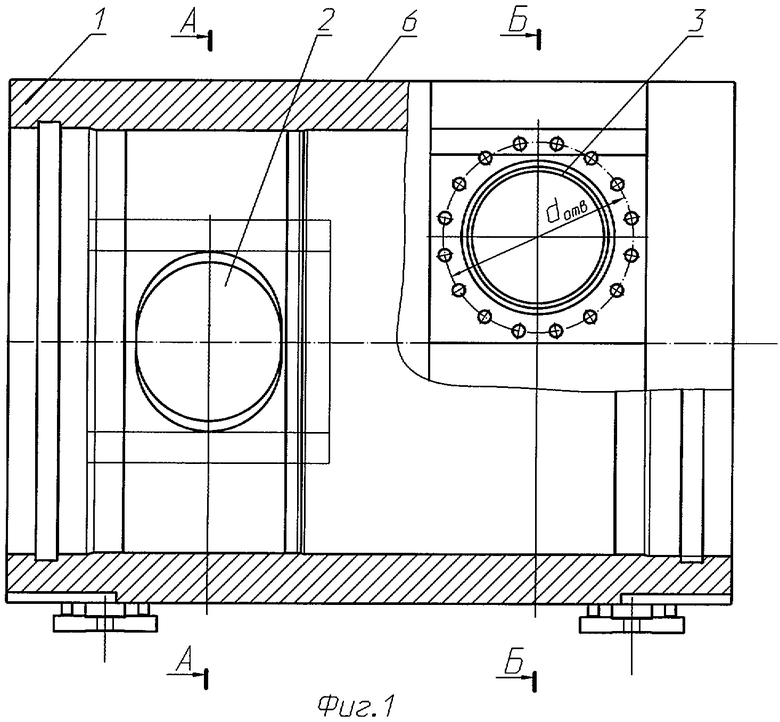
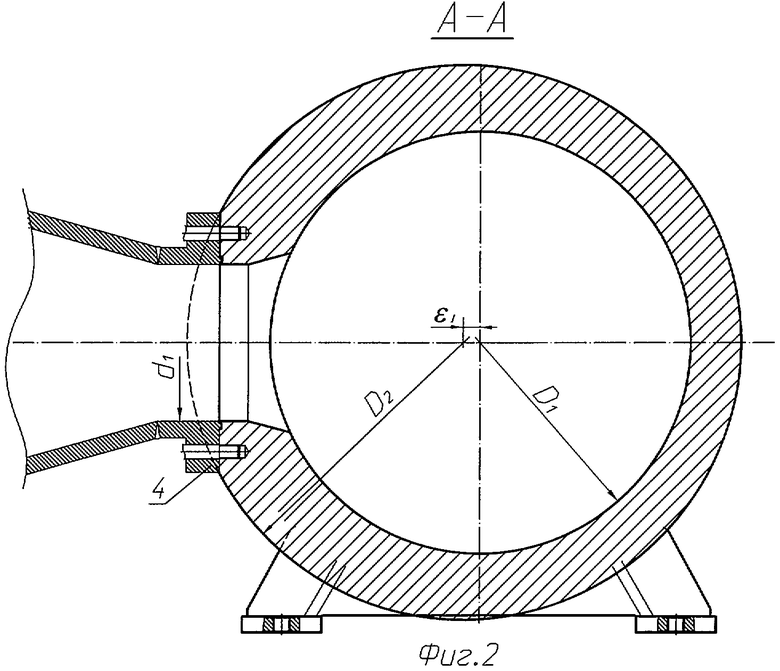
Заявляемые решения иллюстрируются на фиг.1-3, где на фиг.1 представлен продольный разрез корпуса компрессора, на фиг.2 - сечение А-А фиг.1, на фиг.3 - сечение Б-Б фиг.1.
Корпус центробежного нагнетателя содержит обечайку 1, в которой выполнены отверстия 2 и 3 для входного и выходного патрубков компрессора соответственно для крепления ответных фланцев 4 и 5 подводящего и отводящего трубопроводов. Продольная ось цилиндрической части наружной поверхности 6 обечайки совпадает с продольной осью ее внутренней цилиндрической поверхности 7, за исключением зон отверстий входного 2 и выходного 3 патрубков. Оси отверстий входного и выходного патрубков корпуса 2 и 3 по вертикали смещены относительно друг друга на величину Н, а сами отверстия входного и выходного патрубков расположены по разные стороны от вертикальной плоскости, проходящей через продольную ось корпуса, причем на корпусе сформирован выходной патрубок 8. Такое выполнение входного и выходного отверстий позволяет осуществить подсоединение подводящего и отводящего трубопроводов без дополнительных элементов поворота потока (колен).
Торцевая плоскость 9 выходного патрубка 8 расположена к вертикали под углом β≤90°.
Величина эксцентриситета ε2 и угол λ заготовки для изготовления корпуса центробежного компрессора взаимосвязаны и зависят:
- от величины смещения оси входного и выходного отверстий Н,
- диаметра внутренней поверхности D1, который характеризует расход газа через компрессор,
- толщина стенок корпуса в сечении входного и выходного патрубков минимально допустимая hmin и выбирается в зависимости от величины максимального давления, воздействующего на корпус при работе компрессора.
Величина угла β выбирается в зависимости от Н и ε2, где Н - смещение по вертикали осей отверстий входного и выходного патрубков корпуса, ε2 - величина эксцентриситета.
Все вышеуказанные параметры взаимосвязаны между собой и выбираются для каждого конкретного случая изготовления корпуса компрессора, исходя из свойств перекачиваемого рабочего тела и от рабочих параметров компрессора.
Для изготовления корпуса компрессора по заявляемому способу используют кованную цилиндрическую заготовку, материал которой выбирают в зависимости от того, какое рабочее тело будет перекачивать компрессор с данным корпусом, например, если рабочим телом является газ с сероводородными примесями, то в качестве материала корпуса целесообразно выбрать нержавеющую сталь, если компрессор предназначен для работы в условиях низких температур, то используют кованые заготовки из сталей или сплавов, содержащих хром и/или никель, например 22Х3М, 15ХМ, 10Г2, 18Х3МВ и т.д., т.е. обеспечивающие высокие прочностные характеристики и надежность изделия, в том числе и в условиях низких температур. После выбора материала заготовки определяют технологические и размерные параметры заготовки, которую необходимо использовать для изготовления корпуса.
Например, параметр ε1=f (Н, D1, hmin), т.е. величина эксцентриситета зависит от геометрических характеристик, например, Н, а следовательно, и от геометрических параметров выходного патрубка компрессора, который выполняется в виде спиральной улитки с выходным отверстием, расположенным тангенциально относительно продольной оси корпуса компрессора, а также из условия минимизации металлоемкости корпуса при его обработке, например на токарном станке. Корпус компрессора изготавливают с формированием выходного патрубка, торцевая плоскость которого расположена к вертикали под углом β≤90°, что позволяет избежать сварки при соединении его с патрубками компрессора, как следствие, последующей термообработки.
Заявляемое изобретение в части способа изготовления корпуса позволяет также при изготовлении корпуса избежать сложных проверочных операций качества и надежности корпуса, снизить сроки и стоимость изготовления.
Заявителем проведены теоретические и экспериментальные исследования, показывающие, что заявляемый корпус центробежного компрессора и способ его изготовления обеспечивают повышение надежности, снижение металлоемкости при обеспечении требуемых прочностных характеристик, например предела прочности, и позволяет при прочих равных условиях повысить к.п.д. на величину 2-2,5%.
Пример конкретного выполнения
Требуется изготовить корпус газового компрессора мощностью N=35 МВт, с давлением 120 кгс/см2.
Для изготовления корпуса компрессора выбрана морозоустойчивая сталь 18Х3MB. Был разработан корпус со следующими размерами: В1=1600 мм, ε1=48мм , ε2=128 мм, угол λ=45°, hmin=190 мм.
При изготовлении корпуса компрессора достигнута экономия материала 10%, к.п.д. компрессора = 85-86%, σв=65 кгс/мм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ПОТОКА ОТХОДЯЩИХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2393910C1 |
| Распределительная головка пневматической сеялки для высева сыпучих материалов | 1989 |
|
SU1618309A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВОЗДУХА И ГАЗОВ ОТ ВЛАГИ, МАСЛА И МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2002 |
|
RU2226421C1 |
| МЕМБРАННЫЙ ФИЛЬТР ДЛЯ ОЧИСТКИ ЖИДКОСТИ | 2013 |
|
RU2542268C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕХАНИЧЕСКОЙ ЭНЕРГИИ, ОДНОПОТОЧНАЯ И ДВУХПОТОЧНАЯ РЕАКТИВНЫЕ ТУРБИНЫ И ТУРБОРЕАКТИВНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2673431C2 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 2018 |
|
RU2699901C1 |
| АППАРАТ ПРЕДВАРИТЕЛЬНОГО ОСАЖДЕНИЯ | 2010 |
|
RU2435627C1 |
| УНИВЕРСАЛЬНАЯ ПЕЧЬ ВОЗДУШНОГО ОТОПЛЕНИЯ | 2019 |
|
RU2698362C1 |
| Устройство для диспергирования | 1983 |
|
SU1152635A1 |
| Устройство для очистки вентиляционного воздуха от пыли | 1991 |
|
SU1787501A1 |

Изобретение относится к компрессоростроению, а именно к конструкциям корпусов центробежных компрессоров, работающих при высоких давлениях и больших расходах перекачиваемого газа. Техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение надежности при одновременном повышении к.п.д. компрессора. Указанный технический результат достигается тем, что в зоне расположения отверстия для входного патрубка продольная ось наружной цилиндрической поверхности обечайки выполнена с эксцентриситетом ε1 относительно продольной оси ее внутренней цилиндрической поверхности, а в зоне расположения отверстия выходного патрубка продольная ось наружной цилиндрической поверхности обечайки выполнена с эксцентриситетом ε2 относительно продольной оси ее внутренней цилиндрической поверхности, причем продольные оси отверстий входного и выходного патрубков расположены в горизонтальных плоскостях и смещены по вертикали относительно друг друга, а сами отверстия входного и выходного патрубков расположены по разные стороны от вертикальной плоскости, проходящей через продольную ось корпуса. В способе изготовления указанный технический результат достигается тем, что часть заготовки в зоне расположения отверстия входного патрубка компрессора выполняют с эксцентриситетом ε1 продольной оси цилиндрической наружной поверхности относительно оси внутренней цилиндрической поверхности, а часть заготовки в зоне расположения отверстия выходного патрубка выполняют с эксцентриситетом ε2 продольной оси наружной цилиндрической поверхности относительно продольной оси ее внутренней цилиндрической поверхности, а сами отверстия входного и выходного патрубков расположены по разные стороны от вертикальной плоскости, проходящей через продольную ось обечайки. 2 н. и 2 з.п.ф-лы, 3 ил.
1. Корпус центробежного компрессора, содержащий выполненную из поковки обечайку с отверстиями для входного и выходного патрубков компрессора и торцевыми плоскостями для крепления фланцев подводящего и отводящего трубопроводов, отличающийся тем, что в зоне расположения отверстия для входного патрубка продольная ось наружной цилиндрической поверхности обечайки выполнена с эксцентриситетом ε1 относительно продольной оси ее внутренней цилиндрической поверхности, в этой зоне продольная ось наружной поверхности обечайки расположена в горизонтальной плоскости, проходящей через продольную ось ее внутренней поверхности, а в зоне расположения отверстия выходного патрубка продольная ось наружной цилиндрической поверхности обечайки выполнена с эксцентриситетом ε2 относительно продольной оси ее внутренней цилиндрической поверхности, продольная ось наружной поверхности обечайки расположена в плоскости, проходящей через ось ее внутренней цилиндрической поверхности и составляющей с вертикальной плоскостью угол λ, продольные оси наружной и внутренней поверхностей остальной цилиндрической части обечайки совпадают, причем продольные оси отверстий входного и выходного патрубков расположены в горизонтальных плоскостях и смещены по вертикали относительно друг друга, а сами отверстия входного и выходного патрубков расположены по разные стороны от вертикальной плоскости, проходящей через продольную ось обечайки.
2. Корпус по п.1, отличающийся тем, что выполнен из сталей и сплавов, содержащих хром и никель, или из нержавеющей стали.
3. Способ изготовления корпуса центробежного компрессора из кованой цилиндрической заготовки с цилиндрической полостью и стенкой переменной толщины с выполненными в ней отверстиями для входного и выходного патрубков, и торцевыми плоскостями для крепления фланцев подводящего и отводящего трубопроводов, отличающийся тем, что часть заготовки в зоне расположения отверстия входного патрубка компрессора выполняют с эксцентриситетом ε1 продольной оси цилиндрической наружной поверхности относительно оси внутренней цилиндрической поверхности с расположением продольной оси наружной поверхности в зоне отверстия входного патрубка в горизонтальной плоскости, проходящей через продольную ось ее внутренней поверхности, а часть заготовки в зоне расположения отверстия выходного патрубка выполняют с эксцентриситетом ε2 продольной оси наружной цилиндрической поверхности относительно продольной оси ее внутренней цилиндрической поверхности, причем продольная ось наружной поверхности заготовки расположена в плоскости, проходящей через ось внутренней цилиндрической поверхности и составляющей с вертикальной плоскостью угол α, продольные оси наружной и внутренней поверхностей остальной цилиндрической части заготовки совпадают, оси отверстий входного и выходного патрубков располагают в горизонтальных плоскостях со смещением по вертикали относительно друг друга, а сами отверстия входного и выходного патрубков располагают по разные стороны от вертикальной плоскости, проходящей через продольную ось обечайки.
4. Способ по п.3, отличающийся тем, что оси отверстий входного и выходного патрубков располагают по отношению друг к другу под углом 180°.
| Устройство для резекции нижней челюсти у трупа | 1983 |
|
SU1158178A1 |
| ЦЕНТРОБЕЖНЫЙ КОМПРЕССОР | 2005 |
|
RU2289729C1 |
| Центробежный компрессор | 1987 |
|
SU1455047A1 |
| ПЫЛЕСОСНАЯ НАСАДКА ДЛЯ УБОРКИ ПЫЛИ С ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1963 |
|
SU224764A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕСИ АЛЬФА И БЕТА ШТУКАТУРНОГО ГИПСА ОЧЕНЬ НИЗКОЙ КОНСИСТЕНЦИИ | 2007 |
|
RU2458014C2 |
| DE 2051771 А, 17.01.1980. | |||

