Изобретение относится к способам сварки продольного шва труб большого диаметра и может быть использовано как при производстве сварных труб в электросварочных агрегатах, так и при строительстве магистральных, промысловых и морских трубопроводов в нефтяной и газовой промышленности.
Известен способ производства сварных прямошовных труб [патент РФ №2296023]. Способ включает формовку полосы в трубную заготовку, нагрев свариваемых кромок при ее транспортировании через высокочастотный индуктор с цилиндрическим ферромагнитным сердечником, установленным внутри трубной заготовки вдоль ее оси, последующее сближение и сжатие кромок валками сварочной клети.
Недостатком способа является необходимость пластического деформирования свариваемых кромок, что требует создания больших механических усилий. Недостатком также является необходимость в удалении грата, образующегося в результате пластической деформации свариваемых кромок, что приводит к увеличению трудоемкости изготовления труб.
Известен способ лазерно-дуговой сварки см. патент [заявка WO №2006129024]. Способ характеризуется тем, что создают единую жидкую сварочную ванну металла при одновременном воздействии лазерного луча, передаваемого оптическим волокном, и воздействуют электрической дугой с плавящимся электродом в среде защитного газа. Электрическая дуга обеспечивает плавление присадочного материала, а лазерный луч стабилизирует горение дуги на высоких скоростях сварки и обеспечивает глубокое проплавление свариваемых кромок. Сварка по данному способу выполняется на всю глубину за один проход. Изобретение в основном применяется для сварки трубопроводов.
Недостатком способа является низкое качество сварного шва, поскольку описанное в способе лазерно-дуговое воздействие характеризуется высокими скоростями сварки и охлаждения, вызывающими образование мартенситной структуры металла шва. В результате, данный способ не обеспечивает требуемые механические свойства металла шва при сварке новых высокопрочных трубных сталей.
Известен способ сварки стыков прямошовных стальных труб, выбранный за прототип [заявка JP №2007283356]. Способ сварки реализуют, выполняя Х-образную разделку, угол разделки с внешней стороны составляет от 20 до 40 градусов. Внешний шов Х-образной разделки сваривают, используя лазерно-дуговую сварку плавящимся электродом, а именно комбинацию электрической дуги в защитном газе и лазера с выходной мощностью от 1 до 20 кВт. После этого внутренний шов сваривается за один проход электрической дугой.
Недостатком способа является невозможность обеспечения требуемых механических свойств, т.е. низкое качество сварного соединения при сварке труб с повышенной толщиной стенки.
Задачей настоящего изобретения является повышение прочности и качество сварного шва соединения труб с повышенной толщиной стенки.
Предлагается способ сварки стыков прямошовных сварных труб из сталей повышенной прочности, включающий выполнение Х-образной разделки, затем проводят лазерно-дуговую сварку плавящимся электродом в импульсно-периодическом режиме внешнего шва Х-образной разделки, причем частота пульсаций дуги совпадает с частотой лазерных импульсов и составляет 380-420 Гц. После чего выполняют сварку внутреннего шва за один проход электрической дугой в защитном газе или под слоем флюса. При сварке в импульсно-периодическом режиме работает как лазер, так и дуговой источник питания. Одновременное применение импульсно-периодического режима лазера и дугового источника способствует организации капельного переноса присадочного материала - плавящегося электрода в сварочную ванну. Частота импульсов определяется временем образования капли на торце плавящегося электрода. Применение импульсно-периодического режима, определяющего наряду с химическим составом металла шва характер кристаллизации, позволяет получить мелкодисперсную структуру металла шва и способствует росту его предела прочности и ударной вязкости, что повышает прочность и качество сварного шва.
В качестве присадочного материала используется металлопорошковая проволока, химический состав которой обеспечивает требуемый химический состав металла шва.
Способ опробован на сварке стыков прямошовных труб из сталей повышенной прочности 10Г2ФБЮ толщиной s=22 мм. Первоначально выполняли Х-образную разделку, где αo=20°, αi=60°, do=14 мм, df=4 мм, di=4 мм. (Фиг.1)
Лазерно-дуговую сварку проводили на волоконном лазере ЛС-15 с использованием импульсного сварочного дугового источника питания EWM Phoenix 500 Expert Plus. Лазерно-дуговую сварку плавящимся электродом выполняли при средней мощности лазерного излучения 12,5 кВт.
Частота повторения импульсов составляла 380-420 Гц. В качестве плавящегося электрода использовали металлопорошковую проволоку POWER BRIDGE 60М (ТУ 1274-021-11143754-2005) диаметром 1,2 мм, при скорости подачи проволоки 15 м/мин, токе дуги 250-280 А, напряжении 27,5 В, скорости сварки 1,5 м/мин, защитном газе - 75%CO2+25%Ar. Получили сварной шов глубиной 14 мм. (Фиг.2). Затем осуществляли автоматическую дуговую сварку внутреннего шва по известной технологии автоматической сварки в защитных газах металлопорошковой проволокой POWER BRIDGE 60М диаметром 1,2 мм при скорости подачи проволоки 9 м/мин, токе дуги 290А, напряжении 24 В, скорости сварки 0,4 м/мин, защитном газе - 75%CO2+25%Ar. Аналогичный результат будет получен при автоматической дуговой сварке под слоем флюса.
Макрошлиф одностороннего сварного соединения, выполненного при мощности лазерного излучения 12,5 кВт и использовании металлопорошковой проволоки POWER BRIDGE 60М диаметром 1,2 мм (Фиг.2).
Для анализа равномерности заполнения наплавленным металлом центральной части сварного соединения стыков прямошовных труб, на установке микрорентгеноспектрального анализа выполнен анализ содержания легирующих элементов, содержащихся в сварочной металлопорошковой проволоке. Результаты анализа металла лазерно-дугового шва в трех точках, а также типовой состав наплавленного металла при дуговой наплавке приведены в таблице 1.
Точка 1 - верхняя часть шва.
Точка 2 - середина шва.
Точка 3 - нижняя часть шва.
В ходе процесса лазерно-дуговой сварки проникновение электродного наплавленного металла происходит по всей высоте шва глубокого провара. Наименьшему выгоранию подвергается марганец, наибольшему - никель и титан, однако, содержание этих элементов достаточно для стабилизации механических свойств шва. При испытаниях ударной вязкости металла шва при температуре испытания -40°C получены результаты, приведенные в таблице 2.
Ударная вязкость характеризует прочностные свойства сварного соединения, чем выше вязкость, тем выше прочностные свойства, что характеризует качество сварного шва стыков прямошовных труб из сталей повышенной прочности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| Способ лазерно-дуговой сварки | 2017 |
|
RU2635679C1 |

Изобретение может быть использовано для сварки продольных швов сварных труб большого диаметра из высокопрочных сталей при строительстве магистральных, промысловых и морских трубопроводов в нефтяной и газовой промышленности. Осуществляют лазерно-дуговую сварку внешнего шва Х-образной разделки плавящимся электродом в импульсно-периодическом режиме. Частота пульсаций дуги совпадает с частотой лазерных импульсов и составляет 380-420 Гц. После чего выполняют сварку внутреннего шва за один проход электрической дугой в защитном газе или под слоем флюса. Способ позволяет сваривать толстостенные трубы с получением высоких прочностных и качественных характеристик сварного шва. 2 ил., 2 табл.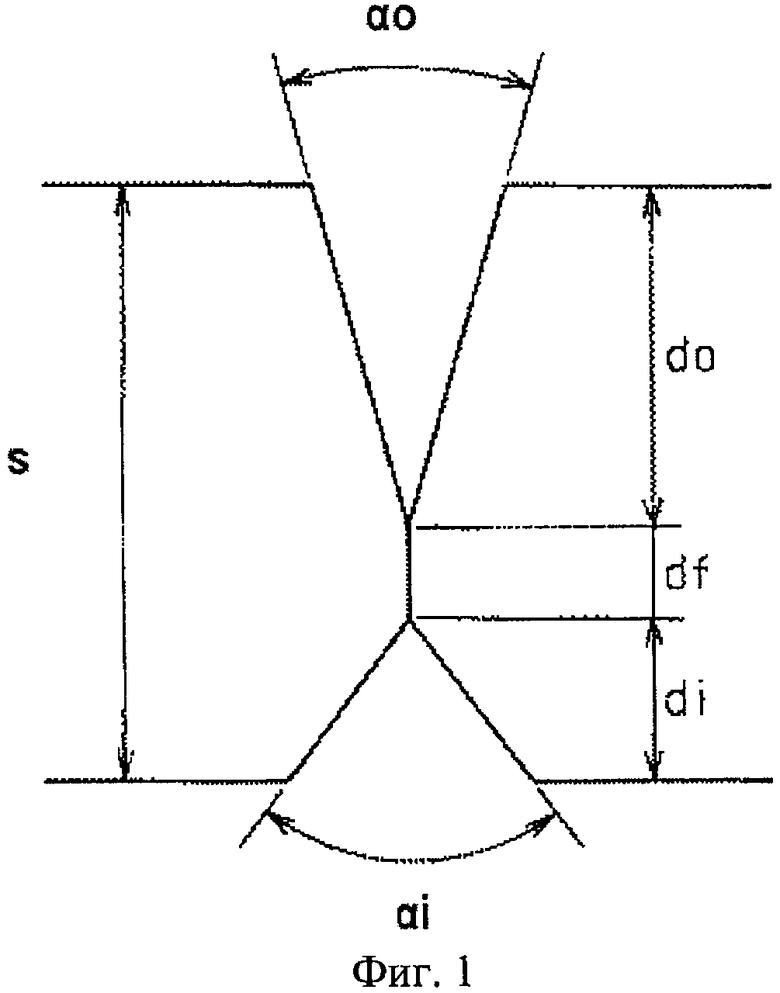
Способ сварки стыков прямошовных сварных труб из высокопрочных сталей, включающий выполнение Х-образной разделки, сварку внешнего шва Х-образной разделки лазерно-дуговой сваркой плавящимся электродом, сварку внутреннего шва за один проход электрической дугой в защитном газе или под слоем флюса, отличающийся тем, что лазерно-дуговую сварку ведут в импульсно-периодическом режиме, причем частота пульсаций дуги совпадает с частотой лазерных импульсов и составляет 380-420 Гц.
| JP 2007283356 А, 01.11.2007 | |||
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ СВАРКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120364C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 0 |
|
SU187894A1 |
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2006 |
|
RU2355540C2 |
| WO 2006129024 А1, 07.12.2007. | |||

