Изобретение относится к области сварки, конкретно к лазерной сварке, и может быть применено в любой отрасли промышленности для решения задач высококачественной сварки металлов толщиной от долей миллиметра до нескольких миллиметров, а также для размерной обработки листовых металлов и пробивки отверстий малого диаметра.
Предшествующий уровень техники
В настоящее время для получения высококачественных сварных соединений в основном используется электронно-лучевая или лазерная сварка. В последнем случае наиболее широкое распространение получили способы сварки с использованием мощного непрерывного излучения. При этом считается общепринятым, что импульсные лазерные установки, отличающиеся такими преимуществами, как компактность, надежность, простота управления, применимы для сварки деталей только малых толщин (менее 1 мм). Однако имеется широкий ряд технологических задач, которые наиболее эффективно могут быть решены именно с использованием импульсной лазерной сварки. Это, в частности, все виды точечной сварки и сварка деталей сложной формы, когда значительный нагрев детали недопустим, либо сварка металлов, имеющих высокий коэффициент отражения оптического излучения, например медь. В связи с этим важной является задача обеспечения значительного увеличения глубины сварки при воздействии на металл импульсного лазерного излучения миллисекундной длительности.
Известен целый ряд способов импульсной лазерной сварки. Например, известен способ обработки материалов лазерным излучением высокой энергии [см., например, Патент ФРГ N 42177057], который предназначен в основном для сварки металлических листов большой толщины и заключается в следующем.
Излучение лазера преобразуется и фокусируется в точку, расстояние от которой до облучаемой поверхности меняется с заданной частотой. Вследствие изменения расстояния от точки фокусировки лазерного излучения до поверхности свариваемых деталей на несколько миллиметров изменяется плотность мощности теплового источника и его размеры и, таким образом, осуществляется направленное изменение глубины и ширины зоны плавления. Изменение плотности мощности лазерного излучения на поверхности свариваемых деталей вызывает также направленное включение и выключение режима глубокого плавления (key hole regime). В результате, использование данного способа позволяет направленным образом задавать режим сварки: непрерывный, импульсный, импульсно-периодический, реализовывать специальные режимы сварки, например, для выполнения строчечных швов и т.д.
Известно также устройство, осуществляющее вышеописанный способ. Оно содержит источник питания и блок управления, источник лазерного излучения и оптическую систему. Источник питания и управления обеспечивает заданные режимы электрического разряда ламп накачки активных элементов. Лазерное излучение преобразуется оптической системой и направляется на фокусирующую систему. Фокусирующая система имеет в своем составе зеркало, кривизна поверхности которого меняется в зависимости от величины электрического сигнала блока управления. В результате лазерное излучение, отраженное зеркалом с изменяющейся кривизной и прошедшее через объектив, фокусируется в точку, положение которой относительно облучаемой поверхности меняется в соответствии с изменением кривизны зеркала.
Однако вышеописанный способ и устройство для его реализации не позволяют получить большую глубину сварки при низкой средней мощности лазерного излучения. Кроме того, они не позволяют получить достаточно высокий КПД процесса сварки, т.к. при изменении положения точки фокусировки лазерного излучения происходит дополнительное рассеяние тепла из зоны плавления. Необходимость использования зеркала с перемещаемыми элементами поверхности существенно усложняет и удорожает реализацию способа.
Известен другой способ сварки металлов лазерным излучением в импульсно-периодическом режиме [см., например, статью A.P. Hoult. в материалах 6-й международной конференции "Laser in Manufacturing", прошедшей в мае 1989 г., IFS Ltd and authors, ISBN-85423-047-6, с. 23-30], который используют для получения сварных соединений глубиной несколько миллиметров с отношением глубины соединения к ширине более 5. Согласно данному способу лазерное излучение от квантового генератора фокусируют и направляют на линию стыка свариваемых деталей для формирования сварного шва. Используют лазерное излучение с частотой повторения импульсов более 100 с-1 при плотности мощности 106-107 Вт/см2. При этом благодаря высокой пиковой мощности импульсов излучения обеспечивается образование глубокого канала в ванне расплава, а высокая частота повторения импульсов поддерживает существование канала и сохраняет окружающий расплав в жидком состоянии.
Известно также устройство, реализующее вышеописанный способ - лазерная установка RSY 500P фирмы Rofin Sinar (см. проспект фирмы), Германия. Установка состоит из лазерного излучателя на основе алюмо-иттриевого граната с неодимом, оптической системы для преобразования лазерного пучка, источника питания с блоком управления и контроля, а также блоком охлаждения. Излучатель построен по традиционной схеме накачки активных элементов с помощью ламп накачки активных элементов. Электрическая энергия для оптической накачки аккумулируется в емкостном накопителе, размещенном в источнике питания и заряжаемом до напряжения, необходимого для обеспечения заданной энергии лазерного излучения. Емкостной накопитель разделен на секции, разряд каждой из которых осуществляется независимо по сигналу устройства управления и, таким образом, задается требуемая форма и длительность импульсов излучения. В оптической системе преобразования лазерного пучка предусмотрена возможность адаптивного управления размером зоны фокусировки излучения на обрабатываемой поверхности, позволяющая фиксировать размер этой зоны и сохранить его неизменным независимо от режимов работы установки. Установка обеспечивает среднюю мощность лазерного излучения 500 Вт при максимальной пиковой мощности 10 кВт. Максимальная энергия в импульсе излучения 80 Дж. Длительность импульсов регулируется в пределах от 0,3 мс до 20 мс с шагом 0,1 мс. Максимальная частота следования импульсов 500 с-1.
В процессе работы установки зарядный коммутатор подключает высоковольтный выпрямитель к емкостному накопителю и происходит зарядка последнего. В момент достижения заданного напряжения происходит управляемый разряд секций накопителя через лампы накачки. Излучение ламп накачки поглощается активными элементами и переизлучается в виде лазерного излучения. Оптическая система преобразования лазерного пучка фокусирует излучение в пятно заданного диаметра. Обработка детали производится непосредственно в зоне фокусировки лазерного излучения, возможно использование волоконно-оптического кабеля для транспортировки излучения к детали, находящейся на расстоянии от установки.
Однако и этот способ и устройство не позволяют получать сварные соединения большой глубины при низкой средней мощности лазерного излучения. Кроме того, данному способу присуще наличие выброса частиц жидкого металла в процессе сварки, что значительно снижает качество сварных соединений.
Известны еще один способ сварки деталей импульсным лазерным излучением и установка для его осуществления [См., например, книгу: John F. Ready под названием "Industrial Applications of Lasers". - Academic Press, New York, San Francisko, London. - 1978 ]. В соответствии с этим способом излучение лазера на стекле или алюмо-иттриевом гранате с неодимом (Nd : YAC) фокусируется на линию стыка свариваемых деталей. Под действием сфокусированного лазерного излучения материал обеих деталей плавится и образуется ванна расплава, при последующем затвердевании которой формируется одиночное сварное соединение. Плотность мощности излучения при длительности импульса 0,01 с не должна превышать 105 Вт/см, т.е. энергия в импульсе при диаметре зоны фокусировки излучения на поверхности свариваемых деталей 0,5 мм не должна превышать 2,0 Дж. В противном случае процесс развитого испарения металла приводит к выбросу расплава из зоны плавления и к формированию отверстия вместо сварного соединения. При указанных выше параметрах глубина сварки составит 0,2 мм.
Известно также устройство, осуществляющее вышеописанный способ - импульсный Nd : YAG лазер с перестраиваемой длительностью импульсов [См., например, статью V.Lupei, T.Dascalu, V.Florea, V.Nicolescu, M.Mogos под названием "An automatically controlled Nd : YAG laser with variable pulse width" в журнале "Optics & Laser Technology", v. 23, N 3, 1991, p. 155-158]. Устройство состоит из лазерного излучателя на активном элементе из алюмо-иттриевого граната с неодимом, источника питания с системой управления и контроля, системы охлаждения. В конструкцию излучателя входит активный элемент, помещенный в плоско-параллельный резонатор. Источник питания собран по схеме с мощными управляемыми тиристорными ключами. Один тиристор служит для включения лампы накачки в цепь сетевого напряжения питающей фазы, второй тиристор - для отключения лампы от питающей фазы. Установка обеспечивает среднюю мощность лазерного излучения 50 Вт при максимальной энергии в импульсе 16 Дж. Максимальная длительность импульсов излучения 10 мс. Максимальная частота повторения импульсов 50 с-1.
Разряд в лампе накачки возникает в момент t1 отпирания первого тиристора при наличии положительной полуволны сетевого напряжения питающей фазы. Прекращение разряда контролируется отпиранием второго тиристора, запирающего первый тиристор в момент времени t2. Изменение длительности импульсов излучения осуществляется изменением величин t1 и t2. Ограниченное изменение формы импульсов излучения производится за счет перемещения интервала t2-t1 в пределах положительной полуволны фазового напряжения, так что на начальном участке фазовой синусоиды формируется импульс излучения с нарастающей мощностью, в середине синусоиды - прямоугольный импульс излучения.
Однако с использованием вышеописанного способа и устройства невозможно получить сварные соединения глубиной более 1,0 мм вследствие выброса значительной части расплава из зоны плавления при увеличении энергии в импульсе. По той же причине невозможно получить сварные соединения с отношением глубины к диаметру (аспектное соотношение) более 2; это не позволяет получить достаточно малую протяженность зоны термического воздействия в окрестности сварного соединения, что снижает прочность сварки.
Раскрытие изобретения
Задачей настоящего изобретения является создание такого способа импульсной лазерной сварки и установки для его осуществления, которые бы за счет изменения формы импульса сфокусированного лазерного излучения позволили бы значительно увеличить глубину сварного соединения и одновременно повысить его качество.
Эта задача решается тем, что в способе импульсной лазерной сварки, включающем в себя подвод к поверхности стыка свариваемых деталей импульсов сфокусированного лазерного излучения, плавление металла свариваемых деталей под действием этого излучения, формирование общей для обеих деталей ванны расплава с последующим остыванием, согласно изобретению передний фронт импульса лазерного излучения представляет собой в координатах: плотность мощности - время вогнутую кривую, причем чем меньше диаметр d пятна сфокусированного лазерного излучения на поверхности стыка свариваемых деталей, тем больше кривизна этой кривой.
Это дает возможность значительно увеличить глубину проплавления и одновременно подавить процесс выброса частиц жидкого металла из зоны плавления, что является необходимым требованием для сварки.
При этом энергию лазерного излучения можно устанавливать в пределах от 1 до 100 Дж, длительность импульсов лазерного излучения - в пределах от 2 до 30 мс, а длительность переднего фронта импульсов лазерного излучения - в пределах от 1 до 20 мс.
Это обеспечивает широкий диапазон глубины сварных соединений: от 0,05 до 10,0 мм при сохранении высокого качества сварных соединений.
Целесообразно при указанном диапазоне энергии и длительности импульсов лазерного излучения диаметр пятна лазерного излучения, сфокусированного на поверхности стыка свариваемых деталей, задавать в пределах от 0,1 до 0,4 мм.
Это позволяет получить требуемый уровень плотности мощности лазерного излучения на поверхности свариваемых деталей для обеспечения большой глубины проплавления.
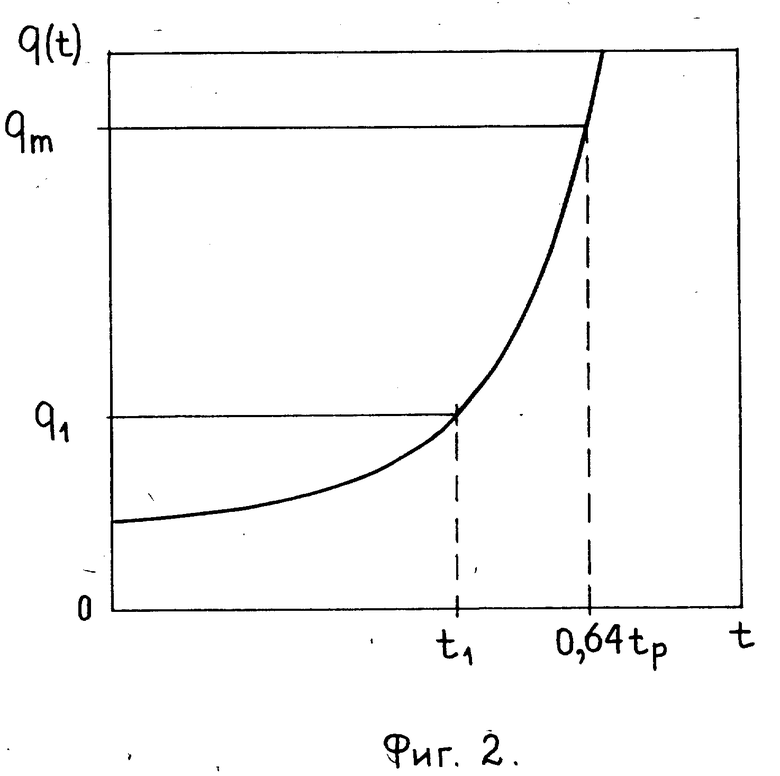
Рационально передний фронт импульса лазерного излучения задавать в координатах: плотность мощности - время в виде гиперболы, выраженной соотношением
q(t) = 1,6 • 106 • [0,8 tp/(0,8tp - t)]n,
где
q(t) - плотность мощности лазерного излучения, Вт/см2;
tp - длительность импульса излучения;
t - время, t<0,64tp;
F - фокусное расстояние объектива;
d - диаметр пятна лазерного излучения на поверхности стыка свариваемых деталей;
показатель степени n определяется как
n = 2,2 • 10-3 • F/d.
Это позволяет оптимальным образом сочетать значения основных параметров (плотность q(t) мощности, длительность tp импульса лазерного излучения, фокусного расстояния объектива F и диаметра пятна лазерного излучения, сфокусированного на поверхности свариваемых деталей 2 и 3 (фиг.3)) при изменении этих параметров для обеспечения наибольшей глубины плавления при сохранении высокого качества сварных соединений.
Целесообразно также значение телесного угла, в котором лазерное излучение распространяется после фокусирующего объектива, задавать в пределах от 0 до 0,2 мрад.
Это обеспечивает условия, необходимые для быстрого роста парогазового канала в ванне расплава и возможность получать максимальную глубину плавления при изменении других параметров воздействия лазерного излучения на свариваемые детали.
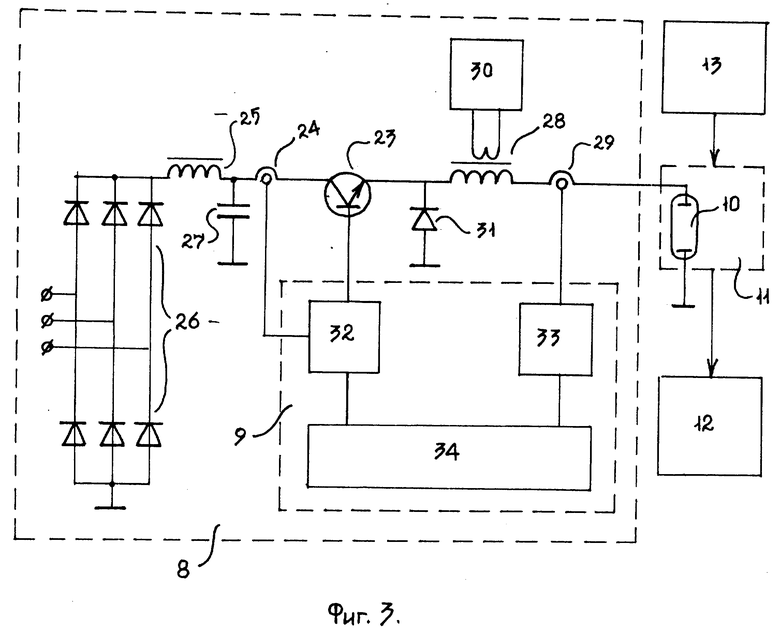
Эта задача решается также тем, что в установке импульсной лазерной сварки, содержащей последовательно соединенные между собой: источник питания, источник лазерного излучения и оптический блок, а блок управления подключен к источнику лазерного излучения и источнику питания, согласно изобретению источник питания включает в себя последовательно соединенные между собой выпрямитель, высокочастотный дроссель и силовой транзистор, причем к эмиттерному выходу силового транзистора подключен диод, а нагрузкой силового транзистора является импульсная лампа накачки лазера.
Это позволяет задавать ток разряда через лампу накачки лазера с помощью силового транзистора, что обеспечивает возможность изменять в широких пределах форму импульсов лазерного излучения, их мощность и длительность для получения оптимальных параметров лазерного излучения по критерию максимальной глубины плавления свариваемых деталей.
При этом целесообразно включить в состав установки блок управления силовым транзистором, вход которого подключен к ЭВМ, а выход - к базе силового транзистора, кроме того, датчик тока, включенный в выходную эмиттерную цепь силового транзистора, и блок обратной связи, подключенный к этому датчику и к ЭВМ.
Это дает возможность управлять работой силового транзистора и точно выдерживать заданные режимы его работы по сигналам датчиков тока.
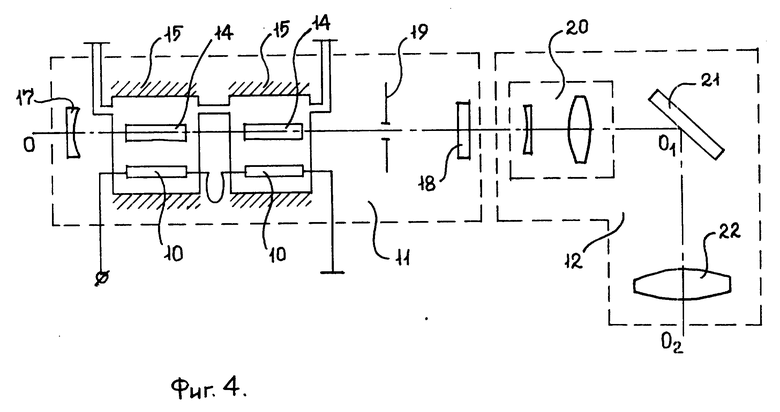
Источник лазерного излучения может содержать последовательно установленные на оси лазерного пучка сферическое вогнутое зеркало, по меньшей мере один активный элемент источника лазерного излучения, диафрагму, плоское зеркало, телескоп и фокусирующий объектив, при этом активный элемент источника лазерного излучения расположен в непосредственной близости от сферического вогнутого зеркала и расстояние от активного элемента до плоского зеркала значительно превышает расстояние от активного элемента до сферического вогнутого зеркала.
Это позволяет получить мощность и расходимость лазерного излучения, необходимые для обеспечения требуемой плотности мощности лазерного излучения на поверхности свариваемых деталей.
Целесообразно диаметр диафрагмы выбирать в пределах от 1 до 8 мм, а фокусное расстояние фокусирующего объектива выбирать в зависимости от величины диаметра диафрагмы и от расходимости лазерного излучения.
Это дает возможность задавать оптимальные значения телесного угла в котором распространяется лазерное излучения после фокусирующего объектива, а также диаметра пятна сфокусированного лазерного излучения на поверхности свариваемых деталей для обеспечения максимальной глубины плавления.
При этом рационально соотношение между диаметром диафрагмы, фокусным расстоянием объектива и расходимостью лазерного излучения выбирать следующим образом: чем больше диаметр диафрагмы, тем больше фокусное расстояние фокусирующего объектива и чем больше расходимость лазерного излучения, тем меньше фокусное расстояние фокусирующего объектива.
Это обеспечивает оптимальное соотношение между диаметром пятна сфокусированного лазерного излучения на поверхности свариваемых деталей и значением телесного угла, в котором распространяется лазерное излучение после объектива, для получения максимальной глубины плавления при высоком качестве сварного соединения.
Краткое описание чертежей.
В дальнейшем патентуемое изобретение поясняется прилагаемыми чертежами, где фиг.1 схематично изображает расположение свариваемых деталей, объектива, фокусирующего лазерное излучение на их поверхность, и положение сварных соединений согласно изобретению; фиг.2 изображает вид переднего фронта импульса лазерного излучения в координатах: плотность мощности лазерного излучения - время согласно изобретению; фиг.3 изображает схему источника питания согласно изобретению; фиг.4 схематично изображает расположение основных деталей и узлов излучателя и оптического блока установки согласно изобретению;
Лучший вариант осуществления изобретения.
Считается общепризнанным, что импульсное лазерное излучение миллисекундного диапазона длительности применимо для сварки металлов только малых толщин (менее 1 мм). При этом глубина сварки и энергия импульсов ограничивается выбросом частиц жидкого металла из зоны плавления. Согласно заявляемому способу глубина сварки при воздействии на металл импульса лазерного излучения миллисекундной длительности достигает 6 мм при отсутствии выброса расплава.
Это достигается следующим образом. Излучение импульсного лазера, например, на стекле или алюмо-иттриевом гранате с неодимом, работающего в режиме свободный генерации, фокусируют на линию стыка 1 (фиг.1) свариваемых деталей 2 и 3 в пятно 4 диаметром d. Под действием излучения металл обеих деталей 2 и 3 плавится и образуется ванна расплава, после затвердевания которой формируется одиночное сварное соединение 5 с глубиной h и диаметром dw на поверхности. При необходимости получения сплошного сварного шва одиночные сварные соединения 5 формируют последовательно одно за другим вдоль линии стыка 1 при условии, что расстояние l между ними меньше, чем dw, так чтобы каждое последующее сварное соединение перекрывалось предыдущим и таким образом формировалась сплошная зона переплава, образующая тело сварного шва 6. Отличительной особенностью способа является то, что импульс лазерного излучения представляет собой вогнутую кривую в координатах: плотность q(t) мощности - время t (фиг. 2). Длительность начального участка кривой до точки t1 определяется временем, необходимым для образования достаточно большого объема расплава. Плотность q1 мощности на участке от 0 до t1 не должна превышать значения, соответствующего развитому испарению металла. Плотность q1 мощности излучения на начальном участке 0-t1 и длительность t1 зависят от диаметра d пятна фокусировки лазерного излучения на поверхности свариваемых деталей 2 и 3. Чем меньше d, тем больше время t1, необходимое для образования достаточного объема расплава при условии ограничения плотности мощности лазерного излучения величиной q1. Поэтому, чем меньше диаметр d пятна фокусировки на поверхности стыка деталей 2 и 3, тем больше кривизна кривой на фиг.2.
В зависимости от требуемой глубины h плавления энергия излучения в импульсе может быть установлена в пределах от 1 до 100 Дж, длительность tp импульсов излучения - в пределах от 2 до 30 мс. Использовать лазерное излучение с энергией менее 1 Дж для задачи глубокой сварки нецелесообразно, т.к. в этом случае глубина h плавления слишком мала. Увеличение энергии лазерного излучения более 100 Дж также нецелесообразно, т.к. формируемые в этом случае сварные соединения имеют глубину h более 10 мм, а в этом диапазоне глубин использование импульсного режима сварки становится менее рентабельным по сравнению с непрерывным режимом. Уменьшение длительности tp импульсов излучения менее 2 мс приводит к резкому снижению качества сварных соединений и не позволяет получить достаточно большую глубину h сварки. При длительности tp импульсов лазерного излучения более 30 мс качество сварки также снижается вследствие разбрызгивания жидкого металла в процессе плавления. Необходимая глубина h плавления обеспечивается за счет транспортировки излучения в полом канале, образовавшемся в ванне расплава под действием давления отдачи паров металла и заполненном смесью этих паров и окружающего газа. Излучение транспортируется за счет переотражений от стенок канала на его дно, вызывая интенсивный нагрев металла под дном канала и дальнейший рост канала по мере расплавления металла в окрестности дна и оттеснения его на периферию ванны расплава. Для реализации описанного механизма плавления необходимо задать достаточно большую плотность q мощности излучения на поверхности свариваемых деталей 2 и 3. Для приведенных диапазонов изменения энергии и длительности tp импульсов это условие выполняется, если диаметр d зоны фокусировки излучения находится в пределах от 0,1 до 0,4 мм. Уменьшение диаметра d фокусировки лазерного излучения менее 0,1 мм недопустимо, т.к. приводит к резкому ухудшению качества сварных соединений вследствие выброса значительного количества расплава из зоны плавления. Увеличение диаметра d фокусировки свыше 0,4 мм нецелесообразно, т.к. приводит к снижению плотности q мощности лазерного излучения на облучаемой поверхности, что не позволяет получить достаточно большую глубину h сварных соединений.
Для исключения выброса частиц жидкого металла из зоны плавления в процессе образования и роста парогазового канала под действием импульсов лазерного излучения с высокой плотностью q мощности форму импульсов задают с растянутым передним фронтом, имеющим длительность в диапазоне от 1 до 20 мс. Длительность переднего фронта импульса излучения должна быть согласована с полной длительностью tp импульса, так что при длительности импульса tp=2 мс передний фронт должен иметь длительность 1 мс, при длительности импульса 30 - 20 мс. Относительно низкая мощность лазерного излучения на переднем фронте импульса позволяет сформировать в режиме плавления без образования парогазового канала первичную ванну расплава с объемом, достаточно большим по сравнению с объемом вытесняемого расплава при последующем образовании и росте парогазового канала. Наличие этого объема расплава позволяет диссипировать энергию потоков жидкого металла со дна растущего парогазового канала и подавить выброс частиц расплава, вытесняемого при образовании и росте канала.
Связь основных параметров воздействия лазерного излучения на свариваемые детали 2 и 3 записана в виде соотношения между плотностью q мощности лазерного излучения как функции времени t и длительностью tp импульса с учетом параметров фокусировки излучения: фокусного расстояния F объектива 7, фокусирующего лазерное излучение на линию 1 стыка свариваемых деталей 2 и 3, и фактического значения диаметра d пятна фокусировки на этой поверхности:
q(t)= 1,6•106[0,8tp/(0,8tp-t)]n, (1)
где
n определяется из полученного эмпирическим путем выражения
n=2,2•10-3F/d.
Плотность q мощности измеряется в Вт/см2. Выражение (1) задает вид функции плотности q(t) мощности лазерного излучения на участке возрастания q(t) и определяет пиковое значение плотности qm мощности как результат вычислений при t=064tp: qm=1,6 • 106 • 5n.Коэффициенты: 0,64 и 1,6•106 получены из многократных испытаний опытным путем. Вид функции q(t) на спадающем участке кривой, т.е. закон уменьшения мощности лазерного излучения на заднем фронте импульса не имеет существенного значения.
Динамика роста парогазового канала определяется глубину h и форму получаемого одиночного сварного соединения 5. Поскольку первое в значительной мере зависит от доли энергии падающего лазерного излучения, транспортируемого на дно канала за счет переотражения от его стенок, то для увеличения глубины h сварных соединений 5 на параметры лазерного излучения накладывается дополнительное ограничение: значение телесного угла Ω , в котором лазерное излучение распространяется после фокусирующего объектива 7, следует удерживать в пределах от 0 до 0,2 мрад (11,5o). Нижний предел указанного диапазона определяется возможностями фокусирующей системы; верхний - из условий распространения лазерного излучения в парогазовом канале. Фактически это условие ограничивает количество переотражений падающего лазерного излучения при распространении его внутри парогазового канала.
Установка для реализации способа глубокой импульсной лазерной сварки содержит следующие последовательно соединенные между собой основные блоки (фиг.3): источник 8 питания с блоком 9 управления и контроля, обеспечивающий работу в заданном режиме ламп 10 накачки лазерного излучателя 11, излучение из которого преобразуется оптической системой 12, блок 13 охлаждения, соединенный с излучателем 11 и обеспечивающий требуемый тепловой режим работы ламп 10 накачки и активных элементов. Излучатель 11 построен на основе, например, двух активных элементов 14 (фиг.4) из алюмо-иттриевого граната с неодимом. Каждый активный элемент 14 помещен в эллиптический отражатель 15 вдоль одного из его фокусов на оси OO1. Вдоль оси, проходящей через второй фокус отражателя 15, расположена импульсная лампа 10 накачки лазера. Лампа 10 и элемент 14 охлаждаются потоком дистиллированной воды внутреннего контура блока 13 охлаждения. Активные элементы 14 размещены последовательно в плоско-вогнутом резонаторе, образованном зеркалами 17 и 18, в непосредственной близости к вогнутому зеркалу 17 с большим радиусом кривизны. Плоское зеркало 18 выполнено полупрозрачным. Диафрагма 19 ограничивает апертуру лазерного излучения. В оптической системе 12 (фиг.3) установлен телескоп 20 (фиг.4) с двух- и четырехкратным увеличением для уменьшения расходимости лазерного излучения. Поворотное интерференционное зеркало 21 отражает 100% падающего на него лазерного излучения и направляет его в объектив 22. Предусмотрена возможность смены объективов: для сварки деталей непосредственно излучением, формируемым оптической системой 12, -объектив с фокусным расстоянием, например, 100 и 150 мм; для ввода излучения в волоконный световод - объектив с фокусным расстоянием, например, 50 мм.
Источник питания (фиг.3) построен по схеме с силовым транзистором 23. К коллекторному входу силового транзистора 23 последовательно подключены: датчик тока 24, высокочастотный дроссель 25 и выпрямитель 26. Между датчиком тока 24 и дросселем 25 подсоединен фильтрующий конденсатор 27, вторая обкладка которого заземлена. К эмиттерному выходу силового транзистора 23 последовательно подключены: вторичная обмотка импульсного трансформатора 28, датчик тока 29 и далее - лампа накачки 10 лазерного излучателя 11. К первичной обмотке импульсного трансформатора 28 подсоединен блок 30 поджига. Между эмиттером силового транзистора 23 и вторичной обмоткой импульсного трансформатора 28 подсоединен диод 31, обеспечивающий требуемый режим работы силового транзистора 23. Датчик 24 тока подсоединен к блоку 32 управления силовым транзистором, а датчик 29 тока - к блоку 33 обратной связи, каждый из которых соединен с выходами управляющей ЭВМ 34. Силовой транзистор 23 при поступлении управляющего импульса от блока 32 управления силовым транзистором 23 подключает к трехфазной сети лампу 10 накачки лазера, предварительная ионизация в которой производится блоком 30 поджига. Форма импульса тока через лампу 10 программируется на управляющей ЭВМ 34, которая также контролирует и поддерживает разрядный ток в соответствии с заданной формой импульса с помощью блока 33 обратной связи. Сигналы обратной связи, необходимые для работы блока 32 управления силовым транзистором 23 и блока 33 обратной связи, поступают от датчиков 24 и 29 тока соответственно. Отключение лампы 10 накачки от сети производится путем запирания силового транзистора 23 блоком 32 по сигналу ЭВМ 34. Мощные диоды образуют трехфазный выпрямитель 26, напряжение с которых подается на сглаживающий фильтр, образованный дросселем 25 и конденсатором 27. Импульсный трансформатор 28 совместно с блоком 30 поджига служит для формирования импульса поджига, подаваемого на лампу 10 накачки лазера. Диод 31, включенный в эмиттерную цепь силового транзистора, служит для обеспечения безопасной работы силового транзистора 23.
Работа установки начинается с включения блока 13 (фиг.3) охлаждения и подачи основного питания на все блоки. В соответствии с видом предполагаемого процесса сварки на дисплее ЭВМ 34 задается форма импульса разрядного тока в абсолютных единицах и частота повторения импульсов. По сигналу ЭВМ 34 производится поджиг лампы 10 накачки и вывод источника 8 питания в режим слабого лугового разряда (режим дежурной дуги). Далее по сигналу ЭВМ 34 срабатывает блок 32 управления силовым транзистором 23 который отпирает силовой транзистор 23 и через лампу 10 пропускается импульс тока заданной величины, длительности и формы, что обеспечивает получение соответствующего импульса лазерного излучения. Лазерное излучение, сфокусированное объективом 7 (фиг. 1) на линии 1 стыка свариваемых деталей 2 и 3, расплавляет одновременно обе детали. При этом с начала действия импульса лазерного излучения до момента времени t1 (фиг.2) разрядный ток через лампу 10 (фиг.3) поддерживается на таком уровне, чтобы обеспечить плотность мощности лазерного излучения на поверхности свариваемых деталей 2 и 3 несколько выше q1 в соответствии с формулой (1). В течение этого интервала времени формируется буферный объем расплава. Далее (фиг. 2) от t1 до 0,64 tp плотность мощности лазерного излучения возрастает в соответствии с формулой (1), что приводит к образованию и росту парогазового канала, по которому лазерное излучение транспортируется на дно канала и расплавляет металл на большой глубине. После достижения максимального значения плотности qm мощности на поверхности свариваемых деталей 2 и 3 (фиг.1) по команде ЭВМ 34 (фиг.3) блок 32 управления силовым транзистором 23 запирает силовой транзистор 23, в результате чего мощность лазерного излучения падает и процесс плавления прекращается. При этом парогазовый канал закрывается и после прекращения действия лазерного излучения расплав металла затвердевает и формируется тело сварного соединения 5. Частота следования импульсов также задается с помощью ЭВМ 34 заранее и может принимать любые значения, так что перекрывается диапазон работы лазера от одиночных импульсов до непрерывной генерации. Лазерное излучение направляется либо непосредственно на поверхность свариваемых деталей 2 и 3 (фиг.1), либо в волоконно-оптический световод для транспортировки к рабочему месту (на фиг. не показано).
Установка обеспечивает среднюю мощность излучения 400 Вт при пиковой мощности в импульсе 10 кВт и максимальной энергии в импульсе 100 Дж. Форма импульсов излучения может быть задана любая с шагом подстройки, например, 10-5с, длительность импульсов излучения от 0,1 до 30 мс. Максимальная частота следования импульсов 100 с-1. Оптическая система 12 (фиг.3) обеспечивает диаметр d (фиг.1) пятна фокусировки лазерного излучения на поверхности свариваемых деталей 2 и 3 (фиг.3) от 0,1 до 0,4 мм. Излучатель 11 и оптический блок 12 обеспечивает величину телесного угла Ω (фиг.1), в котором лазерное излучение распространяется после фокусирующего объектива 22 (фиг.3), в пределах от 0,06 до 0,20 рад.
Промышленная применимость
Заявляемые способ и установка могут быть использованы для высококачественной сварки в любой отрасли промышленности. Наибольшую эффективность и наивысшее качество по сравнению со всеми известными видами сварки они обеспечат в тех случаях, когда, например, необходимо выполнить точечную сварку металлических деталей толщиной от нескольких миллиметров (элементы приборной панели автомобиля до долей миллиметров (детали механических узлов видеотехники, компьютеров, приборов) или шовную сварку массивных деталей сложной формы, сильный нагрев которых не допускается, например, ступенчатые шестерни.
Патентуемый способ и установка:
- обеспечивает глубину одиночных сварных соединений в сталях свыше 6 мм, сварных швов - не менее 4,5 мм при энергии в импульсе не более 20 Дж, что недоступно ни одной из известных импульсов лазерных установок;
- обеспечивают глубину отверстий в латуни свыше 6 мм с аспектным отношением более 15 при энергии в импульсе менее 20 Дж;
- впервые позволяют производить сварку деталей из меди толщиной более 1 мм и пробивку в меди отверстий глубиной 3 мм при энергии в импульсе менее 20 Дж;
- обеспечивают пробивку глухих отверстий диаметром менее 0,1 мм с длиной более 2 мм в сталях;
- обеспечивают аспектное отношение одиночных сварных соединений и отверстий более 15, толщину зоны термического воздействия в окрестности сварного соединения или отверстия менее 0,1 мм.
Кроме того, для заявляемых способа и установки:
критическое значение плотности мощности лазерного излучения, соответствующее выбросу жидкого металла из зоны плавления, в 4 раза превышает аналогичный параметр для других режимов лазерной сварки;
форма импульсов лазерного излучения может быть задана любая с дискретностью подстройки не более 0,01 мс;
длительность импульсов излучения принципиально неограничена и в заявляемой установке может быть задана в пределах от 0,1 до 30 мс;
частота повторения импульсов ограничена только их длительностью tp и может быть установлена близкой к величине I/tp;
обеспечена высокая стабильность характеристик излучения при расходимости не более 4 мрад и апертуре лазерного пучка 6 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ | 2003 |
|
RU2269401C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2186667C2 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| Способ получения наноструктурированной поверхности металлической заготовки лазерной обработкой | 2020 |
|
RU2752821C1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| ЛАЗЕРНЫЙ МЕДИЦИНСКИЙ ПРИБОР | 2000 |
|
RU2181572C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ ВНАХЛЕСТКУ | 1991 |
|
RU2022742C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ ДВУХЛУЧЕВОЙ ЛАЗЕРНОЙ СВАРКИ | 2016 |
|
RU2639200C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2009 |
|
RU2415739C2 |
Изобретение относится к способу импульсной лазерной сварки и установке для его реализации. Способ импульсной лазерной сварки заключается в том, что импульс лазерного излучения представляет собой вогнутую кривую в координатах плотность q(t) мощности - время t. Длительность начального участка кривой определяется временем, необходимым для образования достаточно большого объема расплава. Плотность мощности на этом участке не должна превышать значения, соответствующего развитому испарению металла. Плотность мощности излучения на начальном участке и длительность этого участка зависят от диаметра пятна фокусировки лазерного излучения на поверхности свариваемых деталей. Чем меньше диаметр пятна фокусировки на поверхности стыка свариваемых деталей, тем больше кривизна кривой q(t). Установка для реализации способа импульсной лазерной сварки содержит источник питания, в котором ток разряда через лампу накачки лазера задается силовым транзистором, управляемым от ЭВМ с помощью блока управления силовым транзистором и блока обратной связи, а элементы излучателя и оптического блока расположены так, чтобы обеспечить оптимальные значения пространственных характеристик лазерного излучения. 2 с. и 14 з.п. ф-лы, 4 ил.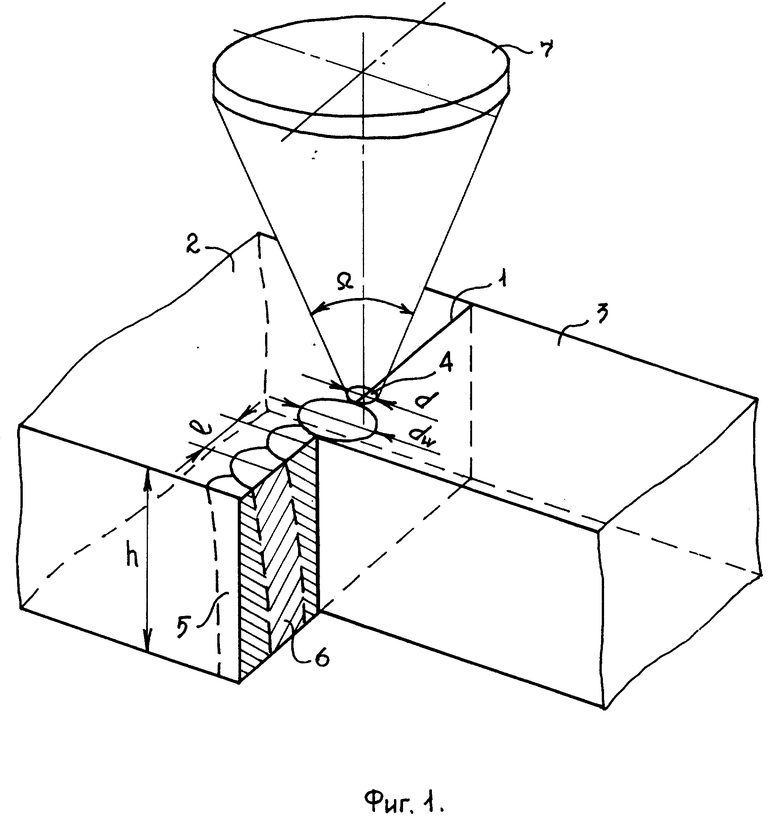
q(t) = 1,6 • 106 • [0,8tp/(0,8tp - t)]n,
где
q(t) - плотность мощности лазерного излучения, Вт/см2;
tp - длительность импульса излучения;
t - время, t < 0,64tp;
n = 2,2 • 10-3 • F/d;
F - фокусное расстояние объектива;
d - диаметр пятна лазерного излучения на поверхности стыка.
| V | |||
| Lupei, T | |||
| Dascalu, .. | |||
| An automatically controlled Nd : YAG laser with variable pulse width optics and haser Technology, 1991, V.23, N 3, p | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
