Область техники, к которой относится изобретение
Настоящее изобретение относится к контейнеру из полиэфирной смолы с ломкой частью и к способу его изготовления и, в частности, относится к улучшенной открываемости контейнера с ломкой частью, который изготовлен с использованием полиэфирной смолы в качестве исходного материала.
Уровень техники
В японской не подлежащей экспертизе патентной публикации №2002 - 321750 А раскрыт контейнер со скручивающейся крышкой, имеющей ломкую конструкцию. Раскрытое в этой публикации изобретение было подано авторами настоящей заявки. В этом изобретении в качестве материала контейнера была использована олефиновая смола. Олефиновая смола является одной из наиболее подходящих смол для контейнеров с ломкой частью, так как олефиновая смола обладает прекрасными характеристиками термосваривания, операции скручивания и отламывания являются легкими и после разламывания почти не остается следов.
Система «питания для специального медицинского применения» была основана в сентябре 1991 года. С тех пор на рынке появились многочисленные так называемые функциональные напитки типа напитков на основе пищевой клетчатки и кальциевых напитков, которые действуют как средства для поправки здоровья. Когда такими функциональными напитками или жидкими фармацевтическими продуктами заполняют контейнеры, предпочтительно использовать контейнеры, выполненные из полиэфирной смолы, чем контейнеры, выполненные из олефиновой смолы. Причина этого состоит в том, что в случае контейнеров, выполненных из полиэфирной смолы, запах смолы не проникает в содержимое, смола не активна в отношении содержимого и компоненты содержимого не адсорбируются на смоле.
[Патентная литература 1] японская не подлежащая экспертизе патентная публикация №2002 - 321750 А.
Раскрытие изобретения
Решаемая изобретением проблема
Однако когда контейнер с ломкой частью получают из полиэфирной смолы, характеристики термосваривания последней являются плохими и существует одна особенность, состоящая в феномене волокнистости, обусловленной тем, что полиэфирная смола является вязкой. В результате этого становится трудно скручивать или отрывать ломкую часть. Настоящее изобретение было выполнено для решения указанной проблемы, и целью изобретения является создание контейнера из полиэфирной смолы с ломкой частью, который обладал бы улучшенной открываемостью, и предложение способа его изготовления.
Средства для решения проблемы
Авторами настоящего изобретения была выполнена канавка с помощью облучения лазером на внешней поверхности пограничной части между открывающимся концом горловинной части и ломкой частью контейнера из полиэфирной смолы с ломкой частью. После этого осуществляли естественное или ускоренное охлаждение. В результате этого полиэфирная смола стала ломкой, поскольку в канавке смола сделалась тонкой и характеристическая вязкость на периферии канавки снизилась. Благодаря этому авторы настоящего изобретения пришли к возможности получения контейнера из полиэфирной смолы с ломкой частью при значительно улучшенной открываемости, что привело к завершению настоящего изобретения.
Иными словами, контейнер из полиэфирной смолы с ломкой частью настоящего изобретения отличается тем, что материалом контейнера является полиэфирная смола, контейнер включает в себя выполненную за одно целое горловинную часть, примыкающую к стакану контейнера, и ломкую часть, расположенную над горловинной частью, и при этом у контейнера имеется ломкая конструкция, которая может быть раскрыта разламыванием пограничной части между открывающимся концом горловинной части и ломкой частью, канавка выполнена приблизительно перпендикулярно внешней поверхности пограничной части между открывающимся концом горловинной части и ломкой частью, а характеристическая вязкость полиэфирной смолы, находящейся на периферии канавки, ниже характеристической вязкости полиэфирной смолы, находящейся в местах вне периферии канавки.
Предпочтительно, чтобы глубина канавки в контейнере из полиэфирной смолы с ломкой частью составляла 30-90% от толщины периферии канавки. Кроме того, предпочтительно, чтобы характеристическая вязкость полиэфирной смолы, находящейся на периферии канавки контейнера из полиэфирной смолы с ломкой частью, была на 10% или ниже характеристической вязкости полиэфирной смолы, находящейся на каком-либо участке вне периферии канавки.
Кроме того, предпочтительно, чтобы плотность полиэфирной смолы, находящейся на периферии канавки, была равной 1,38 г/см3 или меньше, а полиэфирная смола была аморфной.
Предпочтительно также, чтобы полиэфирная смола в контейнере из полиэфирной смолы с ломкой частью была гомополиэфирной смолой или сополиэфирной смолой, полученными из одного или более кислотных компонентов, выбранных их группы, в которую входят адипиновая кислота, терефталевая кислота, 2,6-нафталиндикарбоновая кислота, 4,4-бифенилкарбоновая кислота, щавелевая кислота, янтарная кислота, глутаровая кислота, пимелиновая кислота, субериновая кислота, азелаиновая кислота, себациновая кислота, додекандионовая кислота, транс-1,4-циклогександикарбоновая кислота и изофталевая кислота; и одного или более гликолевых компонентов, выбранных их группы, в которую входят этиленгликоль, триметиленгликоль (1,3-пропандиол), тетраметиленгликоль (1,4-бутандиол), пентаметиленгликоль, гексаметиленгликоль, 1,4-циклогександиметанол, бисфенол А и спирогликоль; и чтобы полиэфирная смола имела характеристическую вязкость 0,8-1,5 дл/г.
Предпочтительно также, чтобы контейнер из полиэфирной смолы с ломкой частью включал в себя выполненные за одно целое донную часть; стаканную часть, состоящую из прямоугольной параллелепипедной части и суженной части (шеечной части); горловинную часть, примыкающую к суженной части; и ломкую часть, состоящую из сферической части, пластинчато-лепестковой части и тонкостенной части, которые расположены над горловинной частью; открывающийся конец горловинной части герметизируется сферической частью; лепестковая часть примыкает к горловинной части через тонкостенную часть; лепестковая часть опускается вниз к суженной части поверх горловинной части; и по направлению к обоим концам лепестковой части образована канавка по горизонтальной линии, перпендикулярной оси контейнера, включая пограничную часть между открывающимся концом горловинной части и ломкой частью.
Способ изготовления контейнера из полиэфирной смолы с ломкой частью настоящего изобретения отличается тем, что материалом контейнера является полиэфирная смола, контейнер включает в себя выполненные за одно целое горловинную часть, примыкающую к стакану контейнера, и ломкую часть, расположенную над горловинной частью, контейнер оборудован ломкой конструкцией, которая может быть открыта путем разламывания пограничной части между открывающимся концом горловинной части и ломкой частью; способ включает, по меньшей мере, стадию образования канавки, на которой канавку образуют путем приблизительно перпендикулярно направленного облучения лазером внешней поверхности пограничной части между открывающимся концом горловинной части и ломкой частью, и стадию охлаждения, на которой канавка охлаждается естественным или ускоренным образом после стадии образования канавки.
На стадии образования канавки в способе изготовления контейнера из полиэфирной смолы с ломкой частью предпочтительно, чтобы стадия образования канавки осуществлялась путем облучения лазерным светом с выходной мощностью от 1,0 до 100 Вт, а диаметр луча лазерного света составлял от 0,1 до 5,0 мм при скорости перемещения от 10 до 500 мм/с. Предпочтительно также, чтобы стадия образования канавки проводилась при поддержании температуры от 0 до 50°C в течение от 0,1 до 30 с.
Предпочтительно также, чтобы полиэфирная смола в способе изготовления контейнера из полиэфирной смолы с ломкой частью была гомополиэфирной смолой или сополиэфирной смолой, полученными из одного или более кислотных компонентов, выбранных их группы, в которую входят адипиновая кислота, терефталевая кислота, 2,6-нафталиндикарбоновая кислота, 4,4-бифенилкарбоновая кислота, щавелевая кислота, янтарная кислота, глутаровая кислота, пимелиновая кислота, субериновая кислота, азелаиновая кислота, себациновая кислота, додекандионовая кислота, транс-1,4-циклогександикарбоновая кислота и изофталевая кислота; и одного или более гликолевых компонентов, выбранных их группы, в которую входят этиленгликоль, триметиленгликоль (1,3-пропандиол), тетраметиленгликоль (1,4-бутандиол), пентаметиленгликоль, гексаметиленгликоль, 1,4-циклогександиметанол, бисфенол А и спирогликоль; и чтобы полиэфирная смола имела характеристическую вязкость 0,8-1,5 дл/г.
Предпочтительно также, чтобы способ изготовления контейнера из полиэфирной смолы с ломкой частью включал дополнительно стадию экструзии заготовки, на которой заготовку из полиэфирной смолы экструдируют с помощью экструдера; стадию формования стакана и дна, на которой заготовку прессуют в пресс-форме, донные участки соединяют и герметизируют, а находящейся под давлением текучей среде дают возможность входить через открытый конец заготовки для образования стаканной части и донной части в нижней секции заготовки; стадию заполнения содержимым, на которой содержимое через открывающийся конец заготовки вводится в стаканную часть; и стадию образования ломкой конструкции, на которой заготовку прессуют в пресс-форме для присоединения верхних частей и образования в верхней секции заготовки горловинной части и ломкой части.
Результат изобретения
Согласно настоящему изобретению в контейнере из полиэфирной смолы с ломкой частью облучение лазером осуществляют на внешней поверхности пограничной части между открывающимся концом горловинной части и ломкой частью с целью образования канавки. После этого проводят естественное или ускоренное охлаждение. В результате этого смола на горловине становится тонкой и снижается характеристическая вязкость смолы на периферии канавки. Вследствие этого полиэфирная смола становится хрупкой и можно получить контейнер из полиэфирной смолы с ломкой частью со значительно улучшенной открываемостью. Кроме того, в контейнере из полиэфирной смолы с ломкой частью настоящего изобретения находящаяся на периферии канавки полиэфирная смола гидролизуется вследствие нагрева лазером. В результате этого молекулярный вес смолы снижается, полиэфирная смола становится хрупкой и открываемость может быть улучшена. Помимо этого, в контейнере из полиэфирной смолы с ломкой частью настоящего изобретения лазерный свет излучается в специфических условиях и после образования канавки осуществляется естественное или ускоренное охлаждение. Благодаря этому повышение плотности находящейся на периферии канавки полиэфирной смолы подавляется. В результате этого полиэфирная смола не упрочняется и становится хрупкой.
Краткое описание чертежей
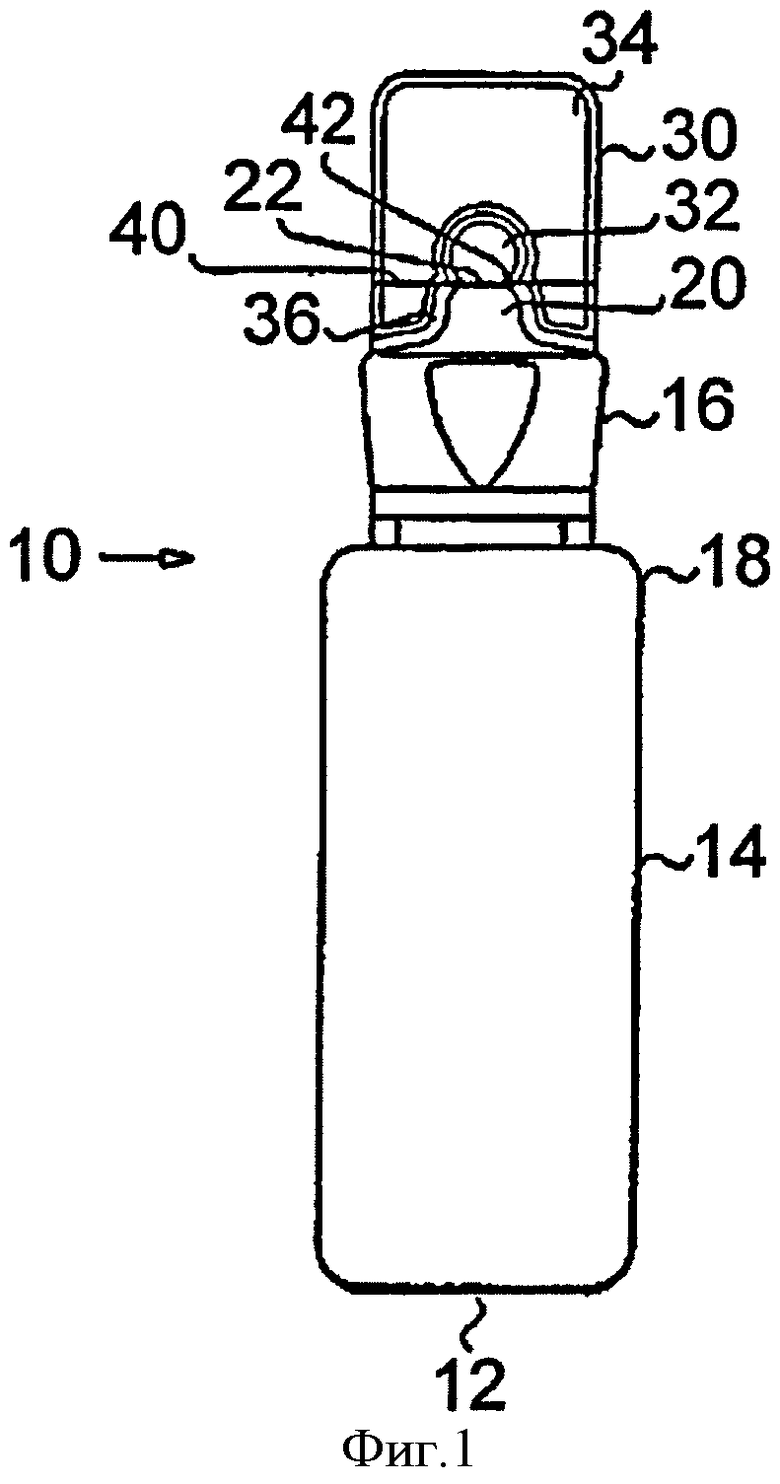
Фиг.1 - вид спереди контейнера из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения.
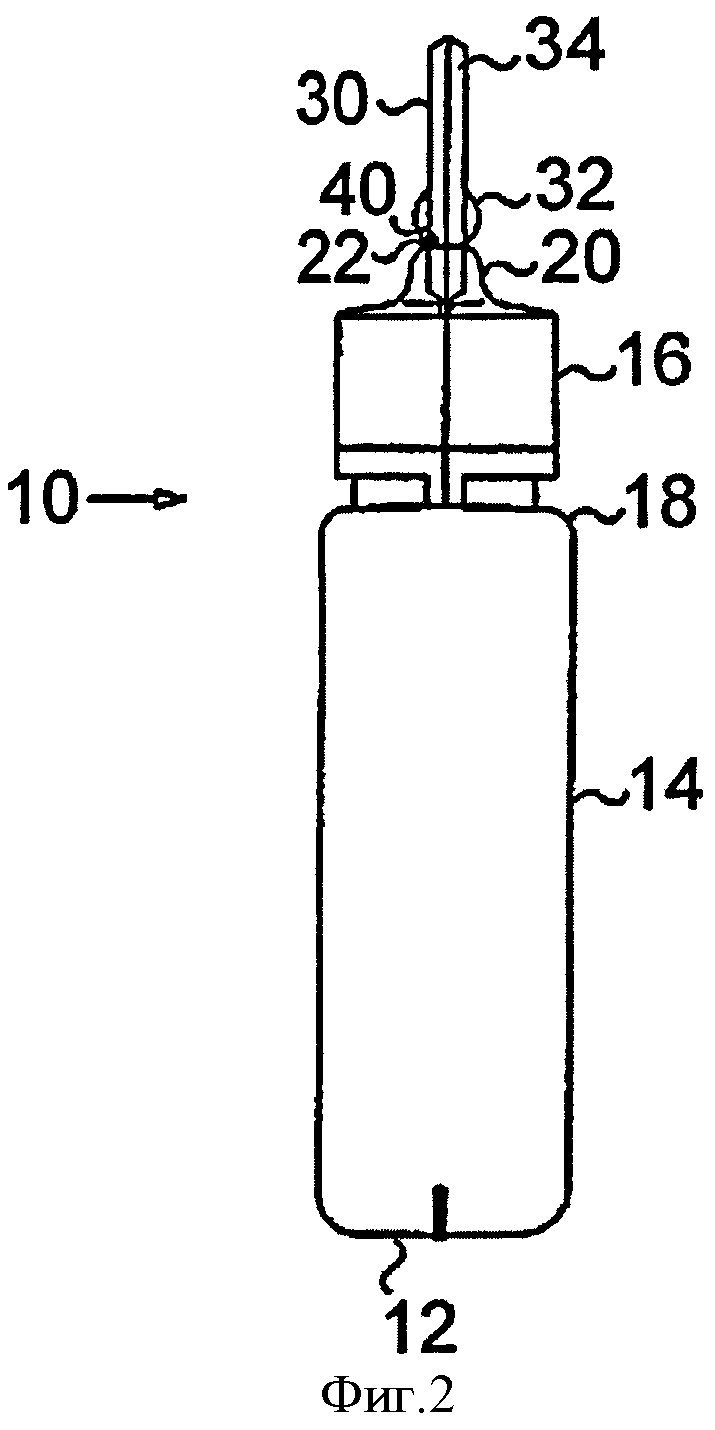
Фиг.2 - вид сбоку контейнера из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения.
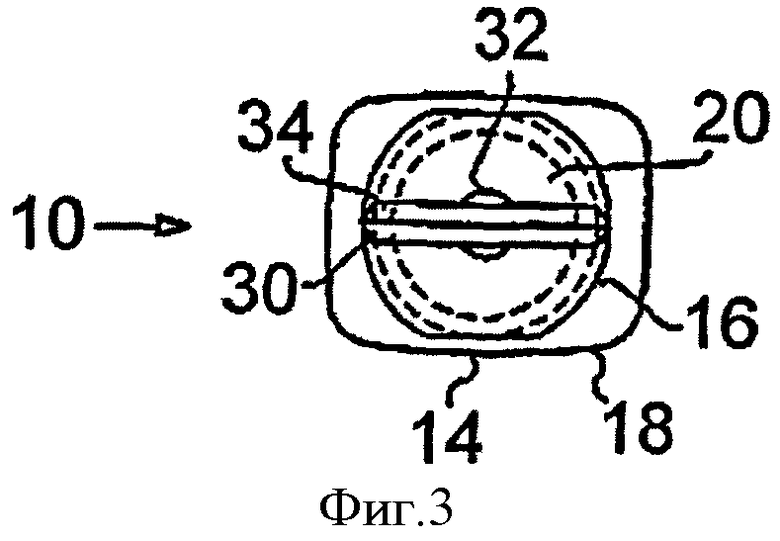
Фиг.3 - вид сверху контейнера из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения.
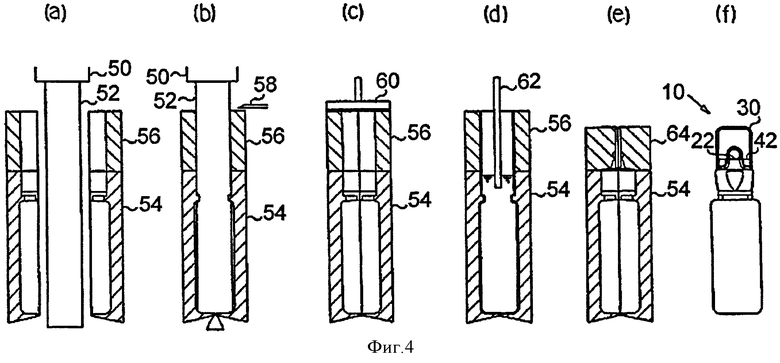
Фиг.4 - демонстрация способа постадийного изготовления контейнера из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения.
Расшифровка ссылочных позиций
10 - контейнер из полиэфирной смолы с ломкой частью
12 - донная часть
14 - прямоугольная параллелепипедная часть
16 - суженная (шеечная) часть
18 - стаканная часть
20 - горловинная часть
22 - открывающийся конец
30 - ломкая часть
32 - сферическая часть
34 - лепестковая часть
36 - тонкостенная часть
40 - канавка
42 - сквозное отверстие
50 - экструдер
52 - заготовка
54 - пресс-форма для стаканной части
56 - вспомогательная пресс-форма
58 - резак
60 - гнездо с выдающей трубкой
62 - патрубок для заполнения
64 - пресс-форма для ломкой части
Наилучший вариант осуществления изобретения
Далее описывается один из предпочтительных вариантов осуществления настоящего изобретения со ссылками на чертежи.
Вид спереди, вид сбоку и вид сверху контейнера из полиэфирной смолы с ломкой частью настоящего изобретения показаны на фиг.1, фиг.2 и фиг.3, соответственно.
Контейнер 10 из полиэфирной смолы с ломкой частью настоящего изобретения имеет приблизительно прямоугольную плоскую донную часть 12, стаканную часть 18, состоящую из трубчатой приблизительно прямоугольной параллелепипедной части 14, которая примыкает к донной части 12, и приблизительно цилиндрической суженной части 16; и горловинную часть 20, расположенную над и примыкающую к суженной части 16. Ломкая часть 30, состоящая из полой сферической части 32, плоская лепестковая часть 34 и тонкостенная часть 36 выполнены за одно целое с верхом горловинной части 20. Открывающийся конец 22 горловинной части 20 укупорен сферической частью 32 и при этом внутренняя часть стакана контейнера, состоящая из донной части 12, стаканной части 14 и горловинной части 20, является полой. Далее, тонкостенная часть 36 образована вокруг горловинной части 20 и сферической части 32 и соединена с пластинчатой лепестковой частью 34. Лепестковая часть 34 опущена вниз на суженную часть 16 через горловинную часть 20. С целью облегчения открывания тонкостенная часть 36 может быть щелью вблизи основания горловинной части 20 и при этом лишь необходимо, чтобы щель была образована в пограничной части между открывающимся концом 22 горловинной части 20 и ломкой частью 30 (сферической частью 32). Этот контейнер 10 из полиэфирной смолы с ломкой частью в момент применения разбивают и открывают у пограничной части между открывающимся концом 22 горловинной части 20 и ломкой частью 30 (сферической частью 32). После этого можно выливать содержимое, в частности функциональные напитки и жидкие фармацевтические средства, которыми был заполнен контейнер.
<Образование канавки>
В контейнере 10 из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления свет углекислотного лазера излучается с обеих сторон в приблизительно перпендикулярном направлении на внешнюю поверхность пограничной части между открывающимся концом 22 горловинной части и ломкой частью 30 (сферической частью 32), в результате чего образуется канавка 40. Температура полиэфирной смолы, находящейся на участке, облученном лазерным светом, достигает температуры плавления или выше, вследствие чего полиэфирная смола сублимируется и на внешней поверхности образуется канавка 40 с V-образным поперечным сечением. Канавка 40 образуется у обоих концов лепестковой части по горизонтальной линии, перпендикулярной оси контейнера, включая пограничную часть между открывающимся концом 22 горловинной части и ломкой частью 30 (сферической частью 32). Благодаря образованию на внешней поверхности пограничной части канавки 40 смола у канавки 40 утоньшается и становится хрупкой. В результате пограничную часть между открывающимся концом 22 горловинной части и ломкой частью 30 (сферической частью 32) можно легко разломать при скручивании или наклоне лепестковой части 34 и получить в результате этого открытую секцию.
Таким образом, контейнер из полиэфирной смолы с ломкой частью настоящего изобретения отличается тем, что канавку образуют в приблизительно перпендикулярном направлении к внешней поверхности пограничной части между открывающимся концом горловинной части и ломкой частью. Глубина канавки в особой степени не ограничена, но обычно предпочтительно, чтобы глубина канавки составляла 30-90% от толщины периферии канавки. Хотя это зависит от того, к какому типу относится контейнер, в случае любого контейнера, если глубина канавки меньше 30% от толщины периферии канавки, обусловленный образованием канавки эффект может оказаться не достигнутым. С другой стороны, если глубина канавки превышает 90% от толщины периферии канавки, канавка становится слишком тонкой и открывание может произойти при слабом толчке во время транспортировки и т.п. В настоящем изобретении глубина канавки была равной 0,25 мм, что составляло 31% от толщины периферии канавки, которая была равной 0,8 мм.
В контейнере 10 из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения могут быть образованы сквозные отверстия 42 на обеих сторонах тонкостенной части 36, расположенной в пограничной части между открывающимся концом горловинной части 22 и ломкой частью 30. В результате образования таких сквозных отверстий 42 контейнер становится более ломким и открывание его с помощью операции скручивания или отрывания становится более легким.
<Характеристическая вязкость полиэфирной смолы на периферии канавки>
Как уже говорилось выше, в контейнере 10 из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения канавку 40 образуют путем облучения с помощью углекислотного лазера с последующим естественным или ускоренным охлаждением канавки 40. Оставшаяся полиэфирная смола, не будучи сублимированной, на периферии канавки 40 плавится при облучении светом лазера, в результате чего характеристическая вязкость смолы снижается. Соответственным образом, находящаяся на периферии канавки полиэфирная смола становится хрупкой и ее можно легко разломать.
Таким образом, контейнер из полиэфирной смолы с ломкой частью настоящего изобретения отличается тем, что характеристическая вязкость полиэфирной смолы, находящейся на периферии канавки, ниже характеристической вязкости полиэфирной смолы, находящейся на каком-либо участке вне периферии канавки. Более конкретно, предпочтительно, чтобы характеристическая вязкость полиэфирной смолы, находящейся на периферии канавки, была на 10% или ниже характеристической вязкости полиэфирной смолы, находящейся на каком-либо участке вне периферии канавки. В настоящем варианте осуществления характеристическая вязкость полиэфирной смолы, находящейся на периферии канавки, была равной 0,85 дл/г и при этом была на 15% ниже характеристической вязкости полиэфирной смолы, находящейся на каком-либо участке вне периферии канавки, что составляло 1,0 дл/г.
В контейнере 10 из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения полиэфирная смола, находящаяся на периферии канавки 40, плавится при облучении светом лазера. Вследствие этого полиэфирная смола подвергается гидролизу, поглощая воздушную влагу, что приводит к снижению молекулярного веса. Соответственным образом, полиэфирная смола становится хрупкой и ее можно легко разломать.
<Плотность полиэфирной смолы на периферии канавки>
Как правило, когда полиэфирную смолу облучают лазерным светом с целью сублимировать и расплавить смолу, в расплавленной полиэфирной смоле происходит образование сферокристаллов и, если расплавленное состояние выдерживается в течение длительного времени, повышается плотность. В результате полиэфирная смола упрочняется и становится неломкой и операция скручивания или отрывания становится затруднительной. С другой стороны, в контейнере 10 из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения лазерный свет излучается в специфических условиях и после образования канавки 40 осуществляется естественное или ускоренное охлаждение. Благодаря этому повышение плотности полиэфирной смолы на периферии канавки подавляется и плотность имеет приблизительно то же значение, что и плотность полиэфирной смолы, находящейся в каком-либо участке вне периферии канавки. Соответственно, полиэфирная смола не упрочняется и может быть легко разломана.
Таким образом, предпочтительно, чтобы плотность полиэфирной смолы на периферии канавки в контейнере из полиэфирной смолы с ломкой частью настоящего изобретения была равной 1,38 г/см3 или ниже и чтобы полиэфирная смола была аморфной. В настоящем варианте осуществления, конкретно, для облучения использовали лазерный свет с выходной мощностью 30 Вт и диаметром луча лазерного света 0,2 мм при скорости перемещения 10-25 мм/с. При последующем естественном охлаждении температура изменялась от 300°C до 70°C за 5 с. Плотность полиэфирной смолы на периферии канавки составляла 1,38 г/см3. В случае ускоренного охлаждения охлаждение происходит быстрее, чем указанное выше естественное охлаждение, и скорость его была равной 230°C/5 с.
<Полиэфирная смола>
Используемым для контейнера из полиэфирной смолы с ломкой частью настоящего изобретения материалом контейнера является полиэфирная смола. Используемая в настоящем изобретении полиэфирная смола в особой степени не ограничена, и предпочтительные примеры включают гомополиэфирные смолы и сополиэфирные смолы, получаемые из одного или более кислотных компонентов, выбранных из группы, в которую входят адипиновая кислота, терефталевая кислота, 2,6-нафталиндикарбоновая кислота, 4,4-бифенилкарбоновая кислота, щавелевая кислота, янтарная кислота, глутаровая кислота, пимелиновая кислота, субериновая кислота, азелаиновая кислота, себациновая кислота, додекандионовая кислота, транс-1,4-циклогександикарбоновая кислота и изофталевая кислота; и одного или более гликолевых компонентов, выбранных их группы, в которую входят этиленгликоль, триметиленгликоль (1,3-пропандиол), тетраметиленгликоль (1,4-бутандиол), пентаметиленгликоль, гексаметиленгликоль, 1,4-циклогександиметанол, бисфенол А и спирогликоль; и при этом характеристическая вязкость полиэфирной смолы составляет преимущественно от 0,8 до 1,5 дл/г, более предпочтительно 0,8-1,3 дл/г.
Конкретным предпочтительным примером используемой в настоящем изобретении полиэфирной смолы является полиэфирная смола, кислотным компонентом которой служит терефталевая кислота, а диоловый компонент состоит на 96 мол.% из этиленгликоля и на 4 мол.% из 1,4-циклогександиметанола или бисфенола А. Характеристическая вязкость полученной таким образом полиэфирной смолы равна примерно 1,0 дл/г, при формовании с прямым раздувом не происходит никакого оседания, а температура плавления равна примерно 235-245°C, что на 10-30°C ниже температуры плавления обычных полиэфирных смол. По этой причине возможно формование при низких температурах и в результате этого возможно ускоренное охлаждение. Кроме того, скорость кристаллизации является низкой, обеспечивая хорошую формуемость. Все это делает указанную смолу желательной в качестве полиэфирной смолы настоящего изобретения.
<Способ изготовления>
Способ изготовления контейнера из полиэфирной смолы с ломкой частью настоящего изобретения отличается тем, что этот способ включает, по меньшей мере, стадию образования канавки, на которой канавку образуют путем приблизительно перпендикулярно направленного облучения лазером внешней поверхности пограничной части между открывающимся концом горловинной части и ломкой частью, и стадию охлаждения, на которой канавка охлаждается естественным или ускоренным образом после стадии образования канавки.
В способе изготовления контейнера из полиэфирной смолы с ломкой частью настоящего изобретения нет особых ограничений в отношении других стадий, если осуществляются стадии, описанные выше. Однако метод формования с прямым раздувом предпочтителен, поскольку при этом нет надобности в термосваривании.
Способ изготовления контейнера из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения с помощью формования с прямым раздувом является ступенчатым, как это показано на фиг.4(a)-4(f).
Как показано на фиг.4(a), когда трубчатая заготовка (обычно называемая черновой формой, или «паризоном») 52, которая экструдируется из экструдера 50, достигает заданной длины, две половинки пресс-формы 54 стаканной части, которая имеет внутри себя геометрию внешней поверхности донной части 12 и стаканной части 18, состоящей из прямоугольной параллелепипедной части 14 и суженной части 16 контейнера из полиэфирной смолы, и две половинки вспомогательной пресс-формы 56, которая контактирует с внешней поверхностью заготовки 52, однонаправлено смыкаются и сдавливают заготовку 52. После этого, как показано на фиг.4(b), донная часть заготовки 52 герметизируется и в то же время верхняя секция заготовки 52 срезается с помощью вращающегося резака 58.
После обрезки заготовки 52 ее сразу же приводят в движение. Как показано на фиг.4(c), вспомогательную пресс-форму 56 покрывают крышкой с подающей трубкой 60. Через подающую трубку в заготовку 52 вдувают под давлением текучую среду, а именно сжатый до давления 10 атм воздух, в асептических условиях. Нижнюю часть заготовки 52 формуют с помощью пресс-формы 54 для стаканной части с образованием донной части 12 и стаканной части 18, состоящей из прямоугольной параллелепипедной части 14 и суженной части 16. После этого крышку с подающей трубкой 60 удаляют. Как показано на фиг.4(d), в заготовку 52, у которой уже была сформована стаканная часть 18, вводят патрубок для заполнения 62 и производят заливку функциональных напитков или жидких фармацевтических средств.
По завершении заполнения содержимым патрубок для заполнения 62 вытягивают и открывают вспомогательную пресс-форму 56. Как показано на фиг.4(e), пресс-форму для ломкой части 64, которая (пресс-форма) имеет внутри себя геометрию внешней поверхности ломкой части 30, состоящей из горловинной части 20, сферической части 32, лепестковой части 34 и тонкостенной части 36, закрывают, и способная к разрушению структура (ломкая часть) образуется на верхней стороне стаканной части 18.
Контейнер 10 из полиэфирной смолы с ломкой частью, как показано на фиг.4(f), облучен углекислотным лазером у обоих концов лепестковой части по горизонтальной линии, перпендикулярной оси контейнера, включая пограничную часть между открывающимся концом 22 горловинной части и ломкой частью 30. В результате облучения лазерным светом температура облученной секции достигает температуры плавления или выше, секция плавится и сублимируется и на поверхности образуется горизонтально направленная канавка 40 с V-образным поперечным сечением. Лазерный свет излучается с обеих сторон и необходимо, чтобы облучалась только внешняя поверхность пограничной части между открывающимся концом 22 горловинной части и ломкой частью 30. Лазерный свет для стадии образования канавки в особой степени не ограничен, однако предпочтительно, чтобы облучение производилось, например, путем перемещения лазера с выходной мощностью от 1,0 до 100 Вт и диаметром луча лазерного света от 0,1 до 5,0 мм при скорости перемещения от 10 до 500 мм/с. Если условия облучения лазером выходят за указанные рамки, в особенности когда время облучения лазерным светом является долгим, в полиэфирной смоле на периферии канавки происходит образование сферокристаллов. В результате плотность полиэфирной смолы повышается, и полиэфирная смола упрочняется, из-за чего разламывание ломкой части с помощью операции скручивания или отрывания может стать затруднительным. В данном варианте осуществления облучение осуществляется перемещением лазерного луча с выходной мощностью 30 Вт и диаметром луча лазерного света 0,2 мм при скорости перемещения 10-25 мм/с.
В контейнере 10 из полиэфирной смолы с ломкой частью согласно одному из вариантов осуществления настоящего изобретения сквозное отверстие 42 образовано в тонкостенной части на обеих сторонах пограничной части с помощью облучения лазерным светом с указанными выше характеристиками вдоль горизонтальной линии, включающей пограничную часть между открывающимся концом 22 горловинной части и ломкой частью 30. В результате образования такого сквозного отверстия 42 ломкая часть становится хрупкой и открывание с помощью операции скручивания или отрывания облегчается. Лазерным светом можно облучать только пограничную часть между открывающимся концом 22 горловинной части и ломкой частью 30, применяя точечное облучение, которое можно изменять соответственным образом.
После образования канавки 40 с помощью облучения лазерным светом, как описано выше, канавка 40 охлаждается естественным образом при стоянии или подвергается ускоренному охлаждению. На этой стадии охлаждения необходимо выдерживать канавку, например, при 0-50°C лишь в течение 0,1-30 с, предпочтительно при 10-20°C в течение 5-10 с. После облучения лазерным светом, если температура в течение длительного времени выдерживается выше температуры плавления полиэфирной смолы или близких к ней температур, в полиэфирной смоле на периферии канавки происходит образование сферокристаллов. В результате плотность полиэфирной смолы повышается, полиэфирная смола упрочняется, и разламывание ломкой части с помощью операции скручивания или отрывания становится затруднительным.
В изготовленном таким образом контейнере из полиэфирной смолы с ломкой частью настоящего изобретения на внешней поверхности пограничной области между открывающимся концом горловинной части и ломкой частью образуется канавка при облучении лазером. После этого осуществляется естественное или ускоренное охлаждение. В результате смола на канавке становится тонкой и снижается характеристическая вязкость смолы на периферии канавки. Благодаря этому полиэфирная смола на периферии канавки становится хрупкой и, таким образом, может быть получен контейнер из полиэфирной смолы с ломкой частью со значительно улучшенной открываемостью.
Изобретение относится к области упаковки, к контейнерам из полиэфирной смолы. Контейнер имеет ломкую часть, где материалом контейнера является полиэфирная смола. Контейнер содержит выполненные за одно целое горловинную часть, примыкающую к стакану контейнера, и ломкую часть, расположенную над горловинной частью, которая имеет ломкую конструкцию, которая может быть открыта путем разламывания пограничной части между открывающимся концом горловинной части и ломкой частью. Перпендикулярно к внешней поверхности пограничной части между открывающимся концом горловинной части и ломкой частью образована канавка, и характеристическая вязкость полиэфирной смолы, находящейся на периферии канавки, ниже характеристической вязкости полиэфирной смолы, находящейся в местах вне периферии канавки. Указанную канавку на ломкой части получают направленным облучением лазером. Контейнер обладает улучшенной открываемостью и неактивен к содержимому. 2 н. и 9 з.п. ф-лы, 4 ил.
1. Контейнер из полиэфирной смолы с ломкой частью, где материалом контейнера является полиэфирная смола, при этом контейнер содержит выполненные за одно целое горловинную часть, примыкающую к стакану контейнера, и ломкую часть, расположенную над горловинной частью, которая имеет ломкую конструкцию, которая может быть открыта путем разламывания пограничной части между открывающимся концом горловинной части и ломкой частью; где приблизительно перпендикулярно к внешней поверхности пограничной части между открывающимся концом горловинной части и ломкой частью образована канавка и характеристическая вязкость полиэфирной смолы, находящейся на периферии канавки, ниже характеристической вязкости полиэфирной смолы, находящейся в местах вне периферии канавки.
2. Контейнер из полиэфирной смолы с ломкой частью по п.1, в котором глубина канавки составляет 30-90% от толщины периферии канавки.
3. Контейнер из полиэфирной смолы с ломкой частью по п.1 или 2, у которого характеристическая вязкость полиэфирной смолы, находящейся на периферии канавки контейнера из полиэфирной смолы с ломкой частью, на 10% или ниже характеристической вязкости полиэфирной смолы, расположенной на участке вне периферии канавки.
4. Контейнер из полиэфирной смолы с ломкой частью по п.1 или 2, у которого плотность полиэфирной смолы, находящейся на периферии канавки, равна 1,38 г/см3 или ниже, а полиэфирная смола является аморфной.
5. Контейнер из полиэфирной смолы с ломкой частью по п.1 или 2, у которого полиэфирная смола является гомополиэфирной смолой или сополиэфирной смолой, полученной из одного или более кислотных компонентов, выбранных их группы, в которую входят адипиновая кислота, терефталевая кислота, 2,6-нафталиндикарбоновая кислота, 4,4-бифенилкарбоновая кислота, щавелевая кислота, янтарная кислота, глутаровая кислота, пимелиновая кислота, субериновая кислота, азелаиновая кислота, себациновая кислота, додекандионовая кислота, транс-1,4-циклогександикарбоновая кислота и изофталевая кислота; и одного или более гликолевых компонентов, выбранных их группы, в которую входят этиленгликоль, триметиленгликоль (1,3-пропандиол), тетраметиленгликоль (1,4-бутандиол), пентаметиленгликоль, гексаметиленгликоль, 1,4-циклогександиметанол, бисфенол А и спирогликоль; при этом полиэфирная смола имеет характеристическую вязкость 0,8-1,5 дл/г.
6. Контейнер из полиэфирной смолы с ломкой частью по п.1 или 2, который содержит выполненные за одно целое донную часть; стаканную часть, состоящую из прямоугольной параллелепипедной части и суженной части; горловинную часть, примыкающую к суженной части; и ломкую часть, состоящую из сферической части, пластинчатой лепестковой части и тонкостенной части, которые расположены над горловинной частью; открывающийся конец горловинной части загерметизирован сферической частью; лепестковая часть примыкает к горловинной части через тонкостенную часть; лепестковая часть спускается вниз к суженной части поверх горловинной части и к обоим концам лепестковой части сформирована канавка по горизонтальной линии, перпендикулярной оси контейнера, включая пограничную часть между открывающимся концом горловинной части и ломкой частью.
7. Способ изготовления контейнера из полиэфирной смолы с ломкой частью, в котором материалом контейнера является полиэфирная смола, контейнер содержит выполненную за одно целое горловинную часть, примыкающую к стакану контейнера, и ломкую часть, расположенную над горловинной частью, контейнер оборудован ломкой конструкцией, которая может быть открыта путем разламывания пограничной части между открывающимся концом горловинной части и ломкой частью; при этом способ содержит, по меньшей мере
стадию формирования канавки, на которой канавку формируют путем приблизительно перпендикулярно направленного облучения лазером внешней поверхности пограничной части между открывающимся концом горловинной части и ломкой частью, и
стадию охлаждения, на которой канавку охлаждают естественным или ускоренным образом после стадии формирования канавки.
8. Способ изготовления контейнера из полиэфирной смолы с ломкой частью по п.7, в котором стадию формирования канавки осуществляют с помощью облучения лазерным светом с выходной мощностью от 1,0 до 100 Вт, диаметром луча лазерного света от 0,1 до 5,0 мм при скорости перемещения от 10 до 500 мм/с.
9. Способ изготовления контейнера из полиэфирной смолы с ломкой частью по п.7 или 8, в котором стадию охлаждения проводят при поддержании температуры от 0 до 50°С в течение от 0,1 до 30 с.
10. Способ изготовления контейнера из полиэфирной смолы с ломкой частью по п.7 или 8, в котором полиэфирная смола является гомополиэфирной смолой или сополиэфирной смолой, полученной из одного или более кислотных компонентов, выбранных их группы, в которую входят адипиновая кислота, терефталевая кислота, 2,6-нафталиндикарбоновая кислота, 4,4-бифенилкарбоновая кислота, щавелевая кислота, янтарная кислота, глутаровая кислота, пимелиновая кислота, субериновая кислота, азелаиновая кислота, себациновая кислота додекандионовая кислота, транс-1,4-циклогександикарбоновая кислота и изофталевая кислота; и одного или более гликолевых компонентов, выбранных их группы, в которую входят этиленгликоль, триметиленгликоль (1,3-пропандиол), тетраметиленгликоль (1,4-бутандиол), пентаметиленгликоль, гексаметиленгликоль, 1,4-циклогександиметанол, бисфенол А и спирогликоль, при этом полиэфирная смола имеет характеристическую вязкость 0,8-1,5 дл/г.
11. Способ изготовления контейнера из полиэфирной смолы с ломкой частью по п.7 или 8, который дополнительно включает
стадию экструзии заготовки, на которой заготовку из полиэфирной смолы экструдируют с помощью экструдера;
стадию формования стакана и дна, на которой заготовку прессуют в пресс-форме, донные участки соединяют и герметизируют, а находящейся под давлением текучей среде дают возможность поступать внутрь из открытого конца заготовки для образования стаканной части и донной части в нижней секции заготовки;
стадию заполнения содержимым, на которой содержимое через открывающийся конец заготовки вводят в стаканную часть; и
стадию образования ломкой конструкции, на которой заготовку прессуют в пресс-форме для присоединения верхних частей и образования горловинной части и ломкой части в верхней секции заготовки.
| JP 8002553 A, 09.01.1996 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| КАПСУЛА С ЛЕКАРСТВЕННЫМ ПРЕПАРАТОМ ДЛЯ БЕЗЫГОЛЬНОГО ИНЪЕКТОРА И СПОСОБ ЕЕ ЗАПОЛНЕНИЯ | 1996 |
|
RU2161512C2 |

