(5) ЛЕНТА ПЕРЕКРЕСТНОЙ СТРУКТУРЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки труб из перекрестных лент на ребро | 1980 |
|
SU942999A1 |
| СПОСОБЫ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОЛЬЦЕВЫХ ЭЛЕМЕНТОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ПРЕФОРМ ДЛЯ ЭТИХ ЭЛЕМЕНТОВ | 1996 |
|
RU2169805C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2271930C2 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА ВЕРТИКАЛЬНОЙ КОЛОННЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2529206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПОЛОЙ ОБОЛОЧКИ | 2020 |
|
RU2740963C1 |
| ПОЛУЧЕННЫЙ ПУТЕМ ОБЕРТЫВАНИЯ ОБЪЕКТ, ОПРАВКА ДЛЯ НЕГО И СПОСОБ | 2016 |
|
RU2707226C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МОДУЛЯ ДЛЯ ОПОРЫ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2015 |
|
RU2602255C1 |
| Способ изготовления оболочек вращения из композиционно-волокнистого материала | 1984 |
|
SU1353643A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ И ПОЛИМЕРНОГО ПОКРЫТИЯ | 2023 |
|
RU2808131C1 |


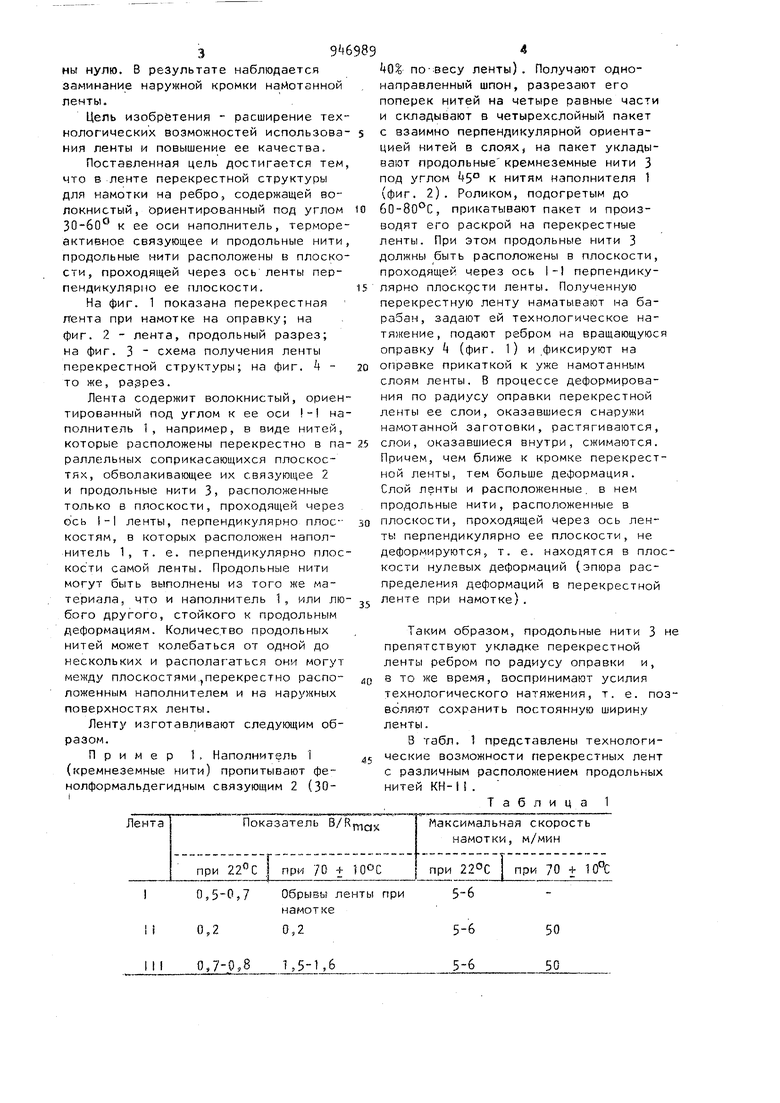
Изобретение относится к производству композиционных волокнистых мате риалов и может быть использовано в о щем машиностроении. Известна лента перекрестной струк туры для намотки на ребро, содержащая связующее и волокнистый ориентированный под углом к ее оси наполнитель 1. Недостатком известной ленты являе ся ее низкая стойкость к продольным деформациям, так как эти деформации воспринимает пластичное связующее, т. е. под нагрузкой лента вытягивает ся, изменяя свою ширину, что приводит к изменению угла наклона нитей наполнителя к оси ленты. В результате этого наблюдается нестабильность механических и теппофизических свойств изготовленных из этой ленты деталей. Кроме того, необходим увеличенный допуск на их механическую обработку. Наиболее близкой к предлагаемой по технической сущности является лента перекрестной структуры для намотки на ребро, содержащая волокнистый ориентированный под углом 30-60 к ее оси наполнитель, термореактивное связующее и продольные нити, расположенные по кромкам ленты в связующемГ2 Недостаток ленты состоит в ограниченной области применения, так как продольные нити, расположенные по ее кромкам, находятся в зонах наибольших продольных деформаций при укладке ленты на ребро по радиусу оправки. Причем продольная нить, оказавшаяся с наружной стороны, находится е зоне растягивающих деформаций и сопротивляется им. Поэтому такая пеоекрестная лента может быть намотана только на оправки малой кривизны. Но даже при этом качество намотки невелико, так как наружная продольная нить стремится сдвинуться к оси перекрестном ленты, где продольные деформации рае9ны нулю. В результате наблюдается заммнание наружной кромки намотанной ленты. Цель изобретения - расширение тех нологических возможностей использова ния ленты и повышение ее качества. Поставленная цель достигается тем что в ленте перекрестной структуры для намотки на ребро, содержащей волокнистый, ориентированный под углом ЗО-бО к ее оси наполнитель, терморе активное связующее и продольные нити продольные нити расположены в плоско сти, проходящей через ось ленты перпендикулярно ее плоскости. На фиг. 1 показана перекрестная лента при намотке на оправку; на фиг. 2 - лента, продольный разрез; на фиг. 3 схема получения ленты перекрестной структуры; на фиг. k то же, раэрез. Лента содержит волокнистый, ориен тированный под углом к ее оси -| на полнитель 1, например, в виде нитей, которые расположены перекрестно в па раллельных соприкасающихся плоскостях, обволакивающее их связующее 2 и продольные нити 3, расположенные только в плоскости, проходящей через ось |-| ленты, перпендикулярно плос костям, в которых расположен наполнитель 1, т. е. перпендикулярно плос кости самой ленты. Продольные нити могут быть выполнены из того же материала, что и наполнитель 1, или лю бого другого, стойкого к продольным деформациям. Количество продольных нитей может колебаться от одной до нескольких и располагаться они могут между плоскостями.,перекрестно расположечным наполнителем и на наружных поверхностях ленты. Ленту изготавливают следующим образом. Пример 1, Наполнитель 1 (кремнеземные нити) пропитывают фе нолформальдегидным связующим 2 (300,7-0,8 Ь5-Ь6
I I I
5-6
50 -« 0 по-весу ленты) . Получают однонаправленный шпон, разрезают его поперек нитей на четыре равные части и складывают в четырехслойный пакет с взаимно перпендикулярной ориентацией нитей в слоях, на пакет укладывают продольные кремнеземные нити 3 под углом 45° к нитям наполнителя 1 (фиг. 2). Роликом, подогретым до бО-80°С, прикатывают пакет и производят его раскрой на перекрестные ленты. При этом продольные нити 3 должны быть расположены в плоскости, проходящей через ось 1-1 перпендикулярно плоскости ленты. Полученную перекрестную ленту наматывают на барабан, задают ей технологическое натяжение, подают ребром на вращающуюся оправку (фиг. 1) и фиксируют на оправке прикаткой к уже намотанным слоям ленты. В процессе деформирования по радиусу оправки перекрестной ленты ее слои, оказавшиеся снаружи намотанной заготовки, растягиваются, слои, оказавшиеся внутри, сжимаются. Причем, чем ближе к кромке перекрестной ленты, тем больше деформация. Слой ленты и расположенные, в нем продольные нити, расположенные в плоскости, проходящей через ось ленты перпендикулярно ее плоскости, не деформируются, т. е. находятся в плоскости нулевых деформаций (эпюра распределения деформаций в перекрестной ленте при намотке). Таким образом, продольные нити 3 не препятствуют укладке перекрестной ленты ребром по радиусу оправки и, в то же время, воспринимают усилия технологического натяжения, т. е. позволяют сохранить постоянную ширину ленты. В табл. 1 представлены технологические возможности перекрестных лент с различным расположением продольных нитей КН-i i . Таблица 1 Содержание связующего в ленте , угол перекрестия нитей наполнит ля 4l-ii7°. Лента I -г- перекрестная лента из кремнеземных нитей и фенолформ альдегидного связующего П-5-15 без продольных нитей: лента М - перекре ная лента с продольными нитями КН-1( по кромкам ленты: лента 1И - перекрестная лента с продольными нитями KH-II, расположенными в плоскости, проходящей через ось ленты перпендикулярно ее плоскости. Показатель определяет максимальное отношение ширины ленты к радиусу оправки, при котором возможно получение намотанных заготовок. Пример 2. Углеродные волокна пропитывают фенолформальдегидным свядующим, весовое содержание которого 33-38%, подсушивают и формируют в однонаправленную ленту шириной (В) 15-20 мм. Однонаправленную ленту 1 (фиг. 3) наматывают на движущуюся оп равку 2, представляющую собой плоскую пластину шириной 30-60 мм. Намотку производят под углом tp 30-60° к продольной оси 1-1 оправки с одновременной укладкой между наматываемыми слоями продольных усиливающих нитей (лент) 3 вдоль оси Полученный таким образом шпон уплотняют с помощью прикаточного ролика с температурой поверхности 6080 0, разрезают с помощью двух дисковых ножей 5 на две перекрестные ленты и сматывают на барабан. Перекрестную ленту с барабана подают ребром на вращающуюся оправку, фиксируют на оправке прикаткой к уже намотанным слоям ленты. Описанным способом получены также перекрестные ленты из стеклянных волокон и эпоксидного связующего . (пример 20), а также кремнеземных волокон и кремнийорганического связующего (пример 2в). Пример 3- Кремнеземную объемную ткань 1 (фиг. ) прошивают продольными нитями 2 по линии f-l под углом {Ь к основе ткани. Расстояние между прошивочными нитями равно ширине получаемой перекрестной ленты В. Ткань разрезают на перекрестные ленты по линиям 11-11, которые проходят параллельно линиям 1-1 на равном от них расстоянии. Перекрестные ленты пропитывают фенолоформальдегидным связующим , весовое содержание которого подсушивают при 80-100 С, соединяют между собой и наматывают на барабан. Полученную таким способом ленту наматывают ребром а вращающуюся оправку. В табл. 2 представлена деформационная характеристика перекрестных лент, полученных согласно примерам 2, 2а, 26 и 3Таблица 2
/9 469898
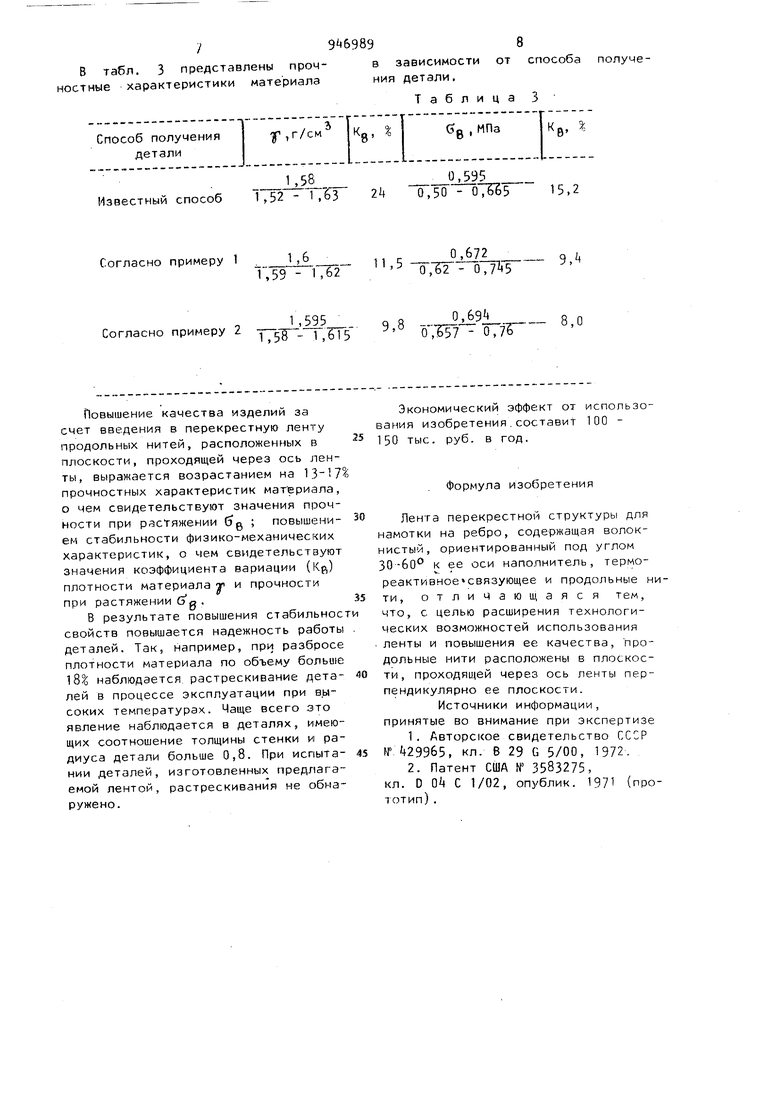
В табл. 3 представлены проч- в зависимости от способа полученостные характеристики материала ния детали, J, Известный способ 1,52 - 1, 24
Согласно примеру 1 . 1,6 ,i г. , .
, 62 О , - 1 ,5J5.. а я „I ,533Q я Согласно примеру 2 ,ГГ5 Повышение качества изделий за счет введения в перекрестную ленту продольных нитей, расположенных в плоскости, проходящей через ось ленты, выражается возрастанием на прочностных характеристик материала, о чем свидетельствуют значения П1эочности при растяжении (э ; повышением стабильности физико-механических характеристик, о чем свидетельствуют значения коэффициента вариации (Кд) плотности материала у и прочности при растяжении (JQ . В результате повышения стабильнос свойств повышается надежность работы деталей. Так, например, при разбросе плотности материала по объему больше 18% наблюдается, растрескивание деталей в процессе эксплуатации при в.ы соких температурах. Чаще всего это явление наблюдается в деталях, имеющих соотношение толщины стенки и радиуса детали больше 0,8. При испытаНИИ деталей, изготовленных предлага емой лентой, растрескивания не обнаружено.
ТаблицаЗ „„1.5Э5 0,50 - ,2 . 8 О -, о;Т57 7 Экономический эффект от использования изобретения.составит 100 150 тыс. руб. в год. Формула изобретения Лента перекрестной структуры для намотки на ребро, содержащая волокнистый, ориентированный под углом 30-бО к ее оси наполнитель, термореактивное связующее и продольные нити, отличающаяся тем, что, с целью расширения технологических возможностей использования ленты и повышения ее качества, продольные нити расположены в плоскости, проходящей через ось ленты перпендикулярно ее плоскости. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N° 29965, кл. В 29 G 5/00, 1972. 2.Патент США № 3583275, кл. О С 1/02, опублик. 1971 (прототип) .
5
