Изобретение относится к технологии изготовления изделий из композиционных материалов (КМ), а именно оболочек вращения для силовых конструкций, типа элементов сопловых блоков ракетных двигателей на твердом топливе (РДТТ).
Повышенные требования к эрозионной стойкости и прочности материала деталей газового тракта сопловых блоков РДТТ обусловили применение углеродной ткани в качестве армирующего наполнителя КМ. Такой наполнитель обладает высокой эрозионной стойкостью и низкой деформацией, что необходимо для надежной работы газового тракта соплового блока.
Одним из самых совершенных процессов, применяемых при изготовлении высокопрочных оболочек из КМ, является метод кольцевой намотки на формообразующую оправку ленты предварительно пропитанной термореактивным связующим углеродной ткани.
Известны способы изготовления деталей из композиционных материалов методом намотки на оправку (авт. свид. №№643360, 1237462, 1578010, 1776570, 1830814).
Известен также способ изготовления деталей из композиционных материалов, включающий формирование многослойного пакета материала кольцевой намоткой ленты предварительно пропитанной термореактивным связующим углеродной ткани на жесткую формообразующую оправку, выполненную в виде оболочки вращения переменного диаметра (см. И.М.Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - стр.446, 448).
В известном способе используют метод намотки на универсальном намоточном станке, при этом контактное давление формования пакета материала на оправке создается за счет натяжения ленты углеродной ткани, пропускаемой при намотке через ролики натяжителя.
Известным способом изготавливают из КМ детали конусообразной формы, типа раструбов (насадков) сопловых блоков, толщина стенки которых практически не меняется по длине детали.
Однако в конструкции сопловых блоков имеется ряд деталей из КМ, внутренняя поверхность (газовый тракт) которых выполнена конусообразной, а наружная (посадочная) поверхность выполнена цилиндрической. В таких деталях толщина стенки по длине детали существенно меняется.
Применение известного способа для изготовления из КМ деталей, со значительным перепадом толщины стенки по длине детали, показало, что после отверждения на наружной поверхности пакета исходного материала, нанесенного на оправку, имеются дефекты в виде гофр, преимущественно в утолщенной части детали.
Кроме того, препарирование полученных заготовок показало, что структура материала пакета неоднородная, в материале имеются искривления слоев, переходящие в утолщенной части детали на внутреннюю поверхность пакета, на которой в этих местах имеются участки с не просматриваемой текстурой материала.
Указанные дефекты наиболее значительны в утолщенной части детали и увеличиваются при отверждении заготовки под воздействием давления и температуры в гидро- или автоклаве.
Наличие дефектов в виде гофр и участков с не просматриваемой текстурой наполнителя приводит к снижению качества изделий из композиционных материалов, изготавливаемых известным способом, что неприемлемо для деталей газового тракта сопловых блоков РДТТ.
Технической задачей данного изобретения является повышение качества изготовления деталей из композиционных материалов, а именно оболочек вращения с переменной толщиной стенки.
Технический результат достигается тем, что в способе изготовления деталей из композиционных материалов, включающем формирование многослойного пакета материала кольцевой намоткой ленты предварительно пропитанной термореактивным связующим углеродной ткани на жесткую формообразующую оправку, выполненную в виде оболочки вращения переменного диаметра, при изготовлении оболочек вращения с переменной толщиной стенки сначала формируют внутренние слои детали намоткой ленты углеродной ткани до диаметра, составляющего 0,8-0,9 наружного диаметра пакета.
Намотку внутренних слоев в зоне утолщения детали осуществляют с воздействием на каждый намотанный на пакет слой углеродной ткани давления 1-2 кгс/см2 и температуры 60-90°C.
Намотку наружных слоев детали осуществляют с воздействием на ленту углеродной ткани, перед ее нанесением на пакет, той же температуры, что и при намотке внутренних слоев в зоне утолщения.
При этом намотку внутренних слоев в зоне утолщения стенки с воздействием на каждый намотанный на пакет слой углеродной ткани давления и температуры осуществляют на длине от торца, равной 0,6-0,65 размера детали вдоль ее оси.
По предложенной схеме при намотке на оправку изменяются в определенных зонах заготовки как процесс воздействия давления на углеродную ткань, так и процесс температурного воздействия на нее.
Расчетно-экспериментальным путем установлено, что оптимальными, с точки зрения получения наилучшей структуры композиционного материала, являются намотка внутренних слоев углеродной ткани до диаметра, составляющего 0,8-0,9 наружного диаметра пакета, и осуществление при намотке внутренних слоев в зоне утолщения детали воздействия на каждый намотанный на пакет слой углеродной ткани давления 1-2 кгс/см2 и температуры 60-90°C.
Осуществление намотки наружных слоев детали с воздействием на ленту углеродной ткани, перед нанесением на пакет, температуры 60-90°C (той же температуры, что и при намотке внутренних слоев в зоне утолщения) позволяет увеличить деформативность ленты углеродной ткани и обеспечить при намотке плотный контакт между наружными слоями и наружной части заготовки с внутренней.
Осуществление намотки внутренних слоев в зоне утонения детали без дополнительного воздействия давления и температуры позволяет исключить чрезмерное уплотнение пакета материала в этой зоне.
Эмпирически определено, что оптимальной, с точки зрения получения однородной структуры материала, является длина этого участка от торца, равная 0,35-0,4 размера детали вдоль ее оси.
В результате экспериментов, при проведении которых менялись размеры зон с различными параметрами процесса намотки и варьировались сами параметры (температура и давление), разработана совокупность расположенных в строго определенной последовательности операций с оптимальными значениями параметров, позволяющих получить требуемую однородную структуру материала изготавливаемых из КМ оболочек вращения с переменной толщиной стенки.
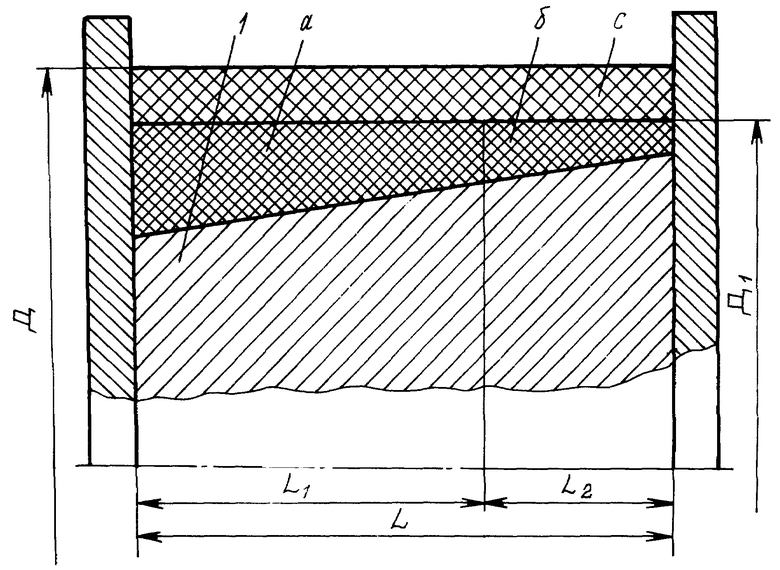
На чертеже приведена схема нанесения композиционного материала на оправку.
Способ изготовления деталей из композиционных материалов (оболочек вращения с переменной толщиной стенки) заключается в следующем.
Углеродную ткань марки УРАЛ Т-22Р пропитывают термореактивным связующим марки СФ-010 в пропиточной машине.
Пропитанную ткань разрезают на полосы, которые сшивают между собой.
Затем производят намотку полученной ленты из пропитанной связующим углеродной ткани на жесткую оправку 1, выполненную в виде оболочки вращения переменного диаметра, на намоточном станке, обеспечивая требуемые скорость вращения оправки 1 и натяжение ленты углеродной ткани при намотке.
При намотке сначала ленту углеродной ткани наматывают челночным методом по всей длине оправки 1 до диаметра Д1, составляющего 0,8-0,9 наружного диаметра Д пакета, формируя внутренние слои детали в зоне утолщения стенки (а) и в зоне утонения стенки (б).
Намотку внутренних слоев детали в зоне утолщения стенки на длине L1 от торца, равной 0,6-0,65 размера L детали вдоль ее оси, производят с воздействием на каждый намотанный на пакет слой углеродной ткани давления 1-2 кгс/см2 и температуры 60-90°C, осуществляемым при помощи прикатывающего и обогревающего ролика, перемещаемого вдоль оси детали.
Намотку внутренних слоев детали в зоне утонения стенки на длине L2 от торца, равной 0,35-0,4 размера L детали вдоль ее оси, осуществляют без дополнительного воздействия на пакет давления и температуры (прикатывающий и обогревающий ролик отводят от пакета).
После намотки внутренних слоев производят намотку наружных слоев (зона с), при этом прикатывающий и обогревающий ролик отводят от пакета и подводят к ленте углеродной ткани на участке выхода ее из натяжителя намоточного станка (непосредственно перед нанесением ленты на пакет), обеспечивая таким образом воздействие на ленту углеродной ткани температуры 60-90°C (той же температуры, что и при намотке внутренних слоев в зоне утолщения).
Затем производят отверждение полученного пакета в гидроклаве под воздействием давления и температуры.
Практическое применение изобретения показало отсутствие гофр на поверхностях заготовок и подтвердило высокую технологичность предлагаемого способа при обеспечении требуемого качества изготовления деталей из композиционных материалов.
Предлагаемая последовательность операций позволяет получить требуемую структуру материала и тем самым повысить качество изготовления из КМ оболочек вращения с переменной толщиной стенки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей из композиционных материалов | 2019 |
|
RU2708417C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2215653C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ВНУТРЕННИМИ РАДИАЛЬНЫМИ ПОЛОСТЯМИ | 2014 |
|
RU2571794C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ВНУТРЕННИМИ РАДИАЛЬНЫМИ ПОЛОСТЯМИ | 2015 |
|
RU2587453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2322352C2 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| Способ изготовления крупногабаритных тел вращения с поверхностью переменной кривизны многослойной разборной конструкции из полимерных композиционных материалов | 2017 |
|
RU2664942C1 |
| Способ изготовления изделий из композиционных материалов | 2015 |
|
RU2613993C1 |
| Лента перекрестной структуры | 1980 |
|
SU946989A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2011 |
|
RU2492048C1 |
Изобретение относится к технологии изготовления деталей из композиционных материалов (КМ), а именно оболочек вращения для силовых конструкций. Процесс изготовления деталей из КМ, преимущественно оболочек вращения с переменной толщиной стенки, включает формирование многослойного пакета материала кольцевой намоткой ленты, предварительно пропитанной термореактивным связующим углеродной ткани, на жесткую формообразующую оправку, выполненную в виде оболочки вращения переменного диаметра. Сначала формируют внутренние слои детали намоткой ленты углеродной ткани до диаметра, составляющего 0,8-0,9 наружного диаметра пакета. При этом намотку в зоне утолщения стенки осуществляют с воздействием на каждый намотанный на пакет слой углеродной ткани давления 1-2 кгс/см2 и температуры 60-90°С. Затем осуществляют намотку наружных слоев детали с воздействием на ленту углеродной ткани. Перед ее нанесением на пакет воздействуют той же температурой, что и при намотке внутренних слоев в зоне утолщения. Намотку внутренних слоев в зоне утолщения стенки с воздействием на каждый намотанный на пакет слой углеродной ткани давления и температуры осуществляют на длине от торца, равной 0,6-0,65 размера детали вдоль ее оси. Данная последовательность операций позволяет получить требуемую структуру материала и тем самым обеспечить технический результат, заключающийся в повышении качества изготовления из КМ оболочек вращения с переменной толщиной стенки. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления деталей из композиционных материалов, преимущественно оболочек вращения с переменной толщиной стенки, включающий формирование многослойного пакета материала кольцевой намоткой ленты, предварительно пропитанной термореактивным связующим углеродной ткани, на жесткую формообразующую оправку, выполненную в виде оболочки вращения переменного диаметра, отличающийся тем, что сначала формируют внутренние слои детали намоткой ленты углеродной ткани до диаметра, составляющего 0,8-0,9 наружного диаметра пакета, при этом намотку в зоне утолщения стенки осуществляют с воздействием на каждый намотанный на пакет слой углеродной ткани давления 1-2 кгс/см2 и температуры 60-90°С, а затем осуществляют намотку наружных слоев детали с воздействием на ленту углеродной ткани перед ее нанесением на пакет той же температуры, что и при намотке внутренних слоев в зоне утолщения.
2. Способ изготовления деталей из композиционных материалов по п.1, отличающийся тем, что намотку внутренних слоев в зоне утолщения стенки с воздействием на каждый намотанный на пакет слой углеродной ткани давления и температуры осуществляют на длине от торца, равной 0,6-0,65 размера детали вдоль ее оси.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2322352C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201343C2 |
| ЕР 0491650 B1, 24.06.1992 | |||
| JP 3142223 A, 18.06.1991 | |||
| US 5096651 A, 17.03.1992 | |||
| US 4915896 A, 10.04.1990. | |||

